Ti6A14V
硬质合金刀具车削Ti6A14V钛合金试验研究
( S c h o o l o f Me c h a n i c a l E l e c t r o n i c a n d Ve h i c l e E n g i n e e r i n g, We i f a n g Un i v e r s i t y , We i f a n g S h a n d o n g
第 5期
床 与 自 动 化 加 工 技 术
M o dul ar M a c hi n e To o l& Aut o ma t i c Ma nuf a c t ur i ng Te c h ni q ue
No . 5
M ay 2 01 3
Ke y wo r d s:c e me n t e d c a r b i d e t o o l ;Ti 6A1 4 V t i t a n i um a l l o y;c u t t i n g p e r f o r ma n c e s
0 引 言
Ti6A14V线性摩擦焊数值模拟
维 修简 明 问答
技术 焊接培 训教程
1 .0元 90
1 .0元 80 2 .0元 20
21 0 1年第 2期
2 7
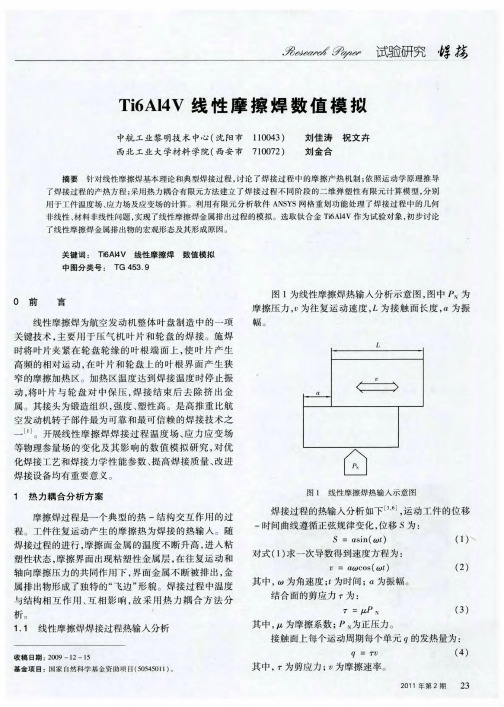
4V:p o e s g r c s i ,mi r s u t r n c a i a —p o et — n co t eu e a d me h n c r l rp r i yn
6 献
1 J 1J
7
8 ]J
t —rl i sis J . t l gclad Ma r sTa sc e e t nhp [ ] Me u i n t a rna・ r ao l a r a el i
数 值模 拟结 果较 为 符合试 验 结果 。
4 结 论
研 究 [ .西安 :西北工业大学硕士论文 ,0 7 D] 20. 工程材料实用 手册 编委会. 程材料 实用 手册 ( [ . 工 4) M]
北京: 中国标 准出版社 ,9 9 18.
Var i s A,F o tM.Hih fe u n y l e r r t n w l i go i rs g rq e c n a c i e dn f i f i o a
作者简介 : 刘佳涛 ,9 2年 出生 , 18 西北 工业 大学材料加 工工程 硕士毕业后进入 中航 x 3黎 明公 司技 术 中心, -k , 主要
从事特种焊接 工艺方面的研 究。
・
书
1 最新 手 工 电弧焊 技术 培训 2 电气 工 程师 便携 手册
2 .O元 64 5 .O元 04
符。
4 参 考 5 文
1J 1j
w li f iA4 J .Ma r l Si c n n ne n , e n o 6 1V[ ] dg T t a c n eadE g er g e s e i i i
Ti6A14V合金整体零件的两步热等静压近净成形工艺探究

T i 6A l 4V 合金整体零件的两步热等静压近净成形工艺探究黄 俊 薛鹏举 魏青松 史玉升华中科技大学材料成形与模具技术国家重点实验室,武汉,430074摘要:针对热等静压整体成形高温合金零件容易产生部分区域致密度较低㊁整体性能不均一的问题,提出了热等静压两步成形方法,在较低的温度和压力作用下成形为不带连通孔隙的原始零件,去除控形模具后用合适的温度压力作用使不致密区域致密,提高零件均一性㊂以T i 6A l 4V 粉末材料为例,使用有限元模拟和实验测试相结合的方法,确定了两步成形法的工艺参数,并成形了叶盘零件㊂S E M 结果显示:热等静压两步法成形的零件组织由板条状α+β相组成,原始颗粒边界消失,不连通孔隙闭合㊂断口形貌显示:在合适的两步成形工艺参数加载下,粉末颗粒冶金结合牢固,不再成为裂纹起始处,拉伸强度提高㊂两步法拉伸性能略优于常规热等静压拉伸性能,性能达到同规模锻件水平㊂关键词:热等静压两步成形;T i 6A l 4V ;有限元模拟;力学性能中图分类号:T F 124 D O I :10.3969/j.i s s n .1004132X.2015.18.023R e s e a r c ho nN e a r ‐N e t ‐S h a p i n g T i 6A l 4VA l l o y P a r t s u n d e rT w o ‐S t e p H o t I s o s t a t i cP r e s s i n gH u a n g J u n X u eP e n g j u W e iQ i n g s o n S h iY u s h e n gS t a t eK e y L a b o r a t o r y o fM a t e r i a l P r o c e s s a n dD i e a n d M o u l dT e c h n o l o g y,H u a z h o n g U n i v e r s i t y o f S c i e n c e a n dT e c h n o l o g y,W u h a n ,430074A b s t r a c t :M o n o l i t h i c s u p e r a l l o yp a r t s s h a p e db y h o t i s o s t a t i c p r e s s i n g m a y e x i s t l o wd e n s i t y r e -g i o nw h i c hw i l l c a u s eu n e v e no v e r a l l p e r f o r m a n c e .T h i s p a p e r p r o p o s e d a t w o ‐s t e p h o t i s o s t a t i c p r e s s -i n g m e t h o d :a t l o wt e m p e r a t u r e a n d p r e s s u r e o r i g i n a l p a r t sw e r e s h a p e dw i t h o u t c o n n e c t e d p o r e s f r o m a l l o yp o w d e r ,t h e n t h e l o wd e n s i t y r e g i o n sw e r e d e n s e d a t a n a p p r o p r i a t e t e m p e r a t u r e a n d p r e s s u r e a f -t e r r e m o v i n g c a p s u l ea n ds h a p e ‐c o n t r o lm o l d ,w h i c hc o u l d g u a r a n t e eu n i f o r m p e r f o r m a n c e .T a k i n g T i 6A l 4V p o w d e rm a t e r i a l a s a ne x a m p l e ,t w o ‐s t e p H I P p a r a m e t e r sw e r e d e t e r m i n e db y c o m b i n i n g f i -n i t e e l e m e n t s i m u l a t i o n a n d e x p e r i m e n t a l t e s t s ,w i t hw h i c hb l a d e d d i s k p a r t sw e r em a d e .T h e S E Mr e -s u l t s s h o wt h a t :i t i s f i n e a n dh o m o g e n e o u s s t r i p α+βph a s e i n t h e p a r t s a n d t h e r e i sn o p r i o r p a r t i c l e b o u n d a r y o r c o n n e c t e d p o r e s ,w h i c hc o n t r i b u t e t o t h e g o o d p e r f o r m a n c eo f p a r t s .T h e f r a c t u r em o r -p h o l o g y a n a l y s i s s h o w s t h a t :t h e p o w d e r p a r t i c l e s a r em e t a l l u r g i c a l l y b o n d e d f i r m l y a n dn o l o n ge r t h e c r a c ks o u r c e g i v e n a p p r o p r i a t e p r o c e s s i n g p a r a m e t e r s .T e n s i l e s t r e n g t h of t w o ‐s t e p H I P p a r t s i s s l igh t -l y b e t t e r t h a n t h a t o f c o n v e n t i o n a lH I Pa n d a s s a m e a s t h e f o r g i n g’s .K e y wo r d s :t w o ‐s t e p h o t i s o s a t i c p r e s s i n g (H I P );T i 6A l 4V ;f i n i t ee l e m e n ts i m u l a t i o n ;m e c h a n i c s p r o p e r t y收稿日期:20141217基金项目:国家自然科学基金资助项目(51375188);国家科技重大专项(2009Z X 04005‐041‐03)0 引言热等静压(h o t i s o s t a t i c p r e s s i n g ,H I P )近净成形技术结合粉末冶金与模具工艺,利用高温高压耦合加载,在模具控形作用下,短流程将粉末致密化为复杂结构的高性能零件,其制件组织晶粒细小均匀,具有良好的力学特性[1‐2]㊂该技术材料利用率高于90%,特别适用于钛基㊁镍基高温合金等难加工贵重金属材料,受到国内外航空领域的广泛关注[3‐5]㊂但是热等静压成形过程中,粉末初始密度低,压坯体积收缩超过30%,并伴有不规则变形,受控形模具限制,部分结构处粉末流动不充分以及压力传导损失,难以达到较高致密度[6],甚至残留孔隙,影响制件的整体力学性能㊂优化模具结构能够缓解部分问题,但边角效应影响区和特殊狭长结构区域仍难以致密㊂从工艺参数上考虑,提高保温温度和增大保压压力能够提高整体致密度[7]㊂然而提高温度会使晶粒长大,性能降低[8],同时造成模具变软发生较大形变使得控形效果变差;增大压力除增加对成形设备的要求外还会造成包套变形增大,容易发生开裂造成工艺失败,同时型芯模具变形较大,影响控形效果,制件性能均一性难以保证㊂两步热等静压工艺是在较低温度和压力作用下初次成形零件坯体,使得整体致密度达到无连通孔隙程度,酸洗或机械加工方法去除包套和型芯后,将压坯二次热等静压㊂失去包套和型芯屏蔽效应的约束,压力能够均匀传到制件各处,提高区域致密度,使孔隙㊃9352㊃T i 6A l 4V 合金整体零件的两步热等静压近净成形工艺探究黄 俊 薛鹏举 魏青松等Copyright ©博看网. All Rights Reserved.闭合消除缺陷,整体组织均匀,性能均一㊂本文主要从两步热等静压成形工艺的可行性和两步热等静压工艺参数的选择以及制件的力学性能等方面展开探讨㊂1 材料与方法1.1 成形材料成形材料选择等离子旋转电极法(pl a s m a r o t a t i n g el e c t r o d e p r o c e s s ,P R E P )制得的T i 6A l 4V 粉末,粉末呈球形,粒径大致分布在60~300μm 区间,平均粒径为200μm ,S E M 粉末形貌如图1所示,粉末化学成分如表1所示㊂图1 T i 6A l 4V 粉末S E M 形貌表1 T i 6A l 4V 粉末化学成分%w (A l )w (V )w (F e )w (C )w (O )w (N )w (H )w (T i )6.14.20.120.010.080.010.002其余1.2 常规热等静压工艺金属粉末热等静压工艺常规使用45钢或不锈钢作为包套和控形型芯,参考模具及T i 6A l 4V 材料的熔点㊁相变点和屈服强度特性,选定热等静压温度为910℃,压力为110M P a,保压时间为3h ㊂制定加载方式如图2所示,温度和压力同时协调加载,试验在Q I H 15热等静压试验机(A B B ,美国)上完成㊂图2 常规热等静压加载曲线1.3 两步热等静压成形工艺两步热等静压成形法加载曲线如图3所示,工艺流程如图4所示㊂图3 两步热等静压成形工艺曲线图4 两步热等静压工艺流程图初次热等静压是在较低的温度和压力作用下,通过包套和控形模具挤压驱动粉末流动成形成没有连通孔隙的压坯,为去除包套和型芯后的二次热等静压提供条件㊂在满足成形为没有连通孔隙压坯的前提下,初次热等静压的温度和压力应当越低越好,较低的温度能够保证获得更细小的晶粒,有利于提高力学性能;较低的压力使得包套和模具产生更小的变形,有利于提高控形精度㊂采用有限元数值模拟的方法选择多组温度和压力参数进行模拟,将其中使得制件最低致密度达到92%[9]的参数组合(没有连通孔隙)选为初次热等静压温度和压力参数㊂试验设计的包套和控形模具结构如图5所示㊂使用M S C .MA R C 有限元软件进行模拟,根据零件的对称性选择二维14模型模拟变形过程㊂变形过程是复杂的机械与热耦合作用过程,粉末特征参数是温度和相对致密度的复杂函数[10],这里采用基于T i 6A l 4V 粉末特征参数修正的S h i -m a 模型[11‐13],屈服方程如下:F =1γ(32S i j S i j +p 2β2)1/2-σy(1)β=(q 1+q 2ρq 3)q 4(2)γ=(b 1+b 2ρb 3)b 4(3)式中,σy 为致密体的等效屈服应力;p 为热等静压压力;S i j 为偏应力张量;γ㊁β为与材料有关的参数;q 1㊁q 2㊁q 3㊁q 4㊁b 1㊁b 2㊁b 3㊁b 4为常数;ρ为相对致密度㊂当粉末逐渐致密化达到1之后该屈服模型回归到经典的v o n M i s e s 屈服模型,β㊁γ可由单轴压㊃0452㊃中国机械工程第26卷第18期2015年9月下半月Copyright ©博看网. All Rights Reserved.图5 模型结构图缩试验得到[14]㊂包套和模具材料分别使用45钢和304不锈钢,两种材料在H I P过程中用弹塑性材料模型和v o n M i s e s屈服准则描述其变形行为,相关参数在MA R C有限元程序中设定㊂初次热等静压参数(850℃,100M P a,保压3 h)作用下,相对致密度模拟分布结果如图6所示㊂制件基本上达到致密,但在图6中A区由于模具结构限制,粉末流动较差没有达到与其他区域相当的致密度,力学性能均一性较差,可能影响疲劳寿命㊂但是该区域的致密度达到了93%以上,即已经没有了连通孔隙,压坯外表面可以承受并传递气体介质压力,满足二次热等静压的条件㊂从该区域的S E M照片上可以看到基本上达到致密但残存孔隙,孔隙之间已互不连通,如图7所示㊂图6 相对致密度模拟分布结果初次热等静压的参数借助有限元模拟的方法确定,通过设置不同的温度和压力工艺参数加载,查看致密度模拟结果,为减小温度压力过高对性能的不利影响,选择致密度最低区域达到92%前提下的最小温度和压力数值作为初次热等静压的工艺参数㊂通过酸洗和机加工的方法去除掉包套和控形型芯,对零件进行二次热等静压,由于此时图7 A区组织S E M图片的零件形状不规则,有限元模拟难度较大并且容易产生较大误差,故选择从试验的角度探索并确定二次热等静压的工艺参数㊂2 结果与讨论2.1 拉伸特性为探索二次热等静压的成形工艺参数以及两步法成形零件的力学性能,设计了3组试验,分别是传统热等静压工艺P0(910℃,120M P a,3h)㊁两种两步成形工艺P1(850℃,100M P a,3h/850℃,120M P a,3h)和P2(850℃,100M P a,3h/910℃,120M P a,3h),成形图5所示零件,并将获得的压坯A区制成截面为6mm×2mm的条状拉伸试样进行拉伸试验(图8),对比其拉伸特性,观察和分析组织断口形貌㊂图8 拉伸试验前后对比试验在德国Z w i c k/R o e l l公司Z010型拉伸试验机上进行,拉伸参数为预载100N,试验速度2mm/m i n,得到拉伸性能参数如表2所示㊂表2 不同工艺的拉伸强度工艺参数910℃,120M P a850℃,100M P a/850℃,120M P a850℃,100M P a/910℃,120M P a拉伸强度(M P a)954898985屈服极限(M P a)876828886弹性模量(G P a)121120125㊃1452㊃T i6A l4V合金整体零件的两步热等静压近净成形工艺探究 黄 俊 薛鹏举 魏青松等Copyright©博看网. All Rights Reserved.拉伸数据显示,除了850℃/850℃工艺下拉伸性能与同规模T i 6A l 4V 铸件(拉伸强度为890M P a ,屈服强度825M P a)相当外,其他工艺下H I P 试件性能都优于同规模T i 6A l 4V 铸件,略微优于同规模T i 6A l 4V 锻件(拉伸强度为930M P a ,屈服强度为860M P a ),且两步H I P 法成形试件拉伸性能稍优于传统H I P 工艺制件的拉伸性能,使得零件性能在更加均一的前提下并未降低力学性能㊂2.2 组织形貌分析在扫描电子显微镜下观察不同工艺下A 区部分的微观组织形貌㊂3种工艺都是常规的均匀板条状α+β相组织,同样放大倍数下,850℃/850℃两步法成形组织最为细小,850℃/910℃两步法成形较为粗大,而常规H I P 工艺晶粒尺寸规模居中㊂从图9a ㊁图9b 中可以观察到主要由细小等轴晶组成的原始颗粒边界(pr i o r p a r t i c l e b o u n d a r y ,P P B ),而图9c 中原始颗粒边界基本消失㊂850℃/850℃工艺成形温度较低,粉末屈服强度较高,在压力挤压粉末互相剪切作用下粉末颗粒中板条状组织破碎球化,在保温保压驱动下,发生再结晶为细小等轴晶[15‐16],形成明显颗粒边界㊂910℃常规工艺下随着温度的提升晶粒长大,但是颗粒边界依旧存在㊂850℃/910℃工艺由于保温时间较长,晶粒随时间的增长粗大化,细小等轴晶长大到与板条状晶粒同等规模尺寸,颗粒边界消失,因此拉伸性能较好㊂(a )910℃(b )850℃/850℃(c )850℃/910℃图9 微观组织形貌2.3 断口形貌分析在扫描电子显微镜下观察上述不同工艺参数成形的拉伸试样的断口形貌,如图10所示,均可以观察到大量韧窝,表现出韧性断裂的特征,说明粉末颗粒间发生了冶金结合㊂910℃常规热等静压和工艺P 1(850℃,100M P a /850℃,120M P a )两步成形法成形的拉伸试样断口区域能观察到近球形的凹坑,其大小与原始的T i 6A l 4V 粉末相当,说明热等静压时粉末颗粒接触处因受温度和压力作用发生冶金结合区域的强度较差,在拉力作用下,裂纹在此处萌生,扩展并断裂失效㊂工艺P 2(850℃,100M P a /910℃,120M P a )两步成形拉伸断口未见近球形的凹坑,更高的成形温度下颗粒之间元素扩散更快,蠕变更充分,冶金结合更加牢固,不再是潜在的裂纹萌生点,因此拉伸强度高于前面两种工艺拉伸强度㊂(a )910℃(b )850℃/850℃(c )850℃/910℃图10 微观断口形貌2.4 两步法成形叶盘零件根据以上模拟结果和试验测试确定的两步H I P 法工艺参数(850℃,100M P a ,3h /910℃,120M P a ,3h ),使用T i 6A l 4V 粉末作为材料成形了叶盘零件,叶盘的设计形状和模具示意如图11a 所示㊂叶盘的形状比较复杂,尤其是在叶片部分,存在尖角和扭曲部分,粉末在控形模具内流动困难会导致叶片部位达不到理想的致密度,如图11b 模拟得出的初次H I P 后的相对致密度所示,形成缺陷影响使用寿命,需要进行工艺优化㊂因此,使用两步H I P 成形法在初次H I P 之后酸洗去掉控形型芯和模具,二次H I P 温度和压力直接作用于叶片部分使其达到致密,在保持形状的同时,性能达到均一㊂试验后切出叶片,在电子显微镜下观察叶片处组织,未见残余孔隙,达到致密,如图11c 所示㊂经少量机加工后实体零件如图11d 所示,阿基米德排水法测得叶盘致密度达到99.5%㊂剩余0.05%的致密度可能对应着少许的孔隙残留,在个别叶片部位或叶片和叶冠及轮㊃2452㊃中国机械工程第26卷第18期2015年9月下半月Copyright ©博看网. All Rights Reserved.毂的连接处(试验切割叶片并观察的S E M 图没有发现明显孔隙)也可能对应着排水法的测量误差㊂(a)设计图(b )初次H I P 模拟相对致密度分布(c)叶片微观组织(d)成形叶盘零件图11 叶盘零件3 结论(1)两步热等静压成形法成形高温合金零件可以在保证控形效果的基础上,使零件难以致密处达到致密,保证零件性能均一,提高使用寿命㊂(2)两步热等静压成形法的首次工艺参数可以根据不同材料特性,使用有限元模拟的方法确定,选择零件组织无连通孔隙状态下的最低的温度和压力数值;二次H I P 工艺参数根据成形试件力学性能测试结果确定,本文设计的叶盘零件在选定的工艺参数(850℃,100M P a /910℃,120M P a )下,形状和力学性能控制均较优㊂(3)两步成形法制件组织颗粒边界消失,断口形貌未见近球状凹坑,粉末冶金结合牢固㊂拉伸性能达到同规模锻件水平,稍微优于传统H I P 制件㊂参考文献:[1] 张义文.热等静压技术新进展[J ].粉末冶金工业,2009(4):32‐40.Z h a n g Y i w e n .R e s e a r c ha n d D e v e l o p m e n ti n P /M S u p e r a l l o y [J ].P o w d e r M e t a l l u r g y I n d u s t r y ,2009(4):32‐40.[2] B o c a n e g r a ‐b e r n a l M H.H o tI s o s t a t i c P r e s s i n g(H I P )T e c h n o l o g y a n dI t sA p p l i c a t i o n s t o M e t a l s a n d C e r a m i c s [J ].J o u r n a lo f M a t e r i a l s S c i e n c e,2004,39(21):6399‐6420.[3] L e y e n sC ,P e t e r s M.T i t a n i u ma n dT i t a n i u m A l l o ys [M ].W e i n h e i m :W i l e y‐V C H ,2005.[4] 赵永庆.高温钛合金研究[J ].钛工业进展,2001,1(1):33‐39.Z h a oY o n g q i n g .R e s e a r c ho nH i g hT e m p e r a t u r eT i -t a n i u m A l l o y s [J ].T i t a n i u m I n d u s t r y P r o gr e s s ,2001,1(1):33‐39.[5] 张晓伟.T i 6A l 4V 合金表面激光熔覆功能复合涂层研究进展[J ].稀有金属材料与工程,2012,41(1):178‐183.Z h a n g X i a o w e i .R e s e a r c h P r o g r e s s o f F u n c t i o n a l C o m p o s i t eC o a t i n g s o nT i 6A l 4V A l l o y S u r f a c eP r e -p a r e db y L a s e rC l a d d i n g T e c h n i qu e [J ].R a r e M e t a l M a t e r i a l s a n dE n g i n e e r i n g,2012,41(1):178‐183.[6] 刘国承,史玉升,魏青松,等.316L 粉末热等静压致密化过程数值模拟[J ].华中科技大学学报(自然科学版),2011,39(10):23‐27.L i uG u o c h e n g ,S h iY u s h e n g ,W e iQ i n g s o n g ,e ta l .N u m e r i c a lS i m u l a t i o no ft h eD e n s i f i c a t i o no f316LP o w d e r d u r i n g H o t I s o s t a t i cP r e s s i n g[J ].J o u r n a l o f H u a z h o n g U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o g y (N a t u r a l S c i e n c eE d i t i o n ),2011,39(10):23‐27.[7] Z h a n g K ,M e i J ,W a i nN ,e t a l .E f f e c t o fH o t ‐i s o s t a t -i c ‐p r e s s i n g P a r a m e t e r so nt h e M i c r o s t r u c t u r ea n d P r o p e r t i e s o fP o w d e rT i ‐6A l ‐4V H o t ‐i s o s t a t i c a l l y‐p r e s s e dS a m p l e s [J ].M e t a l l u r gi c a la n d M a t e r i a l s T r a n s a c t i o n sA ,2010(4):1033‐1045.[8] 崔忠圻,覃耀春.金属与热处理[M ].2版.北京:机械工业出版社,2007.[9] D a sS ,W o h l e r t M ,B e a m a nJJ ,e t a l .P r o c e s s i n g of T i t a n i u m N e tS h a p e sb y SL S /H I P [J ].M a t e r i a l s a n dD e s i gn ,1999,20:115‐121.[10] Y u a n W X ,M e iJ ,S a m a r o v V ,e ta l .C o m pu t e r M o d e l l i n g a n d T o o l i n g D e s i gn f o r N e a r N e t S h a p e dC o m p o n e n t sU s i n g H o t I s o s t a t i cP r e s s i n g [J ].J o u r n a l o fM a t e r i a l sP r o c e s s i n g T e c h n o l o g y,2007,182(1/3):39‐49.[11] S h i m aS ,O y a n e M.P l a s t i c i t y T h e o r y fo rP o r o u s M e t a l s [J ].I n t e r n a t i o n a lJ o u r n a lo f M e c h a n i c a lS c i e n c e s ,1976,18(6):285‐291.[12] S a n c h e zL ,O u e d r a o goE ,F e d e r z o n iL ,e ta l .N e w V i s c o pl a s t i c M o d e l t o S i m u l a t e H o t I s o s t a t i c P r e s s i n g [J ].P o w d e r M e t a l l u r g y,2002,45(4):329‐334.[13] H u aL ,Q i nX ,M a o H ,e ta l .P l a s t i cD e f o r m a t i o na n d Y i e l d C r i t e r i o n f o r C o m p r e s s ib l e S i n t e r e d P o w d e r M a t e r i a l s [J ].J o u r n a lo f M a t e r i a l sP r o -c e s s i n g T e c h n o l o g y ,2006,180(1):174‐178.[14] 陆恒,魏青松,薛鹏举,等.I n c o n e l 625粉末盘热等静压近净成形过程模拟与验证[J ].中国机械工程,2013,24(19):2675‐2680.L u H e n g ,W e iQ i n g s o n g ,X u eP e n g j u n ,e ta l .N u -m e r i c a l S i m u l a t i o na n dV e r i f i c a t i o no fN e a r ‐n e t ‐㊃3452㊃T i 6A l 4V 合金整体零件的两步热等静压近净成形工艺探究黄 俊 薛鹏举 魏青松等Copyright ©博看网. All Rights Reserved.s h a p i n g I n c o n e l 625P o w d e r D i s k u n d e r H o tI s o -s t a t i cP r e s s i n g [J ].C h i n a M e c h a n i c a lE n g i n e e r i n g,2013,24(19):2675‐2680.[15] 王学滨.基于实测剪切应力及局部应变的T i ‐6A l ‐4V 绝热剪切带的峰值温度估算[J ].材料与工程,2013,42(2):320‐324.W a n g X u e b i n g .A n A s s e s s m e n to f t h eP e a kT e m -pe r a t u r e i n t h eA d i a b a t i cS h e a rB a n do fT i ‐6A l ‐4V B a s e d o nt h e M e a s u r e d S h e a r S t r e s sa n d L o c a lS t r a i n [J ].R a r e M e t a lM a t e r i a l sa n dE n g i n e e r i n g,2013,42(2):320‐324.[16] S t e f a n s s o nN ,S e m i a t i nSL .M e c h a n i s m s o fG l o b u -l a r i z a t i o no fT i ‐6A l ‐4V d u r i n g St a t i c H e a tT r e a t m e n t .M a t e r .T r a n s .A ,2002,34:691‐698.(编辑 袁兴玲)作者简介:黄 俊,男,1990年生㊂华中科技大学材料成形与模具技术国家重点实验室硕士研究生㊂研究方向为热等静压近净成形㊂薛鹏举,男,1973年生㊂华中科技大学材料科学与工程学院博士㊂魏青松,男,1975年生㊂华中科技大学材料科学与工程学院副教授㊁博士研究生导师㊂史玉升,男,1962年生㊂华中科技大学材料科学与工程学院教授㊁博士研究生导师㊂考虑焊点不确定性的车身点焊结构疲劳寿命优化刘志成1 姜 潮1 李 源2 白影春11.湖南大学汽车车身先进设计制造国家重点实验室,长沙,4100822.国防科学技术大学,长沙,410082摘要:基于区间优化的方法,构建了考虑焊点不确定性的T S ㊁MT S 两种点焊结构的疲劳寿命不确定性优化模型㊂采用修正的M a n s o n ‐C o f f i n 公式作为点焊结构的疲劳寿命计算公式,同时考虑工艺中焊枪落点的不确定性,将焊点的位置坐标作为区间变量,通过对焊点坐标进行区间优化,获得结构疲劳寿命最大时的焊点坐标㊂给出了相应标准焊接结构试样疲劳寿命的上下界,为工程实际中点焊结构的疲劳寿命极限的分析及最优设计提供了计算工具㊂关键词:点焊结构;焊点不确定性;结构疲劳寿命;区间优化中图分类号:U 463.82 D O I :10.3969/j.i s s n .1004132X.2015.18.024F a t i g u e L i f eO p t i m i z a t i o n f o r S p o t ‐W e l d e d S t r u c t u r e s o f V e h i c l e B o d y C o n s i d e r i n g U n c e r t a i n t y o fW e l d i n g S po t s L i uZ h i c h e n g 1 J i a n g C h a o 1 L iY u a n 2 B a iY i n gc h u n 11.S t a t eK e y L a b o r a t o r y o fA d v a n c e dD e s i g na n d M a n u f a c t u r i n g f o rV e h i c l eB o d y,H u n a nU n i v e r s i t y ,C h a n gs h a ,4100822.N a t i o n a lU n i v e r s i t y o fD e f e n s eT e c h n o l o g y ,C h a n gs h a ,410082A b s t r a c t :F a t i g u e l i f e i n t e r v a l o p t i m i z a t i o na n a l y s i sm o d e lw i t ht w ot y p e so fw e l d e ds t r u c t u r e s :t e n s i l e ‐s h e a r (T S )a n dm o d i f i e d t e n s i l e s h e a r (MT S )s p o tw e l d e d jo i n t sw o u l db e c o n s t r u c t e db a s e do n i n t e r v a l o p t i m i z a t i o nm e t h o d ,c o n s i d e r i n g u n c e r t a i n t y o f t h ew e l d i n g s p o t s .U s i n gt h em o d i f i e dM a n s o n ‐C o f f i n f o r m u l a a s f a t i g u e l i f e c a l c u l a t i o nm e t h o d o f s p o tw e l d e d s t r u c t u r e s ,t a k i n g co n s i d e r a t i o n o f t h e c h a r a c t e r i s t i c s t h a t t h e u n c e r t a i n t y o fw e l d i n g t o r c h p l a c e m e n t d u r i n g th e p r o c e s s ,t h e p o s i t i o n s o f t h e w e l d i n g s p o t sw e r e t r e a t e d a s i n t e r v a l v a r i a b l e s .B y i n t e r v a l o p t i m i z a t i o n o f w e l d i n g s p o t c o o r d i n a t e s ,m a x -i m u mf a t i g u e l i f e a n db e s tw e l d i n g s p o t c o o r d i n a t e s o f t h e t w o t y pe s o fw e l d e d s t r u c t u r e s c o u l db e o b t a i n e d .F u r t h e rm o r e ,c o r r e s p o n d i n g u p p e r a n d l o w e rf a t ig u e l i f eb o u n d so f th es t a n d a r ds a m pl ew e l d e ds t r u c t u r e s w e r e a l s o d e m o n s t r a t e d .Ac o m p u t i n g t o o l w i t h f u n c t i o n o f a n a l y s i s a n d o p t i m a l d e s i g n o f t h e f a t i gu e l i f ew a s p r o v i d e d ,w h i c h c o u l db e a p p l i e d o n s p o tw e l d e d s t r u c t u r e s i n e n g i n e e r i n g pr a c t i c e s .K e y wo r d s :s p o tw e l d e d s t r u c t u r e ;u n c e r t a i n t y o fw e l d i n g s p o t ;s t r u c t u r e f a t i g u e l i f e ;i n t e r v a l o p t i m i z a t i o n 0 引言点焊工艺被广泛应用于白车身㊁工程机械㊁发收稿日期:20140630基金项目:国家自然科学基金资助项目(11172096);国家自然科学优秀青年基金资助项目(51222502);全国优秀博士论文专项基金资助项目(201235);湖南省杰出青年基金资助项目(14J J 1016)动机外壳㊁电子元件等结构的连接中[1‐2],焊点位置的分布方式对点焊结构的强度以及疲劳寿命有着重要影响㊂随着车身轻量化设计要求的不断提高,车身材料逐渐被厚度薄㊁强度高的高强钢所替代㊂目前,关于点焊结构的疲劳强度的分析主要针对点焊工艺参数如点焊接头的强度㊁点焊接头的电流大小等方面进行考虑,而对点焊结构疲劳㊃4452㊃中国机械工程第26卷第18期2015年9月下半月Copyright ©博看网. All Rights Reserved.。
钛合金表面钙磷生物医学陶瓷涂层的稳定性
2 研究现状
3 涂层失效的主要原因
目前, 最常用的涂层方法是等离子喷涂法[ 2] ,
其工艺成熟, 涂层结合强度较高, 适合于工业化生 产。但仍存在一些致命的弱点, 如: ( 1) 涂层多孔 ( 气孔率约 5% ) , 不能防止组织液渗透, 界面腐蚀 易造成涂层后期脱落和有害离子的溶出[ 3] ; ( 2) 生 物活性陶瓷成分羟基磷灰石( HAP) 高温分解、非 晶化、易溶解[ 4, 5] ; ( 3) 涂层内应力过高等问题[ 6] 。 近来正采用等离子喷涂后涂层热处理、梯度涂层 设计[ 7] 和改善喷涂工艺技术( 如采用超音速等离
虽然, 等离子喷涂 HAP 陶瓷涂层已在人工牙 根、髋关节等上获得了广泛应用, 然而, 近年来的 研究表明: 随着植入时间的延长, 涂层脱落造成种 植体失效的事件逐年增多, 其主要原因有内在和 外在两个方面, 外在的因素主要是组织液的渗透、 界面腐蚀和动态剪切应力的冲击; 而涂层内在的 因素主要1 期
综合评述
学稳定性的方向。 412 重视梯度涂层设计和中间层
涂层的梯度设计包括组成梯度设计和孔结构 梯度设计。由于薄膜涂层存在上述不足, 因此, 厚 膜涂层也受到广泛的重视, 但随着涂层厚度的增 大, 涂层内的热应力也随之增大, 且内应力分布突 变, 尤其是在某些高温涂层工艺中, 涂层内应力 ( 尤其是张应力) 的问题更加严重, 易引起涂层开 裂, 导致组织液渗透, 甚至引起涂层脱落。为了降 低涂层的内应力, 改善内应力分布, 有前途的方法 是采用组成和孔结构梯度设计和低温涂层工艺, 然后进行温度可控的涂层热处理, 严格控制升降 温速率, 从而促使涂层内的应力释放和梯度分布, 提高涂层的应力稳定性。当然, 在热处理的工艺 中还应认真探讨高温下中间过渡层与金属基体和 钙磷涂层的界面化学反应, 使中间层两侧分别产 生强的化学键结合, 从而提高结合强度, 否则, 将 导致涂层与金属结合强度的降低。目前, 实现涂 层组成和孔结构梯度的工艺方法有: 叠层喷涂法 ( 包括等离子喷涂) 和电泳沉积等, 其中电泳沉积 ) 烧结法可能是更有前途的方法, 通过控制悬浮 液浓度的变化及沉积电压, 能在同时实现组成和 孔结构的梯度分布, 其中孔结构梯度是通过调节 电压来控制水的电解和气泡的生成来实现的。电 泳沉积法能满足复杂形状制品表面的涂层问题。 此外, 重力沉降法也可用于制备梯度涂层, 但仅适 用于平面状产品。 413 适当的涂层厚度和高结晶化
Ti6A14V表面微弧氧化陶瓷涂层的结构和摩擦学特性

Ti6A14V表面微弧氧化陶瓷涂层的结构和摩擦学特性Ti6A14V合金是一种钛合金,具有较高的强度、耐腐蚀性和生物相容性,被广泛应用于航空航天、医疗器械和汽车工业等领域。
为了进一步提高Ti6A14V表面的性能,常常使用微弧氧化(Micro-arc Oxidation,MAO)技术在其表面形成陶瓷涂层。
Ti6A14V表面微弧氧化陶瓷涂层的结构主要由两个层组成:外层和内层。
外层是由氧化物组成的多孔层,包括氧化钛(TiO2)和少量的杂质氧化物。
这一多孔结构使得外层具有较大的表面积和良好的生物相容性,有利于细胞的生长和组织的修复。
内层是由致密的氧化物组成,主要是氧化钛(TiO2)和硅酸盐(SiO2)。
这一致密结构可以提供很好的耐磨性和耐腐蚀性,保护基体材料不受外界环境的侵蚀。
Ti6A14V表面微弧氧化陶瓷涂层具有良好的摩擦学特性。
首先,涂层的多孔结构可以促进润滑剂的嵌入和存储,降低摩擦系数,减少摩擦损失。
其次,真空中MAO处理过程中形成的致密内层可以提供很好的表面硬度和耐磨性,减少摩擦和磨损。
最后,涂层的良好生物相容性可以减少摩擦引起的生物反应,降低植入材料的过敏性和排斥反应。
综上所述,Ti6A14V表面微弧氧化陶瓷涂层的结构和摩擦学特性使得其具有优良的性能,适用于多个应用领域。
此外,Ti6A14V表面微弧氧化陶瓷涂层还具有其他一些特性和优势。
首先,涂层可以通过微弧氧化工艺进行调控,以实现不同厚度和孔隙度的涂层。
这使得能够根据具体应用需求来精确设计涂层的性能。
例如,在医疗器械领域,可以根据具体植入部位的需求来调整涂层的生物相容性和抗菌性能。
其次,Ti6A14V表面微弧氧化陶瓷涂层可以提高材料的耐腐蚀性能。
这是由于氧化物陶瓷层具有良好的化学稳定性和抗腐蚀性。
这使得涂层能够更好地抵抗酸、碱和盐等腐蚀介质的侵蚀,延长材料的使用寿命。
此外,Ti6A14V表面微弧氧化陶瓷涂层还具有良好的热稳定性和耐高温性能。
这使得涂层适用于高温环境下的应用,如航空航天领域的航空发动机部件和涡轮叶片。
《钛及钛合金Ti6A14V双层辉光离子无氢渗碳及无氢碳氮共渗的研究》

《钛及钛合金Ti6A14V双层辉光离子无氢渗碳及无氢碳氮共渗的研究》篇一一、引言钛及其合金因其卓越的物理和化学性能,如高强度、轻质、耐腐蚀等,在航空、医疗、海洋工程等多个领域中有着广泛的应用。
然而,其表面的硬度、耐磨性和耐腐蚀性在某些应用场合中仍需进一步增强。
为了解决这一问题,针对钛及钛合金Ti6A14V 进行表面强化处理的技术手段尤为重要。
本文重点探讨一种双层辉光离子无氢渗碳及无氢碳氮共渗的表面处理技术,该技术的核心目标是在保证钛基材料原有的优异性能基础上,进一步提高其表面的物理化学性质。
二、钛及钛合金Ti6A14V的特点及需求分析钛合金Ti6A14V是一种常见的钛合金,具有优良的力学性能和良好的加工性能。
然而,其表面硬度相对较低,耐磨性和耐腐蚀性有待提高。
因此,对其进行表面强化处理是必要的。
三、双层辉光离子无氢渗碳技术双层辉光离子无氢渗碳技术是一种新型的表面处理技术,其核心原理是在无氢环境下,通过双层辉光放电,使碳原子渗入材料表面,从而形成一层致密的碳化物层。
这种技术具有处理温度低、处理时间短、无污染等优点。
四、无氢碳氮共渗技术无氢碳氮共渗技术是在无氢渗碳技术的基础上,进一步引入氮元素,使碳氮元素共同渗入材料表面,形成碳氮化合物层。
这种技术可以进一步提高材料表面的硬度、耐磨性和耐腐蚀性。
五、钛及钛合金Ti6A14V的双层辉光离子无氢渗碳及无氢碳氮共渗处理针对钛及钛合金Ti6A14V,采用双层辉光离子无氢渗碳及无氢碳氮共渗技术进行处理,可以有效地提高其表面的硬度、耐磨性和耐腐蚀性。
处理过程中,通过控制辉光放电的参数,如放电电压、放电电流、处理时间等,可以调控渗碳和碳氮共渗的深度和厚度。
六、实验结果与分析通过实验,我们发现采用双层辉光离子无氢渗碳及无氢碳氮共渗技术处理的钛及钛合金Ti6A14V表面形成了致密的碳化物层和碳氮化合物层。
这些化合物层的存在显著提高了材料的表面硬度、耐磨性和耐腐蚀性。
同时,我们还发现处理过程中辉光放电的参数对渗碳和碳氮共渗的深度和厚度有着重要的影响。
(仅供参考)生物医用金属材料
第二章生物医用金属材料◆第一节概述◆第二节生物医用金属材料的特性与生物相容性◆第三节常用的医用金属材料◆第四节医用金属材料研究进展第一节概述生物医用金属材料用于整形外科,牙科等领域。
由它制作的医疗器件植入人体,具有治疗,修复,替代人体组织或器官的功能,是生物医用材料的重要组成部分,其在医用材料中占45%,而高分子材料也占45%。
生物医用金属材料是人类最早利用的生物医用材料之一,最重要的应用有:骨折内固定板、螺钉、人工关节和牙根种植体等。
这种材料在人体内生理环境条件下长期停留并发挥其功能,其首要条件是材料必须具有相对稳定的化学性能,从而获得适当的生物相容性。
迄今为止,除医用贵金属、医用钛、钽、铌、锆等单质金属外,其他生物医用金属金属材料都是合金,其中应用较多的是:不锈钢、钴基合金、钛合金、镍钛形状记忆合金和磁性合金等。
第二节生物医用金属材料的特性与生物相容性生物医用金属材料具有优良的力学性能、易加工性和可靠性,但是金属材料很难与生物组织产生亲和,一般不具有生物活性,它们通常以相对稳定的化学性能,获得一定的生物相容性,植入生物组织后,总是以异物的形式被生物组织所包裹,使之与正常的组织隔绝。
组织反应一般根据植入物周围所形成的包膜厚度及细胞浸润数来评价。
作为生物医用金属材料,首先必须满足两个条件:1.无毒性;2.耐生理腐蚀性。
一、金属材料的毒性生物医用金属材料植入人体后,一般希望能在体内永久或半永久地发挥生理功能,所谓半永久对于金属人工关节来说至少在15年以上,在这样一个相当长的时间内,金属表面会有离子或原子因腐蚀或磨损进入周围组织内,因此,材料是否对生物组织有毒就成为选择材料的必要条件。
当然,合金化(某些有毒的金属单质与其他金属元素形成合金后),可减少甚至消除毒性。
因此合金的研制对开发新型生物医用材料具有重要意义。
另外,采用表面保护层和提高光洁度来提高抗腐蚀能力。
金属的毒性可以通过组织或细胞培养、急性和慢性毒性试验、溶血实验等来检测。
ti6al4v热氧化工艺及该合金内耗性能的研究
中南大学硕士学位论文第一章文献综述1.1.2钛合盒的分类钛的合会化元素种类有很多,按照它们对钛的相变的影响分类,那些能提高B转变温度或者在a—Ti中具有很高的溶解度或能完全溶解的合金添加剂叫做a稳定元素。
而那些能降低B转变温度的合金添加剂叫做B稳定元素。
钛合金的分类方法有很多种,根据钛合金的组成相,分为a钛合金,B钛合金,a+B双相钛合金。
Ti6A14v是典型的a+B双相钛合金,A1和V元素都是作为置换式溶质原子溶解于Ti6A14v中的,形成置换式固溶体。
其中Al是a相稳定元素,能够提高B转变温度,v是B相稳定元素,能够降低B转变温度,在加热或者冷却过程中两相发生相互转变,成分上也会发生变化【2】。
Ti—A1.v三元系浓度三角形见图1—2。
1.2钛合金的相变及组织变化图1—2Ti.A1.v三元系浓度三角形1.2,1钛合金的主要的组织类型及相变【4、5】1.2.1.1钛合金中的马氏体相变由于钛在882.5℃存在着同素异构转变,即a相(密排六方)——-B相(体心立方),同时在淬火过程中还会发生马氏体相变,因此钛合金象钢一样相的种类繁多,相变丰富,当然组织类型也就较多。
钛及钛合金的组织主要有三大类型,网篮组织、等轴组织、魏氏组织,还有许多中间类型的组织。
钛合金自高温快速冷却(淬火)时,视合金成分的不同,B相可以转变为马氏体a’(或a”)、∞或过冷B等亚稳定相。
当快速冷却时,由B析出a相的过程来不及进行,但是8相的晶体结构不易为冷却所抑制,仍然发生了转变。
这种原始8相的成分未发生变化,但晶体结构发生了变化的过饱和固溶体便是马氏体。
若B稳定元素含量不大,则B相的晶格将由体心立方品格转变为密排六方晶格。
这种具有六方晶格的过饱和固溶体称为六方马氏体,一般以n,表示。
若合金元素含量较大,则晶格转变时阻力较大,不能转变为六方晶格,而是转变为斜方晶格。
这种具有斜方晶格的马氏体称为斜方马氏体,一般以a”表示。
另外,还可以认为,马氏体转变是一个切变相变,在转变时,B相中的原子作集体的、有规律的近程迁移,迁移距离较大时,形成六方o7,迁移距离较小时形成斜方a”。
生物医用材料
2021/4/24
3
• 生物材料发展简史
(历史上、近代、现代)
• 生物材料分类
(属性、功能、来源、使用)
• 生物材料的特征与评价
(宿主反应、材料反应、生物相容性)
2021/4/24
4
10.1.1 生物医学材料发展简史
植 c.异种器官及组织 如动物骨、肾替换人体器官 d.天然生物材料 如动物骨胶原、甲壳素、珊瑚等 e.人工合成材料 如各种人工合成的新型材料
2021/4/24
14
4.按使用部位分类:
a.硬组织材料 骨、牙齿用材料 b.软组织材料 软骨、脏器用材料 c.心血管材料 心血管以及导管材料 d.血液代用材料 人工红血球、血浆等 e.分离、过滤、透析膜材料 血液净化、肾透析以
不锈钢: 1926年,含18%铬和8%镍首先应与于骨科治疗,随后应与于口腔科; 1934年,研制出高铬低镍单相组织的AISI302和304,在体内生理环 境下的耐腐蚀性显著提高; 1952年,开发出耐蚀性更好的AISI316不锈钢,并逐渐取代AISI302; 60年代,为了解决不锈钢的晶间腐蚀问题,又研制出超低碳不锈钢 AISI316L和317L。
生物材料是材料科学领域中正在发展的多种学科相互交叉
渗透的领域,其研究内容涉及材料科学、生命科学、化学、生
物学、解剖学、病理学、临床医学、药物学等学科,同时还涉
及2工021程/4/2技4 术和管理学科的范畴。
2
生物材料正在挽救和 维持世界上成千上万血 管患者的生命;正广泛 用于伤残人肢体形态和 功能的恢复 ;正在计划 生育、控制人口、提高 人们健康水平方面发挥 巨大作用。如图8-பைடு நூலகம்。
《钛及钛合金Ti6A14V双层辉光离子无氢渗碳及无氢碳氮共渗的研究》范文
《钛及钛合金Ti6A14V双层辉光离子无氢渗碳及无氢碳氮共渗的研究》篇一一、引言随着现代工业技术的不断发展,钛及钛合金因其优良的物理、化学性能,在航空、医疗、化工等领域得到了广泛应用。
Ti6A14V作为典型的钛合金之一,其性能的优化和改进一直是研究的热点。
其中,表面处理技术对于提高钛合金的耐磨性、耐腐蚀性等性能具有重要作用。
双层辉光离子无氢渗碳及无氢碳氮共渗作为一种新型的表面处理技术,具有无污染、处理温度低等优点,成为了钛及钛合金表面处理的重要手段。
本文将就Ti6A14V 钛合金的双层辉光离子无氢渗碳及无氢碳氮共渗进行研究分析。
二、Ti6A14V钛合金基本性能Ti6A14V是一种常见的钛合金,具有良好的机械性能和生物相容性。
其结构特点为Al和V元素以一定比例溶入钛基体中,从而形成具有特定性能的合金。
然而,其表面硬度、耐磨性、耐腐蚀性等仍需进一步提高以满足更广泛的应用需求。
三、双层辉光离子无氢渗碳技术双层辉光离子无氢渗碳技术是一种新型的表面处理技术,其基本原理是在真空环境中,通过辉光放电将碳元素引入材料表面,从而形成一层具有特殊性能的碳化物层。
该技术具有无污染、处理温度低、处理时间短等优点。
在Ti6A14V钛合金的表面处理中,双层辉光离子无氢渗碳技术可以有效地提高其表面硬度、耐磨性和耐腐蚀性。
通过控制渗碳过程中的参数,如温度、时间、气体流量等,可以获得不同性能的碳化物层。
四、无氢碳氮共渗技术无氢碳氮共渗技术是在双层辉光离子无氢渗碳技术的基础上,进一步引入氮元素,从而在材料表面形成碳氮化合物层。
这种化合物层具有更高的硬度、更好的耐磨性和耐腐蚀性。
在Ti6A14V 钛合金的表面处理中,无氢碳氮共渗技术可以进一步提高其表面性能。
五、实验研究本部分将详细介绍双层辉光离子无氢渗碳及无氢碳氮共渗的实验过程、实验参数及结果分析。
通过对比不同参数下的处理效果,分析各因素对处理结果的影响,为优化处理工艺提供依据。
六、结果与讨论通过对Ti6A14V钛合金进行双层辉光离子无氢渗碳及无氢碳氮共渗处理,发现处理后的钛合金表面性能得到了显著提高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中 图 分 类 号 : 文 献 标 志 码 : A 文 章 编 号 !1001-3881 (2015) 1 9 -0 4 6 -5
Research on Hole Surface Roughness by Orbital Drilling of Ti6A14V
A b stra c t:Based on orbital drilling machining principle, the theoretical calculation model and formula for residual height of hole
wall were established, and simulation model of hole wall micro structure was constructed from them. In botli cases that tlie ratio of tool
2015年 10月 第 43 卷 第 19 期
机床与液压 M ACHINET0 0 L 2 HYDRAULICS
0 c t.2015 Vol.43 No.19
D O I: 10.3969/ j .issn.1001- 3881. 2015. 19. 010
Ti6A14V 钛 合 金 螺 旋 制 孔 粗 糙 度 的 仿 真 与 试 验 研 究
单 以 才 \ 何 宁 2! 李亮2! 章婷3
( 1 . 南 京 信 息 职 业 技 术 学 院 ,江 苏 南 京 210023$ 2 . 南 京 航 空 航 天 大 学 机 电 学 院 ,江 苏 南 京 210016; 3 . 南 京 工 程 学 院 机 械 工 程 学 院 ,江 苏 南 京 211167)
integer , the analysis of test results show that under thie same revolution radius, hole wall roughnes shows increasing trend when rotation
speed, tangential feed per tooth, and axial feed pitch increases, among which the influence of rotation speed and axial feed pitch is more remarkable than tangential feed per tooth. When machining under different revolution radius, the increase of revolution radius
摘 要 :基于螺旋铣孔的加工原理,建立了孔壁残留高度的舰计算模型和计算公式,并据此构造了孔壁微观形貌的仿 真模型。通过分别对刀具自转速度与公转速度之比为整数和非整数两种情形的形貌仿真与制孔试验,协同研究了切削控制 参数影响螺旋铣孔粗糙度的变化规律。形貌仿真结果表明,当自转速度与公转速度之比为整数时,孔壁粗糙度随刀具齿数 增大和自转速度提高而减小;随公转转速和公转半径的增大,孔壁粗糙度增大;轴向进给螺距对孔壁粗糙度影响不大。 当 自转转速与公转转速之比为非整数时,其试验结果分析发现,同一公转半径下,随自转转速、周向每齿进给量、轴向进给 螺距增加,孔壁粗糙度都呈增大趋势,其中自转转速、轴向进给螺距都比周向每齿进给量影响显著;不同公转半径之间, 公转半径的增加有助自转转速、周向每齿进给量、轴向进给螺距降低孔壁雛度。
Electrical E n gineerng, Nanjing University of Aeronautics and Astronautics,Nanjing Jiangsu 210016, China;
3. School
of
Mechanical E n gineerng, Nanjing Institute of Technology, Nanjing Jiangsu 211167,
teeth and self
rotation speed. Following the
increase of
revolution speed and
revolution radius, hole
while , a i a l feed pitch has no significant effects on hole wall roughnes. When the ratio of rotation speed and revolution speed is a non
rotation speed and revolution speedwere integer and non-integer, morphology simulation and test of hole drilling were conducted re
spectively for getting the change law of effects of cutting control parameters on orbital drilling roughness. Morphology simulation results show that when the ratio of rotation speed and revolution speed is an integer, hole wall roughness decreases with the increase of tool
Titanium Alloy with Simulation and Test
SHAN Y i c i 1,H E N in g 2, LI Liang2,ZH A N G T ing3
(1. Nanjing College of Information Technology,Nanjing Jiangsu 210023,China; 2. College of Mechanical and