黑镍电镀工艺及配方
黑镍
黑镍镀层呈黑色,具有很强的消光能力,常应用于光学仪器和摄影设备等某些有特殊要求的行业,黑镍镀层对太阳能有着较高的吸收率,可用于太阳能集热板。
近来,在国内的装饰应用方面呈上升趋势,尤其在钟表、灯具、皮革饰件等方面广泛流行。
黑镍镀层比较硬,耐磨性及耐蚀性较差,而且直接在钢铁件上镀黑镍,镀层与基体的结合力差,经抛光后颜色会变浅。
一般是在光亮镀镍层上闪镀一层较薄的黑镍层(只有2㎜左右),再进行镀后涂漆或浸油处理,从而获得典雅、别具一格的枪黑色镍光亮镀层。
黑镍镀层可由Ni—Zn合金镀液,Ni—Sn合金镀液获得。
在Ni—Zn黑镍镀层中,含有较高的非金属相,如镍的硫化物,锌的硫化物和有机物等的混合物,硫化物的形成,是由于硫氰酸根在阴极上还原游离出硫离子,现镀液中镍离子、锌离子形成,在阴极上与镍共沉积,至于黑色是镀层中存在黑色硫化镍所致,或者镀层结构本身所呈现的颜色。
从黒镍镀液中镀得的黑镍镀层,含镍40——60%、锌20——30%、硫10——15%、有机物10%左右。
硫氰酸盐的分解产物则是镀层中有机物的主要来源。
浅谈黑镍电镀[摘要]:介绍Zn-Ni黑镍电镀的工艺配方、流程及操作注意事项等。
给出了单镍电镀黑镍新工艺。
[关键词]:黑镍Zn-Ni合金1、前言在仪器、仪表、光学和电子工业中,有相当数量的零件要求黑化,消除反光和改变热性能,而黑镍电镀则可满足工艺要求。
黑镍工艺应用较多的是Zn-Ni合金。
目前,黑镍更多地应用于高档五金件的仿古电镀。
本文参见了国内最新研究资料,详述了Zn-Ni合金电镀黑镍的工艺配方,操作规程及注意事项等。
介绍了最新的单盐电镀黑镍新工艺。
2、典型工艺配方配方一:硫酸镍100 g/L硫酸锌50 g/L硫氰酸铵55 g/L硼酸30g/L硫酸镍铵50g/L三乙醇胺1ml/LpH值 4.5~5.5温度35~40。
CDK 0.4~0.6A/dm2配方二:硫酸镍110~120 g/L硫酸锌25~40 g/L硫酸钠40~50 g/L硫氰酸铵20~25 g/L硼酸25~35 g/L温度25~30。
电镀配方
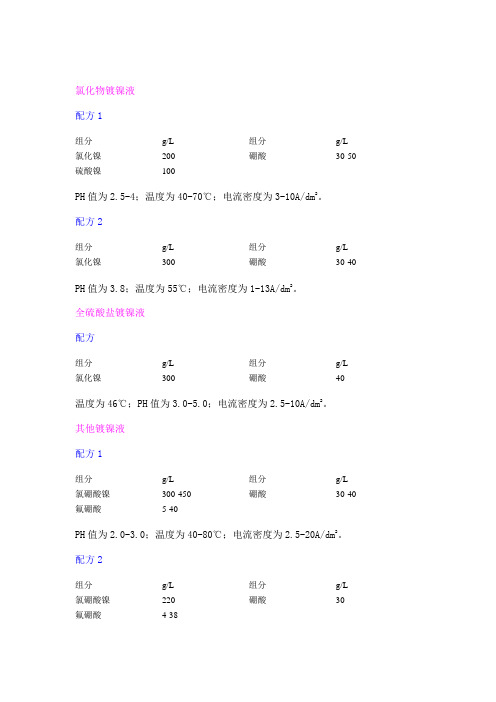
氯化物镀镍液配方1组分g/L 组分g/L 氯化镍200 硼酸30-50 硫酸镍100PH值为2.5-4;温度为40-70℃;电流密度为3-10A/dm2。
配方2组分g/L 组分g/L 氯化镍300 硼酸30-40PH值为3.8;温度为55℃;电流密度为1-13A/dm2。
全硫酸盐镀镍液配方组分g/L 组分g/L 氯化镍300 硼酸40温度为46℃;PH值为3.0-5.0;电流密度为2.5-10A/dm2。
其他镀镍液配方1组分g/L 组分g/L 氯硼酸镍300-450 硼酸30-40 氟硼酸5-40PH值为2.0-3.0;温度为40-80℃;电流密度为2.5-20A/dm2。
配方2组分g/L 组分g/L 氯硼酸镍220 硼酸30氟硼酸4-38PH值为2.0-3.5;温度为37-77℃;电流密度为2.5-10A/dm2。
配方3组分g/L 组分g/L氨基磺酸镍450 湿润剂0.05硼酸30PH值为3.5-5.0;温度为38-60℃;电流密度为2-16dm2。
镀黑镍第一类镀黑镍配方1组分g/L 组分g/L硫酸镍70-100 硫氰酸铵25-35硫酸锌40-45 硫酸镍铵40-60硼酸25-35阳极材料为镍板;PH值为4.5-5.5;温度为30-60℃;电流密度为0.1-0.4A/dm2。
配方2组分g/L 组分g/L硫酸镍60-75 硫氰酸铵12.5-15硫酸锌30 硫酸镍铵35-45阳极材料为镍板;PH值为5.8-6.1;温度为25-35℃;电流密度为0.05-0.15A/dm2。
配方3组分g/L 组分g/L硫酸镍75 氯化铵30硫酸锌30 硫氰酸钠15阳极材料为镍板;PH值为5;温度为20-25℃;电流密度为0.15A/dm2。
第二类镀黑镍配方组分g/L 组分g/L硫酸镍120-150 硼酸20-25钼酸铵30-40PH值为4.5-5.5;温度为20-25℃;电流密度为0.15-0.3A/dm2。
单金属镀黑镍配方组分g/L 组分g/LSL-1开缸剂20-30 黑镍盐200-280SL-2添加剂2-6PH值为7.2-8;温度为常温;电流密度为0.5-1.5A/dm2;搅拌方式为阴极移动或采用滚镀;电镀时间为0.5-1.10min。
电镀镍液配方范文

电镀镍液配方范文电镀镍是一种常见的电镀工艺,在多种材料的表面上形成一层镍保护层,提高其耐腐蚀性和装饰性。
电镀镍液是实现电镀镍工艺的关键,以下是一款常用的电镀镍液配方。
电镀镍液的配方通常由几个关键组分组成:阳极剂、镍盐、缓冲剂、络合剂和添加剂。
下面是一款常用的电镀镍液配方:组分用量(克/升)镍盐(硫酸镍)220-250硫酸铵18-22硼酸6-8柠檬酸10-15维生素C0.5-1.5二甘醇10-15表面活性剂0.5-1pH调节剂0.5-1温度控制剂0.5-1以下是配方中各组分的作用及用量的解释:1.镍盐(硫酸镍):是电镀中最重要的组分,提供电镀液中的金属离子镍。
其用量一般为220-250克/升。
2.硫酸铵:调整电镀液的酸碱度,维持适当的pH值。
特别是在气泡无法排出的情况下,硫酸铵的添加可以防止出现气孔和孔洞,其用量一般为18-22克/升。
3.硼酸:起到缓冲剂的作用,调整电镀液的酸碱度,使电镀液稳定性更好。
其用量一般为6-8克/升。
4.柠檬酸:在镍盐中起到络合剂的作用,稳定镍离子,提高电镀液的均匀性和亮度。
其用量一般为10-15克/升。
5.维生素C:在镍盐溶液中起到还原剂的作用,促使金属镍还原沉积在被电镀材料上。
其用量一般为0.5-1.5克/升。
6.二甘醇:是一种增稠剂和稳定剂,可以提高电镀液的黏度和稳定性。
其用量一般为10-15克/升。
7.表面活性剂:起到湿润剂和稳定剂的作用,提高电镀液的润湿性和液体的流动性。
其用量一般为0.5-1克/升。
8.pH调节剂:用于调节电镀液的酸碱度,使其处于最佳的电镀条件。
其用量一般为0.5-1克/升。
9.温度控制剂:用于控制电镀液的温度,确保电镀过程在适宜的温度范围内进行。
其用量一般为0.5-1克/升。
电镀镍液配方比例

电镀镍液配方比例电镀镍液是一种常用的电镀工艺,用于在金属表面形成一层均匀、光亮、具有良好耐腐蚀性的镍层。
电镀镍液的配方比例非常重要,可以影响到电镀效果的好坏。
下面将介绍几种常见的电镀镍液配方比例及其特点。
1. 硫酸镍液配方比例:硫酸镍液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(一水) 200克/升、硫酸30克/升、硼酸10克/升、硫酸铜1克/升。
此配方比例下的硫酸镍液具有电镀速度快、镍层均匀、耐腐蚀性好的特点。
适用于金属制品的镀镍处理,如不锈钢、铜、铝等。
2. 氯化镍液配方比例:氯化镍液是一种常用的高速电镀镍液,其配方比例通常为:氯化镍(六水) 300克/升、氯化铵80克/升、硫酸10克/升、硼酸10克/升。
此配方比例下的氯化镍液具有电镀速度快、镍层光亮、硬度高的特点。
适用于对电镀速度要求高的金属制品,如汽车零部件、五金工具等。
3. 硫酸氯化镍液配方比例:硫酸氯化镍液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(六水) 200克/升、氯化铵30克/升、硫酸10克/升、硼酸10克/升。
此配方比例下的硫酸氯化镍液具有电镀速度适中、镍层光亮、均匀的特点。
适用于对电镀速度和镀层质量要求较为平衡的金属制品,如家具五金、电子零件等。
4. 硫酸镍-硫酸铵液配方比例:硫酸镍-硫酸铵液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(六水) 200克/升、硫酸铵 30克/升、硫酸 50克/升、硼酸 10克/升。
此配方比例下的硫酸镍-硫酸铵液具有电镀速度适中、镍层厚度均匀的特点。
适用于对电镀厚度要求较高的金属制品,如机械零部件、金属模具等。
通过以上几种电镀镍液配方比例的介绍,可以看出不同的配方比例会影响到电镀镍液的性能和应用范围。
在实际应用中,需要根据具体的镀层要求和金属材料选择合适的电镀镍液配方比例。
此外,还需要注意电镀参数的控制,如温度、电流密度等,以保证良好的电镀效果。
电镀镍液的配方比例是影响电镀效果的重要因素之一。
-镀黑镍工艺
镀黑镍工艺
哎呀呀,今天咱就来唠唠镀黑镍工艺这玩意儿。
前几天我去一个工厂参观,就亲眼瞧见了镀黑镍工艺的整个过程。
我一进去啊,就看到工人们忙忙碌碌的。
有个师傅正拿着一个小零件,小心翼翼地把它放进一个装满神秘液体的槽子里。
我就好奇地凑过去问:“师傅,这是在干啥呀?”师傅笑着说:“这就是镀黑镍呢,小家伙。
”
我就站在那盯着看,只见那零件在槽子里泡了一会儿,捞出来的时候就好像穿上了一件黑黑的外衣,特别神奇。
师傅接着又把它拿到另一个地方去冲洗,水冲在上面,那黑水哗哗地流下来,感觉就像给这个零件洗了个特别的澡。
然后师傅把它擦干,嘿,一下子就变得亮晶晶的黑了。
我在那看了好久,越看越觉得这镀黑镍工艺有意思。
它就像是给这些零件施了魔法一样,让它们变得又酷又特别。
这可不是随便就能做到的呀,得靠师傅们的精湛技术和经验呢。
这就是我对镀黑镍工艺的一次有趣观察啦,现在每次想到那些黑黑亮亮的零件,我就会想起那次在工厂里的奇妙经历。
真的是很特别的镀黑镍工艺呀!。
化学镀黑镍工艺
化学镀黑镍工艺
1.化学镀Ni-Cu-P合金镀层。
(研究什么?)
2.目前,人们对吸光涂层的研究越来越多,吸光涂层是将外界的光源吸收来转化为其它能
量进行应用。
在我们的日常生活中存在着各种光源,尤其是太阳光是一个取之不尽用之不竭的光源,吸光涂层一方面可以利用有效的吸收光源产生大量的的能源来节约其它能量,另一方面在吸收的过程中成本较低且不会对环境造成污染。
所以有效的利用吸光涂层可以给我们的生活带来更多的便捷。
而化学镀Ni-Cu-P合金镀层有极其优良的耐蚀性能、抗磨性能、抗磁及其它物理性能,这就为化学镀提出新的课题。
也为化学镀镍进入市场获得更广泛应用创造了条件。
(为什么研究?)
3.
4.。
电镀镍液配方与制作
电镀镍液配方与制作
1、先计算镀槽体积:长(dm)×宽(dm)×高[总高(dm)一上空(1dm)]=体积(L)。
2、准确计算配方用量:成分含量×体积(L)=所需各成分的质量
(g)。
3、在镀槽中加入1/2体积的洁净水,加温至50℃。
4、依次加人所需量的硫酸镍、氯化镍或氯化钠、硫酸钠、硫酸镁等,搅拌至溶解完全。
5、在另一容器中加人相当于镀槽体积1/5的水并加热至
80~100℃,加入所需的硼酸,搅拌至硼酸完全溶解,然后加人镀槽中。
6、用冷水补充至90%的体积。
7、加10%的稀硫酸调pH值至3.5。
8、加过氧化氢(30%)2mL/L,搅拌1h后加温至60~70℃,维持2h,使余量过氧化氢分解。
9、加活性炭粉2g/L,搅拌1h,静置8h。
10、过滤至另外槽内,将镀槽清洗净,再将滤液送回镀槽内。
11、用3%氢氧化钠或氢氧化镍、碳酸镍将pH值调至工作规定值。
12、配方中如有十二烷基硫酸钠,则将其溶解于少量沸水中
10~15min,趁热加人镀槽,搅拌均匀。
13、用耐酸布袋套上镍阳极放人镀槽中,阳极面积应比阴极大
1~1.5倍(镍阳极如果有油污,则应用除油剂洗净)。
14、取样分析,如未达配方要求,应予调整。
15、在阴极上放人瓦楞板,以0.1~0.2A/dm²电流密度进行电解处理,直至阴极色泽正常,方可投人试生产。
镍锡铜三元合金焦磷酸盐镀黑色镀层:镍锡铜三元合金工艺说明

镍锡铜三元合金焦磷酸盐镀黑色镀层:镍锡铜三元合金工艺说明(1)添加剂焦磷酸溶液中所含镍、铜、锡等金属的析出电位相差很大,不能实现合金共沉积,至少添加一种含硫氨基酸,就能使上述三元素共沉积,获得光亮、耐磨性和耐蚀性良好的合金镀层。
(2)络合剂采用焦磷酸钾作为各金属盐的络合剂,含量为l00~500g/L,当焦磷酸钾含量小于100g/L时,与金属盐络合不完全,产生铜的沉淀现象,不能配得良好的镀液;当焦磷酸钾添加量大于500g/L时,不仅会抑制镀液中的金属,尤其是抑制锡的析出,而且镀层还带有针孔,镀液黏质增大,使镀液浑浊。
(3)镍盐可用焦磷酸镍、氯化镍、硫酸镍等作为镍盐。
金属镍的添加量为3~40g/L最佳范围为5~15g/L。
镍盐添加量不到3g/L时,镀层中含镍量极少,几乎只析出锡。
当镍盐添加量超过40g/L,镀层中含镍量就增加,镀层呈黑色带状条纹,耐蚀性变差。
(4)铜盐可采用焦磷酸铜、硫酸铜、氧化铜等作为铜盐,金属铜的添加量为0.5~3.2g/L,最佳量为0.9~2.4g/L。
如添加量不到0.5g/L,镀层中含铜量就减少,镀层外观较差,耐蚀性也不好。
如含铜超过3.2g/L,则镀液中金属铜易于沉淀,而且镀层中含铜量增加,使获得良好镀层的电流密度变窄。
(5)锡盐可用焦磷酸亚锡、氯化亚锡、硫酸亚锡等作为锡盐,金属锡的添加量为l0~60g/L,最佳浓度为l0~30g/L。
锡的添加量不到10g/L,阴极上会有较多氢气,镀层表面会有针孔,镀层中含镍量会增加而导致耐蚀性变差,如添加量超过60g/L时,镀层中含锡量增加,镀层显示出近似锡镀层外观,光亮性变差。
(6)镀液中金属浓度和镀层组成的关系。
根据研究,镍:锡:铜的物质的量之比以(0.5~1.5);(0.5~2):(0.01~0.1)为好。
一般地说镀液中某金属添加量多,镀层中某金属含量就多,镀液金属浓度决定镀层成分,又会影响镀层特性。
(7)电位调整剂含硫氨基酸及其盐类作为镍、锡、铜金属共沉积的析出电位调整剂,还可作为减少镀层内应力的柔软剂,电位调整剂的加入量与金属铜的摩尔比为(1.5~2.5):1,最佳范围为(1.8~2.O):1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
黑镍电镀工艺及配方
一、工艺介绍
黑镍电镀是一种常见的表面处理方法,可以使金属表面呈现出深黑色的颜色,并且具有很好的耐腐蚀性和抗磨损性能。
黑镍电镀广泛应用于汽车、机械、仪器仪表等行业,是一种非常重要的表面处理工艺。
二、材料准备
1. 镀液:黑镍电镀液,包括硫酸镍、硫酸铜、硫酸氢钠、硝酸铵等。
2. 电解槽:选用耐腐蚀性好的材料制成,如玻璃钢或不锈钢。
3. 电源:直流电源。
4. 附件:阳极板、导线等。
5. 原件:需要进行黑镍电镀处理的原件。
三、工艺步骤
1. 清洗:将原件放入去污剂中浸泡清洗,去除表面油污和杂质。
然后
用水冲洗干净。
2. 酸洗:将原件放入稀硝酸中浸泡清洗,去除表面氧化物和锈垢。
然
后用水冲洗干净。
3. 中和:将原件放入碳酸氢钠溶液中浸泡,中和残留在表面的酸性物质。
然后用水冲洗干净。
4. 镀前处理:将原件放入活化剂中浸泡,使表面形成一层均匀的铜化
学沉积层。
然后用水冲洗干净。
5. 电镀:将原件放入黑镍电镀液中进行电镀处理。
电流密度为1-
2A/dm2,电压为3-5V,时间为30-60分钟。
然后用水冲洗干净。
6. 清洗:将镀好的原件放入去离子水中浸泡清洗,去除表面残留的电
解液。
然后用风机吹干。
7. 烘干:将清洗好的原件放入烘箱中进行烘干处理,温度为60℃左右,时间为30分钟左右。
8. 包装:将烘干好的原件进行包装处理,以防止表面受到损伤。
四、配方介绍
黑镍电镀液的配方比较复杂,下面是一种常见的配方:
1. 硫酸镍 250g/L
2. 硫酸铜 50g/L
3. 硫酸氢钠 30g/L
4. 硝酸铵 20g/L
5. 氢氧化钠 10g/L
6. 氨水 10ml/L
以上是黑镍电镀工艺及配方的详细介绍,希望对您有所帮助。