车间工艺流程图
工艺流程图0614

屠宰车间工艺流程图及人员编制剥皮组工艺流程图及人员编制(36人):挂猪、冲淋下头放血1人2人1人5人4人拉头、蹄尾1人2人预剥搭皮、机剥、验皮4人下尾、塞肛下猪、冲槽头下蹄2人1人王俊华、王文华王武荣杨自红、陈庆军黄建军杨玉才吴华江、牟淑华任兆慧赵文光、曹承云、吴胜勇、冯加军吴兴明、王建坤、张继忠、王武金、宋永恩修后毛皮1人曾庆兰拉滑轮1人徐洪林砍边、剖腹冲洗、推肉3人1人曾伟刘禄全、侯志良、金广良检前后毛皮带修条伤1人裴庆玉1人捞油及车间更衣间卫生1人开边、拉油锯木油修血肉冲槽头称肉1人1人1人1人3人上皮子及车间卫生季加群郑小蓉杜守兵周燕青廖月珍杨满智李福元、杜天明、陈心顺检毛1人罗建容烫皮组工艺流程图及人员编制(18人):选猪挂猪、放血下猪清毛刮毛烫猪1人2人3人1人1人4人2人挂肉1人1人清理、修割下头清毛带开边剖腹、掏肚腹称肉、扯油2人1人向德良侯世全肖家文游绍祥、王家红王武雄苏文武、王云贵、胡成川李玉波、肖恒秀、刘丽芳、何先华陈金华、彭世清雍云昌雍家政、王宪伦、雍云昌屠宰车间副产加工工艺流程图及人员编制猪头加工组(21):取猪舌、天花板去毛、焦锅水锅称秤清刮头、脸肉修、割猪耳砍大骨分割取脑花、鼻骨1人1人3人2人3人3人2人4人1人胡丛刚、刘杰、游树彬邓桂萍、王友春、何良华、罗玉军汪加洪叶代芬、周英、冉富蓉罗秀蓉李永超、周容、吴尚芳、李玉兰周贵英、徐金兰进库、辅助鲜货抄单1人李茂祥内脏加工组(16人):割喉管定盘称秤修剪肝筋、挑苦胆修剪肚子洗肚子破肚、肠头注猪肚1人3人1人1人1人2人4人王红王素碧、苟利萍、曹丽、尔里李霞刘永兰、陈礼蓉苟和花张丽、杨玉芳、魏红琼彭怀群做肚子2人何学梅、胡宗芳进库1人徐国志猪蹄加工组(29人):称秤清蹄、定盘进库修剪猪鞭、盘肠清刮小肉皮、拐皮2人1人2人1人1人杨霞、侯秀花雷晓英熊中德曾玉华、刘惠芳汤建兴拉毛蹄、猪头、鲜货筐、冰盘烫水锅粘松香1人2人6人王河、罗克兴马术根刘永才、潘贵元、杨培军、李洪信、王国均、刘俊刚刮蹄毛掏蹄丫掏断面2人3人6人王艳、陈德珍、张开玉、杨玉莲、杨永珍、张艳闵小琴、李学芳、何有珍侯燕、李光芳称鲜肚尾、小肉皮定盘1人张国勤卫生1人罗光华注:屠宰车间按80—100头/小时时速编制,车间工人105人,车间主任1人,现车间在职总人数106人。
涂装车间工艺流程图
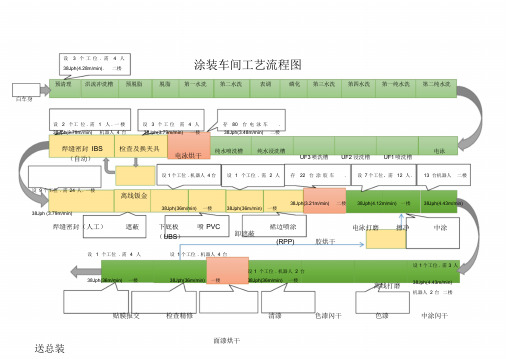
设 3 个工位. 需 4 人38Jph(4.28m/min). 二楼涂装车间工艺流程图预清理洪流冲洗槽预脱脂脱脂第一水洗第二水洗表调磷化第三水洗第四水洗第一纯水洗第二纯水洗白车身设 2 个工位. 需 1 人. 一楼设 3 个工位需 4 人存80 台电泳车.38Jph(3.79m/min) 机器人4台38Jph(3.79m/min) 一楼38Jph(3.48m/min) 二楼焊缝密封IBS (自动)检查及换夹具电泳烘干纯水喷洗槽纯水浸洗槽电泳UF3 喷洗槽UF2 浸洗槽UF1 喷洗槽设1 个工位. 机器人 4 台设 1 个工位. 需 2 人存22 台涂胶车. 设7 个工位。
需12 人. 13 台机器人二楼设9 个工位. 需24 人. 一楼离线钣金38Jph(3.21m/min) 二楼38Jph(4.12m/min) 一楼38Jph(4.43m/min)38Jph(36m/min) 一楼38Jph(36m/min) 一楼38Jph (3.79m/min)焊缝密封(人工)遮蔽下底板(UBS)喷PVC 裙边喷涂卸遮蔽(RPP) 胶烘干电泳打磨擦净中涂设 1 个工位. 需 4 人设 1 个工位. 机器人4台设1 个工位. 需3人设1个工位. 机器人2台38Jph(36m/min) 一楼38Jph(36m/min) 一楼38Jph(36m/min) 一楼离线打磨38Jph(4.43m/min)机器人 2 台二楼贴膜报交检查精修清漆色漆闪干色漆中涂闪干面漆烘干送总装设 4 个工位. 需 4 人设8 个工位. 需15 人存65 台面漆车二楼15 台机器人二楼17 台机器人二楼38Jph(4.12m/min )一楼38Jph(4.12m/min )一楼38Jph(3.48m/min) 38Jph(4.43m/min) 38Jph(4.43m/min)。
各车间工艺流程图

贴箱唛
全检内阻
全检厚度标示入库源自 拉浆车间工艺流程图搅拌 裁大片 刮粉
测单面密度
测双面厚度
扫粉
测单面厚度
测双面密度
转制片工序
制片车间工艺流程图
正极制片
正极分切 外观全检 正极烘烤
裁极耳
抽检
正极贴胶纸
转装配工序
极耳贴高温胶纸
正极烘烤
正极超焊极耳
制片车间工艺流程图
负极制片
负极分切 外观全检 负极裁尾边
裁极耳
负极抽检 正极分档
负极贴胶纸 正极贴胶纸
转烘烤工序
注液车间工艺流程图
真空烘烤 压纸巾
注液
清洗 OK NG
转化成工序
注液后封胶
注液后称重
检测车间工艺流程图
上柜化成 容量分选 测电压、内阻
下柜测电压
测电压
测尺寸
抽真空
电池老化
外观全检
剥纸巾
点胶
分类入库
整形封口
清洗电池
包装车间工艺流程图
开单领料 装盒 贴介子
全检外观
喷 码
装箱
全检电压
清洗电池
负极烘烤
极耳贴高温胶纸
负极烘烤
负极点焊极耳
转装配工序
装配车间工艺流程图
正极扫粉 负极扫粉 分发极片 裁隔膜纸 卷绕 测短路 正极超焊 折极耳
放垫片
负极点焊
镍带定位
全检电芯 超焊镍带 套壳
包顶胶
压芯 测短路 包底胶 吸尘
离心沉底
整盖板 测短路
激光焊车间工艺流程图
焊长边 测短路 称重分档
焊短边 测密封度 立焊
化工工艺流程图68张课件

E204
VN1E204
VI2E204 VI1E204
氮气 出装置
至D104 出装置
去C401 去C401底
C203
TI 2060
P203
A202
TI 2046
E203
FIC 2010
循环冷水
VN1E203
设计 绘图
DR1010
VI3E203 VI1E203 VI2E203
不合格油线 重石脑油 短循环
AI AIC AIA AIS AR ARC ARA ARS AC ACT
密度
DI DIC DIA DIS DR DRC DRA DRS DC DCT
粘度
VI VIC VIA VIS VR VRC VRA VRS VC VCT
流量检测仪表和检出元件的图形符号(摘自HGJ 7-87)
序号 名称
图形符号 备注 序号 名称
符号包括图形符号和字母代号,它们组合 起来表示工业仪表所处理的被测变量和功能, 或表示仪表、设备、元件、管线的名称。
图形符号 字母代号 仪表位号
TIC 2004
FIC 2009
C202
去E401
TI 2039
VI1C203
FI 2025
TI 2040
LIC 2004
E202
FR P208
FIC 2008
工艺气体 工艺液体 工艺水 冷冻剂 原料油 原水 蒸汽冷凝水 泥浆 密封油 软水 伴热蒸汽 真空排放气 放空气
原料换热部分
平衡线接分馏塔C-102蒸发段
VI3D3101
原料油进装置 VI1D3101
D-3101 原料油缓冲罐
减渣南蒸馏来 VI1D3101 开工柴油来 VI7D3101 开工蜡油来 VI6D3101
浸出工艺流程图

磨矿送锌精矿
配料槽过小
电解送废液 电 解 车 间 何 水 调 浆 调浆槽
配料槽
木质素
废液储槽
压滤机 渣 液 滤液中转槽 调浆槽
底流压滤机 渣 液 滤液中转槽
冷凝水
供料槽
蒸汽
泵
供料泵 氧 矿浆高压泵 压 浸 出
计量否
配料槽
浓硫酸
配料槽
泵
上清液储槽
泵
上清液储槽
供料槽
供料槽
配料槽
泵
一洗压滤机 液 渣 调浆槽
泵
泵
闪蒸罐
闪蒸罐 送硫回收车间
调节罐
调节罐
泵 除铁车间 净化 一段浓密池 上清液 泵 上清液储槽 底流 泵
泵
二段浓密池 上清液 上清液储槽 底流 泵
需试验确定渣率,浸出时间,耗酸情况;另:按照澜 沧的经验,含铁如此高的情况下,一段渣率将很高 (70%—110%),所以需进行试验以确定其渣率,如果 渣率如上述的话,那么本厂工艺(两台釜处理一段, 一台釜处理二段)就行不通了! 问题:1、进釜的矿浆及废液都应该准确计量,以确 保釜内液固比;2、一段浓密池底流压滤后用什么液 体调浆(可用除铁段液体)?3、调浆槽过小,将使 员工操作量大大增加,并会导致配酸、配料出错; 4、一段、二段浓密底流压滤机下渣斗以及二段一洗 压滤机下渣斗应考虑防腐。特别是二段底流和二段一 洗两个地方含酸会达到30—60g/L。 注:本图没有蒸汽、氧气、以及冷凝供料槽
净化
二段一次 洗水储槽
车 间 废液高压泵 废液高压泵 前级泵 泵 泵
排空
换热器
计量否
换热器
加压泵 排空
来自硫回收 车间洗水
二洗压滤机 渣 调浆槽 液
工艺流程图1.14 2

屠宰车间工艺流程图及人员编制剥皮组工艺流程图及人员编制(42人):注:屠宰车间剥皮组按平均80--100头/小时时速编制,预计车间主任1人,车间副主任1人,剥皮组共需工人42人,现车间总人数为44人剥皮组:计件工资分为五级:一级工(15人)工资标准为0.037元/月,二级工(2人)工资标准为0.033元/头,三级工(9人)计件标准:0.027元/头,四级工(13人)计件标准:0.022元/头,五级工(5人)计件标准:0.018元/头,合计1.24元/头,余0.06元/头.(红色为一级工,黑色为二级工,蓝色为三级工,绿色为四级工,紫色为五级工)烫皮组工艺流程图及人员编制(23人):注:烫皮组现23人,均是计件工资屠宰车间副产加工工艺流程图及人员编制猪头加工组(20人):内脏加工组(19人):猪蹄加工组(30人):注:屠宰车间副产品加工按80—100头/小时时速编制,预计车间共需工人72人,车间副主任1人,现车间总人数70人副产品加工各组计件标准:车间副主任(1人)计件标准:0.05元/头一级工(17人)计件标准:0.026元/头,二级工(17人)计件标准:0.023元/头,三级工(28人)计件标准:0.022元/头,四级工(7人)计件标准:0.021元/头,合计1.569元/头,余0.031元/头红色为一级,黑色为二级工,蓝色为三级工,绿色为四级工分割车间工艺流程图及人员编制2#线工艺流程及人员编制(40人):4#线工艺流程及人员编制(30人):中方线工艺流程图及人员编制(29人):屠宰血肉加工(13人):半成品收集运输(13人):注:分割车间按平均80—100头/小时时速编制,预计车间工人共需132人,车间主任1人,现车间总人数133人车间计件工资分为五级:车间主任(1人)为0.05元/头,一级工(23人)为0.0325元/头,二级工(16人)为0.0285元/头,三级工(71人)为0.027元/头,四级工(17人)为0.0255元/头,五级工(5人)为0.0137元/头,合计3.6725元/头,余0.1275元/头.(红色为一级工,黑色为二级工,蓝色为三级工,绿色为四级工,紫罗兰色为五级工)分割车间包装流程图及人员编制(54人):注:包装车间按80---100头/小时时速编制,预计车间工人共需56人,车间副主任1人,现车间总人数54人;车间计件工资分为四级:一级计件工(8人)为0.029元/头,二级工(19人)为0.0265元/头,三级工(23人)为0.0255元/头,四级工(3人)为0.0126元/头,车间副主任1人为0.05元/头;合计计件工资总和为1.4098元/头,余0.0902元/头。
化产车间流程图

终冷洗段贫油冷 却器
蒸汽
终冷洗苯来 的富油
油气换热器
贫富油换热器
管式加热炉
油水分离器
热贫油
粗苯蒸汽 粗苯冷凝器
富 油
脱苯塔
部
过
分 热
热 蒸 汽
贫
油
粗苯回流槽 粗苯储罐
塔顶回流
脱苯工艺流程图
再生器 顶部蒸汽
残渣 残渣槽
油库
终冷塔: 规整波纹 网填料塔 DN=4000 H=36290
初冷器 3台 FN=4600㎡
煤气进入了3台 并联操作的横管初
冷器分两段冷却。上段
用25~35℃循环水、 下段用16℃~18℃ 低温水将煤气冷却
至19~25℃
电捕焦油器作用: 收集煤气中的焦油 雾,使煤气中的焦 油含量达到≦0.05 g/m3
电捕焦油器 2台 DN=5200 H=14544 FN=50000㎡
大母液泵: LCZ250-315 P=110KW Q=800m3/h H=24m
结晶供料槽的浆 液送至离心机, 分离出硫铵结 晶。
离心机:HR400-N Q=4t/h
螺旋给料机
干燥流化床
分离出的硫铵结晶经螺旋输送机至震动流化床干燥器前室、 中室,用经热风器加热的热空气对其干燥,后室再经冷风 机送入的冷风冷却后进入硫铵贮斗。从贮斗下来的硫铵晶 体经称量,包装后进入成品库。
化产车间生产工艺流程介绍
张辉
焦炭作用
室内结焦原理
1、煤的结焦过程
干热粘熔固收 燥解结融化缩
传热
化学反应
放热
室内结焦原理
干燥 • <120℃,内在水份和外在水份的蒸发 脱吸 • 120℃-200℃,吸附在煤炭微孔结构中的气体析出
工艺流程图
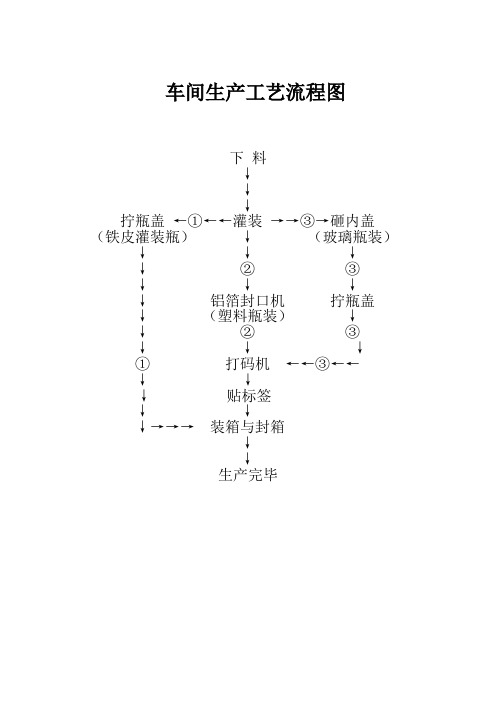
车间生产工艺流程图
下料
↓
↓
↓
拧瓶盖←①←←灌装→→③→砸内盖(铁皮灌装瓶)↓(玻璃瓶装)↓↓↓
↓②③
↓↓↓
↓铝箔封口机拧瓶盖
↓(塑料瓶装)↓
↓②③
↓↓↓
①打码机←←③←←
↓↓
↓贴标签
↓↓
↓→→→装箱与封箱
↓
↓
生产完毕
车间生产流程简图
生产部通知单
↓
↓
生产科科长(主任)
↓
↓
↓↓
↓↓
配料组组长(配料)生产组组长(生产)↓↓
↓↓
凭领料单去仓库领料员工擦拭机器准备生产↓凭领料单去仓库领料
↓↓
配料完毕、做好标记按规定把箱子打好打扫卫生做好生产准备
↓↓
↓↓
搅拌完毕,抽料至沉降釜↓
沉降,并交接生产组→→→→→→交接完毕,开始生产
↓
生产完毕,准备入库
打扫卫生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车间工艺流程图
车间工艺流程图是指车间内生产过程的流程图,包括原料准备、加工制造、成品检验等各个环节。
下面以一个常见的制造业车间为例,介绍其工艺流程图。
首先是原料准备环节。
原料准备是指为生产过程提供所需的原材料。
在车间内有一个原料仓库,原料从仓库中取出进行检验,检验合格后送到加工区。
原料准备环节一般包括原料检验、取料和送料三个环节。
接下来是加工制造环节。
加工制造是指通过一系列的加工工艺将原料转化为成品的过程。
首先是加工准备,包括设备检查、机械调试和开机准备等环节。
然后是实际的加工制造操作,根据产品的不同,可以有多个加工工序,每个工序都会有相应的设备和工艺要求。
每个工序完成后,需要进行检查,以确保产品质量。
最后是产品组装环节,将各个零部件组装成成品。
加工制造环节是整个生产过程的核心环节,需要合理安排生产资源和控制生产进度。
再然后是成品检验环节。
成品检验是指对生产出的成品进行质量检测,以确保产品符合质量要求。
成品检验环节一般包括外观检查、尺寸检验、功能测试等多个环节。
对于合格的产品,可以进行包装和存储;对于不合格的产品,需要进行退货或返工处理。
最后是产品包装和存储环节。
产品包装是指将生产出的产品进行包装,以便于运输和销售。
车间内有专门的包装区域,产品
经过包装后,要进行质量检查,以确保包装完好无损。
包装合格后,产品可以存储在成品仓库中,待销售或出库。
整个车间工艺流程图如下:
原料准备:原料检验→取料→送料
加工制造:加工准备→加工工序1→检查1→加工工序2→检查2→……→加工工序n→检查n→产品组装
成品检验:外观检查→尺寸检验→功能测试
产品包装和存储:产品包装→质量检查→存储
总结起来,车间工艺流程图是车间内生产过程的图示化表达,包括原料准备、加工制造、成品检验和产品包装等环节。
通过工艺流程图,可以清晰了解每个环节的操作流程和对应的工艺要求,以提高生产效率和产品质量。