玉米酒糟清液回用量的探讨
玉米酒精生产废水控制方法探讨

决我 国石油短缺 、 环境 恶化等 问题 , 并且 对我 国的农业 、 能源、 环保 、 交通 、 财政诸 方面将起 到积极的推 动作 用。 但 是随着酒精工业的发展和 酒精产 量的逐年增加 , 酒精废 液的污染问题也越来越 突出。对我 国部分玉米酒精
生产企业 的酒精废 液治理 方法进行 了论述和 总结 , 分析 了各种治理方 法的适 用性和优 缺点 , 出了缓解玉米 提
21 DD . G+厌 氧 好 氧 生物 组 合 处 理 工 艺
存和发展… 目前 , 。 在我 国酒精厂未经处理排放的酒糟 已成 为 轻工行业第二大污染 源1 2 1 。发酵酒精工业 的污染 主要为水 污
染。生产过程的废水 主要来 自蒸馏发酵成熟醪后排出的酒 精
’ 金项 目:环保公 益性 行业 科研 专项 经费项 目资 助 ( 目编 号 基 项
加 大 的问 题 。 23 部 分 回配 + GS . DD +厌 氧 好 氧 生物 组 合 处 理 工 艺
此法清液不做生化处理 , 全部蒸发生产 D G , D S 虽然是 目 前 国际上已找 到的一条切实可行 的彻底治理污染 的方法 , 世 界上的许多发达国家 ,如美国 、德 国等都采用此法 ,生产 的
Ke r sc r ;e h n l y wo d :o n t a o;wa twae s e tr
1 酒精 产 业 的环 境 问题
糟, 生产设备 的洗 涤水 、 冲洗水 , 以及蒸煮 、 糖化 、 酵 、 发 蒸馏 _ r
近年来 , 酒精作为一种清洁能源引起 全世 界的普遍关注 。 酒精生产的方法以发酵法为主 , 发酵酒精原料 构成中 ,5 8 %以 上的都 以淀粉质为原料 , 中 5%左右 的发 酵酒精 以玉米 为 其 5 原料。近年来 , 随着引进设 备及 工艺的应用及农 作物结构 的
玉米酒精废水处理

玉米酒精废水处理水处理技术:一、玉米酒精的特性每生产1吨酒精需3吨玉米,排出糟液约为12立方米。
淀粉质原料(玉米)酒精发酵产生的废糟液COD,BOD5值相对较低,COD大约3~5万mg/L,BOD5大约2~3万mg/L。
糟液污染重要指标之一是总固体,它包括溶解性固体、悬浮固体和胶体,它是由有机物、无机物和生物菌体所组成。
有机物的成分主要是碳水化合物、其次是含氮化合物、生物菌体和未完全分离出去的产品如丁醇,乙醇、丙酮等低沸点易挥发物;无机物主要来自原水(自来水)中各种离子和原料中的杂质、灰尘,如Ca2+、Mg2+、SiO2、HCO3-、CO32-、SO42-、Cl-、PO42-等。
在总固体中悬浮固体(包括超胶体和部分胶体)约占60%~80%,溶解性固体和部分胶体(即粒径小于4.5um)占20%~40%。
糟液具有很强的腐蚀性和较高的粘度。
二、玉米酒精糟液污染控制技术玉米酒精糟中含有大量的蛋白质、脂肪等具有丰富的有机成分,是极好的畜、禽饲料,目前采用的主要污染控制技术有:玉米酒精糟制取全干燥蛋白饲料(DDGS);玉米酒精糟固掖分离、滤渣直接做饲料或生产DDG蛋白饲料、滤液稀释排放;玉米酒精固掖分离、滤渣直接做饲料或DDG蛋白饲料、滤液30%~50%回用于生产:玉米酒精糟固液分离、滤渣直接做饲料或生产DDG蛋白饲料、滤液厌氧发酵生产沼气等四种。
酒糟中存在的对酵母酒精发酵有抑制作用的物质,大部分被湿渣带走,留下的只是极少部分,通过调整回流比完全有可能在回流系统中将其浓度控制在酵母能够忍受的范围之内。
所以现在一般酒精厂所采用的酒精废糟液的综合处理工艺中都包含有将部分或者全部返回生产系统作为拌料用水或液化、糖化添加水的回用路线。
而且,若回流比恰当,酒精回流技术的应用不仅不会影响酵母的酒精发酵,反而有可能会提高酒精产量。
(一)、膜过滤法处理酒精废糟液膜处理技术由于操作简便、分离效果理想而得以广泛应用,同时也是污水深度处理的重要手段之一。
2024年玉米酒精糟市场调研报告
2024年玉米酒精糟市场调研报告引言本报告针对玉米酒精糟市场进行了深入的调研和分析。
玉米酒精糟是一种重要的副产品,具有广泛的应用领域和市场前景。
通过对市场现状、竞争状况、消费者需求等方面的研究,我们旨在为相关企业提供有价值的市场信息和建议。
1. 市场概述玉米酒精糟是在玉米酿造酒精过程中产生的副产品。
它富含蛋白质、脂肪、纤维素等营养成分,具有丰富的氨基酸和维生素。
玉米酒精糟广泛应用于饲料、肥料、发酵剂等领域,是一种重要的农业资源。
2. 市场现状目前,玉米酒精糟市场呈现稳步增长的趋势。
随着人们对高蛋白、高营养食品的需求增加,玉米酒精糟的市场需求也在不断扩大。
同时,养殖业的发展对玉米酒精糟的需求也起到了推动作用。
3. 竞争状况玉米酒精糟市场存在着较为激烈的竞争。
主要竞争对手包括饲料行业的龙头企业和农业资源综合利用企业。
这些企业在生产、销售和品牌推广等方面拥有一定的优势,对市场份额形成了一定的压力。
4. 消费者需求消费者对玉米酒精糟的需求主要集中在饲料和肥料方面。
在饲料行业,消费者倾向于选择高蛋白、高品质的饲料产品。
而在肥料领域,消费者更加注重有机农业和环保性质。
5. 市场机会与挑战尽管玉米酒精糟市场存在竞争压力,但也带来了一定的市场机会。
随着生态环保意识的增强,有机农业和环保型肥料的市场需求正在增长。
此外,农业资源综合利用的政策支持和市场推动也为玉米酒精糟的发展创造了有利条件。
然而,市场也面临一些挑战。
价格波动和原料供应不稳定是影响玉米酒精糟市场的主要因素之一。
此外,市场上产品质量良莠不齐,消费者对产品质量的要求也日益提高,这对企业提出了更高的要求。
6. 市场推荐与建议综合以上调研结果,我们提出以下市场推荐与建议:•加强产品质量管理,提高玉米酒精糟的品质,满足消费者对优质饲料和肥料的需求。
•持续进行市场宣传和品牌推广活动,提高产品知名度和竞争力。
•积极与养殖业、农业合作,建立稳定的供应链体系,确保原料供应的稳定性。
玉米酒精发酵与酒精糟的高效利用分析
玉米酒精发酵与酒精糟的高效利用分析作者:季景峰来源:《中国科技博览》2018年第31期[摘要]文章围绕玉米酒精发酵与酒精槽高效利用,分析了玉米酒精槽的生产工艺以及酒精发酵技术,目的在于为今后玉米酒精发酵工作提供技术参考与理论支持。
[关键词]玉米酒精发酵;酒精糟;干玉米酒精糟中图分类号:S816 文献标识码:A 文章编号:1009-914X(2018)31-0283-01我国是酒精生产大国,每年产玉米酒精糟1500万t左右(固含量30%)。
酒糟糟液现行的处理办法是烘干作为饲料原料,此工艺不但成本高(每吨酒糟饲料的烘干费用为300元),而且营养价值也有损失。
我国干玉米酒精糟(DDGS)的产量为每年450万t,用于烘干的费用约14亿元。
目前酒精行业对糟液最主要处理方式是进行了沼气生产或转化为廉价的肥料,甚至有的处理达标后直接排放,造成了极大的浪费。
如果能把发酵糟液中的营养物质回收利用,进行再生产,不仅可提高原料的利用率,降低生产成本,而且还可节约水资源和能源,实现了环境效益和经济效益双丰收,下面以玉米酒精为例进行分析,1 玉米酒精糟的生产工艺在酒精生产中,将浓浆混入湿渣中进行烘干,生成的产物即为玉米酒精糟(又称为DDGS)。
湿渣与浓浆混合后如果不进行烘干,即为湿态玉米酒精糟(又称为WDGS,是Wet Distillers Grainswith Solubles的缩写,固含量30%~40%),其含水量高(60%~70%)。
玉米酒精糟的用途干、湿态玉米酒精糟的用途基本相同。
在美国,2009年玉米酒精糟大约39%用于奶牛日饲料、38%用于肉牛日饲料、15%用于猪的日饲料、7%用于禽类的日饲料、1%用于其他动物的日饲料[1]。
玉米酒精糟在动物日饲料中所占的比例因动物种类的不同而不同;对于肉牛,干态(含水量10%)和湿态(含水量65%)玉米酒精糟在日饲料中所占的比例分别为20%和40%;对于奶牛,干态(含水量10%)和湿态(含水量65%)玉米酒精糟在日饲料中所占的比例为10%~25%;而在猪和禽类日饲料中所占的比例不超过10%。
玉米DDGS饲料生产控制
浅谈玉米DDGS饲料的生产控制摘要:本文根据ddgs加工过程以及近年来饲料企业所关注的质量指标,研究和探讨ddgs质量控制的具体的措施。
关键词:ddgs 营养组成质量控制美拉德反应玉米ddgs饲料作为酒精生产企业以及饮料酒精企业生产酒精的副产品,是重要的蛋白饲料。
由于各生产企业采用的原料、生产工艺以及加工过程的不同导致了产品的质量差异较大,对于ddgs在饲料行业的应用产生了较大的影响。
本文根据ddgs加工过程以及近年来饲料企业所关注的质量指标,研究和探讨ddgs质量控制的具体的措施。
一、玉米ddgs的组成和性质玉米ddgs是以玉米为原料,经过液糖化作用和发酵、蒸馏提取酒精后,将酒糟以及剩余的的残液中至少四分之三的可溶性固形物浓缩干燥后所得到的产品。
市场销售的玉米酒糟产品基本包括三类:第一种是ddg,是将玉米酒精糟作简单过滤,滤渣干燥,滤清液排放掉,只对滤渣单独干燥而获得的饲料;第二种是dds,是将酒糟过滤清液浓缩干燥而获得的产品;第三种是ddgs,是将滤清液干燥浓缩后再与滤渣混合干燥而获得的饲料。
ddgs的能量和营养物质总量均明显高于前二者。
二、玉米ddgs的营养价值玉米ddgs的营养价值主要体现在其各种营养成分含量较高,其不但含有较高的蛋白质,较高的有效磷,较高的维生素;而且还包含了发酵过程中融入的酵母营养成分以及活性因子,是一种营养丰富的蛋白质饲料。
玉米ddgs的粗蛋白是玉米的293%,赖氨酸含量是玉米的335%,有效磷是玉米的700%,其他维生素类的成分也远远高于玉米。
并含有发酵中生成的未知促生长因子,大大提高了饲料的营养价值。
目前发酵生产酒精的预处理的工艺基本有三种之多,且具体酒精蒸馏,浓缩、干燥工艺也不尽相同,都会使ddgs产品产生较大的质量差异,因此在使用不同原料和类型的ddgs要考虑其营养成分的均衡。
三、玉米生产酒精的主要工艺1、干法酒精生产工艺玉米直接经过除杂、破碎就投料,经过液糖化和发酵蒸馏生产酒精,酒糟作为副产品生产ddg、dds、ddgs。
探讨玉米酒精浓醪发酵工艺 董克芝
探讨玉米酒精浓醪发酵工艺董克芝摘要:酒精浓醪发酵技术是一项极具前景的技术,该项技术的实施不需要对现有设备进行大的改造,而且还能显著提升企业的经济效益。
通过应用该项技术在一定程度上解决了我国发酵水平低的问题,同时在节水、节能、提高设备利用率以及减轻环境污染等方面具有极大优势。
关键词:玉米;酒精;浓醪发酵引言酒精浓醪发酵工艺是一项极具前景的技术。
利用此项技术可以有效减少废物的排放并且提高原料的利用率。
除此之外,该项技术还具有原料上的优势。
随着科技的不断发展,该项技术也越来越成熟,使用玉米作为原料进行酒精浓醪发酵已经较为普遍。
近年来,我国玉米产量大幅度提升,玉米酒精的产量也获得显著提升。
本文将对玉米酒精浓醪发酵技术进行详细探究。
1我国酒精行业存在的主要技术问题1.1发酵浓度偏低尽管经过几十年的努力,我国酒精工厂的发酵醪酒精含量己经增加到10%左右,但与国外发酵醪的浓度普遍在13%以上还有很大的差距。
发酵浓度低不仅影响了设备的使用效率,而且增加了蒸馏和蒸煮的能耗,在DDGS回收时处理量也大大增加。
1.2酒精糟液的污染问题酒精行业是造成我国环境污染的主要源头之一,每生产1t酒精产生12~15t的酒糟;一个年产80kt的酒精工厂每年产生的污染物质相当于一个140万人口的城市排放的全部生活污水负荷。
而且酒精工厂废水的BOD和COD的指标都很高,直接排放会造成严重的环境污染。
有效地解决酒精糟的利用问题不仅关系到环境保护,而且直接关系到酒精企业的经济效益。
1.3能耗高酒精生产是一项高能耗的产业,尤其是蒸煮和蒸馏两个环节,其能耗非常大。
为有效降低生产成本,必须尽可能地减少能耗,同时提高设备的利用率。
除此之外,由于很多工厂的发酵温度低,需要更多的能量将糖化醪冷却,发酵过程的冷却消耗能量和冷却水用量很大,这也是产生能耗的一方面因素。
1.4原料利用率低对谷物原料来说,通过蒸煮和糖化工段的加工只利用了绝大部分的淀粉,还有一部分淀粉由于其被纤维素以及蛋白质包围,无法水解,而纤维素和蛋白质更是白白从系统内通过,而未得到充分的利用。
玉米酒精糟液经酶水解后的回配利用
处 理 一直 是 困扰酒 精 工业 发 展 的关键 问题 。 由于酒
精糟液的量特别大 ,以年产 3 0万吨酒精厂为例 , 每
年 大 约要 产生 30万 吨糟 液 ,巨量糟 液 的无 污染 处 6 理 不 仅增 加 了生 产成 本 ,甚 至有 时处 理 不好 还会 造 成 环境 污染 。
精糟液的固体含量在 5 质为 2 %, . 氮的含量为 0 %, 5 . 还含有 4
第 3 9卷 第 3期
20 1 2 年 5 月
酿
酒
L OU0R MAK NG I I
文 章 编 号 : 0 — 10 2 1 )3 0 9 - 2 1 2 8 1( 0 2 0 — 0 10 0
玉米酒精糟液经酶水解后 的 回配利用
王 丹姝
( 黑龙江省甜菜糖业公司 , 黑龙江 哈尔滨 10 9 ) 5 0 0
液 中含有高浓度的有机物 , 中干物质总量约为 5 再生产 , 其 % 不仅可提高原料 的利用率 , 降低生产成本 ,
~
8 有很好 的利用价值。 %, 酒精糟液是酒精工业 的主要污染物 ,糟液如何
济效益双丰收 , 下面以玉米酒精为例进行分析 ,
1 玉 米酒精 糟 液的 主要 营养成 分 与利 用分 析 玉米酒 精糟 液 的主 要营养 成 分见 表 1 。 酒精 糟液 是 发酵 成熟 醪蒸 馏 后 的废 液 。玉米 酒
lq rweedic r e iuo r s ha g d.
Ke r s c r ;eh n l y wo d :o n ta o;wa t i u d n y t y r lss t iain s l i;e z mai h d y i e q c o ;u i z t l o
玉米干法酒精生产过程中真菌毒素降解技术的探讨_俞建良
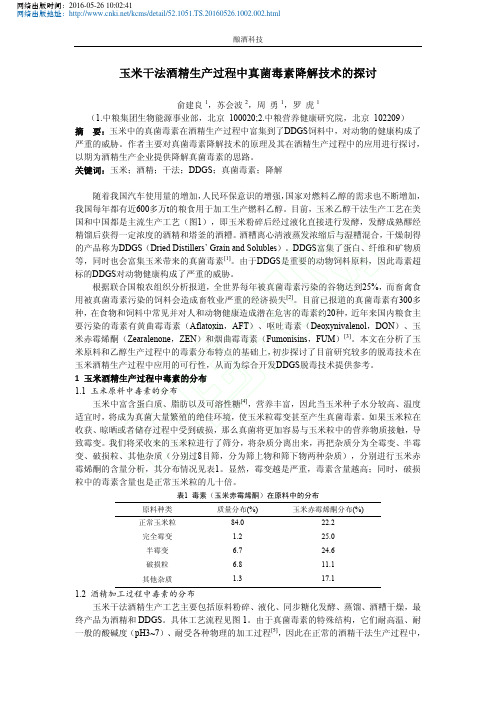
臭氧处理过程简单,无污染、无残留,对多种毒素都有降解作用,而且毒素的降解产物 可能没有毒性,可以应用于仓储过程,也可以用于处理玉米粉浆或者废醪液,因此是非常具 有开发价值的方法。当然,在大规模生产应用中,如何连续制备大量高浓度的臭氧将会是一 个挑战。 2.2.2 氨化法 氨化法的研究可以追溯到上世纪70年代,美国北部研究中心(NRRC)通过四个阶段的 试验,完成了利用氨降解玉米中黄曲霉素毒素的中试工艺研究[24]。在常温下将玉米与氨气 密封在储仓内13 d,黄曲霉毒素含量从1000 μg/kg降解至不到20 μg/kg。如果温度升高,则降 解的时间可以从十几天缩减到3天左右[25]。将处理过的玉米用于动物喂养试验,结果表明对 家禽、猪、肉牛都无毒害[26-28]。在未经优化的情况下,玉米的处理成本大约为6.7-26$/吨。 Bothast等[29]利用乙醇发酵过程中需要补加氮源的特点,在拌料时按照玉米粉重量的1%添加 氨水,此时粉浆pH值大约为9.5,在不调整pH值的情况下液化,液化后调整pH值进行糖化发 酵。此举不仅降解了黄曲霉毒素,而且提高了乙醇得率(见表3)。Norred等[30]进一步研究 了氨化法降解伏马毒素B1的效果。结果发现,伏马毒素B1的降解率只有30~45%,效果远不 如黄曲霉毒素。 氨化处理法有很多优点,首先,氨非常便宜,而且可以大量获取;其次,老百姓对氨比 较了解,使用很便捷;另外,虽然氨也有危害,但是相比其他化学品,氨的危害更小。根据 美国北部研究中心的研究成果, 完成氨化处理所需要的设备也非常简单, 对于现有的仓储设 施所需的改造投资也不大。唯一不足之处,就是氨化法对降解黄曲霉毒素效果非常好,然后 对于其他毒素的降解效果不佳或者没有相关研究,可以考虑与其他方法组合应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9;8"41:": 12/ .3/)& 3"#$"L %Q R2/ S)TR/ .%+R)"+T )QQ3$/+R W&%R/"+T )+L )("+% )."LT; 12/ &/Q3$X Q3%S %Q .3/)& 3"#$"L .%$3L W&%V"L/ R2/ ,&%SR2 )+L Y&//L"+, )+L Q/&(/+R)R"%+ %Q 4/)TR S"R2 +$R&"R"%+)3 ()R/&")3T; 12/ &/Q3$X Q3%S #$)+R"R4 %Q .3/)& 3"#$"L L"QQ/&T )..%&L"+, R% R2/ L"QQ/&/+./ %Q )3.%2%3 W&%L$.R"%+ R/.2+"#$/T: S"R2 2",2 R/(W/&)R$&/ TR/)("+, , R2/ &/Q3$X Q3%S #$)+R"R4 S)T 56 @A76 @ ; S"R2 (/L"$( R/(W/&)R$&/ TR/)("+, , R2/ &/Q3$X Q3%S #$)+R"R4 S)T ?6 @A96 @ ; !BC R/.2+"#$/ )+L S"R2 3"#$/Q).R"%+ )+L T)..2)&"Q".)R"%+ )R 3%S R/(Z
A7
清代时, 眉县的酿酒业迅速发展, 形成了一定的规模, 仅金渠、 太白酒产量增加, 质量提高。 齐镇一带大小酿酒作坊就 达 76 余 家 , 当时, 关中道著名的文学家、 邑人李柏 (字雪木) , 酷爱美酒, 在他的 《槲叶集》 中有大量关于酒的诗句, 抒发感慨: “ 野鸟呼姓名, 药楼一 酒徒” 、 “ 布衣藏斗酒,还与古人同” 、 “ 把酒临水泉,浩然歌白酒” 、 “记得前年春雪后, 借书沽酒 到 人 间 ” 、 “诗 百 篇 , 酒千杯, 聊乘化以 归尽兮”等等。当他云游到眉县品饮太白酒后称颂道: “ 弈开星斗 阵, 酒饮汉湘波, 不识蒲团上, 何缘见雪娥” 。 这是喝了太白美酒后, 就像坐在蒲团上作神仙一样逍遥自在 DGE。 太白酒商标是我国较早申请并正式注册的酒商标。清末民初 西京的 “万 寿 酒 店 ” 和 “积 美 酒 店 ” 两大名号首先使用 “太 白 酒 ” 和 “老太白” 酒标瓶装上市。当时西京东大街大差市的 “积美酒店” 的 “老太白” 酒标的副标上印有广告宣传用语: “ 本店不惜巨资……特 请名师在凤翔府眉县用酿泉之水酿造成太白干酒, 旨太白酒为记。 气味芳香……不但甘美适口, 而且避暑防疫。 无不皆宜……凡赐顾 者, 请认明注册老太白酒为记。 ” ( 注: 此 “老太白” 酒标现保藏于太白酒 。据 《眉县志》 记载: 民国二十六年 (8B7H 年 ) 西 厂档案室 ) A 月 8B 日 , 京 (西京即今西安) “ 万寿酒 店 ” 代理人郝晓春向省建设厅申请 “太 白酒” 商标注册。 他在诉愿书中说: “ 本商经营酒业历十余年, 在眉、 凤等处采购, 运销省城及东府各县。 其酒质纯正, 气味清香, 与街市 所售者实有天壤之别” 。 省建设厅于同年 B 月 5A 日审查同意, 以建字 第 579 号报请中央经济部商标局核准, 时因日冠侵华, 南京失陷, 国 民政府迁都重庆, 注册商标的批文搁浅。 8B>6 年由于太白酒在西安 及东府各县销售已具盛名, 万寿酒店恐他人争先注册, 遂于 85 月 8A 日在 《西安文化 日 报 》 “注 册 商 标 太 白 >869 号 登 载 注 册 商 标 广 告 : 酒, 冬、 寒冬、 届寒冬, 万象凋零, 栗烈西北风。太白酒酿最精, 醇和 香烈口同声, 雪满三尺漏尽五更。一滴入肠便忘却坚冰, 请试一盏 君躬尔康温暖。西京南大街一八五号万寿酒店” 。8B>5 年经济部商 标 局 始 以 川 注 第 88GG9 号 文 批 准 注 册 (注 : 此 “太 白 酒 ” 商标现保藏在 。 从此, 太白酒在政府正式注册成功。 当时, 万寿酒 太白酒厂档案里 ) 店瓶装白酒实为眉县金渠镇公传合、 太泉两作坊酿制。 产销双方议 定: 产方所供之酒, 保持酒度稳定, 酒质纯正; 销方保证 “太白牌” 太 白酒不用外地产品装瓶销售。 另据 《凤翔县志》 记载: 西京南大街万 寿酒店由凤翔产地特选上 品 白 酒 , 制装成太白酒, 销路极广, 久负 盛名 DHE。由此可见当时太 白 酒 已 瓶 装 上 市 , 供不应求, 需在凤翔选 酒装成太白酒以满足需求。 新中国成立 后 , 太 白 酒 在 党 和 政 府 的 关 怀 下 驶 入 了 持 续 、 健
D6
酿酒科技 !"#$%&’()*"+, -."/+./ 0 1/.2+%3%,4
5667 !" 8 # $ %" 889 #& :%;8 5667 1%奎, 唐世勤, 郭少春, 陈民夫
(安徽安特酒精新技术开发公司, 安徽 摘 宿迁
57?666 )
要: 酒糟清液中含有丰富的蛋白质和氨基酸, 清液回流, 可为酵母的生长繁殖和发酵提供营养物质。 不同的酒精
(上接第 A6 页)
康、 快速的发展轨道。 溢成海、 福长号、 德胜茂、 义永 8B9G 年在太泉、 丰、 裕德海等 G 家私营作坊的基础上组建成公私合营的眉县太泉酒 厂, 8BG> 年改名为地方国营宝鸡专区太白酒厂, 8BGA 年易名为地方 国营眉县太白酒厂, 生产方式由过 8BB8 年更名为陕西省太白酒厂。 去落后的 “涝池水, 驴磨粮, 风箱火, 木锨扬” 发展到现在较先进的 机械制曲, 蒸汽蒸酒, 行车起 运 , 晾床通风, 自动灌装和微机勾兑。 大大减轻了劳动强度, 提高了生产效率和产品质量, 使酿酒过程从 自然王国走向必然王国。因太白酒质量上乘, 历史悠久, 先后获得 陕西省名酒、 中国优质酒、 国家银质奖、 中国食品博览会金奖、 中国 历史文化名酒、 中国知名品牌、 中国名牌产品、 世界历史文化名酒、 中国名优 食 品 、 陕 西 名 牌 产 品 等 A6 多 项 殊 荣 , 并 获 国 际 I-JB665 质 量认证。产品质量体系通过了国家方圆委年检、 复审, 是全国食品 行业质量效益型先进企业、 陕西省文明单位。特别是迈入 58 世纪, 太白酒跨越式的发展取得了令人瞩目的成绩。先后与陕西省轻工 科研所、 四川省食品发酵工业研究设计院等科研院所合作, 实施科 技兴企方 略 ; 认 真 贯 彻 I-JB665 质 量 标 准 , 严格按国际质量标准规 范企业的各项质量管理工 作 , 研发出 “一 支 笔 ” 、 一壶藏” 、 “千 禧 ” 、 “太白人家” 等几十个太白系列品种, 以及浓香型、 兼香型精品太白 酒, 极大地丰富了太白酒文化的内涵。产值效益大幅增长, 为当地 经济建设做出了重大贡献。 同为凤型代表的太白酒,有着 7666 多年的历史底蕴和精湛的 酿造技艺, 酒文化丰富多彩。 她采用秦岭主峰太白山上的雪融之水 作酿浆, 选用优质高粱为原料, 大麦、 豌豆进行中高温制曲, 秉承百 年老窖发酵, 把传统工艺与现代生物技术有机结合起来, 以秦地独 有的酒海长期陈酿, 精心 勾 调 而 成 , 是历史的产物和智慧的结晶。 她晶莹剔透, 醇香典雅, 诸味协调, 甘润挺爽, 尾净悠长, 风格独特。 她是酒中珍品, 无上妙品; 她雅俗共赏, 其味无穷; 她与时俱进, 开 拓创新。 太白人坚信, 厚重的太白酒文化一定会在 58 世纪开创新的 历史, 谱写新的篇章, 铸就新的辉煌。 参考文献:
!"#$% &’ "() *)+,#- .,&/ 0#1’"2"% &+ 3,)14 526#2$ &+ 718") +&4 3&4’ 9,:&(&,
GH:I F")%’*$", 1H:I -2"’#"+ , IJK -2)%’.2$+ )+L MNO: P"+’Q$
(H+2$" H+R/ H3.%2%3 :/S 1/.2+"#$/T U/V/3%W(/+R M%; , -$#")+ , H+2$" 57?666 , M2"+) )
从以上数学式中可以看出,经过数次回
5665’6<’57 收稿日期: 8=><’&+,+-./01+23+456+789:;<= 作者简介 ’()* $
(下转第 D7 页)
5667 !" 8 # $ %" 889 #& :%;8 5667 1%3;889
酿酒科技 !"#$%&’()*"+, -."/+./ 0 1/.2+%3%,4
!" 8’# ・ !" # 酒糟清液固形物含量 ] ——— 8’# 湿酒糟固形物含量 ] !#
酒精固形物含量 ] —— —— —^8_
式中: (*, ) ; !—酒糟总量 (S \ S ) ; " —酒糟清液固形物含量, @
# —分离设备用固形物的分离率, @。
" 在生产 过 程 是 一 个 测 定 值 , 分 离 设 备 一 旦选定, F值是一个定值。