大型汽轮机末级叶片发展及事故分析
汽轮机叶片断裂原因分析及防范措施
汽轮机叶片断裂原因分析及防范措施伍爵技术协作信息技术推广与应用汽轮机叶片断裂原因分析及防范措施武有军李恒坤/蒙华泰热电厂摘要:由于汽轮机叶片工作务件恶劣,受力情况比较复杂,断裂事故较常发生,且后果又比较严重,所以对叶片断裂的原因进行分析, 同时提出相关防范措施就显得尤为重要,文章就此进行分析.关键词:汽轮机;叶片断裂一,引言在汽轮机发生的事故中,由于汽轮机叶片损坏而发生的占主要部分,而这其中汽轮机叶片的断裂,对机组的运行来说是一种危害甚大且较多发生的故障.叶片断裂事故的防止,又因单机容量日益增大,叶片长度增加,叶片的工作应力上升而变得13趋复杂.因此,找出叶片断裂的原因并提出预防措施,这对汽轮机的安全运行是很有必要的.二,汽轮机叶片的组成1.叶型:叶片的主要工作部分,汽流通过由相邻叶片的型线部分构成的通道,完成能量转换.2.叶根:将叶片固定在转子叶轮上的装配部分.3.围带,拉筋等:属于连接件,把几只或整圈叶片连成叶片组,并可调整叶片的自振频率和减少叶片所受的动应力.三,叶片断裂的主要现象分析1.汽轮机内或凝汽器内产生突然的声响.2.机组振动突然增大或抖动,轴向位移显示增大或摆动.3.叶片损坏较多时,同样负荷下蒸汽流量增加,监视段压力上升.4.断裂的叶片可能进入抽汽管道,造成逆止门卡涩等.5.停机惰走或盘车状态能听到金属摩擦声.6.可能引起轴瓦温度和回油温度升高,这是因转子平衡遭到破坏而造成的,同时推力瓦温度上升.7.停机过程经过临界转速区时振动明显增加.四,汽轮机叶片断裂的原因分析众所周知,热电厂汽轮机叶片,特别是动叶片,所处的工况条件及环境极为恶劣.主要表现在应力状态,工作温度,环境介质等方面.汽轮机在工作时,动叶片承受着最大的静应力及交变应力.静应力主要是转子旋转时作用在叶片上的离心力所引起的拉应力,叶片愈长, 转子的直径及转速愈大,其拉应力愈大.所以处于次末级的这两失效叶片,受到了相当大的拉应力.此外,由于蒸汽流的压力作用还产生弯曲应力和扭力,叶片受激振力的作用会产生强迫振动;当强迫振动的频率与叶片自振频率相同时即会引起共振,振幅进一步加大,交变应力急剧增加,会导致叶片发生疲劳断裂.汽轮机的每一级叶片工作温度都不相同,第一级叶片所处的温度最高,大约535~C左右;随后由于蒸汽逐级做功,温度逐级降低,直到末级叶片将降低到IO0~E以下.这两片次末级失效叶片所处的温度是95℃,在这个部位会有游离水分子存在,游离水分子由于过冷凝结成水滴,冲击动叶片进汽侧背弧面,造成水冲蚀.叶片在水蒸汽介质中工作,其中多数是在过热蒸汽中工作,末级叶片是在潮湿蒸汽中工作;过热蒸汽中含有氧,会造成高温氧化腐蚀,生成腐蚀性盐而影响叶片的疲劳强度;湿蒸汽区,可溶性盐垢(如钠盐)吸收水珠成为电解液,造成电化学腐蚀.汽轮机叶片的点蚀是一个电化学的过程.金属与电解质相互作用,阳极发生溶解,铁原子失去电子成为Fe.叶片表面钝化膜的不均匀或破裂,微区化学成分的差异,残余应力较高均为产生点蚀的原因,当介质中含有活性阴离子(c1]时,它们被吸附在金属表面某些点上,形成微电池.膜破坏处成为阳极,而未破坏处为阴极.由于阳极面积比阴极小得多,阳极电流密度大,很快被腐蚀成小孔,溶液中的cl—随着电流向小孔里迁移,使小孔内金属氯化物浓度升高.由于氯化物的水解,小孔内溶液的酸度增加,加上小孑L内氧的供应困难,阻碍孔内金属的再钝化,使孑L内金属处于活化状态,不断受到腐蚀.在交变应力的作用下,在点蚀坑底部会有应力集中而促进裂纹的萌生,形成微裂纹,继而扩展成宏观裂纹,当裂纹扩展到一定的程度时,叶片发生最终的断裂,整个过程是一个腐蚀疲劳断裂过程.此外,由于叶片根部松动,叶根参加振动,使叶根之间或叶片与叶轮机接触面产生往复微量相对摩擦运动而造成机械损坏.同时摩擦表面材料晶体滑移和硬化,使硬化区内产生许多平行的显微裂纹,并不断扩展,从而引起疲劳断裂.五,防范措施探讨1.机组启动前必须对来汽管道充分疏水,启动中蒸汽须保持较高的过热度,当启动或运行中蒸汽温度突然直线下降50%或lOmin内下降50~C时,应立即打闸停机或者发现汽温突然下降,并且来汽管道,主汽门,调节汽门冒白汽时,也应立即果断打闸停机.2.机组启动前应将轴向位移保护投入,运行中不得将轴向位移保护退出,特别是启动中,进行主汽门,调节汽门严密性试验时,轴向位移保护动作后不得以怀疑其误动为理由退出保护强行挂闸.在轴向位置指示达到定值,如保护不动作时,应立即打闸停机.3.并列运行的机组要有串联截止门,保证减温水管路切断可靠,以防止停机状态或启动给水泵后水漏入热态的汽轮机.锅炉打压时,要采取严密的措施阻隔水进入母管.4.采取防止加热器满水返人汽缸的措施,尤其是抽汽逆止门不严密或者加热器铜管易破裂的机组,要经常监控水位变化.5.完善调节各抽汽门等可能有水进入汽缸的温度测点,以便于及时监视汽缸进水或进冷汽并定期试验,确保抽汽逆止门动作可靠,严密不漏.6.改进疏水系统使其管道,联箱,容器的断面或容积适应疏水量的需要,并按压力合理布置进入联箱,容器的位置顺序,确保各级疏水畅通,不发生疏水压力升高返入汽缸.在机组整体布局设计上,一定要注意疏水联箱的底部标高应高于凝汽器热水井最高点的标高,必要时可开大级间疏水孔或取消疏水环,抽汽机组要保证抽汽口间的联络疏水常通.7.确保门杆漏汽管道和汽机溢汽管道上的逆止门动作可靠,截止门严密不漏,防止除氧器满水返入汽缸.8.新机组验收时应检查确定叶片经探伤,测频合格.投产后大修中应对叶片进行损伤检查,发现问题及时解决.9.经常保持系统频率在合格范围内运行,并尽可能减少机组在偏离正常频率下的运行时间.1O.机组运行中振动突然增加,听到甩脱叶片的撞击声,机组内部有摩擦声以及出现凝汽器铜管突然泄漏等情况,是掉叶片故障的征兆, 应按规程规定果断停运机组进行检查,切不可拖延时机,否则将造成设备严重损坏.l1.发生个别叶片断落故障后,可对断裂叶片采取对称切割叶片技术措施,还应对未断落的叶片全面进行探伤,测频检验,确认无问题后方可恢复机组运行.此外,应加强机组运行中的监视,尤其是在机组启,停,加减负荷过程中,必须加强对汽压,汽温,出力,真空,胀差,串轴,振动等的监视,精心调整,不允许这些参数剧烈变化,严格执行规程规定.启,停机过程应按照操作票和启,停机睦线逐步进行操作;同时还要加强汽,水品质的监督,防止叶片结垢,腐蚀;另外,若停机时间较长,应做好保养工作,现经常用的方法是真空干燥法,有效地防止了通流部分锈蚀.充分利用机组大修,小修机会对叶片进行重点检查和探伤,及时发现问题,从而把事故消灭在萌芽之中.参考文献【1】谢永慧,孟庆集:汽轮机叶片疲劳寿命预测方法的研究Uj,西安:西安交通大学,2002;【2】王江洪,齐琰,苏辉等:电站汽轮机叶片疲劳断裂失效综述01,汽轮机技术,2004;【3】程绍兵,刁伟辽:300MW汽轮机叶片点蚀损伤机理分析及预防措施UJ,热力发电,2003;【4】韩彦波:汽轮机叶片裂断事故剖析[1],黑龙江科技信息,2007.?l35?。
大型汽轮机叶片事故原因分析正式样本
文件编号:TP-AR-L5231In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives.(示范文本)编制:_______________审核:_______________单位:_______________大型汽轮机叶片事故原因分析正式样本大型汽轮机叶片事故原因分析正式样本使用注意:该解决方案资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。
材料内容可根据实际情况作相应修改,请在使用时认真阅读。
在火电厂、核电厂机组运行过程中,汽轮机叶片工作在高温、高压、高转速或湿蒸汽区等恶劣环境中,经受着离心力、蒸汽力、蒸汽激振力、腐蚀和振动以及湿蒸汽区高速水滴冲蚀的共同作用,再加上难以避免的设计、制造、安装质量及运行工况、检修工艺不佳等因素的影响,常会出现损坏,轻则引起汽轮发电机组振动,重则造成飞车事故。
因此,汽轮机叶片的安全可靠直接关系到汽轮机和整个电厂的安全、满发。
汽轮机叶片事故长期困扰电厂机组的安全经济运行。
从国内统计数据看,叶片损坏事故占汽轮机事故的30%。
叶片损坏的位置,从围带到叶根都有。
据日本历年的统计资料,各部位出现损坏的百分率见表1。
此外,汽轮机各级叶片的损坏机会是不均匀的,据美国对50台大型机组的统计,叶片事故几乎全发生在低压缸内,其中末级占20%,次末级占58%,而且集中区是高压第一级,即调节级。
据日本的统计,也有20%的事故发生于此。
因此,在汽轮机设计和运行时,均应注意这些部位。
电站汽轮机低压转子次末级叶片开裂原因分析

电站汽轮机低压转子次末级叶片开裂原因分析叶片是电站汽轮机中完成能量转换的重要部件,汽轮机叶片工作条件恶劣,长期在高温、高压介质环境中做高速旋转,承受相当大的应力,同时还要传递动蒸气产生的扭矩,受力情况复杂。
电站汽轮机有多级叶片,每级叶片又有多只叶片,只要其中一只叶片出现问题,就有可能发生事故,导致机组停运,造成重大经济损失。
因此,汽轮机叶片的可靠性对火电机组安全、稳定运行有十分重要的意义。
蒙西某火电厂200MW机组在检修中发现汽轮机低压转子正反向次末级叶片叶身发生多处横向开裂。
该汽轮机是哈尔滨汽轮机厂有限公司生产的,型号C145/N200-12.7/535/535,为超高压、一次中间再热、三缸两排气、单抽气冷凝式汽轮机,该机主蒸气温度为535℃,主蒸气压力为12.75MPa,再热蒸气温度535℃,再热蒸气压力2.18MPa。
叶片材质2Cr13。
次末级叶片发生开裂现象,给机组的安全稳定运行带了来极大的威胁。
本文对该汽轮机叶片开裂原因进行分析,并提出针对性建议,以防止同类型事故的再次发生,提高机组运行的安全性和可靠性。
1. 汽轮机次末级叶片开裂试验分析(1)宏观形貌观察从现场渗透检测结果可看出,开裂现象都发生在次末级叶片,开裂部位均位于叶片拉筋与叶根之间近拉筋侧,裂纹垂直于叶片长度方向,如图1所示。
对开裂叶片进行宏观观察,发现叶片进气侧表面存在大量腐蚀坑。
选取开裂严重的一只叶片,将开裂部位打开进行断口宏观形貌检查。
叶片断口表面齐平,未见明显的塑性变形,也未见明显的机械损伤等缺陷。
断裂面是典型的疲劳断口,断口上初始断裂区、裂纹扩展区等特征区域清晰可辨,开裂起源于叶片出气侧边缘圆弧处,并向进气侧扩展,开裂方向与叶片长度方向垂直。
起裂区所占面积较小,断口的大部分为扩展区,有典型的“海滩状”疲劳条带形貌,如图2所示。
图1 低压转子次末级叶片开裂渗透检测照片图2 开裂叶片表面及断口宏观形貌图3 叶片断口SEM形貌(2)断口SEM检测利用扫描电子显微镜(SEM)对断口进行观察,可以看出,断口初始断裂区呈现典型的“冰糖状”晶间开裂形貌,晶粒较为细小,伴生有较多的晶间裂纹;在近起裂区的断口边缘存在腐蚀坑,深度约为0.2mm,腐蚀坑内部可观察到明显“泥坑状”形貌,具有典型的应力腐蚀特征。
我国大型汽轮机叶片运行状况的研究和对策-中国电力设备管理网
我国大型汽轮机叶片运行状况的研究和对策刘志江袁平国家电力公司热工研究院(陕西西安 710032)0 前言叶片是汽轮机的关键零件,又是最精细、最重要的零件之一。
它在极苛刻的条件下承受高温、高压、巨大的离心力、蒸汽力、蒸汽激振力、腐蚀和振动以及湿蒸汽区水滴冲蚀的共同作用。
其空气动力学性能、加工几何形状、表面粗糙度、安装间隙及运行工况、结垢等因素均影响汽轮机的效率、出力;其结构设计、振动强度及运行方式则对机组的安全可靠性起决定性的影响。
因此,全世界最著名的几大制造集团无不坚持不懈地作出巨大努力,把最先进的科学技术成果应用于新型叶片的开发,不断推出一代比一代性能更优越的新叶片,以捍卫他们在汽轮机制造领域的先进地位。
在1986~1997年间我国电力工业得到持续、高速发展,电站汽轮机正在实现高参数大容量化。
据统计,到1997年底,包括火电、核电在内的汽轮机装机容量已达到192 GW,其中火电250~300 MW机组128台,320.0~362.5 MW机组29台,500~660 MW机组17台;200 MW及以下的机组也有很大发展,200~210 MW机组188台,110~125 MW机组123台,100 MW机组141台。
核电汽轮机最大容量为900 MW。
随着我国电站汽轮机大容量化,叶片的安全可靠性和保持其高效率愈显得重要。
对于300 MW及600 MW机组,每级叶片转换的功率高达10 MW乃至20 MW 左右,即使叶片发生轻微的损伤,所引起的汽轮机和整台火电机组的热经济性和安全可靠性的降低也是不容忽视的。
例如,由于结垢使高压第1级喷嘴面积减少10%,机组的出力会减少3%,由于外来硬质异物打击叶片损伤以及固体粒子侵蚀叶片损伤,视其严重程度都可能使级效率降低1%~3%;如果叶片发生断裂,其后果是:轻的引起机组振动、通流部分动、静摩擦,同时损失效率;严重的会引起强迫停机,有时为更换叶片或修理被损坏的转子、静子需要几周到几个月时间;在某些情况下由于叶片损坏没有及时发现或及时处理,引起事故扩大至整台机组或由于末级叶片断裂引起机组不平衡振动,可能导致整台机组毁坏,其经济损失将以亿计,这样的例子,国内外并不罕见。
某电厂汽轮机叶片断裂事故分析
某电厂汽轮机叶片断裂事故分析摘要:本文通过对某电厂汽轮机叶片断裂事故的分析,找出失效的原因,为汽轮机的安全运行提出可行性的建议,为电厂排除安全隐患。
希望结合该电厂的此次事故,为其它电厂提供借鉴。
关键词:汽轮机;叶片;失效事故1.概述汽轮机是发电厂主设备之一,而叶片是其最关键的部件,运行中若稍有不慎则极易对叶片造成损害,轻则造成汽轮机振动过大使机组效率降低,重则造成叶片的断裂让整台机组因事故停机造成更大的经济损失。
叶片断裂发生在某电站,事故当天凌晨1点20分,该电站1号机组正常运行,集控系统上突然显示#1~#6轴瓦的振动异常增大。
值班员发现情况后立即降低负荷,但轴瓦振动值无明显下降,只能停机检查。
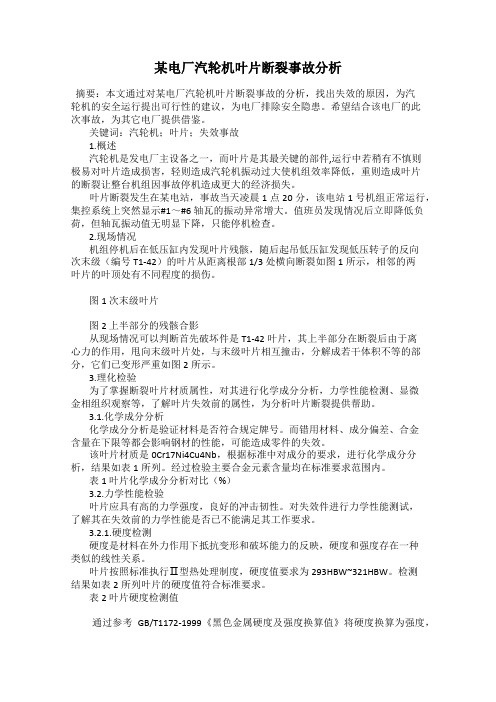
2.现场情况机组停机后在低压缸内发现叶片残骸,随后起吊低压缸发现低压转子的反向次末级(编号T1-42)的叶片从距离根部1/3处横向断裂如图1所示,相邻的两叶片的叶顶处有不同程度的损伤。
图1 次末级叶片图2 上半部分的残骸合影从现场情况可以判断首先破坏件是T1-42叶片,其上半部分在断裂后由于离心力的作用,甩向末级叶片处,与末级叶片相互撞击,分解成若干体积不等的部分,它们已变形严重如图2所示。
3.理化检验为了掌握断裂叶片材质属性,对其进行化学成分分析,力学性能检测、显微金相组织观察等,了解叶片失效前的属性,为分析叶片断裂提供帮助。
3.1.化学成分分析化学成分分析是验证材料是否符合规定牌号。
而错用材料、成分偏差、合金含量在下限等都会影响钢材的性能,可能造成零件的失效。
该叶片材质是0Cr17Ni4Cu4Nb,根据标准中对成分的要求,进行化学成分分析,结果如表1所列。
经过检验主要合金元素含量均在标准要求范围内。
表1 叶片化学成分分析对比(%)3.2.力学性能检验叶片应具有高的力学强度,良好的冲击韧性。
对失效件进行力学性能测试,了解其在失效前的力学性能是否已不能满足其工作要求。
3.2.1.硬度检测硬度是材料在外力作用下抵抗变形和破坏能力的反映,硬度和强度存在一种类似的线性关系。
710 mm末级叶片疲劳断裂事故解析

山 东 化 工 收稿日期:2020-04-10作者简介:张向军(1985—),注册无损检测高级工程师,从事电厂锅炉、汽轮机、金属技术监督管理工作。
710mm末级叶片疲劳断裂事故解析张向军1,王 强2,苏焕朝3,张 琼4(1.华电电力科学研究院有限公司西安分院,陕西西安 710054;2.华电山西能源有限公司,山西太原 030006;3.华电国际朔州热电分公司,山西朔州 036000;4.西北电力建设第三工程有限公司,陕西咸阳 712021)摘要:通过现场调查、断口分析和理化检验,以及机组运行期间所检出710mm叶片裂纹分布情况的表明,事件原因为机组叶顶围带损伤使叶片在非设计状态下运行,叶片断裂部位疲劳损伤,在应力集中部位(叶片端面起始变截面处)优先形成裂纹并逐步扩展造成叶片疲劳失效。
本文对事件发生的原因进行分析,提出了事件处理及防范措施。
关键词:710mm叶片;疲劳损伤;原因;防范措施中图分类号:TQ515 文献标识码:B 文章编号:1008-021X(2020)11-0114-03 汽轮机叶片按其工作性质可分为动叶片及静叶片两种类型。
动叶片又称为工作叶片,主要起传递动力的作用;静叶片又称为导向叶片,主要起导向流体的作用[1-2]。
由于叶片工作条件恶劣,受力情况复杂,断裂事故经常发生,且后果又较严重,所以对叶片断裂事故的分析研究至关重要。
叶片断裂事件原因为机组叶顶围带损伤使叶片在非设计状态下运行,叶片断裂部位疲劳损伤,在应力集中部位(叶片端面起始变截面处)优先形成裂纹并逐步扩展造成叶片疲劳失效[3-5]。
图1 末级叶片断口情况(叶轮侧)某电厂3号汽轮机为亚临界、一次中间再热、单轴、三缸两排汽、可调整抽汽式凝汽式汽轮机,型号为C330/N200-16.7/539/540。
汽轮机共有八段非调整抽汽。
汽轮机分为高压缸、中压缸、低压缸,高压缸共12级,第1级为单列调速级,其余各级均为压力级;中、低压缸各有10级压力级;低压缸对称分流各6级。
650MW核电汽轮机低压次末级动叶片根部断裂原因分析与处理
650MW核电汽轮机低压次末级动叶片根部断裂原因分析与处理王宏星1,葛海华2(1.海南核电有限公司商务合同处,海南昌江572733;2.中核核电运行管理有限公司物资采购处,浙江海盐314300)摘要:秦山第二核电厂650MW汽轮机低压次末级动叶片发生断裂,导致机组紧急停机。
文中通过对叶片断裂缺陷的根本原因分析,提出改进现有结构叶片型式,利用凸台拉筋整圈连接避开叶片高频共振区域,通过制造叶片试样进行试验论证,证明改进措施是合理可行的。
对海南核电650MW汽轮机的运行与检修提供了借鉴与参考。
关键词:汽轮机;低压次末级动叶片;断裂;振动中图分类号:TK263.3文献标志码:A文章编号:1002-2333(2017)12-0166-04 Treatment and Analysis on Root Fracture Causes of Low-pressure Last Stage Moving Blade in650MW NuclearPower TurbineWANG Hongxing1,GE Haihua2(1.Business Contract Agency,Hainan Nuclear Power Co.,Ltd.,Changjiang572733,China;2.China Nuclear Power Operation Management Co.,Ltd.,Haiyan314300,China)Abstract:The root fracture of low-pressure last stage moving blade in650MW nuclear power turbine of Qinshan second nuclear power plant causes an emergency shutdown.This paper analyzes cause of blade fracture defect,and improves existing structure blade type.The whole high frequency resonance region of the blade is avoided by using the whole ring of the lug boss.It is proved that the improvement is reasonable and feasible by the blade specimens.It provides reference for operation and maintenance of650MW turbine in Hainan nuclear power plant.Keywords:steam turbine;low-pressure last stage moving blade;fracture;vibration0引言叶片是汽轮机的重要零部件,在汽轮机中承担着把蒸汽的热能转化为机械能的重要任务。
汽轮机低压转子末级叶片断裂分析
测定!吉果见表$&由表$可知''号叶片除Ct、 R含量偏•,其他元素含量均符合GM/T 8732— 200#《汽轮机叶片用钢》的要求&
样品 57号叶片 GM/28732— 2004要求
!#C) 06028 $06055
表@ 57号叶片化学成分分析结果
!#S?) !#0B) !#1?) !#CT) !#C8)
中图分类号:TK26! !
文献标志码:G
文章编号:&:'&-08:H(202&)0#-02"!-0"
!"#&%&;<%:)DEBI?JK@L$%$&%#%%:
Q7%06&7()*%+,'-'4.762(/%'696%3(:+%=(-*
/.<IS7('&7(J.6.7.496(%H1&78-*(
!"(V'"H"%!1'"Q,%)@.%) (Shanghai 4ua9ia% Nin'a%) A%er)? Co., Lt9., Shanghai 20**08, China)
#)汽轮机低压转子末级的57号叶片断裂( 12号叶片存在裂纹,2根叶片缺陷位置具有一致 性,均为叶片进汽侧距叶顶280 ==的司太立合 金与叶片母材交界处。该处存在结构上不连续, 易产生应力集中&在长期运行中,由于水蚀及应 力集中的共同作用,叶片产生疲劳裂纹&在对机 组低压转子末级叶片进行磁粉检测时,发现共有 33根叶片在该位置存在裂纹或开口缺陷&
号叶片上切取2个拉伸试样,编号为57-1(7-2( 12-1和122,具体取样位置见图:&
快速处理15MW汽轮机断叶片事故
快速处理15MW汽轮机断叶片事故摘要:随着我国社会主义社会的不断发展和建设,我国的科学技术水平也不断提高,越来越多的高科技产品出现,这些产品进入市场,给我们的生产生活又带来了一项保障措施。
近年来,企业使用的电力系统汽轮机叶片事故时有发生,因此造成了大量的人力、物力以及财力等的浪费,下面本文通过对15 MW汽轮机断叶片事故发生时,对其原因进行分析,并提出了快速简便的解决方法,进行了有效地处理,通过打断180度方向上另一个叶片的方法,从而取得了较好的成果,共同促进了汽轮机机组的安全稳定的运行过程。
关键词:快速处理15 MW汽轮机断叶片事故伴随着我国经济水平的不断提高,我国的汽轮机在设计、加工、使用等方面的技术水平不断提高,随着修理技术的提高,汽轮机叶片事故的发生率也降低。
但是,事故的发生率降低不代表没有事故发生,仍然有汽轮机事故发生,每次事故发生时都会造成人力、物力和财力的较大浪费,因此加强并改进汽轮机维修技术水平,同时做好提前的预防维护管理至关重要,这样就可以及早的发现汽轮机叶片存在的问题,本文通过对快速处理15 MW汽轮机断叶片事故,从而提出有效地的解决办法以供日后利用。
1 事故发生状况在汽轮机运行过程中,突然出现了其中一台15 MW抽凝机的凝结水质不达标,通过对凝结水质进行化学检测,得出的检测结果是除盐水质外全部正常。
针对出现的问题,对运行中的汽轮机进行检测,当靠近汽轮机机组时发现运行层地坪抖动轻微增加,但是汽轮机机组的声音没有任何变化,其他也没有什么问题。
针对这一现象,立刻取出了震动表来检测汽轮机机组的所有轴承的各个方向上的振动情况,检测结果发现,汽轮机机组的前轴承的垂直振动达到了45 um,然而汽轮机的后轴承的水平振动却超过了60 um,其他轴承的检测结果没有大的变动,但是该组汽轮机机组在正常运行时各轴承的振动幅度都是在30 um以下的,通过本次振动检测,发现前后轴承都出现了问题。
根据轴承问题,可以确定是汽轮机末级断叶片事故发生了,并且断落的叶片已经击断了凝汽器的铜管,于是要求立刻关掉机器,进行维修。
某汽轮机断叶片故障案例分析(2)
某汽轮机断叶片故障案例分析(2)叶片断裂是大型旋转机械中典型的不平衡类故障,同时也是会给机组带来非常严重后果的故障之一。
我们再来回顾一下:机组振值的突然跳变有三种可能:叶片断裂、异物进入和垢层脱落。
它们的故障机理和不平衡故障是相同的,主要特征有三条:1.振动的通频振幅在瞬间突然变化;2.振动的特征频率是转子的工作频率;3.工频振动的相位也会发生突变。
第一部分:设备概况首先我们还是来看一下本期所要讲述的设备的基本情况。
该合成气机组由汽轮机驱动压缩机。
其中,汽轮机振动的报警门限为70μm,联锁门限为100μm,机组总貌图如图1所示。
图1 合成气机组总貌图第二部分:故障现象2017年8月24日11:29分,合成气汽轮机四个通道在转速未做调整的情况下,汽轮机进汽侧两通道振值突然出现大幅跳变。
从稳定运行时的30μm,变化至60μm左右,变化时间在2s以内;排汽侧也同步小幅变化了10μm左右。
随后机组运行过程中,汽轮机各通道振值随转速变化始终比较同步,见图2。
图28月24日振动通频趋势图由于没有到达报警值,用户研究决定继续观察运行。
机组运行至11月30日21:20时,汽轮机四个通道振值再次出现大幅跳变。
表现为进汽侧两个通道下降(我们在第一讲的时侯说明过,振动突然下降也是非常危险的),排汽侧两个通道大幅上升,最大达到80μm,见图3,随后机组降转速运行,振值最大达到95μm,不得不停机检修。
图311月30日振动通频趋势图第三部分:原因分析2017年8月24日汽轮机第一次出现振值跳变时刻,各通道GAP电压趋势稳定,说明传感器系统正常,为真实信号;对比相关工艺量数据,均无明显同步关系,因此可排除工艺调整方面的原因。
结合振动图谱,发现引起振值变化的主要特征频率为1X,且1X相位同步发生大幅变化(见图4、图5)。
图4 第一次突变时1X幅值趋势图5第一次突变时1X相位趋势在振值突变时刻,波形图清晰地记录了这一时刻的突变过程,频谱图上丰富、活跃的低频成分表征了振动跳变的过程中出现了碰摩(见图6)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第!期总第"!!期内蒙古科技与经济#$%!,&’("!!&’)**+(,--.年,月/00(12$03$4)567)(07(8(7’0$4$39:;7$0$<9=!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!(>%,--.大型汽轮机末级叶片发展及事故分析李霞"(呼和浩特热电厂汽机车间,内蒙古呼和浩特-"--!-)摘要:文章阐述了国内外火电站汽轮机末级叶片发展情况,对其产生裂纹和断裂事故的原因进行了分析,简要提出了末级叶片运行条件监测及提高其可靠性的途径。
关键词:汽轮发电机;机末级叶片;事故;分析中图分类号:82?""%,@文献标识码:A文章编号:"--.—?B,"(,--.)-!—--B?—-,目前,大型火电汽轮机末级至少占汽轮机功率输出的"-C ,因此级效率每增加"C ,将会使汽轮机的热耗降低-%"C 。
这是非常吸引人的数字。
但大功率汽轮机末级叶片可能面临的问题是,要求设计出有效终压为排汽压力,蒸汽膨胀和余速损失最小的末级叶片;要求末级总环形面积趋于和汽轮机额定功率成正比。
目前实现此目的有两种途径:其一是增加低压通流级数,这种办法简单易行,但是增加低压通流级数会使轴系振动、胀差问题随着轴的长度增大而变得严重;其二是制造更长的叶片。
当前汽轮机厂家对上述两种方法是兼而有之。
在运行中,国内外都有不同程度的叶片裂纹和断裂事故,其原因是复杂的,找出主要原因,提高可靠性显得非常必要。
"大型机组末级叶片的发展早在,-世纪.-、D-年代,大型火电站的汽轮机末级叶片就发展很快。
据资料记载,美国通用电气和西屋公司分别研制出.D.<<及DE"<<叶片,并在!E-2F 及?--2F 机投入使用;日本三菱公司、日立公司及东芝公司成功地将"-"?<<末叶用于?--2F 火电机组;列宁格勒金属工厂很早就研制出"-,-<<末叶用于D--2F 机。
目前火电机组投入使用的末级叶片已达"-@"<<。
阿尔斯托姆最近开发了"-B,<<末级叶片。
国内火电机组末级叶片有?D -<<,."-<<,D E "<<,B -B <<,"-"?<<等,分别用于,--2F ,!--2F ,?--2F 等系列机组。
现设计的末级叶片均采用最佳速比、反动度和三元流计算方法,使径向和轴向的流体分布更趋合理;采用高效率的动叶型,光滑的子午面通道结构等,从而大大地提高了级效率。
概括来讲,汽轮机末级叶片有!种结构形式,即自由叶片、成组叶片及由围带和G 或拉筋连接的整圈叶片。
从国内外汽轮机制造厂家来看,HHI 、A44)*J7’51<(1*、KFL 等公司采用过自由叶片,美国通用电气、西屋公司、三菱、日立、列宁格勒金属工厂等多采用成组叶片。
从动力学的观点来看,自由叶片流型好、应力集中强度较低、其振型少,而且易于计算,但其最大的缺点是对抗拉强度要求高,故叶根很宽,这样沿叶高的递减率很大,叶顶的挠性大,极容易产生颤振。
成组叶片及整圈叶片是通过围带与叶顶铆接进行固定。
当然围带也可以与叶片整锻而成,而后彼此焊接在一起。
同样拉筋也可以和叶片锻成一体,或松拉筋型式。
美国通用电气和西屋公司等采用的成组叶片为每组@只或?只不等,通过自身围带和阻尼拉筋连在一起。
国内DE"<<和"-"?<<叶片为成组连接,?D-<<、."-<<叶片为铆接整圈围带,拉筋为整圈松拉筋。
与叶轮相衔接的叶根有倒8型、双倒8型、外包菌型、枞树型及叉型。
美国通用电气公司及西屋公司多采用枞树型叶根,国内,--2F 机的末级叶片叶根为五叉型和七叉型,通过定位销与叶轮轮缘锁定。
,末级叶片断裂事故原因大型汽轮机末级叶片的可靠性是一个十分复杂的问题,它涉及到空气动力学设计、机械设计及材料选用的标准等。
在.-M D-年代初,国内外末级叶片断裂事故频繁发生。
在二部(机械部、电力部)从西屋公司引进!--2F G ?--2F 火电机组技术时,在美国费城莱斯特厂就曾了解到,西屋公司先后用"-年时间对末级叶片优化和改进,在此之前通用和西屋有E-台机组的末级叶片发生裂纹和断裂事故。
其末级叶片断裂事故多发生在低压缸的电机端和调速器端。
在我国,电厂运行中叶片断裂事故也占较大比例,据不完全统计,从"B.-M "BDE 年,全国至少发生"-?"起叶片事故(包括末级叶片)。
据资料记载,前苏联从"B.E M "BDE 年大概有@--台从"?-2F 到?--2F 运行机组末级叶片发生过裂纹和断裂事故。
日本末级叶片事故率占电站事故率的E C ,西德占@C 。
总的来讲,末级叶片出现裂纹和断裂事故的原因大致可归纳如下:,%"大型汽轮机末级叶片(包括次末级)是在湿蒸?B "收稿日期:,--?J -B J "-作者简介:李霞("B.-J ),女,"BBE 年.月毕业于沈阳电力高等专科学校热能动力专业,现在呼和浩特热电厂汽机专业工作,职称:助理工程师。
李霞大型汽轮机末级叶片发展及事故分析!""#年第$期汽条件下工作的,加之末级动叶叶顶的线速度为超音速,如通用电气#%!&&的末叶,其叶顶的线速度为’()&*+;(’)&&的末叶,其叶顶的线速度为’,-&* +;)")%&&的末叶,其叶顶的线速度为%’#&*+。
相对应的马赫数为).$’、).%和).##,这样对末级叶片的水蚀和水涮更为严重。
!.!末级叶片材料的抗疲劳性能如何,特别是在湿蒸汽工作条件下的材料抗腐蚀能力,对末级叶片的可靠性非常关键。
目前国内外汽机末级叶片均采用铬合金钢材料,但这种系列材质的机械性能,诸如屈服点、延伸率、断面收缩率和抗拉强度都难以再提高。
也就是说材料已达到相对极限,如要求采用更高强度和抗腐蚀疲劳的材料,只能采用钛合金。
但其费用太高,且钛合金叶片的机加工也颇为困难。
!.$国内外汽轮机制造厂家对末级动叶的进汽边进行防水蚀保护,国外多采用钎焊司太立合金片,我国早期采用电火花强化等措施,目前!""/0机末级进汽边用中频淬硬,$""/0采用高频淬硬,但均不太理想。
另外钎焊司太立合金片经长期运行有可能贴合面不牢,钎焊质量不好,会造成局部应力过大。
现在国外一些机组开缸后发现末级叶片的出汽边而不是进汽边水蚀严重,包括从叶根到叶片总长的’"12%"1部分,很容易发生裂断,其原因是在长期低负荷工作下,末级叶片根部区发生汽动涡流的反向流动所致。
!.-末级叶片的可靠性必须对频率特性进行详细计算。
美国西屋公司对长为)")%&&,-片为一组的叶片,将其工作频率调整到转动频率的倍频,但实际上叶栅的工作频率相对网频的偏差有严格的要求和规定。
如苏联规定叶片可靠性工作范围是-,2’"34,但当降低到-#2-,34时只能工作几分钟。
美国也做了硬性限制,末级叶片长期的工作频率范围不能大于正负)1。
众所周知,末级叶片长期在低周波运行条件下,则会产生低周波疲劳(567),若末级叶片在低周波疲劳和长期低负荷运行条件下,则会加速叶片出现裂纹并导致断裂。
!.’据美国电力研究院(89:;),)!专题报告第一部分第三章阐述,美国国内’"台机组末级叶片事故占叶片总事故的#’1。
这些事故多由工作介质的腐蚀性、材料性能的缺陷及振动疲劳应力的相互作用所致。
从开缸检查来看,多在叉型叶根的定位销处产生应力腐蚀裂纹。
西屋公司对大部分叶片事故部位进行沉淀分析,发现该部位有氯化物。
氯化物主要是氯化钠和氢氧化钠。
它们对叶片有强裂的腐蚀作用。
目前一致认为氯化物的腐蚀作用是导致叶片断裂的主要原因之一。
西屋公司曾在茵西纳(8<6;<=)电厂->机进行挂片试验,发现末级叶片处于盐溶区,从而再次证明氯化物对叶片材料的腐蚀作用会使湿蒸汽区叶片材料的疲劳强度显著降低,叶片长期处于盐溶区会导致出现裂纹和断裂。
!.%末级叶片叶根与叶轮轮缘装配在一起。
这是汽轮机应力最集中的部位。
加之末级叶片直径大,动态离心力也大,这些因素要求叶片材料必须有超常的抗疲劳强度,若经机加工后的叶根与叶轮轮缘的紧配合精度达不到要求,则很难确保叶片不发生断裂事故。
!.#众所周知,在同一级末级叶片实测的各叶片在同一振型下的固有频率并不完全相同。
这种叶片的频率离散性是由制造和装配工艺的差异引起的,叶片材料的机械性能因材质和热处理的离散性也不完全相同,这就致使各叶片的频率有一定差别。
严格来讲末级叶片的设计因其是变截面叶片,应增加级的热降和根部的反动度,使其频率不等于干扰频率的倍数。
然而在特定的工作条件下,并非都会令人满意。
$提高末级叶片可靠性的措施通过以上分析,可以归纳出提高末级叶片可靠性,避免断裂事故的措施有如下各点。
$.)提高材料的抗疲劳性能。
但就当前末级叶片的材料来看,单纯地提高材质的抗疲劳性能有一定问题,还应提高和改善其它诸方面因素:汽水品质、结构设计、运行条件、系统性能等,以补偿材料的抗疲劳性能。
$.!严格控制蒸汽的化学品质。
为了不使末级叶片处于盐溶区工作条件下,就必须保证蒸汽的品质。
西屋公司曾对!"多个电厂蒸汽的化学品质进行监视,并通过诊断中心,指导电厂运行人员采取措施,保证工作介质处于良好状态。
目前市场已经能买到蒸汽化学品质监视器,它能指示出低压末级叶片所处的工作环境是否在盐溶区域。
$.$改进叶片的结构设计:末级叶片的固有频率取决于质量分布半径、惯性矩、转子刚性、燕尾槽刚性及拉筋位置和刚性。
其固有频率应正好处于两个共振频率的中间频带,避免一阶振型和产生高频振型,从而避开共振点。
末级叶片的抗振不仅仅取决于工作频率的调整,并且也取决于共振发生时其动态应力是否小。
当采用阻尼拉筋或围带时,减振程度会大大提高,但装减振拉筋和围带后,会使级效率降低".’1。
另外,过去是按稳定流场进行设计的,实际上通过叶片的汽流是非稳定的,目前提出新的分析方法来确定非稳定汽流对叶片,特别是对湿蒸汽条件下,高载荷末级叶片可靠性的影响。