冷轧板带材表面粗糙度的研究
304冷轧不锈钢表面粗糙度要求标准

304冷轧不锈钢表面粗糙度要求标准304冷轧不锈钢表面粗糙度要求标准摘要:本文将从不锈钢表面粗糙度的概念和意义入手,提供关于304冷轧不锈钢表面粗糙度的要求标准的全面评估。
我们将介绍304冷轧不锈钢的基本特性,然后探讨表面粗糙度的定义和检测方法。
随后,我们会详细阐述304冷轧不锈钢表面粗糙度的要求标准以及对应的技术指标,并分析其应用场景和影响因素。
本文将提供一些实际案例以帮助读者更好地理解这一主题,同时分享笔者对304冷轧不锈钢表面粗糙度要求标准的个人观点与理解。
一、引言304冷轧不锈钢作为一种常见的不锈钢材料,被广泛应用于多个领域,包括建筑、化工、食品加工等。
在这些领域中,不锈钢表面的粗糙度对于材料的使用性能和视觉效果至关重要。
制定并遵守304冷轧不锈钢表面粗糙度的要求标准,成为保障产品质量的关键步骤。
二、304冷轧不锈钢的基本特性304冷轧不锈钢是一种具有良好耐腐蚀性和机械性能的不锈钢材料。
其主要成分包括铬、镍、锰和少量碳等元素。
这些元素的组合赋予了304冷轧不锈钢高抗腐蚀性、良好的可塑性和焊接性等特点,使其成为广泛使用的不锈钢材料。
三、表面粗糙度的定义和检测方法表面粗糙度是指材料表面微观凹凸不平的程度。
通常使用Ra值来描述表面粗糙度,它代表了一定长度范围内表面轮廓的平均高低差。
测量表面粗糙度的常用方法包括光学仪器和电子仪器。
其中,常见的测量仪器有表面粗糙度计和扫描电子显微镜等。
四、304冷轧不锈钢表面粗糙度的要求标准根据不同的应用需求,对304冷轧不锈钢表面粗糙度的要求标准也有所不同。
在建筑领域中,表面粗糙度的要求相对较高,一般控制在Ra 0.2-0.4μm范围内。
而在食品加工行业中,对表面粗糙度的要求更为严格,通常控制在Ra 0.1-0.3μm范围内。
除了Ra值以外,还有一些其他指标,如Rz值、Rt值等,用于综合评估304冷轧不锈钢表面的粗糙度。
五、304冷轧不锈钢表面粗糙度要求标准的影响因素304冷轧不锈钢表面粗糙度的要求标准受到多种因素的影响。
冷轧板带材表面粗糙度的研究

( 1) 轧 辊 表 面 磨 削 原 始 粗 糙 度 随 生 产 过 程 “衰 竭 ”, 但 不 会 无 限 减 少 , 将 趋 于 一 个 定 值 , 该
值由原始值和润滑介质决定。 ( 2) 产品表面粗糙度达到一定压下率时与原
始来料表面粗糙度无关, 但受轧辊粗糙度、轧制 压力、轧制速度、乳液浓度影响。
作者简介: 孙伟君( 1972- ) , 男, 汉, 浙江东阳人, 重庆大学金属压力加工专业毕业, 在读工程学硕士, 工艺工程师。 收稿日期: 2008- 02- 27
·42·
孙伟君: 冷轧板带材表面粗糙度的研究
技术工程
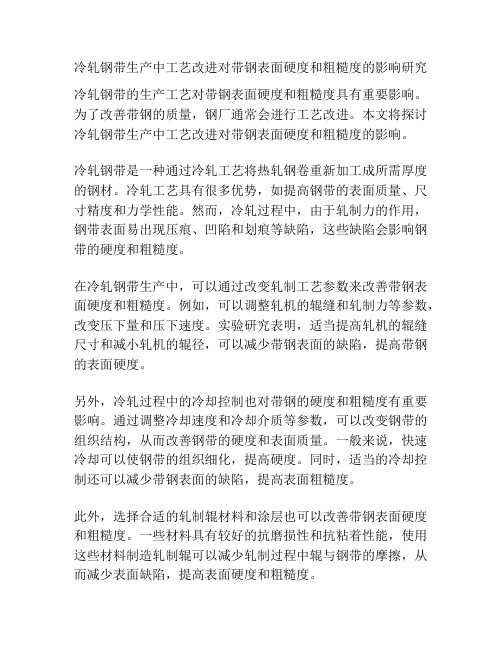
滑 冷 轧 辊 粗 糙 度 值 分 别 稳 定 为 0.8μm、 0.72μm、
5 轧制速度对冷轧表面的影响
冷轧速度快会帮助轧辊抓取润滑油以建立油 膜厚度, 速度越快, 进入变形区的乳液越多, 油 膜厚度越大, 表面粗糙度隨之增加。且过快的轧 制速度对粘度相对较大( 参照煤油) 的乳液来说,
·43·
《铝加工》
2008 年第 3 期总第 182 期
技术工程
将造成在辊面的分布不均匀, 变形区内的油膜厚 度不一致。反映在铝板表面会出现不同的粗糙度 区域, 即形成大为带状或小为条 状的 “色差” 现 象, 该缺陷经清洗后不能消除。
6 乳液浓度对冷轧表面的影响
乳液浓度对轧制表面的影响,是靠在变形区内 形成油膜的厚度来实现的, 浓度过低, 在变形区 析出油当量低, 缺乏形成基本油膜层所必需的油 分子, 不能形成流体润滑, 粗糙度增大。形成最 小流体润滑的油膜厚度必须达到 3 倍综合表面粗 糙 度 [5]。 浓 度 过 高 , 析 出 油 当 量 大 , 油 膜 厚 度 过 厚, 轧 辊 表 面 粗 糙 度 “传 导 ” 受 阻 , 铝 板 表 面 粗 糙度同样保证不了。经现场测试和研究, 结果表 明 : 2800mm 冷 轧 机 59Ц 乳 液 浓 度 保 持 在 18% ~ 22%时, 铝板带材表面粗糙度值最小。
冷轧钢带生产中工艺改进对带钢表面硬度和粗糙度的影响研究
冷轧钢带生产中工艺改进对带钢表面硬度和粗糙度的影响研究冷轧钢带的生产工艺对带钢表面硬度和粗糙度具有重要影响。
为了改善带钢的质量,钢厂通常会进行工艺改进。
本文将探讨冷轧钢带生产中工艺改进对带钢表面硬度和粗糙度的影响。
冷轧钢带是一种通过冷轧工艺将热轧钢卷重新加工成所需厚度的钢材。
冷轧工艺具有很多优势,如提高钢带的表面质量、尺寸精度和力学性能。
然而,冷轧过程中,由于轧制力的作用,钢带表面易出现压痕、凹陷和划痕等缺陷,这些缺陷会影响钢带的硬度和粗糙度。
在冷轧钢带生产中,可以通过改变轧制工艺参数来改善带钢表面硬度和粗糙度。
例如,可以调整轧机的辊缝和轧制力等参数,改变压下量和压下速度。
实验研究表明,适当提高轧机的辊缝尺寸和减小轧机的辊径,可以减少带钢表面的缺陷,提高带钢的表面硬度。
另外,冷轧过程中的冷却控制也对带钢的硬度和粗糙度有重要影响。
通过调整冷却速度和冷却介质等参数,可以改变钢带的组织结构,从而改善钢带的硬度和表面质量。
一般来说,快速冷却可以使钢带的组织细化,提高硬度。
同时,适当的冷却控制还可以减少带钢表面的缺陷,提高表面粗糙度。
此外,选择合适的轧制辊材料和涂层也可以改善带钢表面硬度和粗糙度。
一些材料具有较好的抗磨损性和抗粘着性能,使用这些材料制造轧制辊可以减少轧制过程中辊与钢带的摩擦,从而减少表面缺陷,提高表面硬度和粗糙度。
总之,冷轧钢带生产中的工艺改进对带钢表面硬度和粗糙度有着显著影响。
通过调整轧制工艺参数、冷却控制和选择合适的轧制辊材料和涂层等手段,可以改善带钢的表面质量,提高硬度和粗糙度。
这些改进措施不仅可以提高钢带的质量,也可以提高产品的使用寿命和性能。
此外,除了轧制工艺参数、冷却控制和轧制辊材料和涂层的选择,还有一些其他的改进措施可以优化带钢表面硬度和粗糙度。
首先是润滑剂和辅助设备的改进。
在冷轧过程中,润滑剂起着非常重要的作用,可以降低带钢与轧辊之间的摩擦力,减少表面缺陷的发生。
传统的润滑剂通常含有铅和硫等有害物质,对环境造成污染。
冷轧钢带表面粗糙度标准

冷轧钢带表面粗糙度标准
冷轧钢带表面粗糙度的标准通常由国家标准或行业标准规定,具体标准的名称可能会有所差异。
下面将介绍一种典型的标准,供参考。
我国冷轧钢带表面粗糙度一般依照钢铁行业标准GB/T 708-2006《冷轧加工用轧钢加工带和钢带》规定。
该标准中针对冷轧钢带表面粗糙度提出了具体要求,包括表面粗糙度的测量方法、测量仪器和参考数值。
针对冷轧钢带表面粗糙度的测量方法,标准强调了采用光学方法进行测量,并提出了使用光束干涉仪、原子力显微镜等仪器的具体要求。
通过这些仪器可以获得较为准确的表面粗糙度数据。
对于冷轧钢带表面粗糙度的参考数值,标准明确了不同级别的要求。
一般情况下,冷轧钢带表面应平整、光洁,不得有崩边、飞刺、皱褶等明显缺陷。
表面粗糙度的最大平均Ra值通常在0.08-0.6微米之间,具体数值则根据冷轧钢带的应用要求而定。
总之,冷轧钢带表面粗糙度的标准是根据特定的行业标准或国家标准规定的,通过光学方法进行测量,并根据具体应用要求确定相应的参考数值。
冷轧薄钢板带面粗糙度测量方法

冷轧薄钢板带面粗糙度测量方法冷轧薄钢板是广泛应用于制造工业和建筑业等领域的重要材料,其表面的粗糙度对材料的质量和使用效果有着至关重要的影响。
因此,测量冷轧薄钢板带面粗糙度成为了关键的品质检验程序之一。
本文将介绍几种测量冷轧薄钢板带面粗糙度的常用方法。
1.仪器法使用仪器测量是目前最为准确的方法之一,其原理是通过接触式或非接触式测量手段来获取表面粗糙度数据,从而得出冷轧薄钢板带面的粗糙度数值。
这种测量方式具有测量结果准确、反应迅速等特点,但相应地需要专业的设备和专业的人员进行操作和维护,成本较高。
2.视觉法视觉法是目前广泛应用于各行业测量表面粗糙度的方法之一,其原理是通过肉眼或显微镜观察样品表面的图像或图形,从而得知表面粗糙程度。
该方法简单易行,没有特殊设备的要求,但需要有一定的操作技巧和经验,并且结果受到人眼主观因素影响较大,难以达到高精度的测量结果。
3.质感法质感法是一种运用感官对样品进行评估的粗略测量方法,其原理是通过手感来判断样品表面的粗糙程度。
该方法适用于表面纹理较粗糙的样品,操作简便,但精度相对较差,容易受到手感和操作人员的经验与环境等因素的影响。
4.特定比重法特定比重法是一种利用流体的属性来测量表面粗糙度的方法,其原理是通过将被测样品表面涂上一层透明的比重为特定值的流体,从而得到流体在表面的分布状况,进而判断表面的粗糙程度。
该方法原理简单,操作简便,但对比重的要求较高,且样品的表面粗糙度需要在一定范围内才能得到准确的测量结果。
在实际的应用中,可以根据不同的测量需求采用不同的方法进行测量。
按照仪器精度、准确性、灵敏度、使用成本和测量难度等因素进行综合考虑选择合理的测量方法,从而保证冷轧薄钢板带面粗糙度的测量精度和可靠性。
冷轧带钢表面粗糙度的影响因素与复制率研究
力学性能,又可通过控制板形来保证带钢的外形质
量 ;同时 ,又是连退机组中唯一能够控制带钢表面 粗糙度的设备。表面粗糙度直接影响薄板冲压成形
及 金 属 的流动 特 陛 ,带 钢通 过在粗 糙 面 的低 谷 中残
题。 为此 , 通过理论研究以及在平整轧制现场试验 , 同时分析轧制工艺如延伸率 、轧制力等因素对带钢 粗糙度复制效果的影响, 对 降低平整机辊耗与保证 带钢粗糙 度的成本与质 量兼 顾的工艺优化思想进 行 了探索。
近年 来 ,随着冷 轧产 品用户 对 带钢性 能 和板形
一
些对粗糙度精度要求较高 的产品中是个严重 的
等要求的不确保带钢的
问题 ;因此如何实现在保证平整带材粗糙度的同时
又 能尽 量减少 辊耗 ,一直 是生 产实 际亟待 解决 的 问
钢种 C Q; 规格 0 . 5 5 ×1 2 5 0 ; 带钢 R a 要求 0 . 8 ~ 2 . 0 ; 平整延伸率 O . 8 % ) 和图 2 , 从某种意义上说 , 带钢表 面粗糙度是直接 由工作辊辊面的粗糙度复制转移
过来 的。具体 对 于不 同钢 种 、不 同 R a 要求 ,选 用 什 么样 R a的工作 辊要 通过 相关 试验 确定 。
中图分 类号 :T G 3 3 5 文献标识码 :B
S t u dy o n I n lu f e n c i ng Fa c t o r s o f Col d Ro l l e d S t r i p Sur f a c e Ro ug hn e s s a nd Co p y i ng Ra t e
留部分加工油 ,大大减少冲压过程中的摩擦力 ,改 善 冲压的润滑 陛能 、降低冲废率 。另外 ,带有粗糙
冷轧钢板表面粗糙度影响因素分析
冷轧钢板表面粗糙度影响因素分析
张建军;孟昭萍
【期刊名称】《鞍钢技术》
【年(卷),期】2008(000)005
【摘要】介绍了影响冷轧钢板表面粗糙度的主要因素和粗糙度测量方法,并以鞍钢冷轧厂2#线五机架连轧机和四辊平整机为研究对象,结合大量实测数据进行了分析,提出了改善钢板表面粗糙度的具体措施,应用到生产中后,效果显著.
【总页数】4页(P51-53,62)
【作者】张建军;孟昭萍
【作者单位】鞍钢股份有限公司冷轧厂,辽宁,鞍山,114021;鞍钢股份有限公司冷轧厂,辽宁,鞍山,114021
【正文语种】中文
【中图分类】TG335
【相关文献】
1.冷轧钢板表面粗糙度对耐蚀性的影响 [J], 陈红星;李建中;刘常升
2.表面粗糙度对冷轧钢板磷化质量的影响 [J], 陈义庆;徐小连;李天统;钟彬;肖宇;艾芳芳;李琳
3.冷轧钢板表面粗糙度测量技术及应用 [J], 徐龙坤;周烨;赵一鸣
4.冷轧汽车板表面粗糙度影响因素分析 [J], 刘晓峰;王娜
5.正交实验分析孔加工中表面粗糙度的影响因素分析 [J], 贾永龙
因版权原因,仅展示原文概要,查看原文内容请购买。
冷轧金属薄板和薄带表面粗糙度、峰值数和波纹度测量方法
冷轧金属薄板和薄带表面粗糙度、峰值数和波纹度测量方法
冷轧金属薄板和薄带的表面粗糙度、峰值数和波纹度是重要的质量指标,通常使用表面测量仪器进行评估。
以下是常见的测量方法:
一、表面粗糙度测量:一般使用表面粗糙度测量仪器,如表面粗糙度计或表面粗糙度仪,这些仪器能够通过接触或光学方法测量表面的微小起伏。
常见的表面粗糙度参数包括Ra(平均粗糙度)、Rz(十点平均值)等。
二、峰值数测量:峰值数是表面的峰和谷的数量,用于描述表面的起伏程度。
通常使用表面形貌分析仪器或高精度的轮廓仪器来测量。
峰值数可以帮助确定表面的起伏度,并指导进一步的加工和处理。
三、波纹度测量:波纹度描述了表面的波动性质,即表面的曲率变化情况。
通常使用光学或机械方法进行测量,如激光扫描仪或波纹度测量仪器。
波纹度的测量有助于评估材料的平整度和形状稳定性。
这些测量方法通常需要专业的仪器和技术来进行,以确保准确性和可重复性。
在实际应用中,可能还会结合使用多种测量方法来全面评估表面质量。
激光冷轧对合金钢薄板表面质量的影响研究
激光冷轧对合金钢薄板表面质量的影响研究引言合金钢是一种广泛应用于工业制造领域的重要材料,其性能对产品的质量和功能起着至关重要的作用。
而合金钢薄板作为合金钢材料的重要一环,其表面质量的改善直接影响到产品的附加值和市场竞争力。
近年来,激光冷轧作为一种新兴的表面处理技术,受到了广泛关注。
本文旨在研究激光冷轧对合金钢薄板表面质量的影响,并探讨其机理和应用前景。
激光冷轧技术概述激光冷轧技术是利用激光器对材料进行加工和改性的一种方法。
与传统的机械冷轧相比,激光冷轧具有高精度、高效率、低能耗、无环境污染等特点。
在激光冷轧过程中,激光束集中作用于材料表面,通过激光与材料相互作用的瞬时高温和高压效应,使材料发生局部塑性变形,进而改变其表面形貌和微观组织结构,从而达到改善材料表面质量的目的。
激光冷轧对合金钢薄板表面质量的影响1. 表面粗糙度激光冷轧对合金钢薄板的表面粗糙度有着明显的影响。
研究表明,激光冷轧可以显著降低合金钢薄板的表面粗糙度,使其表面变得更光滑。
这主要是由于激光冷轧过程中,激光束对材料表面进行了局部塑性变形,消除了原本存在的凹凸不平。
2. 表面硬度激光冷轧对合金钢薄板表面硬度的影响也备受关注。
研究表明,激光冷轧可以显著提高合金钢薄板的表面硬度,使其具有更好的耐磨性和抗划伤性能。
这是由于激光冷轧过程中,激光束引起的高温和高压效应可以改变材料的晶体结构,增加材料表面的冷硬化程度。
3. 表面微观组织激光冷轧对合金钢薄板的表面微观组织也有着一定的影响。
研究发现,激光冷轧可以显著改善合金钢薄板的晶体结构和晶界特征,使其具有更细小和均匀的晶粒。
这种微观结构的改变可以提高合金钢薄板的强度和塑性,并改善其耐腐蚀性能。
机理分析激光冷轧对合金钢薄板表面质量的影响是通过激光与材料相互作用引起的局部高温和高压效应实现的。
首先,激光束集中作用在材料表面,瞬时高温引起材料的塑性变形,进而消除原有的表面凹凸。
其次,激光束的高能量密度导致局部高压效应,进一步改变材料的晶体结构,从而提高表面硬度和改善微观结构。
冷轧钢带粗糙度
冷轧钢带粗糙度冷轧钢带粗糙度指的是钢带表面的粗糙程度,是衡量冷轧产品质量的重要指标之一。
粗糙度对钢带的机械性能、耐腐蚀性以及表面质量等都有很大影响,因此在冷轧钢带生产过程中,粗糙度的控制非常重要。
一、影响冷轧钢带粗糙度的因素1.钢材原材料的质量:冷轧钢带粗糙度与钢材的原材料质量有直接关系。
如果原材料中含有较高的不纯物质,如铁锈、杂质等,那么冷轧钢带的表面粗糙度就会增加。
2.轧制工艺参数:在冷轧钢带的生产中,轧制工艺参数的选择和调整也对粗糙度有很大影响。
例如,轧制机组的设备、辊系结构、辊缝控制、轧制力控制等都会影响钢带的粗糙度。
3.润滑液的选择和使用:冷轧钢带的润滑液在轧制过程中起到润滑和降低摩擦力的作用,直接影响钢带的表面质量。
合理选择润滑液的成分和使用方式可以有效控制钢带的粗糙度。
4.轧制过程中的控制:轧制过程中的温度控制、张力控制等也会对钢带的粗糙度产生影响。
温度过高或过低,张力过大或过小都可能导致钢带表面的粗糙度增加。
二、冷轧钢带粗糙度的影响1.机械性能:冷轧钢带的粗糙度会影响其机械性能,粗糙度越大,钢带的强度和韧性都会降低。
这是因为表面的粗糙度会增加钢带与外界的接触面积,从而导致摩擦力的增大,使钢带受到更大的应力。
2.耐腐蚀性:冷轧钢带表面的粗糙度会影响其耐腐蚀性。
表面粗糙度增加会导致钢带与外界环境之间的接触面变大,从而更容易受到氧化、腐蚀等化学反应的影响,使钢带的腐蚀速度加快。
3.表面质量:冷轧钢带粗糙度会直接影响到钢带的表面质量。
较大的粗糙度会导致钢带表面出现凹凸不平、划痕、氧化等问题,从而影响到产品的使用和外观。
三、冷轧钢带粗糙度的控制方法1.原材料的选择:选择质量较好的原材料是控制冷轧钢带粗糙度的重要环节之一。
原材料中不能含有太多的不纯物质,否则会直接影响到钢带的表面质量。
2.润滑液的选择和使用:合理选择润滑液的成分和使用方式可以有效控制冷轧钢带的粗糙度。
润滑液的使用方式要适当,不能过多或过少,否则会影响到钢带的冷轧质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 1
热粗轧辊
5 10 15 25 35 50 65 80 100 生产量( 卷数)
热粗轧辊 热粗轧辊 热粗轧辊
图 1 不同轧辊粗糙度衰竭图
由图 1 可以看 出, 65 卷生产周 期 后 , 原 始 粗 糙 度 分 别 为 1.2μm、 1.0μm、 0.65μm、 0.52μm 的 热粗轧辊、热精轧辊、乳液润滑冷轧辊、全油润
关键词: 冷轧; 粗糙度; 生产条件; 乳液润滑剂
中图分类号: TG335.12
文献标识码: A
文章编码: 1005- 4898(2008)03- 0042- 03
前言
2 轧辊粗糙度对冷轧表面的影响
随着铝板带加工技术水平的不断提高, 用户 对产品表面质量的要求也在不断提高。粗糙度是 衡量铝板带产品表面质量的重要参数, 较小的粗 糙度有利于提高产品表面光洁度, 且能有效减少 退 火 时 层 间 摩 擦 造 成 的 表 面 粘 伤 [1]。 为 此 我 对 2800mm 乳液润滑冷轧机轧制的产品表面粗糙度进 行研究, 查找生产过程中生产条件对轧制表面产 生的影响, 合理控制各项参数, 从而获得最佳的 产品质量。
40%压 下 量 时 粗 糙 度 /μm 0.359 0.367 0.371 0.367
60%压 下 量 时 粗 糙 度 /μm 0.37 0.367 0.371 0.37
冷 轧 表 面 粗 糙 度 /μm
研究表明, 毛料粗糙度无论大小, 当经过20% 变形时, 通过轧辊碾压开始急剧趋于一致; 在 40%时完全达到稳定。2800mm 冷轧机产品变形率 绝 大 多 数 在 60%左 右 , 因 此 得 出 , 冷 轧 产 品 压 下 率大 于 40%时 , 板 带 材 表 面 粗 糙 度 最 终 由 轧 辊 粗 糙度决定而与原始毛料粗糙度关系不大。
1 试验条件及方法
1.1 试验设备 RT- 200 粗 糙 度 测 量 仪 、 SURTRONIC25 粗 糙
度测量仪、2800mm 乳液润滑冷轧机。 1.2 试验用料
“1+1” 热 轧 供 毛 料 、 “1+4” 热 连 轧 供 毛 料 、 1400mm 全油润滑冷轧供毛料、铸轧供毛料。 1.3 试验过程
( 2) 式带钢表面粗糙度数学模型得出的结论是一
致的, 即辊面越光滑, 板材表面越光洁, 且通过
一定的压平率表现出来。
Rn=R0( 0.213+0.058δ- 27.93δ2+ 0.023ln(L+1)
+2.47δΔδ+0.061q2)
………… ( 2)
式中: Rn 为 带 钢 表 面 粗 糙 度 ; R0 为 轧 辊 粗 糙
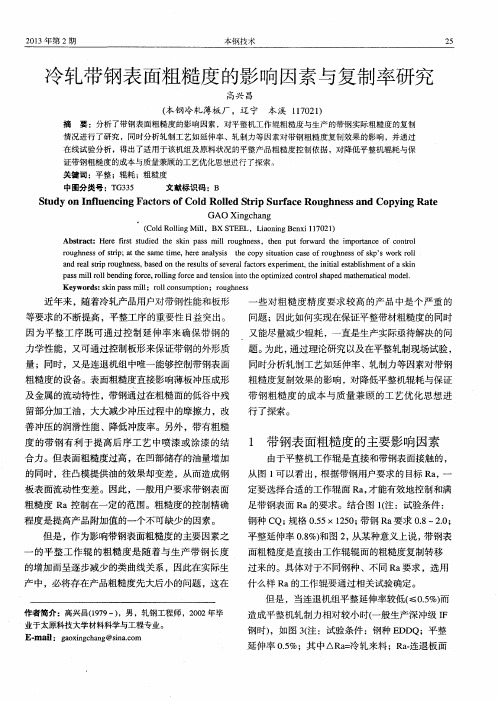
由图 2 可以看出, 获得最小粗糙度的轧制压 力在 630~950t 区间。这是因为, 当轧制力较小时, 过厚的油膜保护了轧板原始表面的粗糙度, 削弱 了轧辊对轧板的滚光和碾压作用; 变形区油膜具 有 “隔蔽效应”[4] 。随轧制压力的增加, 变形区油 膜厚度减小, 轧板表面粗糙度也随之减小。当轧 制 压 力 增 加 到 一 定 值 时 ( 本 方 案 为 630t) , 油 膜 厚 度达到最低流体润滑临界条件时不再减薄, 表面 粗糙度也趋于稳定。当轧制力继续增加大于分子 油膜承载极限时( 本方案为 1100t) , 油膜破裂, 轧 辊直接接触轧板表面形成干摩擦, 最终导致粗糙 度随轧制压力升高而变大。
( 3) 轧辊粗糙度、轧制压力、轧制速度、乳 液浓度在不同机列都存在一个最佳生产范围, 在 该范围可获得较好的表面粗糙度, 其值可通过本 试验方法测得。
参考文献 [1] 孙 建 林 、傅 祖 铸 等.压 下 率 对 冷 轧 铝 板 表 面 质 量 的 影 响[J].
轻合金加工技术, 1991(6):19 [2] 黄建新.表面粗糙峰对流体润滑油膜的影响[J].台湾大学学
5 轧制速度对冷轧表面的影响
冷轧速度快会帮助轧辊抓取润滑油以建立油 膜厚度, 速度越快, 进入变形区的乳液越多, 油 膜厚度越大, 表面粗糙度隨之增加。且过快的轧 制速度对粘度相对较大( 参照煤油) 的乳液来说,
·43·
《铝加工》
2008 年第 3 期总第 182 期
技术工程
将造成在辊面的分布不均匀, 变形区内的油膜厚 度不一致。反映在铝板表面会出现不同的粗糙度 区域, 即形成大为带状或小为条 状的 “色差” 现 象, 该缺陷经清洗后不能消除。
7 结论
( 1) 轧 辊 表 面 磨 削 原 始 粗 糙 度 随 生 产 过 程 “衰 竭 ”, 但 不 会 无 限 减 少 , 将 趋 于 一 个 定 值 , 该
值由原始值和润滑介质决定。 ( 2) 产品表面粗糙度达到一定压下率时与原
始来料表面粗糙度无关, 但受轧辊粗糙度、轧制 压力、轧制速度、乳液浓度影响。
“废旧铝再生高强耐腐6063圆铸锭”技术取得新突破
由长葛市天润有色金属研究所自主研发的一项可以提 供废铝再加工塑性性能和力学性能的" 废旧铝再生高强耐 腐 6063 圆铸锭" 技术研究, 在 河 南 长 葛 市 取 得 突 破 。 它 运 用创新的溶体纯净化和均质细晶化综合处理技术, 使处理 后的铝细晶铸坯的塑性性能和力学性能大幅提高, 解决了
通过对不同供坯方式的毛料在 2800mm 冷轧机 轧制的冷轧铝板取样, 经丙酮溶液清洗后用两种 粗糙度仪同时测量粗糙度, 将采集的数据进行分 类整理, 滤出受干扰的异常数据并通过相应分析, 找出规律。
2.1 轧辊粗糙度的变化机理 生产过程中随着辊面与板带材表面接触, 其工
作区域产生两种变化: 一种是表面粘铝层形成; 另 一种就是工作表面与板材表面的互相磨擦。这两种 现象 都 造 成 对 辊 表 面 的 “变 相 抛 光 ”, 也 就 是 说 , 轧辊表面粗糙度会不断降低即衰竭, 但其衰竭不是 无限的。随着粘铝层达到一定饱和厚度, 研磨掉的 铝粉与新粘的达到平衡, 其粗糙度也趋于稳定[2]。
1979
Resear ch on Sur face Roughness of Cold ̄r olled Plate and Str ip
SUN Wei ̄jun (Southwest Aluminum (Group) Co., Ltd., Chongqing 401326, China)
Abstr act: Possible factors which affect surface roughness of cold- rolled products are researched combining with practical production; the effect law of main production condition on surface roughness of products are found out. Good surface quality of aluminum plate and strip can be obtained by reasonably controlling the parameters such as rolling speed, rolling pressure and emulsion lubricant. Keywor ds: cold rolling; roughness; production condition; emulsion lubricant
·44·
优质铝合金的熔炼技术难题。参加鉴定的专家一致认为, 该技术达到了国内领先水平。
据悉, 用该技术生产的再生铝产品将打入以航天器材 为主的高端科技市场领域, 由此生产的废旧铝再生增值效 益每年可达 10 亿多元。
4 轧制压力对冷轧表面的影响
采用 59Ц乳液润滑时, 测得 ‘1+1’热轧机列 所供 5A06 合金毛料在 不同轧 制 压 力 时 的 粗 糙 度 , 结果如图 2。
0.8 0.6 0.4 0.2
0 300 400 500 600 700 800 900 1200 1400 轧 制 压 力 /t
轧制压力与冷轧产品粗糙度 图 2 轧制压力与冷轧产品粗糙度
0.43μm、0.338μm。
2.2 2800mm 乳液润滑冷轧轧辊粗糙度与产品表面
的关系
轧辊表面与产品表面粗糙度可通过线形回归
分析, 建立辊面与产品表面粗糙度数学模型, 所
研究的两组冷轧轧辊最能满足指数关系 :
ν=ηeδx
………… ( 1)
式中: ν为板材表面粗糙度; x 为轧辊粗糙度;
δ为油膜厚度指数, 由生产时进入轧制区的即时油膜
厚度决定; η为压平率, 即在一定油膜厚度前提下,
轧辊表面粗糙度通过油膜对板材表面的 “转印率”。
压 平 率 与 润 滑 剂 本 身 性 质 有 关 , 煤 油 和 59Ц
乳化液的压平率经测试分别为 0.94、0.8。
由公式( 1) 可知,轧辊表面粗糙度与得到的板材
表面粗糙度在可能范围内是线形递增的, 这与
6 乳液浓度对冷轧表面的影响
乳液浓度对轧制表面的影响,是靠在变形区内 形成油膜的厚度来实现的, 浓度过低, 在变形区 析出油当量低, 缺乏形成基本油膜层所必需的油 分子, 不能形成流体润滑, 粗糙度增大。形成最 小流体润滑的油膜厚度必须达到 3 倍综合表面粗 糙 度 [5]。 浓 度 过 高 , 析 出 油 当 量 大 , 油 膜 厚 度 过 厚, 轧 辊 表 面 粗 糙 度 “传 导 ” 受 阻 , 铝 板 表 面 粗 糙度同样保证不了。经现场测试和研究, 结果表 明 : 2800mm 冷 轧 机 59Ц 乳 液 浓 度 保 持 在 18% ~ 22%时, 铝板带材表面粗糙度值最小。
《铝加工》
2008 年第 3 期总第 182 期
技术工程
冷轧板带材表面粗糙度的研究
孙伟君 ( 西南铝业( 集团) 有限责任公司压延厂, 重庆 九龙坡 401326)
摘要: 结合生产实际对影响 2800mm 冷轧机轧制的产品表面粗糙度的因素进行了研究; 找出了主要生产条件对产 品表面粗糙度的影响规律; 通过对轧制速度、轧制压力、乳液润滑剂等参数的合理控制, 最终获得良好铝板带 表面质量。