伺服电机电子齿轮比设置方法
电子齿轮比设置
2-50 以滚珠丝杠驱动机械为例示例。
设滚珠丝杠螺距为L [mm],则相对移动量指令P1[P]的滚珠丝杠实际移动量M [mm]如下式(1)所示。
M =P1×(D/E)×(1/R)×L …………………………(1)因此,位置分辨率(每1指令脉冲的移动量△M)如下式(2)所示。
ΔM =(D/E)×(1/R)×L …………………………(2)将公式(2)变形,指令分倍频比D 可由式(3)求得。
D =(ΔM×E×R)/L (3)此外,相对于移动速度指令F 的滚珠丝杠实际移动速度V[mm /s]如式(4)所示,此时电机转速N 如下式(5)所示。
V =F×(D/E)×(1/R)×L (4)N =F×(D/E)×60 …………………………(5)将公式(5)变形,指令分倍频比D 可由式(6)求出。
D =(N×E)/(F×60) …………………………(6)①.位置分辨率ΔM 应考虑机械误差,参考值请为机械定位精度Δε的1/5〜1/10左右。
②.Pr0.09、Pr0.10值在1〜230范围内可任意设定。
③.设定值可用分母、分子值进行任意设定,但若设定为过分的分频比或倍频比,则无法保证该动作。
关于可取分频、倍频比范围,请在1/1000〜1000倍的范围之内使用。
.此外,即使为以上范围之内,若倍频比较高时,由于指令脉冲输入的不一致及噪音的影响,可能发生Err27.2(指令脉冲倍频异常保护)的情况。
④驱动器编码器脉冲数:E [P/r]*1048576(=20bit)*131072(=17bit)电机的滚珠丝杠驱动示意图2-511在使用之前3 连 接4 设 定5 调 整6 出现问题时7 资 料关联页面・P.4-8「参数详情」。
电子齿轮比

圆盘结构计算:
圆盘转一圈,旋转360°。我们规定多少脉冲转360° ●为了方便显示,我们一般规定 360或者3600或者36000个脉冲转360°
圆盘结构计算:
圆盘转一圈,旋转360°。我们规定多少脉冲转360° 对应 1个脉冲或者10个脉冲或者100个脉冲转1°
代入公式:
(1)每转脉冲数=10×10×3.14×3÷5,≈188(结果有小数)
同步带结构计算:例题
已知伺服电机 编码器为10000线,规定脉冲当量0.1,电机主动轮齿 数15,从动轮齿数25,从动轮外径10mm。计算: (1)伺服每转脉冲数应为多少? (2)伺服电子齿轮比如何设置? 解析:主动轮齿数15,从动轮齿数25,减速比就是15:25也就是3:5
电子齿轮比计算
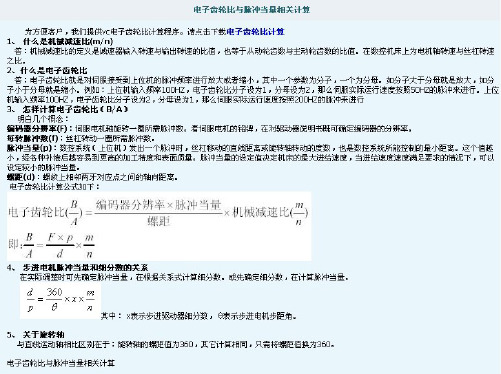
电子齿轮比=编码器分辨率/每转脉冲数 其中,编码器分辨率是规定死的 例如:5000、32768、17位、16位。 因此我们只需要计算每转脉冲数。
编码器分辨率 多少“位”? 多少位 就是2的多少次方 ●例如: 16位,就是2的16次方=65536 17位,就是2的17次方=131072
圆盘结构计算: 每转脉冲数计算公式:
电子齿轮比计算公式:
同步带结构计算:
首先计算出皮带轮周长:直径×π (直径与机械工程师对接,π≈3.14) 例如:直径25mm,周长≈25×3.14=78.5mm ●为了方便显示,我们一般规定 10或者100或者1000个脉冲走1毫米
同步带结构计算:
首先计算出皮带轮周长:直径×π (直径与机械工程师对接,π≈3.14) 例如:直径25mm,周长≈25×3.14=78.5mm
电子齿轮比计算公式

想要学习PLC的朋友的第一件事就是控制伺服电机。
要控制伺服电机,您必须联系电子齿轮比的概念。
这是从初学者到初学者的门槛。
许多人被困在这里,无法进门。
尽管您可以通过其他人的文章或介绍来大致设置电子齿轮比,但这始终毫无意义。
因此,今天我将详细介绍与电子齿轮比相关的概念和设置方法,以供大家解决难题。
1,齿轮比我相信每个人都熟悉齿轮。
通常,齿轮成对出现。
两个齿轮的模数相同,但齿数不同。
这样,旋转后会形成速度差。
通常,产生这种速度差的方法称为齿轮比:干货:电子齿轮比的超详细计算方法在上图中,大齿轮和小齿轮的齿数比为2:1,因此速比为1:2。
小轮旋转两次,大轮旋转一圈。
如果电动机驱动小轮,小轮作为驱动轮,大轮作为从动轮,则减速比为1:2。
2,电子齿轮比在物理上理解了齿轮比之后,就更容易理解电子齿轮比了,因为电动机的控制是上位计算机发送的脉冲,电动机的旋转由编码器测量。
但是,上位机发送的脉冲数与伺服电机旋转时测得的脉冲数不是一一对应的,它们之间存在一个比率,称为“比率”。
干货:电子齿轮比的超详细计算方法更改干货:电子齿轮比的超详细计算方法第一种情况:伺服电机直接与丝杠连接干货:电子齿轮比的超详细计算方法此时,减速比为1:1,螺丝螺距设置为5mm,伺服电机编码器的分辨率为131072。
当我们希望上位机发送脉冲时,丝杠移动0.001mm,螺丝移动5mm,上位机需要发送5000个脉冲,电机旋转一次,编码器采集的值为131072,则电子齿轮比为:干货:电子齿轮比的超详细计算方法由于分子和分母同时被最大公约数8除,因此电子齿轮的分子为16384,分母为625。
当然,也可以直接将分子写为131072,将分母写为5000在第二种情况下,伺服电机和丝杠通过减速机构连接干货:电子齿轮比的超详细计算方法假设减速比为2:3,伺服电机旋转3次,丝杠旋转2圈,则应计算减速比,以使每5000个脉冲达到5 mm。
当丝杠旋转一圈(5毫米)时,电动机旋转1.5圈(3/2 = 1.5),编码器收集的实际值为131072 * 3/2,则电子齿轮比为干货:电子齿轮比的超详细计算方法因此分子是24576,分母是625,这是电子齿轮比的算法。
大豪伺服参数调整简易说明V1.2

大豪伺服参数调整简易说明参数调整前请参考阅读《大豪伺服高速机调试操作手册》,以便于熟悉操作。
大豪伺服框架主要针对各个针长进行控制,因此驱动器中对应有相关参数,详见注:红色部分主控界面参数的命名和设定待定,并且老的伺服驱动器中也无此参数,如果允许则升级成最新的主控程序和驱动器程序一、确认XY通讯地址(需重新上电才能生效)大豪伺服框架采用通信方式进行指令控制,因此务必把XY轴对应的驱动器地址设对(X向驱动器参数PA01设为0001,Y向驱动器参数PA01设为0002)。
如果设置错误将会造成通信报错或者绣作花样变形走位。
二、设定电子齿轮比PA02、PA03(需重新上电才能生效)电子齿轮比设置规律为:A、框架轴套采用°对应移框0.1mm的机器,则电子齿轮比的设置为半径二级传动减速装置小轮半径二级传动减速装置大轮电子齿轮比分母电子齿轮比分子⨯=5.12)03()02(PA PAB 、框架轴套采用°对应移框0.1mm 的机器,则电子齿轮比的设置为半径二级传动减速装置小轮半径二级传动减速装置大轮电子齿轮比分母电子齿轮比分子⨯=10)03()02(PA PA注: 如果是采用三洋伺服参数设置的机器,则可以根据上述的AB 两条折算。
或者用大豪伺服电子齿轮比=×三洋伺服电子齿轮比来计算。
另设置好伺服驱动器电子齿轮比后,可以通过手动移框一段距离来反馈是否正确。
手动移框一小段距离(比如5mm)后,将XY 位移清零,在台板上做标记,接着移框100mm ,停止移框后在台板上做标记,用尺子测量这两个标记之间的距离是否也是100mm 。
如果测量结果是100mm ,那说明驱动器的电子齿轮比设置是对的。
具体步骤如下:① 设置成低速移框;按电脑操作面板上的键,屏幕上显示为“”: 手动高速移框;: 手动低速移框②向X 方向移框一段距离(比如5mm)后,按电脑操作面板上的键,将位移清零,屏幕上显示,在台板上做标记③接着按这个方向继续移动100mm ,屏幕上,显示或者④停止移框,在台板上做标记 ⑤测量两标记之间的距离⑥如果测量结果符合100mm,那么证明电子齿轮比设置是对的三、机械回差补偿PA18根据机械情况一般设为10~20之间,即0.1mm~0.2mm。
台达伺服基本参数设置

xx伺服基本参数设置1.新伺服驱动器一般会报警。
如:ALE13(紧急停止)解除方法P2-15参数值设为122ALE14(逆向极限异常)解除方法P2-16参数值设为0ALE15(正向极限异常)解除方法P2-17参数值设为02.脉冲设置P1-00设为2(伺服OFF时设置有效)3.电子齿轮比设置。
(1)xx伺服速比12.5丝杆导程10mmP1-44分子=编码器线数X减速比=2500X12.5P1-45分母=每毫米脉冲数X螺距=1000X10(2)山洋速比150旋转轴P1-44分子=编码器线数X减速比=131072X150P1-45分母=每毫米脉冲数X360=1000X360(3)台达伺服速比20同步带314 m m /转P1-44分子=编码器线数X减速比=2500X20P1-45分母=每毫米脉冲数X314=1000X3144.马达平滑度调节,主要调P2-00(位置控制比例增益初值35)(速度控制增益初值500),使P2-00P2-04值慢慢调大。
(参考值P2-0080-120P2-04800-1400)山洋RS2伺服基本参数设置1.Group C00设为01(00为绝对式,01为相对式)2.Gr102设为60(位置环比例增益1,初值35,调整马达平滑度,慢慢调整)3.Gr103设为600(位置环比积分时间常数1,初值1000,调整马达反应,慢慢调整)4.Gr113设为100(速度环比例增益1,初值50,调整马达平滑度,慢慢调整)5.Gr114设为30(速度环比积分时间常数1,初值20.0,调整xx反应,慢慢调整)6.Gr800设为00(位置,速度,转矩指令输入极性)7.Gr810设为02(位置指令脉冲选择)8.Gr813设为电子齿轮比的分子9.Gr814设为电子齿轮比的分子10.Gr900设为0C(正转超程功能)11.Gr901设为0A(逆转超程功能)12.Gr905设为01(伺服ON功能)。
脉冲当量设定表

一般都为1.8度 电机一端转动的角度 丝杆一端转动的角度
脉冲当量=(螺距*步进电机步距角*机械减速比分母)/(360*驱动器细分数*机械减速比分子)
机械减码器分辨率 10000 脉冲当量 0.001 MM 螺距 5 MM 机械减速比分子 1 电机一端转动的角度 机械减速比分母 1 丝杆一端转动的角度 电子齿轮比 2 电子齿轮比=(编码器分辨率*脉冲当量*机械减速比分子)/(螺距*机械减速比分母) 注:脉冲当量一般可以设为0.001以后再去伺服电机的电子齿轮比,电子齿轮比的 分子与分母都不能过大,否则要再调整一下脉冲当量 步进电机的脉冲当量设定方法 驱动器细分数 4 步进电机步距角 1.8 螺距 5 机械减速比分子 1 机械减速比分母 1 脉冲当量 0.00625
电子齿轮比的计算

电子齿轮比是伺服中经常要用到的,初学者对这个参数的设置有时会不解,先介绍两个伺服电子齿轮设置方面的2个小例子,供大家参考下。
例子1:已知伺服马达的编码器的分辨率是131072 P/R,额定转速为3000r/min,上位机发送脉冲的能力为200Kpulse/s,要想达到额定转速,那么电子齿轮比至少应该设为多少?计算如下图所示根据上图中的算法,可以算出电子齿轮比CMX/CDV的值例子2:已知伺服马达的分辨率是131072 P/R,滚珠丝杠的进给量为 Pb =8mm。
(1) 计算反馈脉冲的当量(一个脉冲走多少)?△Lo=(2) 要求指令脉冲当量为0.1um/p ,电子齿轮比应为多少?电子齿轮比=(3) 电机的额定速度为3000rpm,脉冲频率应为多少?Fc=解答:(1) 计算反馈脉冲的当量(一个脉冲走多少)?△Lo= 8mm/131072(2) 要求指令脉冲当量为0.1um/p ,电子齿轮比应为多少?△Lo×电子齿轮比×1000=0.1(3) 电机的额定速度为3000rpm,脉冲频率应为多少?Fc×电子齿轮比=3000/60×131072电子齿轮比与脉冲当量相关计算1、什么是机械减速比(m/n)答:机械减速比的定义是减速器输入转速与输出转速的比值,也等于从动轮齿数与主动轮齿数的比值。
在数控机床上为电机轴转速与丝杠转速之比。
2、什么是电子齿轮比答:电子齿轮比就是对伺服接受到上位机的脉冲频率进行放大或者缩小,其中一个参数为分子,一个为分母。
如分子大于分母就是放大,如分子小于分母就是缩小。
例如:上位机输入频率100HZ,电子齿轮比分子设为1,分母设为2,那么伺服实际运行速度按照50HZ的脉冲来进行。
上位机输入频率100HZ,电子齿轮比分子设为2,分母设为1,那么伺服实际运行速度按照200HZ的脉冲来进行3、怎样计算电子齿轮比(B/A)明白几个概念:编码器分辨率(F):伺服电机轴旋转一圈所需脉冲数。
安川伺服电机参数基本调整

安川伺服电机参数基本调整动态参数调整步骤:步骤一.设定系统刚性(Fn 001)Kp : 位置回路比例增益(机床Kp 建议值30-90 /sec)Kv : 速度回路比例增益(机床Kv 建议值30-120 Hz)Ti : 速度回路积分增益(机床Ti 建议值10-30 ms)范例:步骤二. 自动调协(auto turning) 寻找马达与机床惯性比自动调协目的,主要是在计算马达与机床整合后有些动态参数会受到影响ex: 马达负载惯性比… ,如果不先将相关参数找出速度回路的表现会与Kv/Ti 设置的结果不一致自动调协操作步骤:1.参数Pn110设11。
(打开在线自动调谐功能)2.手动Jog床台让床台来回往复多次运行。
3.手动Jog床台时如发生共振现象,请立即压下紧急停止按钮,将驱动器参数Pn408设1(打开共振抑制功能),然受修正Pn409(共振抑制频率)设定,1米加工中心机建议Pn409设定200。
4.将Fn007内容写入EEPROM。
(按Mode键至Fn000→按Up或Down键至Fn007→持续按Data 键1秒显示负载贯性比→持续按Set键1秒后Fn007内容显示之负载贯量比即可写入EEPROM)5.参数Pn110设12。
(关闭在线自动调谐功能)步骤三.起动并设定驱动器抑制共振功能相关参数(Pn408设1即打开共振抑制功能,Pn409可设定共振抑制频率) 马达与机床结合后,除了马达选用太小,无法达到高响应之外,有时也会发生马达扭力够,但是因为机床床台传动刚性较差,会产生共振而无法达到高响应又平顺的控制目标,此时,除了加强机床的传动刚性外,可利用控制器抑制共振功能,而得到高响应的结果 .步骤四. 将速度回路增益参数再调高就位置回路控制而言,速度回路是内回路,内回路响应越高,外回路(位置回路)表现越如预期,比较不会受到外界切削力,磨擦力的影响,所以在切削应用场合,请将速度回路增益尽量调高,以得到更好的切削质量YASKAWA伺服參數設定說明:备注: 1、带* 为驱动器必须设定的参数,马达才能正常运转!2、首先设置驱动器的电子齿轮比Pn202 / Pn203和需要马达转一圈回授的脉冲数Pn201 计算方法如下:通常新代控制器所设精度单位1um/Pules (可在系统参数17中设所需精度单位)通常新代控制器所设的倍频数是4 倍(可在系统参数81~100中所设轴卡的倍频)计算公式:电子齿轮比Pn202 / Pn203 = ﹝编码器的脉冲数× 4 ×M﹞÷( 负载转一圈移动量脉冲数×N )M和N是指马达和工作台传动侧的机械齿轮比新代系统参数61~63 = 马达转一圈回授的脉冲数Pn201 = 负载转一圈移动量脉冲数÷控制器内部所设的倍频4****** ex:******当螺杆的节距是10mm 马达选用C 型17比特采用直传连轴器那齿轮比计算如下:负载转一圈移动量脉冲数= 10mm÷1um/Pules =104 PulesM / N = 1 / 1Pn202 / Pn203 = (32768×4×1 ) ÷(104 ×1 ) = 8192 / 625Pn201 = 104 ÷ 4 = 2500 Pules2、设定上表中的驱动器参数,值为后面的设定值;Pn201、Pn202、Pn203为上面公式根据实际情况计算出来的值;Pn100、Pn101、Pn102先不修改数值,为出厂值;3、调整机台的刚性,先进行X、Y、Z 轴的来回运动,通过增大Fn001驱动器参数值,按加1数值增大;通常调节到机台出现震动或有声音后,降回原一级。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伺服电机电子齿轮比设置方法
电子齿轮比是用来调整伺服电机的速度和转矩的一种方法。
通过改变
电子齿轮比,可以实现不同的输出效果。
下面将介绍一种常见的伺服电机
电子齿轮比设置方法。
首先,我们需要了解电子齿轮比的概念。
电子齿轮比是指伺服控制器
输出轴与电机轴之间的速度比。
例如,一个齿轮比为10:1的伺服电机,
当控制器输出旋转一圈时,电机只转动1/10圈。
这意味着,通过改变齿
轮比,我们可以调整电机的转速和转矩。
设置电子齿轮比的方法如下:
1.确定所需的转速和转矩:首先,我们需要确定伺服电机的所需转速
和转矩。
这可以根据具体的应用来确定。
例如,如果需要一个高转速、低
转矩的输出,那么我们需要选择一个较大的齿轮比。
相反,如果需要一个
低转速、高转矩的输出,那么我们需要选择一个较小的齿轮比。
2.获取电机的技术参数:了解电机的技术参数对于设置电子齿轮比非
常重要。
通常,电机的技术参数包括额定速度、额定转矩、额定电流等。
这些参数将有助于我们确定所需的齿轮比。
3.调整齿轮比:调整齿轮比需要通过编程来实现。
通常,伺服控制器
都提供了相应的编程接口,可以通过编程来设置齿轮比。
在编程时,我们
需要将所需的速度和转矩转化为电机的输入信号。
然后,通过调整输出信
号的频率和占空比来设置所需的齿轮比。
4.测试和调整:在设置齿轮比之后,我们需要对电机进行测试和调整。
通过测试,我们可以验证所设置的齿轮比是否符合要求,并根据需要进行
进一步的调整。
如果转速或转矩不满足要求,我们可以调整齿轮比,重新编程并进行测试。
总结起来,伺服电机电子齿轮比的设置方法包括确定所需的转速和转矩、获取电机的技术参数、调整齿轮比和测试和调整。
通过这些步骤,我们可以实现对伺服电机速度和转矩的调整和控制。