60 丝锥
常用公英制丝锥尺寸钻头推荐
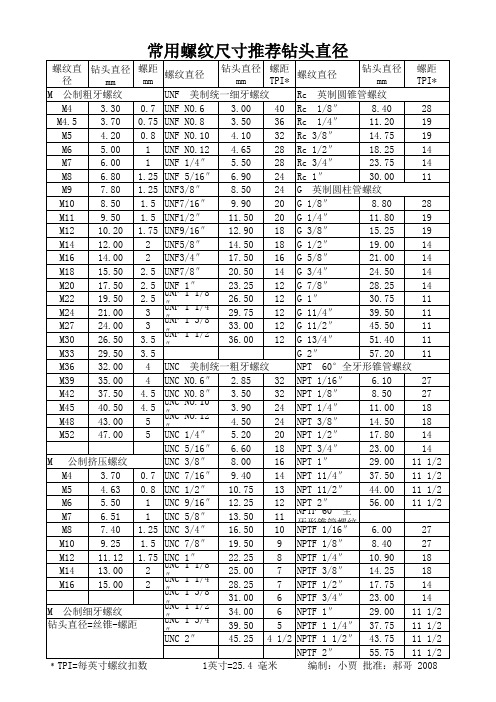
螺纹直径 钻头直径 mm M 公制粗牙螺纹 M4 3.30 M4.5 3.70 M5 4.20 M6 5.00 M7 6.00 M8 6.80 M9 7.80 M10 8.50 M11 9.50 M12 10.20 M14 12.00 M16 14.00 M18 15.50 M20 17.50 M22 19.50 M24 21.00 M27 24.00 M30 26.50 M33 29.50 M36 32.00 M39 35.00 M42 37.50 M45 40.50 M48 43.00 M52 47.00 螺距 钻头直径 螺距 螺纹直径 mm mm TPI* UNF 美制统一细牙螺纹 0.7 UNF NO.6 3.00 40 0.75 UNF NO.8 3.50 36 0.8 UNF NO.10 4.10 32 1 UNF NO.12 4.65 28 1 UNF 1/4″ 5.50 28 1.25 UNF 5/16″ 6.90 24 1.25 UNF3/8″ 8.50 24 1.5 UNF7/16″ 9.90 20 1.5 UNF1/2″ 11.50 20 1.75 UNF9/16″ 12.90 18 2 UNF5/8″ 14.50 18 2 UNF3/4″ 17.50 16 2.5 UNF7/8″ 20.50 14 2.5 UNF 1″ 23.25 12 2.5 UNF 1 1/8″ 26.50 12 3 UNF 1 1/4″ 29.75 12 3 UNF 1 3/8″ 33.00 12 3.5 UNF 1 1/2″ 36.00 12 3.5 4 UNC 美制统一粗牙螺纹 4 UNC NO.6″ 2.85 32 4.5 UNC NO.8″ 3.50 32 4.5 UNC NO.10″ 3.90 24 5 UNC NO.12″ 4.50 24 5 UNC 1
单元五 攻螺纹
为了减少切削力和延长丝锥的使用寿命,一般将整个切削工作量 分配给几支丝锥来担当。通常M6~M24的丝锥每组有两支;M6以 下及M24以上的丝锥每组有三支;细牙螺丝锥为两支一组。
(a)锥形分配
( b锥的工具,分普通铰杠和丁字铰杠两种。
铰 杠
(a)固定式(b)活络式 图普通铰杠
3
1.5 0.35 1.7 0.5 1.8 0.5 1 0.75
2.5 2.65 3.3 3.5 4.1 4.5 4.9 5.2
2.5 2.65 1.3 3.5 18 1.2 4.5 5 5.2 20
4
5
2.5 2 1.5 1
15.3 15.8 16.4 16.9
15.5 16 16.5 17
6
不通孔螺纹的钻孔深度
英制 in(″)
1/2in(1/2″) 11/2in(11/2″)
(mm)
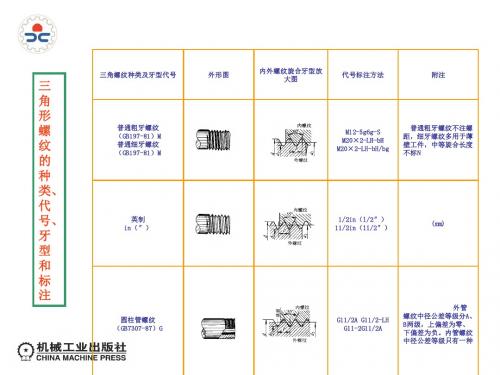
圆柱管螺纹 (GB7307-87)G
G11/2A G11/2-LH G11-2G11/2A
外管 螺纹中径公差等级分A、 B两级,上偏差为零、 下偏差为负。内管螺纹 中径公差等级只有一种
三 角 形 螺 纹 的 种 类、 代 号、 牙 型 和 标 注
10
1.5 1.25 1 0.75
8.4 8.6 8.9 9.1
8.5 8.7 9 9.2 24
1.75
10.1
10.2
3 2 1.5 1
20.7 21,8 22.4 22.9
21 22 22.5
攻螺纹
(a)攻螺纹的方法
(b)垂直度的检查
起攻时应把丝锥放正,用右手掌按住铰杠中部沿丝锥中心线用力加压,此时左 手配合作顺向旋进;或两手握住铰杠两端平衡施加压力,并将丝锥顺向旋进,保持 丝锥中心与孔中心线重合,不能歪斜,如图a所示。当切削部分切入工件1~2圈时, 用目测或用角尺检查来校正丝锥的位置,如图b所示。当切削部分全部切入工件时, 应停止对丝锥施加压力,只须平稳的转动铰杠靠丝锥上的螺纹自然旋进。经常将丝 锥反方向转动1/2圈左右,使切屑碎断后容易排出,避免切屑过长咬住丝锥。
丝锥标准螺距对照表【免费下载】
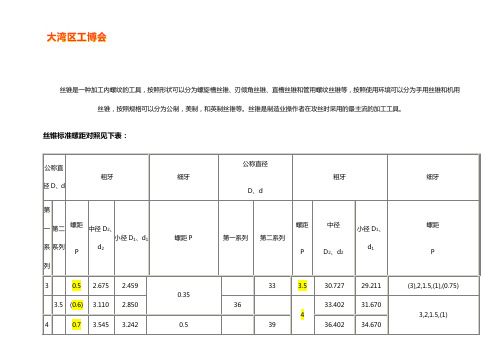
丝锥是一种加工内螺纹的工具,按照形状可以分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥等。
丝锥是制造业操作者在攻丝时采用的最主流的加工工具。
丝锥标准螺距对照见下表:公称直径D、d 粗牙细牙公称直径D、d粗牙细牙第一系列第二系列螺距P中径D2、d2小径D1、d1螺距P 第一系列第二系列螺距P中径D2、d2小径D1、d1螺距P3 0.5 2.675 2.4590.3533 3.5 30.727 29.211 (3),2,1.5,(1),(0.75)3.5 (0.6) 3.110 2.850 364 33.402 31.6703,2,1.5,(1)4 0.7 3.545 3.242 0.5 39 36.402 34.6704.5 (0.75) 4.013 3.688 424.539.077 37.129(4),3,2,1.5,(1)5 0.8 4.480 4.134 45 42.077 40.1296 1.0 5.350 4.917 0.75,(0.5) 48 5 44.752 42.5878 1.25 7.188 6.647 1,0.75,(0.5) 52 5 48.752 46.587 (4),3,2,1.5,(1)11.5 9.026 8.376 1.25,1,0.75,(0.5) 56 5.5 52.428 50.0464,3,2,1.5,(1) 121.75 10.863 10.106 1.5,1.25,1,(0.75),0.560 (5.5) 56.428 54.04664660.103 57.50514 2 12.701 11.835 1.5,(1.25),1,(0.75),(0.5)68 64.103 61.5057246,4,3,2,1.5,(1)162.0 14.701 13.835 1.5,1,(0.75),(0.5) 7618 2.5 16.376 15.294 2,1.5,1,(0.75)80(0.5)2018.37617.2941.5,(0.75),(0.5)90856,4,3,2,(1.5)2220.37619.2942,1.5,1,(0.75)(0.5)1009524 322.05120.7522,1.5,1,(0.75)11010527 25.05123.752125115303.527.72726.211(3),2,1.5,(0.75)120注:1、优先选用第一系列,其次是第二系列,第三系列(表中未列出出)尽可能不用。
螺纹各国标准对照
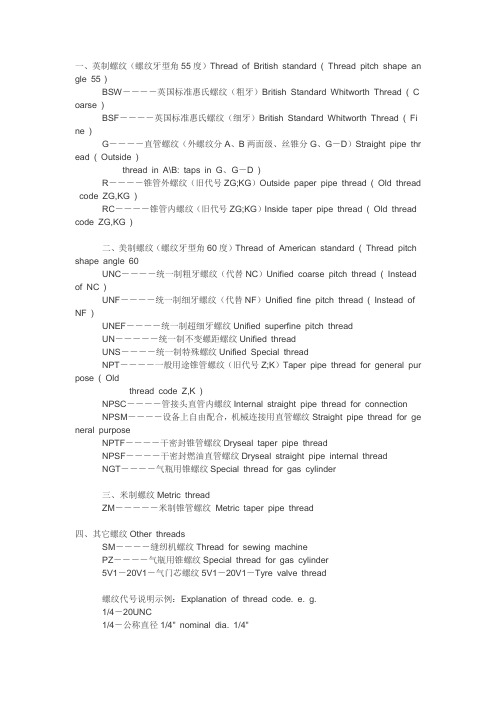
一、英制螺纹(螺纹牙型角55度)Thread of British standard ( Thread pitch shape an gle 55°)BSW----英国标准惠氏螺纹(粗牙)British Standard Whitworth Thread ( C oarse )BSF----英国标准惠氏螺纹(细牙)British Standard Whitworth Thread ( Fi ne )G----直管螺纹(外螺纹分A、B两面级、丝锥分G、G-D)Straight pipe thr ead ( Outside )thread in A\B: taps in G、G-D )R----锥管外螺纹(旧代号ZG;KG)Outside paper pipe thread ( Old thread code ZG,KG )RC----锥管内螺纹(旧代号ZG;KG)Inside taper pipe thread ( Old thread code ZG,KG )二、美制螺纹(螺纹牙型角60度)Thread of American standard ( Thread pitch shape angle 60°UNC----统一制粗牙螺纹(代替NC)Unified coarse pitch thread ( Instead of NC )UNF----统一制细牙螺纹(代替NF)Unified fine pitch thread ( Instead of NF )UNEF----统一制超细牙螺纹Unified superfine pitch threadUN-----统一制不变螺距螺纹Unified threadUNS----统一制特殊螺纹Unified Special threadNPT----一般用途锥管螺纹(旧代号Z;K)Taper pipe thread for general pur pose ( Oldthread code Z,K )NPSC----管接头直管内螺纹Internal straight pipe thread for connectionNPSM----设备上自由配合,机械连接用直管螺纹Straight pipe thread for ge neral purposeNPTF----干密封锥管螺纹Dryseal taper pipe threadNPSF----干密封燃油直管螺纹Dryseal straight pipe internal threadNGT----气瓶用锥螺纹Special thread for gas cylinder三、米制螺纹Metric threadZM-----米制锥管螺纹Metric taper pipe thread四、其它螺纹Other threadsSM----缝纫机螺纹Thread for sewing machinePZ----气瓶用锥螺纹Special thread for gas cylinder5V1-20V1-气门芯螺纹5V1-20V1-Tyre valve thread螺纹代号说明示例:Explanation of thread code. e. g.1/4-20UNC1/4-公称直径1/4" nominal dia. 1/4"20-每寸20牙twenty teeth per inchUNC-美标统一制粗牙螺纹unified coarse pitch threadNPT为60度牙型角锥管螺纹,R为55度牙型角螺纹密封的管螺纹,R为圆柱外螺纹,RC为圆锥内螺纹,Z为标准锥管螺纹.NPT为60度牙型角锥管螺纹用螺纹密封的管螺纹其标记及各种螺纹的特征代号规定如下:Rc—圆锥内螺纹Rp—与圆锥外螺纹配合的圆柱内螺纹R—圆锥外螺纹G螺纹表示非螺纹密封的管螺纹BSP为英制管螺纹总体代号,但是分为三种BSPP、BSPT和BSPF。
丝锥精度等级
自己去算一下ISO2=6H=2B比如10-32UNF-GH3和10-32UNF-3B的公差各是多少?GH3:4.336+0.0127(mm)3B:0.1697+0.0029(in)YAWAMA的美标丝锥10-32UNF-GH3精度是不是和美标的3B精度等同?不相同的.H3是丝锥精度,3B是内螺纹精度.YAMAW A挤压丝锥:挤压丝攻是应用塑性成形方式,在下孔内压磨使被削材隆起而形成螺纹。
因不会产生切屑,不存在排屑槽,因此也叫无沟(屑)丝攻。
此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。
挤压丝攻最适合于具有可塑性之材料如铝,红铜,锌,黄铜与低碳钢。
•YAMAW A挤压丝锥精度等级:YAMAW A G级•YAMAW A 挤压丝锥材质:HSS-E •YAMAW A挤压丝锥切刃吃入部牙数:2牙/4牙•YAMAW A挤压丝锥表面处理:N-RZ-酸化处理(黑色),R-V-复钛(TIN)处理(金黄色)•YAMAW A挤压丝锥适用被削材:N-RS适用于铝,红铜,锌,黄铜,低碳钢等… N-RZ适用于低碳钢,中碳钢等丝锥精度等级分为几种?美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。
产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。
挤压丝锥较切削丝锥有七大优点:1、无屑加工。
因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。
2、强化所攻牙的强度。
积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。
3、更高的产品合格率。
由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好;而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。
螺纹大径、中径、小径计算公式-螺栓中经计算公式

紧固件生产中应用的相关计算公式之袁州冬雪创作一、60°牙型的外罗纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算: 罗纹中径的基本尺寸=罗纹大径-螺距×系数值公式暗示:d/D-P×0.6495例:外罗纹M8罗纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b.常常使用的6h外罗纹中径公差(以螺距为基准) 上限值为”0” 下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118 P1.5-0.132 P1.75-0.150 P2.0-0.16 P2.5-0.17 上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差 M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07C常常使用的6g级外罗纹中径基本偏差: (以螺距为基准) P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032 P1.75-0.034 P2-0.038 P2.5-0.042 上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042注:①以上的罗纹公差是以粗牙为准,对细牙的罗纹公差相应有些变更,但均只是公差变大,所以按此节制不会越出规范边界,故在上述中未一一标出.②罗纹的光杆坯径尺寸在生产实际中根据设计要求的精度和罗纹加工设备的挤压力的分歧而相应比设计罗纹中径尺寸加大0.04—0.08之间,为罗纹光杆坯径值,例我们公司的M8外罗纹6g级的罗纹光杆坯径实在7.08—7.13即在此范围.③思索到生产过程的需要外罗纹在实际生产的未停止热处理和概况处理的中径节制下限应尽可能坚持在6h级为准二、60°内罗纹中径计算及公差(GB 197 /196)a. 6H级罗纹中径公差(以螺距为基准) 上限值: P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180 P1.25+0.00 P2.0+0.212 P2.5+0.224 下限值为”0”, 上限值计算公式2+TD2即基本尺寸+公差例M8-6H内罗纹中径为:7.188+0.160=7.348 上限值:7.188为下限值b. 内罗纹的中径基本尺寸计算公式与外罗纹相同即D2=D-P×0.6495即内罗纹中径罗纹大径-螺距×系数值c. 6G级罗纹中径基本偏差E1(以螺距为基准) P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032 P1.75+0.034 P1.00+0.026 P2.5+0.042 例:M8 6G级内罗纹中径上限值:7.188+0.026+0.16=7.374 下限值:7.188+0.026=7.214 上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差下限值公式2+GE1即中径尺寸+偏差三、外罗纹大径的计算及公差(GB 197/196)a. 外罗纹的6h大径上限值即罗纹直径值例M8为φ8.00上限值公差为”0”b. 外罗纹的6h级大径下限值公差(以螺距为基准) P0.8-0.15 P1.00-0.18 P1.25-0.212 P1.5-0.236 P1.75-0.265 P2.0-0.28 P2.5-0.335 大径下限计算公式:d-Td 即罗纹大径基本尺寸-公差例:M8外罗纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788c. 外罗纹6g级大径的计算与公差 6g级外罗纹的基准偏差(以螺距为基准) P0.8-0.024 P1.00-0.026 P1.25-0.028 P1.5-0.032 P1.25-0.024 P1.75 –0.034 P2.0-0.038 P2.5-0.042 上限计算公式 d-ges 即罗纹大径基本尺寸-基准偏差下限计算公式 d-ges-Td 即罗纹大径基本尺寸-基准偏差-公差例: M8 外罗纹6g级大径上限值φ8-0.028=φ7.972 下限值φ8-0.028-0.212=φ7.76注:①罗纹的大径是由罗纹光杆坯径及搓丝板/滚丝轮的牙型磨损程度来决议的,而且其数值在同样毛坯及罗纹加工工具的基础上与罗纹中径成反比出现即中径小则大径大,反之中径大则大径小.②对需停止热处理和概况处理等加工的零件,思索到加工过程的关系实际生产时应将罗纹大径节制在6h级的下限值加0.04mm以上,如M8的外罗纹在搓(滚)丝的大径应包管在φ7.83以上和7.95以下为宜.四、内罗纹小径的计算与公差a. 内罗纹小径的基本尺寸计算(D1) 罗纹小径基本尺寸=内罗纹基本尺寸-螺距×系数例:内罗纹M8的小径基本尺寸8-1.25×1.0825=6.646875≈6.647b. 内罗纹6H级的小径公差(以螺距为基准)及小径值计算P0.8 +0. 2 P1.0 +0. 236 P1.25 +0.265 P1.5 +0.3 P1.75 +0.335 P2.0 +0.375 P2.5 +0.48 内罗纹6H级的下限偏差公式D1+HE1即内罗纹小径基本尺寸+偏差注:6H级的下偏值为“0” 内罗纹6H级的上限值计算公式=D1+HE1+TD1即内罗纹小径基本尺寸+偏差+公差例:6H级M8内罗纹小径的上限值 6.647+0=6.647 6H级M8内罗纹小径的下限值 6.647+0+0.265=6.912c. 内罗纹6G级的小径基本偏差(以螺距为基准)及小径值计算P0.8 +0.024 P1.0 +0.026 P1.25 +0.028 P1.5 +0.032 P1.75 +0.034 P2.0 +0.038 P2.5 +0.042 内罗纹6G级的小径下限值公式=D1+GE1即内罗纹基本尺寸+偏差例: 6G级M8内罗纹小径的下限值 6.647+0.028=6.675 6G级M8内罗纹小径的上限值公式D1+GE1+TD1即内罗纹基本尺寸+偏差+公差例: 6G级M8内罗纹小径的上限值是6.647+0.028+0.265=6.94 注:①内罗纹的牙高直接关系到内罗纹的承载力矩的大小,故在毛坯生产中应尽可能在其6H 级上限值以内②在内罗纹的加工过程中,内罗纹小径越小会给加工具——丝锥的使用效益有所影响.从使用的角度讲是小径越小越好,但综合思索时一般采取小径的在中限至上限值之间,如果是铸铁或铝件时应采取小径的下限值至中限值之间③内罗纹6G级的小径在毛坯生产中可按6H级执行,其精度等级主要思索罗纹中径的镀层,故只在罗纹加工时思索丝锥的中径尺寸而不必思索光孔的小径.五、分度头单分度法计算单分度法计算公式:n=40/Z n:为分度头应转过的转数 Z:工件的等分数 40:分度头定数例:铣削六方的计算代入公式: n=40/6计算:①化简分数:找出最小约数2停止约分,即将分子分母同时除以2得20/3.分数的同时缩小其等分不变.②计算分数:此时要看分子与分母的数值而确定;如分子此分母大时停止计算. 20÷3=6(2/3)即n值,也即分度头应转过6(2/3)转.此时的分数已变成带分数;带分数的整数部分6为分度头应转过6整圈.带分数的分数2/3则只能是转一圈的2/3,此时又须重新计算③分度板的选用计算:缺乏一圈的计算须借助分度头的分度板来实现.计算时第一步将分数2/3停止同时扩展.例:如果同时扩展14倍时的分数为28/42;如同时扩展10倍时,分数为20/30;如同时扩展13倍时的分数为26/39……扩展分门倍数的多少要根据分度板的孔数来选择.此时应注意:①选择分度板的孔数一定能被分母3整除.如前面举例中的42孔是3的14倍,30孔是3的10倍,39是3的13倍……②分数的扩展必须是分子分母同时扩展其等分不变,如举例中的28/42=2/3×14=(2×14)/(3×14);20/30=2/3×10=(2×10) /(3×10); 26/39=2/3×13=(2×13)/(3×13) 28/42分母42即采取分度数的42孔停止分度;分子28即在上轮的定位孔上向前再转过28孔即29孔上为本轮的定位孔,20/30是在30孔分度板向前再转过10孔即11孔上为本轮的定位孔.26/39是在39孔的分度板向前再转26孔即27孔上为本轮的定位孔. 铣六方(六等分)时即可采取42孔,30孔,39孔等被3整除的孔作为分度:其操纵是手柄转整6圈后,再分别在上轮的定位孔上向前再转28+1/ 10+1 / 26+!孔的29/11/27孔上作为本轮的定位孔例2:铣15齿的齿轮计算代入公式: n=40/15 计算n=2(2/3) 是转2整圈再选被3整除的分度孔如24,30,39,42.51.54.57,66等孔板上再向前转过16,20,26,28,34,36,38,44加1孔即17,21,27,29,35,37,39,45孔作为本轮的定位孔.例3: 铣82齿的分度计算代入公式: n=40/82 计算n=20/41 即:只要选41孔的分度板,在上轮定位孔上再转过20+1即21孔作为本轮的定位孔即是例4: 铣51齿的分度计算代入公式 n=40/51由于此时分数无法计算则只能直接选孔,即选51孔的分度板,在上轮定位孔上再转过51+1即52孔作为本轮的定位孔即是例5 铣 100齿的分度计算代入公式 n=40/100 计算 n=4/10=12/30 即选30孔的分度板,在上轮定位孔上再转过12+1即13孔作为本轮的定位孔即是如所有分度板无计算所需的孔数时则应采取复式分度法计算,不在本计算方法之列,实际生产时一般采取滚齿,因复式分度计算后的实际操纵极为方便六、圆内接六方形的计算公式:①圆D求六方对边(S面) S=0.866D 即直径×0.866(系数)②六方对边(S面)求圆(D)直径D=1.1547S 即对边×1.1547(系数)七、冷镦工序的六方对边与对角计算公式①外六角对边(S)求对角e e=1.13s 即对边×1.13②内六角对边(s)求对角(e) e=1.14s 即对边×1.14(系数) 八、圆内接四方形的计算公式:①圆(D)求四方形对边(S面) S=0.7071D 即直径×0.7071②四方对边(S面)求圆(D) D =1.414S 即对边×1.414九、冷镦工序的四方对边与对角的计算公式①外四方对边(S)求对角(e) e=1.4s 即对边(s)×1.4参数十、六方体体积的计算公式① s20.866×H/m/k 即对边×对边×0.866×高或厚度十一、圆台(圆锥)体的体积计算公式0.262H(D2+d2+D×d)即0.262×高度×(大头直径×大头直径+小头直径×小头直径+大头直径×小头直径)十二、球缺体(例如半圆头)的体积计算公式 3.1416h2(R-h/3) 即3.1416×高度×高度×(半径-高度÷3)十三、内罗纹用丝锥的加工尺寸计算1.丝锥大径D0的计算公式D0=D+(0.866025P/8)×(0.5~1.3)即丝锥大径罗纹基本尺寸+0.866025螺距÷8×0.5至1.3 注:0.5至1.3的多少选择应根据螺距的大小来确认,螺距值越大则应采取小一点系数,反之,螺距值越小而相应采取大一点系数2.丝锥中径(D2)的计算公式: D2=(3×0.866025P)/8即丝锥中径=3×0.866025×螺距÷83.丝锥小径(D1)的计算公式: D1=(5×0.866025P)/8即丝锥小径=5×0.866025×螺距÷8 十四、各种形状冷镦成型用料长度计算已知:圆的体积公式是直径×直径×0.7854×长度或半径×半径×3.1416×长度即d2×0.7854×L或R2×3.1416×L 计算时将需要用料的体积X÷直径÷直径÷0.7854或X÷半径÷半径÷3.1416即为投料的长度列式=X/(3.1416R2)或X/0.7854d2 式中的X暗示需要用料体积数值 L暗示实际投料的长度数值 R/d 暗示实际投料的半径或直径十五、滚齿轮机滚齿轮的挂轮计算a. 滚齿轮主轴定数24b. 滚齿轮挂轮计算是依照将数据分解即同时扩展或缩小其等分不变来实现的 B1和b2示意图为复合变速,b3和b4示意图为直接变速c. 主轴参数24的分解c1直接分解可为2×12=24; 3×8=24; 4×6=24 c2扩展倍数后分解: 如扩展5倍24×5=120那末120便可分解为20×6; 3×40; 4×30; 6×20 如扩展8倍24×8=192那末192就分解为2×91; 91×2; 48×4; 4×48; 3×64; 64×3; 8×24; 24×8; 32×6; 6×32在扩展倍数时应将加工零件的齿数同时扩展到直至以便于分解为止;d. 演算事例分解d.1设加工零件为15齿时的计算列式:24/15同时扩展10倍后240/150;分解同时清除公倍数3得(3×80)/(3×50)=80/50此时可采取b.4示意图在中间装一任意介轮即在①处装80齿数齿轮②处装50齿数齿轮d.2设加工零件为77齿时的计算列式:24/77同时扩展90倍后2160/6930;分解(40×54)/(70/99)此时可采取b.1示意图的装配齿轮,思索到齿轮时的装配方便,1和3数可任意调换,2 和4也可任意调换但1与2或4及3与2或4位置不适调换反之4与1或3及2与1或3同不克不及调换d.3设加工零件为32齿时的计算列式: 24/32 同时扩展5倍后120/160;分解为(4×30)/(4×40)同时清除公倍数4后得30/40此时可采取b.3示意图在中间装任意介轮即在①处装30齿轮②处装40齿轮数齿轮 d.4设加工零件为13齿时的计算列式: 24/13同时扩展100倍后2400/1300;分解力(30×80)/(20×65)此时可采取 b.2示意图停止装配,注:为什么2400时分解为30×80也可分解40×60,此时应看装配后齿轮的互相吻合而定,只要好吻合即可,本齿轮齿数也可将2400分解为20×120即可同6.4的示意图装配,。
英制螺纹攻丝底孔对照表【免费下载】
机械加工中螺纹加工随处可见,钳工师傅对此非常熟悉,并不太在意这些参数。
常见螺纹类型可分为:公制螺纹、英制螺纹、针车用螺纹三类。
并且其加工类型各不相同,尤其是工艺底孔更值得推敲。
本文先给大家介绍一下英制螺纹攻丝底孔的相关对照表英制螺纹是螺纹尺寸用英制标注,按外形分圆柱、圆锥两种;按牙型角分55°、60°两种。
螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英寸。
一英寸等于8分,1/4 英寸就是2分,如此类推。
NPT,PT,G 都是管螺纹.NPT 是National (American) Pipe Thread 的缩写,属于美国标准的60 度锥管螺纹,用于北美地区.国家标准可查阅GB/T12716-1991 PT 是Pipe Thread 的缩写,是55 度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为1:16.国家标准可查阅GB/T7306-2000G 是55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为G 代表圆柱螺纹.国家标准可查阅GB/T7307-2001另外螺纹中的1/4、1/2、1/8 标记是指管子的通径,单位是英寸.行内人通常用分来称呼螺纹尺寸,一英寸等于8分,1/4 英寸就是2分,如此类推.G 好像就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。
即螺纹由一圆柱面加工而成。
ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的Rc表示圆锥内螺纹ZG表示锥管螺纹,3/4"表示英寸的标注,就是3/4寸圆锥管螺纹,《五金手册》上有。
国标规定ZG 3/4〃螺纹大径是26.44毫米。
可参考《公制、美制和英制螺纹标准手册(第三版)》。
它的表示方法应该是:ZG 3/4〃。
其中(〃)是英寸的代表符号。
一英寸等于8英分。
3/4的来历是6/8=3/4。
俗称6分。
同样ZG 1/2〃螺纹大径≈21毫米。
丝锥精度等级
自己去算一下ISO2=6H=2B比如10-32UNF-GH3和10-32UNF-3B的公差各是多少?GH3:4.336+0.0127(mm)3B:0.1697+0.0029(in)YAWAMA的美标丝锥10-32UNF-GH3精度是不是和美标的3B精度等同?不相同的.H3是丝锥精度,3B是内螺纹精度.YAMAW A挤压丝锥:挤压丝攻是应用塑性成形方式,在下孔内压磨使被削材隆起而形成螺纹。
因不会产生切屑,不存在排屑槽,因此也叫无沟(屑)丝攻。
此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。
挤压丝攻最适合于具有可塑性之材料如铝,红铜,锌,黄铜与低碳钢。
•YAMAW A挤压丝锥精度等级:YAMAW A G级•YAMAW A 挤压丝锥材质:HSS-E •YAMAW A挤压丝锥切刃吃入部牙数:2牙/4牙•YAMAW A挤压丝锥表面处理:N-RZ-酸化处理(黑色),R-V-复钛(TIN)处理(金黄色)•YAMAW A挤压丝锥适用被削材:N-RS适用于铝,红铜,锌,黄铜,低碳钢等… N-RZ适用于低碳钢,中碳钢等丝锥精度等级分为几种?美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。
产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。
挤压丝锥较切削丝锥有七大优点:1、无屑加工。
因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。
2、强化所攻牙的强度。
积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。
3、更高的产品合格率。
由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好;而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。
管螺纹标准
管螺纹及其相关标准(王开远丹东五一八内燃机配件有限公司 118009)在汽车上,某些零件采用管螺纹连接和密封。
比如,一些管路件等。
有的曲轴,其斜油孔也采用管螺纹密封。
由于管螺纹应用的局限性,使人们对其了解不象普通螺纹那样多。
而且,近年来随着标准的不断修订,管螺纹标准已发生较大变化。
因此,对管螺纹的类别、执行标准及图样标注等内容做一简要介绍,以使有关人员对管螺纹及其国产化情况等有一个较系统的了解。
为进行管螺纹新旧标准转换、生产出符合标准要求的产品提供思路。
1 管螺纹的分类按单位制划分,管螺纹分为英寸制管螺纹和米制管螺纹两大类。
其中,英寸制管螺纹按牙型又可分为55°管螺纹和60°管螺纹两种。
55°管螺纹也称惠氏管螺纹,是使用最早的管螺纹,由英国人发明,在欧洲及英联邦国家占主导地位。
60°管螺纹也称为布氏管螺纹,由美国人发明,在北美洲及美国领先的行业占主导地位。
这两种管螺纹仍是目前影响较大、应用最广的管螺纹。
米制管螺纹是德国、俄罗斯和我国利用米制普通螺纹的牙型,制定了各自的米制锥螺纹国家标准。
但这种米制密封管螺纹目前没有被世界上的多数国家接受。
因此,应用受到限制。
只能用在不与外界直接发生关系的局部连接上。
目前还不能随意采用。
管螺纹按密封性又可分为密封管螺纹和非密封管螺纹。
密封管螺纹靠螺纹自身密封。
一般密封管螺纹也可填加密封介质,以进一步提高螺纹密封性。
但干密封管螺纹完全凭自身的密封性实现密封。
密封管螺纹的螺纹副有“锥/锥”配合和“柱/锥”配合两种。
非密封管螺纹不具备密封功能,只用于管路连接。
其螺纹副只有“柱/柱”配合一种。
比如,我国引进机型卡特曲轴斜油孔采用“锥/锥”配合的60°密封管螺纹。
螺纹分类见表1。
表1 管螺纹分类按单位制分按牙型分按密封性分55°密封管螺纹55°管螺纹55°非密封管螺纹60°密封管螺纹英寸制60°管螺纹60°非密封管螺纹米制60°密封管螺纹米制米制60°管螺纹米制60°非密封管螺纹2 管螺纹相关标准1987年以前,由于单位制的原因,我国一直没有关于英寸制管螺纹的国家标准和行业标准。
公制英制螺纹
• • • • • • • • •
英制螺栓之表示法: LH 2N 5/8 × 3 - 13 UNC-2A (1)LH为左螺纹 (RH为右螺纹,可省略) 。 (2)2N双线螺纹。 (3)5/8 英制螺纹,外径 5/8 ”。 (4)3 螺栓长度3” 。 (5)13 螺纹每寸牙数13 牙。 (6)UNC统一标准螺纹粗牙。 (7)2 级配合,外螺纹(3:紧配合;2:中配合;1:松配合) A:外螺纹 (可省略) B:内螺纹 • 英制螺纹: • 英制螺纹之大小,通常以螺纹上每寸长度有若干螺纹数表示,简称为 「每寸牙数」,恰等於螺距之倒数。例如每寸8 牙之螺纹,其螺距为 1/8 寸。
一、NPT牙
• NPT就是一般用途的美国标准锥管螺纹。 • 其中N表示National (American)美国国家标 准,P表示PIPE管子,T表示TAPER锥形, 牙型角为60°。 • 这种管螺纹在北美地区常用,或在使用 ANSI规范中经常看到。国家标准可查阅 GB/T12716-1991 • 我必须注意:在做ANSI规范中须使用NPT 牙哦!
三、其它
• G 是 55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为 G 代表圆柱 螺纹.国家标准可查阅 GB/T7307-2001 • G是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。 即螺纹由一圆柱面加工而成。 • ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这 样的,老国标标注为Rc • 公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示, 这是它们最大的区别, • 公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60 度。 • 公制螺纹用公制单位, 美英制螺纹用英制单位。 • 管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与 锥管两种。公称直径是指所连接的管道直径,显然螺纹大径比公称直 径大。 • 1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸。