检查基准书
检查基准书

检查基准书文件编号页码 1/1版本:A0沿浦项目编号D23产品名称产品编号产品规格图样序工序级设备名称设备型号工装模具名称工装模具编号号名称别检具名称/方式检具型号/规格/编号频次大卡尺1000-0.025件/小时千分尺25-0.01首中末壁厚千分尺25-0.01首中末目视全检专用检具目视游标卡尺150-0.025件/小时专用检具JZ D23-DL081018目视专用检具目视专用检具目视6焊接通止规全检点焊机校对尺寸:⑦20±0.2 ⑨2-20±0.2备注:1.适用情况:适用于断管、倒角之后的后加工工序审批WD25*R80WD25*120WD25*60冲压模JH21-110CY D23-DL081017-A 2JZ D23-DL081018折弯冲20±0.2两位置尺寸:①465+2/0 ②369.3±1 ③570+2/0 外观:无锐边/毛刺/锈蚀/开裂/起皱/起皮尺寸:②369.3±1 ④390.1±2 ⑧16.9°±0.5°MC-315ACCNC38MS-RSM-5A 直径模导模夹模(束管模)全自动弯管机无锡源隆金属制品有限公司外观:无锐边/毛刺/开裂/锈蚀靠背上横管_右断管折弯冲压直径D:25±0.15标准/要求工艺卡片(后加工)全检外观:无锐边/毛刺/锈蚀/开裂/起皱/起皮1客户名称不合格图示操作图示断管断料长度L:1335±1壁厚T:2±0.12自检Q345 D25*T2DL081018金属圆锯机编制3压力机JH21-110全检压力机冲扁两端头4CY D23-DL081017-B JZ D23-DL081018全检压力机JH21-110冲压模尺寸:②369.3±1 ④390.1±2外观:无锐边/毛刺/锈蚀/开裂/起皱/起皮M8螺栓,焊接牢固,符合通止规冲压模CY D23-DL081017-C 冲孔落料5JZ D23-DL081018全检外观:无锐边/毛刺/锈蚀/开裂/起皱/起皮尺寸:①464.3±1 ②369.3±1 ③569.4±1 ④390.1±2 ⑤544.4±0.3⑥Φ9+0.1/0912346785备注:。
电磁阀检查基准书
电磁阀检查基准书
(ISO9001-2015/IATF16949)
1.0目的:
规范电磁阀的检验标准,确保检验工作有充分依据。
2.0范围
此标准适用于电磁阀检验,其中斜体字部分,因当前测试设备所限,暂不强制要求检验。
3.0职责
质量控制部依据本检验标准进行电磁阀检验。
4.0定义
4.1缺陷类别分为:严重缺陷缺陷(CR)、主要缺陷(MA)和次要缺陷(MI);
4.2严重缺陷(CR):不符合安全规范或可能对使用者、维护者造成人身危害的缺陷;
4.3主要缺陷(MA):关键质量特性不合格,影响生产并可能导致故障或降低产品性能的缺陷;
4.4次要缺陷(MI):一般质量特性不合格,但不影响使用功能及性能的缺陷。
5.0检验条件
5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准。
检查基准书及检查记录表-
2 3 三 四
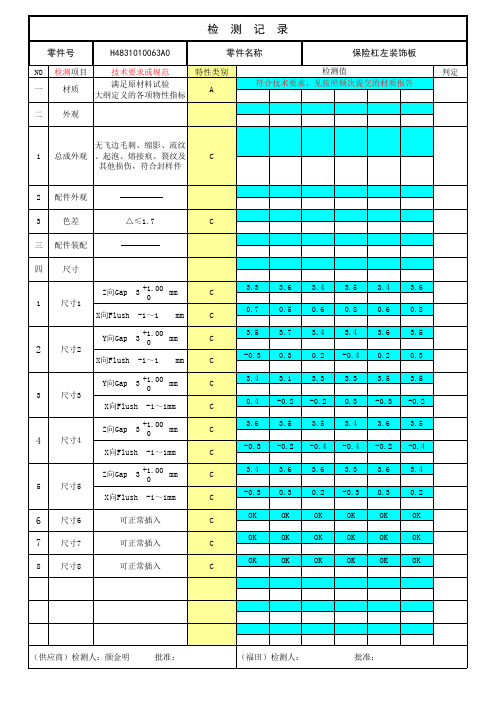
配件外观 色差 配件装配 尺寸 Z向Gap 3 +1.00 mm 0 -1~1 mm C C C C C C C C C C C C C 3.3 0.7 3.5 -0.3 3.4 0.4 3.6 -0.3 3.4 -0.3 OK OK OK 3.6 0.5 3.7 0.3 3.1 -0.2 3.5 -0.2 3.6 0.3 OK OK OK 3.4 0.6 3.4 0.2 3.3 -0.2 3.5 -0.4 3.6 0.2 OK OK OK 3.5 0.8 3.4 -0.4 3.3 0.3 3.4 -0.4 3.3 -0.3 OK OK OK 3.4 0.6 3.6 0.2 3.5 -0.3 3.6 -0.2 3.6 0.3 OK OK OK 3.6 0.8 3.5 0.3 3.5 -0.2 3.5 -0.4 3.4 0.2 OK OK OK △≤1.7 C
检
零件号
NO 一 二 检测项目 材质 外观
测
记
录
供应商检测数
保险杠左装饰板
H4831010063A0
技术要求或规范 满足原材料试验 大纲定义的各项物性指标
零件名称
特性类别 A
检测值 符合技术要求,见按照频次提交的材质报告
1
总成外观
无飞边毛刺、缩影、流纹 、起泡、熔接痕、裂纹及 其他损伤,符合封样件
C
RP2 A+或A B 90% 85% 85% 80% 80% 75%
RP3 A+或A B
100% 90% 80% 100% 85% 75%
S A+或A
100% 95% 85%
B
100% 90% 80%
PPAP A+或A B
开关电源检查基准书
开关电源检查基准书
(ISO9001-2015/IATF16949)
1.0目的:
规范开关电源的检验标准,确保检验工作有充分依据。
2.0范围
此标准适用于开关电源检验,其中斜体字部分,因当前测试设备所限,暂不强制要求检验。
3.0职责
质量控制部依据本检验标准进行开关电源检验。
4.0定义
4.1缺陷类别分为:严重缺陷缺陷(CR)、主要缺陷(MA)和次要缺陷(MI);
4.2严重缺陷(CR):不符合安全规范或可能对使用者、维护者造成人身危害的缺陷;
4.3主要缺陷(MA):关键质量特性不合格,影响生产并可能导致故障或降低产品性能的缺陷;
4.4次要缺陷(MI):一般质量特性不合格,但不影响使用功能及性能的缺陷。
5.0检验条件
5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准。
涂装检查基准书
序号
检查项目
检查手段
判定标准
检查频次
重要度
1
漆膜厚度
测厚仪
35~50um
1件/班
A
2
赃物、油污
目测
不得有
1件/班
A
3
流挂
目测
允许轻微流痕
1件/班
A
4
涂料溅落
目测
不得有
1件/班
B
5
非涂装处粘有涂料
目测
不得有
1件/班
A
6
起泡
目测
不得有
1件/班
B
7
露底
目测
不得有
1件/班
A
8
附着力
划格胶带法
3、Sa2.5标准主要指以下区域:
泵车:布料杆、上装其余零部件等。
拖泵:除两侧门板外表面、油箱两侧外表面以外其它零部件;
Moli:除两侧走板外表面、水箱两侧表面、发动机罩两侧外表面以外其它零部件;
4、Sa3标准(最彻底清理级):钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应显示均匀的金属光泽(清理后的钢材表面呈完全一致的银灰色,有一定的表面粗糙度以提高涂层的附着力。表面上的油脂、氧化皮、锈、腐蚀生成物、氧化物和其它杂质均被彻底地清除干净。)
附表3:面漆附着力/硬度测量记录表检验员:
日期
结构件名称
面漆附着力
面漆硬度
特殊情况记录
记录者
注:1.面漆附着力/硬度每周对不同的涂层结构各测定一次
2.每次测试三个点,全部通过标准,画“√”,否则画“×”
3.测量位置尽量选取不影响外观的位置,测试后通知涂装补漆
焊接质量检查基准书

焊接质量检查基准书(ISO9001-2015/IATF16949)1.0目的:确定本公司焊接产品品质的判定标准,以提供焊接零部件品质检验的依据。
2.0引用标准下列文件中的条款通过本规范的引用成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范。
凡是不注日期的引用文件,其最新版本适用于本规范。
ISO9712 无损检测—无损检测人员资格鉴定和认证ISO17635 焊缝的无损检测—金属材料一般原则ISO5817 焊接-熔化焊-钢、镍、钛及其合金熔化焊接头(能束焊除外)-缺欠质量分级3.0职责质保部负责此规范的维护及执行。
4.0检验要求4.1焊前试验及检验在施焊之前,检验人员应对下列项目进行检验和验证。
4.1.1 焊工和焊接操作工证书的适用性、有效性;查看焊接工证书与焊接要求的一致性,证书在有效期内;4.1.2 焊接工艺规程的适用性;查看焊接工艺规程与产品的符合性;4.1.3 母材的标识;母材标识与图纸及工艺规程要求相符合;4.1.4 焊接材料的标识;焊接材料有CE标记与工艺规程一致,并在有效期内;4.1.5 下料零件的几何尺寸、平整度、切割面质量;符合图纸、工艺、检验规范要求;4.1.6 焊接坡口(形式及尺寸);符合图纸、工艺、检验规范要求;4.1.7 组对、夹具及定位;符合工艺要求的工装夹具;4.1.8 焊接工艺规程中的任何特殊要求,如防止变形;无特殊要求;4.1.9 工作条件(包括环境)对焊接的适用性。
工作环境符合工艺规程要求;4.2焊接过程中的试验及检验在焊接过程中,检验人员及焊接监督人员应在现场进行巡回检查,对工艺执行的情况进行监督检验、监督的内容应包括:4.2.1 主要焊接参数(如焊接电流、电弧电压及焊接速度);依据产品焊接工艺要求;4.2.2 预热/道间温度;依据产品焊接工艺要求;4.2.3 焊道的清理与形状,焊缝金属的层数;单道焊,无需清理;4.2.4 根部气泡;依据产品焊接工艺要求;4.2.5 焊接顺序;按单道顺序进行焊接4.2.6 焊接材料的正确使用及保管;焊接材料使用符合焊丝采购规范要求;4.2.7 变形的控制;符合焊接工艺规程内的现有工艺参数焊接,变形在要求范围内;4.2.8 所有的中间检查,如尺寸检验。
检查基准-Time check
常用:145*210mm 185*260mm 150*2215mm
每2HR
直尺
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 1 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1000±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法 图示参照
配页数量
配页顺序
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 2 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1250±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法
外部观看
图示参照
打开中心页观看
装订外观 无漏订、歪订 无空胶、脱胶 歪钉不良 歪钉不良 脱胶不良
1
外观
侧方捻开查看,翻开查看
裁切外观
无切字、切斜、切爆角、 毛边、连页
切字不良
连页不良
毛边不良
ቤተ መጻሕፍቲ ባይዱ
切斜不良
爆角不良
2
尺寸
长宽尺寸
直尺测量长宽
145mm
210mm
185mm
260mm
OBT
OBT-LQC-03 制订日:16.04.08
Time Check 基准书 (说明书通用)
检查内容 判定基准
折页内容与生产型号一致
页: 1 / 1 修改No: 修改日: /
S3-13检查基准书Inspection Standards
查
基
检查号 Inspection No
新 作 文 件 First issue 年 YY 月 MM 日 DD 修 改 履 历 Revision information
承 认 Approved by
担 当 承 认 担 当 Prepared by Approved by Checked by
符号 Mark
供应商 Supplier
SKPP
TK-SQA-QR-[3-13]
简 图 Sketch
批号的形成方式 Lot formation 批号的大小 Size of Lot No. 批号的表示方法 Lot indication
模具构造 Tool structure 捆包单位 Packaging unit 捆包方法 Packaging method
制订
Establishment
I n s p e c t I o n S t a n d a r d s
凯迈克神商商貿(上海)有限公司
S.K.P.P(SHANGHAI)CO.,LTD
图纸编号
Drawing No.
承认 Approved by
确 认 Reviewed by
担 当 Checked by
级 别 Level
担 当 Prepared by
准
图纸上项目编 号 Item No. on Drawing
书
特殊特性标识 Identification of Special Characteristics 检 查 项 目 Inspection items 重要度 Importance 检 查 频率 Inspection methods 计 量 仪 器 Inspection tools (Measuring devices) 判 断 标 准 Inspection criteria
雾化片检查基准书
雾化片检查基准书(ISO9001-2015/IATF16949)1.0目的:规范雾化片的检验标准,确保检验工作有充分依据。
2.0范围此标准适用于雾化片检验,其中斜体字部分,因当前测试设备所限,暂不强制要求检验。
3.0职责质量控制部依据本检验标准进行雾化片检验。
4.0定义4.1缺陷类别分为:严重缺陷缺陷(CR)、主要缺陷(MA)和次要缺陷(MI);4.2严重缺陷(CR):不符合安全规范或可能对使用者、维护者造成人身危害的缺陷;4.3主要缺陷(MA):关键质量特性不合格,影响生产并可能导致故障或降低产品性能的缺陷;4.4次要缺陷(MI):一般质量特性不合格,但不影响使用功能及性能的缺陷。
5.0检验条件5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)5.2检验距离:550mm-650mm5.3检验人员视力要求在0.8以上6.0检验标准检验项目检验方法检测工具、设备检验内容与缺陷描述缺陷判定A B C包装每袋装一片,包装无破损且摆放整齐,标识清晰数量准确目检1.包装破损、错装或混装不同型号、少数 B2.外箱无产品名称、数量、生产日期等。
C3.包装箱内有异物、内包装不整齐规范者。
C外观检查表面要求光亮平整粘接牢固无变形、无划伤、无氧化生锈,引线焊接正确牢固,喷网孔均匀无堵塞、无破裂等不良在40W灯光下(或自然光线充足)45°角目视距离15㎝观测3~5秒1.表面氧化生锈光泽度差 A2.变形、不平整 A3.不圆滑刮手 A4.喷网孔不均匀或堵塞、破裂 A5.粘接不良 B6.引线焊接不正确或焊接不良 B7.划痕在明显位置有一处以上明显3㎜以上划痕在不明显位置有两处以下AB尺寸结构符合设计图纸及样品要求卡尺测量结构尺寸不符合尺寸要求影响装配不影响装配及性能AB性能参数1.静电容量CP要求在3000PF±20%LCR电桥1KHz1.静电容量CP偏差不在要求的3000PF±20%内B2.谐振频率:113KHz±5KHz频率计谐振频率不符合要求 A3.输出阻抗:R0≤70Ω万用表输出阻抗不符合要求 B实配试验振动良好不符合性能要求 A备注:尺寸、外观、结构以本公司品质部样品为准。
检验基准书
喷塑 无虚焊、漏焊等焊接缺陷
检查方法 目视
平台、高度尺 平台、角度尺 平台、高度尺 内径千分尺
数显卡尺 数显卡尺 数显卡尺 数显卡尺 高度尺 内径千分尺 平台、角度尺 平台、高度尺 平台、高度尺 平台、角度尺
检具 检具 检具 目视
配套厂 名 〇 △
数据形式
频度
100%
检验记录
1次/批
拉脱力8820N以上
70℃×70H×50%伸长率 (一次/2月)
50pphm×40℃×20%伸长率×20H (1次/批)
HS50±5°Βιβλιοθήκη AⅢ5010(1次/2月)
委托新大洲进行测试
测试反馈单
外协厂家提供测量数据和试验报告
外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告 外协厂家提供测量数据和试验报告
4次/批
检验记录 检验记录
4次/批 4次/批
检验记录 检验记录
5次/批 4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
5次/批
检验记录
5次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
检验记录
4次/批
5次/批
5次/批
5次/批
100%
熔透深度须达母材厚度20%-30%
解剖测试
检验记录
表面处理 焊接质量
焊接熔透性
拉伸强度
橡胶热老化
橡胶耐臭氧
硬度 橡胶质量
其他详细内容依照制品图
HS HA HB
規 格 无毛刺、起泡、脱落等缺陷
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
样件阶段
上锡均匀,表面色泽光亮,无氧化,露底等
现象
卡子装配到位无松动,套管无破损
183±3直尺
3
+0.1
0
卡尺
3性能护套与端子之间拉脱力≥49N拉力机5件/批
更改理由更改人1目测比对样件按图纸(样件)目测检查100%首,末各1模,1 模/2H外观武汉申广汽车零部件有限公司量产阶段线束无破损,无错装、漏装,端子无变形、退位。护套无缺料,变形等JK9859-1110产品名称线束检 查 频 次审核湖北三环汽车电器有限公司谢康张建平符号更改日期
确认日期确认人签名
编制批准
陈怀先
协 作 厂
5件/批产品图号尺寸5件/批5件/批拉力机测量
按图纸卡尺测量
2
序号供应商 检 查 基 准 书检查项目质 量 标 准检查工具检 查 方 法质量特性
按图纸直尺测量
各1模,
1 模/2H
阶段
查 频 次
/批
/批