电子厂客户稽核改善报告范本PPT
改善报告ppt
改善报告ppt
改善报告PPT
第一页:标题页
- 在标题区域写上“改善报告”
- 在副标题区域写上报告日期和作者姓名
第二页:报告目录
- 列出报告的各个部分的标题和页码
- 使用清晰的标题和标号
第三页:简介
- 介绍改善报告的目的和背景
- 引导听众了解报告的重要性和价值
第四页:问题陈述
- 提出具体问题并解释其对业务影响
- 使用数据和图表来支持问题的说明
第五页:解决方案概述
- 简要介绍你的解决方案或建议
- 强调解决方案能够如何解决之前提出的问题
第六页到倒数第二页:详细解决方案
- 每页介绍一个具体解决方案或步骤
- 使用清晰的标题和有序的列表来展示每个步骤- 使用图表、数据和示意图来更好地说明解决方案
倒数第一页:实施计划
- 列出实施解决方案的时间表和里程碑
- 说明每个阶段的预期成果和实施负责人
倒数第二页:成果预期
- 使用图表、数据和图像来展示预期的改善成果
- 强调解决方案的预期效益和价值
最后一页:总结与提问
- 概述报告的主要内容和重点
- 标明报告的结论和建议
- 鼓励听众提问并提供联系方式
注意事项:
- 使用清晰、简洁和易于理解的语言
- 避免使用过多的文字,尽量使用图表和图像来展示信息
- 使用一致的字体和配色方案,以提高视觉效果
- 遵循PPT设计的最佳实践,如使用大字体、清晰的标题和适当的排版布局
- 在报告中引用和参考相关的研究、数据和案例研究,以提升报告的可信度和说服力。
供应商稽核缺失改善报告(一)

供应商稽核缺失改善报告(一)供应商稽核缺失改善报告引言本报告旨在总结供应商稽核缺失问题,并提供改善措施和建议。
通过对供应商稽核缺失的分析和解决,我们将提高供应链管理的质量和效率。
缺失问题总结以下是我们在供应商稽核过程中发现的主要缺失问题:1.稽核标准未明确:现行稽核标准不够明确,导致供应商无法准确了解要求,进而影响到整个供应链的管理和运行。
2.信息记录不完善:供应商提供的相关文件和资料记录不完整和不准确,导致稽核结果的可靠性受到影响。
3.质量控制不足:供应商在生产过程中存在质量控制不足的问题,导致产品的质量不稳定,损害了消费者和企业双方的利益。
4.公共安全风险:供应商在生产环境中安全管理不到位,存在潜在的公共安全风险隐患。
改善措施和建议为解决上述问题,我们提出以下改善措施和建议:1. 稽核标准明确化•制定明确的稽核标准,包括产品质量要求、安全生产要求、信息记录要求等,供应商应进行全面的了解和遵守。
•提供详细的稽核手册和指南,帮助供应商了解每个环节的稽核要求和操作方法。
•定期组织培训和沟通会议,确保供应商团队对稽核标准的准确理解和执行。
2. 信息记录完善化•要求供应商建立完善的质量管理体系,确保所有相关记录和数据的准确性和完整性。
•实施供应商信息化管理系统,方便稽核人员对供应商信息和记录的查阅和分析。
•加强对供应商的监督和审核,确保信息记录的有效性和及时性。
3. 质量控制强化•建立供应商质量评估机制,对供应商的产品和生产流程进行定期评估和监测。
•设置质量指标和目标,与供应商共同制定改善计划,推动其质量管理水平的提升。
•鼓励供应商引入先进的质量管理方法和工具,提高产品的稳定性和一致性。
4. 公共安全风险防控•加强对供应商的安全管理要求,确保其生产环境和设备符合相关安全标准和法规要求。
•建立风险评估和应急响应机制,及时发现和处理供应商生产过程中的潜在安全隐患。
•定期进行供应商的安全稽核和评估,确保其安全管理工作的有效性和可持续性。
工厂改善报告汇总PPT课件
易出现,压伤手指安全事故。
危险,提高安全操作性。
.
4
改善案例
主题
改善前:
YFC外水切PVC角度设计缺陷整改
改善后:
现状叙述: 1.改善前产品冲切完毕后角度变差 影响装车造成客户抱怨; 2.冲切完毕后需要手工检修才可以 交货。
成果说明: 1.对冲切模具进行整改; 2.角度偏差控制在合格范围内; 3.提高效率降低不良; 4.角度变换,突破技术难点
改善案例
主题
改善前:
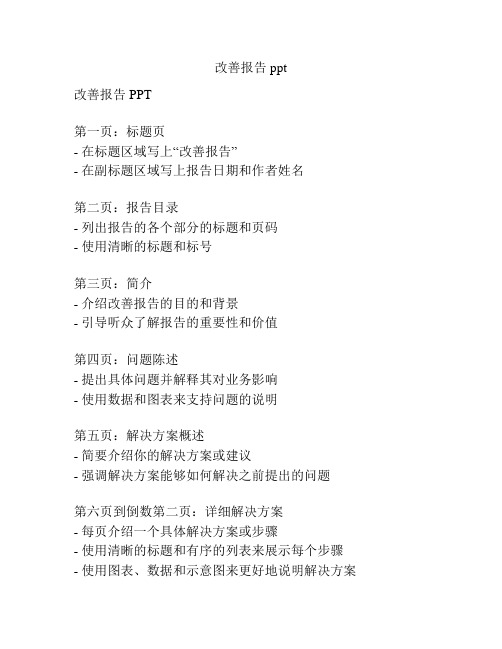
导轨线冲切夹紧安全改善
改善后:
现状叙述: 1.导轨线点焊机生产时脚踏操作; 2.脚踏作业存在安全隐患; 3.易出现夹伤手指的危险。
成果说明: 1.改善操作方法,由脚踏改为双手 操作; 2.气动夹紧,取代手扶作业; 3.提高安全操作性。
.
1
主题
改善前:
YFC外水复押冷却水过滤改善
效果:1.将铁芯切端后再增加一道端部冲切.
端部无变形,可与注塑头部表面相平,无凹坑。效 果比较显著。
.
9
改善案例(1)夹头的安全/快速更换改善
改善前
此位置存有安善前问题点
改善后优点
1.此夹头存有安全隐患,08年已出现安全事故.隐患,08年已 出现安全事故
改善后优点
改善后
掘金 价值
光电开关
1.改善前无此动力装置及光电控制,改善后有电机带动,光电控制转速,与引取机同步, 是引取机牵引不受力,保持匀速。
.
8
▣ 品质改善案例
改善前
产品中间部 位凹坑
设计:李立元 提案:桑贤良 修配:李宗洋
改善后
产品中间部 位无变形
问题点:930L车顶饰条前端部冲切变形,影响注 塑(造成端部凹坑)
富士康科技集团提案改善报告书ppt课件

路邊宿舍常有夜間車經過
否
4 無塵衣有很難聞的味道 有的同仁易出汗,無塵衣不經常清潔
否
管理人員、菁干班雙方 管理人員工作忙,不經常舉辦座談會,有的
5 缺乏溝通
菁干班溝通主動性稍有欠缺
是
6 薪資條件較差
公司在工資中扣除五險一金,伙食費及住宿 費后就沒剩多少
是
7 公司舉辦活動較少
工作繁忙沒有時間舉辦,并且每個人定義的 活動不同
菁干班 方面 調整好工作
心態、積極 應對挑戰
努力提升自 身的工作技 能
.
14
歡迎咨詢交流!
聯繫人: 單 位: 分 機:
謝 謝!!!
.
15
• 薪資福利條件 滿意度提高
改善期望
.
12
預估改善績效
期望:年流失 率減至15%
差旅費 55080元/年
節約成本: 55080+200* 3000*15%= 14.508萬元/ 年
招聘人員36 人
培訓成本:平 均每個菁干班 200元/年/人
.
13
改善總結
公司方 面 瞭解菁干班
生活和工作
聽取菁干班 意見
否
8 室外停坐設施
室外停坐設施少,休閒場所少
否
9 就餐環境不好
每個人對環境的要求不一樣
否
10
菁干班對目前工作沒興 趣
對自己工作內容不瞭解,職業規劃不明確
是
.
6
原因分析(結論)
菁干班不滿意的主要因素為:
菁干班對 目前工作 沒興趣
部份菁干 班不能吃
苦Байду номын сангаас
管理人員、 菁干班雙 方缺乏溝
通
薪資條件 較差
审核整改报告(模版)PPT课件
对应措施:
纠正预防措施/对 策
负责人020/2/26
8
改善前:
2020/2/26
对应措施:
纠正预防措施/对 策
负责人
完成时间
附件: 修改点:
9
改善效果:
2020/2/26
10
改善前:
对应措施:
纠正预防措施/对 策
负责人
完成时间
附件:
2020/2/26
11
2020/2/26
1
1. *****审核情况 2. 不符合项改善计划 3. 不符合项改善结果
2020/2/26
2
****年**月**日***有限公司对我司进行了第*方审核。 此次审核***有限公司严格按照过程审核标准,对我司的质 量管理体系进行了全面的审核,共提出*个不符合项并针对 不符合项提出了改进要求和改善建议。为了持续改善我司 的质量管理体系,我司进行了积极的对应和改善。
2020/2/26
3
在接到***公司的审核报告后积极对应,并制定了下表中
的改善计划。
序号
1 2 3 4
不符合项
纠正预防措施/对 策
负责人
完成时间
2020/2/26
4
改善前:
2020/2/26
对应措施:
纠正预防措施/对 策
负责人
完成时间
附件: 修改点:
5
改善效果:
2020/2/26
6
改善前:
2020/2/26
改善效果:
2020/2/26
12
供应商稽核缺失改善报告

稽核日期: 原因分析
未按要求落实温湿度管控点检
改善对策
样品料全捡当抽检误解
后续进料检验未按进料检验流 程作业,按公司规章制度作经 济惩罚。领导监督督促进料作 业过程。
15
IQC进料检验流程不符,当物料不合格时应分判退 或申请MRB,而不是不合格支架进行申请MRB作业。
进料流程未及时更新
增加来料检验控制程序规范来 料检验流程
佐证
责任人
完 成日期
16 进料检验报告未判定
进料检验员工作粗心
重新培训考核,对不合格的人 员不予担任相关职务。每天进 料检验报告领导当天审核。
供应商 名称: 稽核人 员:
No.
问题点描述
1 仓库没有温湿度记录表
供应商稽核缺失改善报告
稽核日: 原因分析
未按要求落实温湿度管控点检
改善对策
17
盐雾试验标准48H、二级标准, 不符合我司要求
产品放置临时区域时,外箱放 置物料卡,每包产品粘贴标签 标识防止混料。
10
来料、退料、报废区域摆放混料,没有区域划分及 区域划分标示不醒目、破旧,区域内 按照区域划分贴附对应地标线
标识
产品在调选中未来的急放标示
及区域信息
供应商 名称: 稽核人 员:
No.
问题点描述
1 仓库没有温湿度记录表
11 32pphi机种生产时未做首件和巡检记录
稽核日期: 原因分析
未按要求落实温湿度管控点检
改善对策
看板没有及时更新
根据不同产品重新分类不良看 板,体现产品不良描述信息,
做良品与不良品对比示图。
佐证
责任人
完 成日期
6
仓库物料标示不清楚(未明确标示相应的机种、规 格、日期等),无法按照先进先出管控
评审不符合项改善报告PPT课件
发生地点:组装部
不符合项图示
改善后佐证
气压 点检 表
改善责任人 田清泉
完成日期 2011.06.24
不符合事项:针座组装压入深度管控计划解释,怎样保证组装夹具不偏移,统一规范机台端子更换作
业指导书.
检查记录表 更换料带作业指导 组装作业指导书 压接深度指导书
胜蓝电子
不符合项 4
2011.06.23
评审改善对策报告
改善对策:
1.修正不良品盒,每个机种按不良的前四项不良进行区分统计,其它偶发性不良放置”其它不良”中;
2.按机种进行制作外观不良检验项目,明确标示不良点,并上线前组长对作业员进行培训指导,并每两小 时点检确认是否能正确分辨和检出不良.
胜蓝电子
不符合项 2
2011.06.23
评审改善对策报告
不符合项图示
不符合项图示
发生地点:组装部
改善后佐证
不符合事项:卡钩的料带折断后出现四处飞散 原因分析:
机台去除料带后料带受力飞散,没有固定档板.
改善对策:
1.将之前防护罩改良,防止四处飞散; 2.确认其它机台是否有此类现象,如发现有则进行改良,加大防护罩.
改善责任人 田清泉
完成日期 2011.06.24
胜蓝电子
胜蓝电子
不符合项 6
2011.06.23
评审改善对策报告
不符合项图示
发生地点:组装部
改善后佐证
解释插针滑轨固定工艺------增加导轨使用寿命监控
改善责任人 田清泉
完成日期 2011.06.24
导轨组装图
胜蓝电子
导轨使用次数 表
导轨清单
2011.06.23
评审改善对策报告
专案改善报告PPT模板
端子锡脚增加平行度管控,防止端子锡脚下趴,影响产品锡脚高度。
增加锡端子锡脚 平行度管控
15
三、注塑改善履历:
4. 半成品总宽度11.08+/-0.02尺寸超出上限规格,因塑胶修正此尺寸对模具改动大,依会议决议塑胶保持现状 ,修正尺寸为11.10+0.02/-0.01,外壳配合塑胶将外壳内径尺寸修到11.15+0.04/-0.01。
如上数据所看: 端子锡脚高出胶芯面尺寸超出上限规格,导致组装外壳后,端子锡脚比外壳脚高,产 品外壳脚悬空不贴板。
6
二、原因分析:
2. MOLDING半成品大边处有上翘现象。 分别拿注塑MOLDING后半成品和产线卷料后裁切半成品去量测塑胶平面度,量测数据如下:
注塑品无经 过绕盘
平面度OK
产线产品经 过绕盘
12
三、注塑改善履历:
2. 1 半成品卷盘收料后大边翘曲,注塑将半成品收料卷盘内径直径由150加大到300。
卷盘
内径 直径 150
卷盘
内径 直径 300
改善前
改善后
半成品自动收料,卷盘内径由原来的内径150变更为内径300,防止卷盘内径太小,减少产品因收料后卷盘 内径太小而产生弧形,影响产品平面度。同时卷料时要求不能过紧防止挤压变形,料带方向与自动机方向 不符需要倒盘时,同时需要注意倒盘时的力度,不能有过紧的现象,防止产品变形。
深 圳 君泽 电 子
Shenzhen Linkconn Electronics Co.,Ltd
专案改善报告PPT模板
专案改善项目:
1.专案成立小组: 2.改善目标拟定 3.问题点搜集 4.原因分析 5.改善对策 6.改善后效果确认 7.标准化实施 8.效果追踪
《改善报告》课件
方案制定
方案目标
明确方案的目标和预期结果。
方案选择
比较可行的方案,并选择最优解 决方案。
方案执行计划
制定详细的实施计划和时间表。
改善实施
1 实施策略
2 实施过程
说明如何有效地推动改善方案的实施。
描述实施过程中的关键步骤和注意事项。
3 实施中的问题
讨论实施过程中可能遇到的挑战和解决方法。
收益评估
3 数据分析方法
描述分析数据所使用的方法和技术。
2 数据清洗
解释数据处理过程中的清洗和处理步骤。
4 数据分析结果
总结数据分析的主要发现和结论。
问题诊断
1
问题列表
列举发现的问题,并概述每个问题的关键特征。
2
问题分析
深入分析每个问题的根本原因和潜在影响。
3
问题重要性评估
对问题的重要性进行评估,并确定解决优先级。
《改善报告》PPT课件
欢迎阅读《改善报告》PPT课件!本课件将向您介绍一种改善方法,帮助您优 化业务流程并提升绩效。跟随我们的指南,一起改善与创新!
研究背景
公司简介
介绍公司的背景、行业和业务模式。
研究方法
介绍研究过程中所采用的方法和工具。
研究目的
阐述研究的目标和集的渠道和方法。
1
改善效果评估
通过指标和数据对改善方案的效果进行
改善收益分析
2
评估。
分析实施改善方案所带来的经济和业务 收益。
未来展望
建议与总结
提出对未来改进的建议和总结性的观点。
后续措施
说明在改善实施后,需要执行的后续措施。
未来展望与预期收益
展望未来,预测改善方案所带来的潜在收益。
改善报告ppt课件
1.合理改善员工生活,福利待遇,使员工感受到企业的温暖,减少人员流动; 2.提倡奖罚分明,让员工树立更强的责任心,不能做好做坏都一样; 3.制定合理有效的程序文件,系统化,使各方面的工作順利展开,分工明確, 流程化, 程序化,并保持; 4.建议后续申请3C(CQC)UL质量认证与ISO9001与14000认证.(注:3C (CQC)目前在申请. ) 5.目前公司电源生产已基本成熟 ,建议体系完成流程顺利展开后,后续生产成 品灯具,引进SMT与注塑工艺.
2.1.2将公司公告栏移动至饭堂入口或车间,公告栏可以公告一些5S曝光图片,或 通知及其他事项,可以使全员清楚的了解公司的一些事情.
2.1.3缺少ISO(5S)管理推进小组.
建议:成立ISO(5S)管理小组,由小组每周或每月对车间,办公室,仓库,饭堂等 5S与不符合公司规章制度或流程进行检查稽核,并曝光限期整改,未整改的进 行处罚或绩效扣分.
不接受不良品; 不制造不良品; 不流出不良品; 3.4.3质量方正: 全员参与 持续改进 精益求精 客户满意
3.5品质手册品保部分的详细解释:品质手册将从新机种开发,供应商管
理,进料,生产过程到出货及客诉的品质管理过程所有内容,此手册将
使全体人员明白东菱的品质管理流程,过程及方法,使全体品保人员清
楚,该怎样品管?发生品质异常怎样处理等(此手册将不断完善及修
2.1.4缺少管理培训.
建议: 根据公司发展可以定期进行例如:员工入职培训,各部门专业技能培训,
及品质培训,并考核,
(此培训可以提高工作效率及工作品质,减少不
必
2.1管理方面:
2.1.5缺少程序文件作业流程性文件(程序文件,SOP与外来文件,表单记录)
建议:完善各部门程序及流程文件,并会议决定修改生效受控并按照程序作业.(注: 程序文件若有问题可以不断完善并会议后修改后审批执行)