JIS H 日本压铸铝合金
铝合金成分和压铸标准

国内外主要压铸AI合金化学成分表铝合金压铸标准---美国标准三.美国标准ASTM B85-96美国压铸铝合金化学成分表铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表铝合金压铸标准---日本标准二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准压铸铝合金的化学成分和力学性能表. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.。
日本压铸铝合金化学成份表
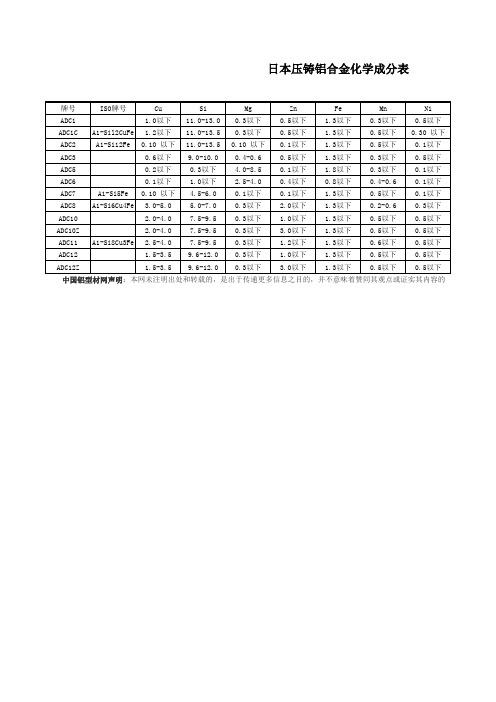
A1-Si12Fe 0.10 以下 11.0-13.5 0.10 以下 0.1以下 1.3以下 0.5以下 0.1以下
ADC3
0.6以下 9.0-10.0 0.4-0.6 0.5以下 1.3以下 0.3以下 0.5以下
ADC5
0.2以下 0.3以下 4.0-8.5 0.1以下 1.8以下 0.3以下 0.1以下
来源:
表
来源:中铝网 更新时间:2011-6-27 17:05:00
Sn 0.1以下 0.1以下 0.05 以下 0.1以下 0.1以下 0.1以下 0.1以下 0.1以下 0.2以下 0.2以下 0.2以下 0.2以下 0.2以下
Pb 0.20 以下
0.1以下
0.1以下 0.2以下
0.3以下
Ti 0.2以下 0.2以下
ADC6
0.1以下 1.0以下 2.5-4.0 0.4以下 0.8以下 0.4-0.6 0.1以下
ADC7
A1-Si5Fe 0.10 以下 4.5-6.0 0.1以下 0.1以下 1.3以下 0.5以下 0.1以下
ADC8 A1-Si6Cu4Fe 3.0-5.0 5.0-7.0 0.3以下 2.0以下 1.3以下 0.2-0.6 0.3以下
ADC10
2.0-4.0 7.5-9.5 0.3以下 1.0以下 1.3以下 0.5以下 0.5以下
ADC10Z
ቤተ መጻሕፍቲ ባይዱ
2.0-4.0 7.5-9.5 0.3以下 3.0以下 1.3以下 0.5以下 0.5以下
ADC11 A1-Si8Cu3Fe 2.5-4.0 7.5-9.5 0.3以下 1.2以下 1.3以下 0.6以下 0.5以下
0.20以下 0.2以下
ADC12
ADC12
ADC12铝合金
ADC12是什么材料
日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-1994《压铸铝合金》(该标准2002年就列入国家标准修订计划,国标计划项目编号20021029-T-604,但不知为何至今尚未完成)。
美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings (可能还有比ASTM B 85-03更新的版本)
常识
日本的ADC10及ADC12,基本上是用废旧铝再生的,日本还制订出废铝再生压铸铝合金的标准。
当前国内广泛应用压铸合金Y112,依据机械工业部的压铸合金标准,比较适宜于用废铝来熔炼,这无疑可缓解铝锭供不应求的矛盾。
成分
ADC12含铝(Al) 余量,铜(Cu)1.5~3.5,硅(Si)9.6~12.0,镁
(Mg)≤0.3,锌(Zn)≤1.0,铁(Fe)≤0.9,锰(Mn)≤0.5,镍(Ni)≤0.5,锡(Sn)≤0.3[1][2]
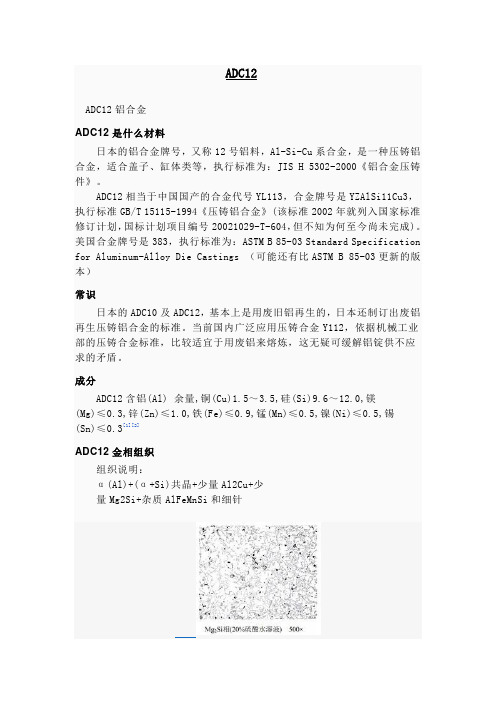
ADC12金相组织
组织说明:
α(Al)+(α+Si)共晶+少量Al2Cu+少
量Mg2Si+杂质AlFeMnSi和细针
[3]
状T(Al2FeSi2)相。
(参考资料)铝合金各国标准对照
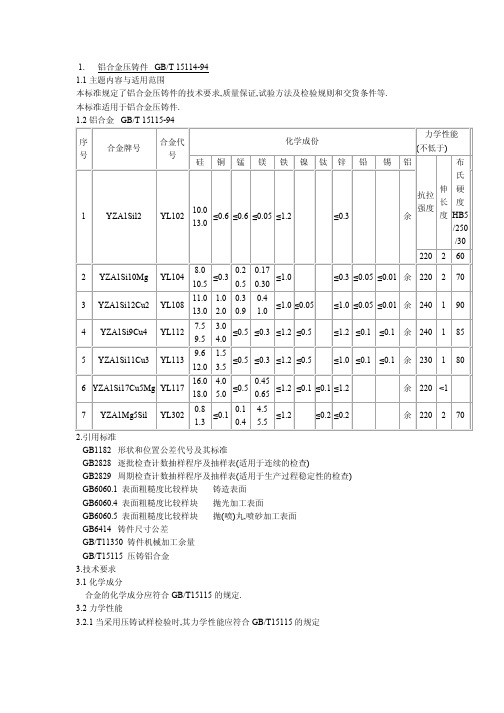
1. 铝合金压铸件GB/T 15114-941.1主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.1.2铝合金GB/T 15115-94序号合金牌号合金代号化学成份力学性能(不低于)硅铜锰镁铁镍钛锌铅锡铝抗拉强度伸长度布氏硬度HB5/250/301YZA1Sil2YL10210.013.0≤0.6≤0.6≤0.05≤1.2≤0.3余2202602YZA1Si10Mg YL1048.010.5≤0.30.20.50.170.30≤1.0≤0.3≤0.05≤0.01余2202703YZA1Si12Cu2YL10811.013.01.02.00.30.90.41.0≤1.0≤0.05≤1.0≤0.05≤0.01余2401904YZA1Si9Cu4YL1127.59.53.04.0≤0.5≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余2401855YZA1Si11Cu3YL1139.612.01.53.5≤0.5≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余2301806YZA1Si17Cu5Mg YL11716.018.04.05.0≤0.50.450.65≤1.2≤0.1≤0.1≤1.2余220<17YZA1Mg5Sil YL3020.81.3≤0.10.10.44.55.5≤1.2≤0.2≤0.2余2202702.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表JIS牌号ISO牌号Cu Si Mg Zn Fe Mn Ni Sn Pb Ti A lADC1 1.0以下11.0-13.0.3以下0.5以下1.3以下0.3以下0.5以下0.1以下余量ADC1C A1-Sil2CuFe 1.2以下11.0-13.50.3以下0.5以下1.3以下0.5以下0.30以下0.1以下0.20以下0.2以下余量ADC2A1-Si12Fe 0.10 以下11.0-13.50.10以下0.1以下1.3以下0.5以下0.1以下0.05以下0.1以下0.2以下余量ADC30.6以下9.0-10.00.4-0.60.5以下1.3以下0.3以下0.5以下0.1以下余量ADC50.2以下0.3以下 4.0-8.50.1以下1.8以下0.3以下0.1以下0.1以下余量ADC60.1以下 1.0以下 2.5-4.00.4以下0.8以下0.4-0.60.1以下0.1以下余量ADC7A1-Si5Fe 0.10以下4.5-6.00.1以下0.1以下1.3以下0.5以下0.1以下0.1以下0.1以下0.20以下余量ADC8A1-Si6Cu4Fe3.0-5.0 5.0-7.00.3以下2.以下1.3以下0.2-0.60.3以下0.1以下0.2以下0.2以下余量ADC10 2.0-4.07.5-9.50.3以下1.以下1.3以下0.5以下0.5以下0.2以下余量ADC10Z 2.0-4.07.5-9.50.3以下3.以下1.3以下0.5以下0.5以下0.2以下余量ADC11A1-Si8Cu3Fe2.5-4.07.5-9.50.3以下1.2以下1.3以下0.6以下0.5以下0.2以下0.3以下0.2以下余量ADC12 1.5-3.59.6-12.00.3以下1.以下1.3以下0.5以下0.5以下0.2以下余量ADC12Z 1.5-3.59.6-12.00.3以下3.以下1.3以下0.5以下0.5以下0.2以下余量日本压铸铝合金机械性能表牌号抗拉试验硬度试验抗拉强度MPa耐力MPa延伸率%HB HRB平均值σASTM平均值σASTM平均值σASTM平均值σASTM平均值σADC12504629017222130 1.70.6 3.571.2 3.57236.2 5.5 ADC32794832017935170 2.7 1.0 3.571.4 1.87636.7 2.2 ADC5(213)65310(145)26190 5.0(66.4)2.474(30.1)3.7 ADC6266612801722364 3.210.064.7 2.36727.3 3.9 ADC102413432015718160 1.50.5 3.573.6 2.48339.4 3.0 ADC122284131015414150 1.40.8 3.574.1 1.58640.0 1.8ADC1419328320188312500.50.1<176.8 1.710843.1 2.1三.美国标准ASTM B85-96美国压铸铝合金化学成分表合金牌号成分ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti 除铝以外的其他成分(总量)铝AI360.0SG100B A036009.0-10.02.00.60.350.40-0.600.500.500.150.25余量A360.0SG100A A136009.0-10.01.30.60.350.40-0.600.500.500.150.25余量380.0SC84B A038007.5-9.5 2.0 3.0-4.00.500.100.50 3.00.350.50余量A380.0E SC84A A138007.5-9.5 1.3 3.0-4.00.500.100.50 3.00.350.50余量383.0E SC102A A038309.5-11.51.3 2.0-3.00.500.100.30 3.00.150.50余量384.0E SC114A A0384010.5-12.01.3 3.0-4.50.500.100.50 3.00.350.50余量390.0SC174A A0390016.0-18.01.3 4.0-5.00.100.45-0.650.100.200.20余量B390.0SC174B A2390016.0-18.01.3 4.0-5.00.500.45-0.650.10 1.50.100.20余量392.0S19A0392018.0-20.01.50.40-0.800.20-0.600.80-1.200.500.500.300.200.50余量413.0S12B A0413011.0-13.02.0 1.00.350.100.500.500.150.25余量A413.0S12A A1413011.0-13.01.3 1.00.350.100.500.500.150.25余量C433.0S5C A34430 4.5-6.0 2.00.60.350.100.500.500.150.25余量518.0G8A A051800.35 1.80.250.357.5-8.50.150.150.250.25余量四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表合金牌号化学成分抗拉强度Mpa最小屈服强度Mpa最小伸长率%最小布氏硬度HB最小代号Si Fe Cu Mn Mg Ni Zn Pb Sn TiENAC-434009.011.00.450.90.080.550.200.500.150.150.150.050.152********ENAC-4430010.513.50.450.90.080.550.150.152********ENAC-444008.011.00.550.080.500.100.050.150.050.050.152********ENAC-460008.011.00.61.12.04.00.550.150.550.55 1.20.350.250.2240140<180ENAC-4610010.012.00.451.01.52.50.550.300.45 1.70.250.250.2240140<180ENAC-462007.59.50.82.03.50.150.650.150.550.35 1.20.250.150.2240140180ENAC-465008.011.00.61.22.04.00.550.150.550.55 3.00.350.250.20240140<180ENAC-4710010.513.50.61.10.71.20.550.350.300.550.200.100.152********ENAC-51200 2.50.450.90.100.558.010.50.100.250.100.100.152********国内外主要压铸AI合金化学成分表合金系列国别合金牌号W B/%标准规范Si Cu Mg Fe AlAI-Si系中国YL10210.0-13.0<0.6<0.05<1.2余量GB/T15115-94日本ADC111.0-13.0<1.0<0.30<1.2JISH5302-82美国41311.0-13.0<1.0<0.35<2.0ASTMB85-82俄罗斯AJ1210.0-13.0<0.6<0.10<1.5TOCT2685-82德国AlSil211.0-13.5<0.10<0.05<1.0DIN1725AI-Si-Mg系中国YL1048.0-10.5<0.300.17-0.30<1.0余量GB/T15115-94日本ADC39.0-10.0<0.600.40-0.60<1.3JISH5302-82美国3609.0-10.0<0.600.40-0.60<2.0ASTMB85-82俄罗斯AJl48.0-10.5<0.100.17-0.30<1.0TOCT2685-82德国AlSil0Mg9.0-11.0<0.100.20-0.50<1.0DIN1725AI-Si-Cu系中国YL1127.5-9.5 3.0-4.0<0.30<1.2余量GB/T15115-94 YL1139.6-12.0 1.5-3.5<0.30<1.2日本ADC107.5-9.5 2.0-4.0<0.30<1.3JISH5302-82 ADC129.6-12.0 1.5-3.5<0.30<1.3美国3807.5-9.5 3.0-4.0<0.10<1.3ASTMB85-82 3839.5-11.5 2.0-3.0<0.10<1.3俄罗斯AJl6 4.5-6.0 2.0-3.0<0.10<1.5TOCT2685-82德国AlSi8Cu37.5-9.5 2.0-3.5<0.30<1.3DIN1725AI-Mg系中国YL3020.80-1.30<0.10 4.5-5.5<1.2余量GB/T15115-94日本ADC5<0.30<0.20 4.0-8.5<1.8JISH5302-82美国518<0.35<0.257.5-8.5<1.8ASTMB85-82德国AlMg9<0.50<0.057.0-10.0<1.0DIN1725二、常用压铸铝合金的主要分类及成分构成:常用的压铸铝合金,主要可以分为三大类;一是铝硅合金,主要包含YL102(ADC1、A413.0等)、YL104(ADC3、A360);二是铝硅铜合金,主要包含YL112(A380、ADC10等)、YL113(3830)、YL117(B390、ADC14)ADC12等;三是铝镁合金,主要包含302(5180、ADC5、)ADC6等。
jis h 5302-2000《铝合金压铸件》

jis h 5302-2000《铝合金压铸件》GB/T 5302-2000 "Aluminum alloy die castings" is a standard in China that specifies the requirements and test methods for aluminum alloy die castings. This standard is applicable to aluminum alloy die castings used in various industries such as aerospace, automotive, and engineering machinery. The following is an overview of the standard.The standard begins with the scope, which defines the application and limitations of the standard. It specifies that the standard is applicable to aluminum alloy die castings with a maximum thickness not exceeding 350 mm.The standard then provides classification and marking requirements for aluminum alloy die castings. It classifies the die castings into three grades based on their mechanical properties, namely HB, HC, and HD grades. Each grade has specific requirements for tensile strength, yield strength, and elongation. The standard also specifies the marking method for die castings to identify their grades.Next, the standard details the technical requirements for aluminum alloy die castings. It covers aspects such as chemical composition, mechanical properties, dimensional tolerances, surface quality, and machining allowances. For example, it specifies the acceptable limits for the major alloying elements present in the die castings and the required mechanical properties for each grade. It also sets the allowable deviations for dimensions and surface defects.The standard also provides test methods for aluminumalloy die castings. It includes methods for chemical analysis, tensile testing, hardness testing, and surface quality inspection. These test methods ensure that the die castings meet the specified requirements and are of high quality.In addition, the standard includes provisions for sample preparation, inspection rules, and acceptance criteria. It specifies the number of samples to be tested, the sampling locations, and the test methods to be used. It also sets the criteria for accepting or rejecting the die castings based on their test results.Overall, GB/T 5302-2000 "Aluminum alloy die castings" is an important standard in China that ensures the quality and performance of aluminum alloy die castings. By following this standard, manufacturers can produce die castings that meetthe specific requirements of different industries and applications.。
世界各国压铸铝合金成分牌号对照表

7.5
9.5
3.0
4.0
≤0.5
≤0.3
≤1.2
≤0.5
≤1.2
≤0.1
≤0.1
余
240
1
90
5
YZA1Si11Cu3
YL113
9.6
12.0
1.5
3.5
≤0.5
≤0.3
≤1.2
≤0.5
≤1.0
≤0.1
≤0.1
余
230
1
85
6
YZA1Si17Cu5Mg
YL117
16.0
8.0
4.0
5.0
≤0.5
2
30
2
YZA1Si10Mg
YL104
8.0
0.5
≤0.3
0.2
0.5
0.17
0.30
≤1.0
≤0.3
≤0.05
≤0.01
余
220
2
60
3
YZA1Si12Cu2
YL108
1.0
3.0
1.0
2.0
0.3
0.9
0.4
1.0
≤1.0
≤0.05
≤1.0
≤0.05
≤0.01
余
240
1
70
4
YZA1Si9Cu4
0.50
0.10
0.50
3.0
0.35
0.50
余量
383.0E
SC102A
A03830
9.5-11.5
1.3
2.0-3.0
0.50
0.10
0.30
3.0
0.15
日本铝合金牌号
A ——铝和铝合金,第一位数字 1 表示工业纯铝;第二位数表示受控杂质的个数,如为 N ,则表示系日本独创合金;第三、四两位数表示纯铝度百分数小数点后两位数,产品形状代号见下表
铝合金
A+4 位数字组 + 产品形状代号
例: A2011BD , A2014PC
A ——铝和铝合金,第一位数字为合金分类号: 2 ——铝铜系, 3 ——铝锰系, 4 ——锌铝硅系, 5 ——锌铝镁系, 6 ——锌铝硅锰系, 7 ——铝锌系, 8 ——铝加其他元素系;第二位数字“0 ”表示基本合金, 1 —— 9 表示合金改良型, N 表示日本独创合金;第三、四位数表示旧的铝牌号, N 以后两位数为顺序号。产品形状代号见下表
(牌号末尾可加形状代号)
例: C1100 、 C20 、 C1720
第一位数“ 1 ”代表纯铜和高铜合金;第二、三位数代表习惯称呼的合金编号;第四位数代表顺序号;产品形状代号见下表
铜合金
C+1 ×××( 4 位数字组)
(牌号末尾可加形状代号)
例: C2100 、 2720 、 3601 、 5101
例: H20B , H38A, H40S
A —— A 级, B —— B 级, S ——特殊级
变形镁合金
M+ 产品形状代号 + 种类号
例: MBI , MP1 , MT2
M ——镁, B ——棒材, P ——板材, T ——管材, S ——挤制件;种类号表示合金类别不同
镁合金铸件
? MC+ 种类号
? MDC+ 种类号 + 级别代号( A 、 B )
一、日本有色金属的牌号表示方法
YL113
ADC12
ADC12铝合金
ADC12是什么材料
日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-1994《压铸铝合金》(该标准2002年就列入国家标准修订计划,国标计划项目编号
20021029-T-604,但不知为何至今尚未完成)。
美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings (可能还有比ASTM B 85-03更新的版本)
常识
日本的ADC10及ADC12,基本上是用废旧铝再生的,日本还制订出废铝再生压铸铝合金的标准。
当前国内广泛应用压铸合金Y112,依据机械工业部的压铸合金标准,比较适宜于用废铝来熔炼,这无疑可缓解铝锭供不应求的矛盾。
成分
ADC12含铝(Al) 余量,铜(Cu)1.5~3.5,硅(Si)9.6~12.0,镁(Mg)≤0.3,锌(Zn)≤1.0,铁(Fe)≤0.9,锰(Mn)≤0.5,镍(Ni)≤0.5,锡(Sn)≤0.3[1][2]
ADC12金相组织
组织说明:α(Al)+(α+Si)共晶+少量Al2Cu+少量Mg2Si+杂质AlFeMnSi和细针状
T(Al2FeSi2)相。
[3]
来自/view/2121503.htm。
低压压铸铝合金件标准
低压压铸铝合金件标准1、压铸工艺及压铸铝合金材料常识一、压铸工艺简介压力铸造(简称压铸)是近代金属成型加工工艺中发展较快的一种少无切削的特种铸造方法。
工艺实质是在高压作用下,使液态或半液态金属以较高的速度充填压铸型型腔,并在压力下成型和凝固而获得铸件的方法。
压铸工艺的特点:高速高压是压力铸造的主要特征。
常用的工作压力为数十兆帕,填充速度约为16~80m/s,金属液填充模具型腔时间极短,约为0.01~0.2s。
与其它铸造方法相比,压铸有以下三方面优点: 1.产品质量好铸件尺寸精度高,一般相当于6~7级,甚至可达4级;表面光洁度好,一般相当于5~8级;强度和硬度较高,强度一般比砂型铸造提高25~30%,但延伸率降低约70%;尺寸稳定,互换性好;可压铸薄壁复杂的铸件。
例如,当前锌合金压铸件最小壁厚可达0.3mm;铝合金铸件可达0.5mm;最小铸出孔径为0.7mm;最小螺距为0.75mm。
2.生产效率高机器生产率高,例如国产J1113型卧式冷空压铸机平均八小时可压铸600~700次,小型热室压铸机平均每八小时可压铸3000~7000次;压铸型寿命长,一付压铸型,压铸钟合金,寿命可达几十万次,甚至上百万次;易实现机械化和自动化。
3.经济效果优良由于压铸件尺寸精确,表泛光洁等优点。
一般不再进行机械加工而直接使用,或加工量很小,所以既提高了金属利用率,又减少了大量的加工设备和工时;铸件价格便易;可以采用组合压铸以其他金属或非金属材料。
既节省装配工时又节省金属。
压铸是最先进的金属成型方法之一,是实现少切屑,无切屑的有效途径,应用很广,发展很快。
目前压铸合金不再局限于有色金属的锌、铝、鎂和铜,而且也逐渐扩大用来压铸铸铁和铸钢件。
压铸件的尺寸和重量,取决于压铸机的功率。
由于压铸机的功率不断增大,铸件形尺寸可以从几毫米到1~2m;重量可以从几克到数十公斤。
国外可压铸直径为2m,重量为50kg的铝铸件。
二、压铸合金用于生产压铸件的金属材料有多为铝合金、纯铝、锌合金、铜合金、镁合金、铅合金、锡合金等有色金属,黑色金属很少采用。
世界各国压铸铝合金成分牌号对照表
0.35 0.40-0.60 0.50 0.50 0.15
0.25 余量
SG100A A13600 9.0-10.0 1.3 0.6
0.35 0.40-0.60 0.50 0.50 0.15
0.25 余量
SC84B A03800 7.5-9.5 2.0 3.0-4.0 0.50
0.10 0.50 3.0 0.35
1.0 1.0 0.6 0.25
0.35 0.35 0.35 0.35
0.10 0.50 0.50 0.15 0.10 0.50 0.50 0.15 0.10 0.50 0.50 0.15 7.5-8.5 0.15 0.15 0.25
0.25 0.25 0.25 0.25
余量 余量 余量 余量
四.欧盟标准 EN1706:1998
<0.3 <0.1 <0.2 <0.2 余量
ADC2 A1-Si12Fe <0.10 11.0-13.5 <0.1 <0.1 <1.3 <0.5 <0.1 <0.05 <0.1 <0.2
ADC3
<0.6 9.0-10.0 0.4-0.6 <0.5 <1.3 <0.3 <0.5 <0.1
ADC5
<0.2
--
--
-- --
240
1
70
7.5 3.0
YZA1Si9Cu
4
YL112
≤0.5 ≤0.3 ≤1.2 ≤0.5
4
9.5 4.0
≤1.2 ≤0.1 ≤0.1 余
240
1
90
YZA1Si11C
5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二.日本工业标准? JIS H5302:2000
?
日本压铸铝合金化学成分表
JIS牌号 ISO牌号 Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al
ADC1 ? 以下 以下 以下 以下 以下 以下 以下 ? ? 余量
ADC1C A1-Sil2CuFe 以下 以下 以下 以下 以下 ? 以下 以下 ? 以下 以下 余量
ADC2 A1-Si12Fe ?? 以下 ??? 以下 以下 以下 以下 以下 ??? 以下 以下 以下 余量
ADC3 ? 以下 以下 以下 以下 以下 以下 ? ? 余量
ADC5 ? 以下 以下 以下 以下 以下 以下 以下 ? ? 余量
ADC6 ? 以下 以下 以下 以下 以下 以下 ? ? 余量
ADC7 A1-Si5Fe ????? 以下 以下 以下 以下 以下 以下 以下 以下 以下 余量
ADC8 A1-Si6Cu4Fe 以下 以下 以下 以下 以下 以下 以下 余量
ADC10 ? 以下 以下 以下 以下 以下 以下 ? ? 余量
ADC10Z ? 以下 以下 以下 以下 以下 以下 ? ? 余量
ADC11 A1-Si8Cu3Fe 以下 以下 以下 以下 以下 以下 以下 以下 余量
ADC12 ? 以下 以下 以下 以下 以下 以下 ? ? 余量
ADC12Z ? 以下 以下 以下 以下 以下 以下 ? ? 余量
?
?
日本压铸铝合金机械性能表
牌号
抗拉试验 硬度试验
抗拉强度MPa 耐力MPa 延伸率% HB HRB
平均值 σ ASTM 平均值 σ ASTM 平均
值
σ ASTM 平均值 σ ASTM 平均值 σ
ADC1 250 46 290 172 22 130 72
ADC3 279 48 320 179 35 170 76
ADC5 (213) 65 310 (145) 26 190 ? ? 74
ADC6 266 61 280 172 23 ? 64 67
ADC10 241 34 320 157 18 160 83
ADC12 228 41 310 154 14 150 86
ADC14 193 28 320 188 31 250 <1 108