模温机与注塑机信号联锁 - 副本
关于水泥磨主电机联锁问题的分析及改进
关于水泥磨主电机联锁问题的分析及改进
朱 爱 军 .张 涝 涛
( 北联 合大学 电气 工程 学 院 , 山 0 3 0 ) 河 唐 600
1 水 泥磨 系统
水泥磨 系统是 熟料水 泥生产线 的最 后一个环节 . J 熟
料 和各种辅料按一定 的比例混合进入水 泥磨 成品水泥 J
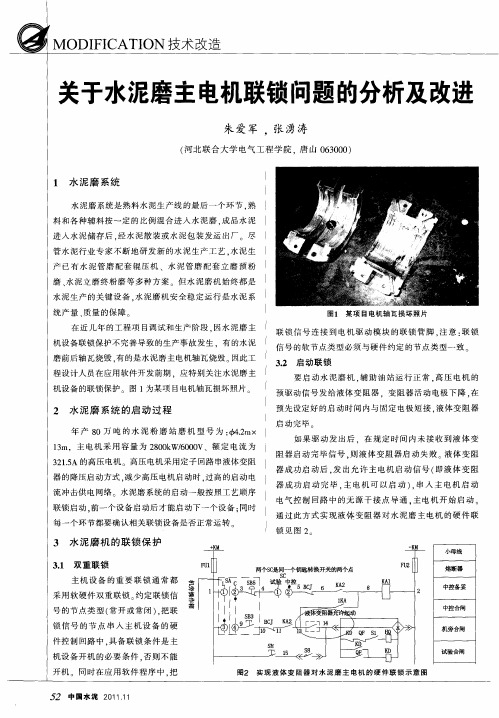
通 过此方 式实现液体 变 阻器 对水泥 磨 主电机 的硬件 联
锁见 图 2
3 水 泥 磨 机 的 联 锁 保 护
小母线
31 双重联 锁 .
主 机 设 备 的 重 要 联 锁 通 常 都 采 用 软 硬 件 双 重 联 锁 约 定联 锁 信 号 的 节 点 类 型 ( 开 或 常 闭 )把 联 常 .
进 入 水 泥 储 存 后 , 水 泥 散 装 或 水 泥 包 装 发 运 出 厂 。尽 J 经 管 水 泥行 业 专 家 不 断 地 研 发 新 的水 泥 生 产 工 艺 . 泥 生 水 产 已有 水 泥 管磨 配 套 辊 压 机 、水 泥 管 磨 配 套 立 磨 预 粉 J
磨、 水泥立磨终粉磨等多种方案 。但水 泥磨机始终都是 f 水泥生产的关键设备 . 水泥磨机 安全稳 定运行是水泥系 f 统产量 、 质量的保障 。
根据控制原理 , 主电机驱动继电器在液体变 阻器启 动完毕后才吸合 , 因此 , 主电机 接收到驱动指令后 , 待 等 应答 的时 间等 于液体 变阻器启 动时 间与电气元 件执 行 启动吸合的时间 。
限 位 在 快 转 位 置 是 水 泥磨 主 电机 中控 启 动 的 另 一
行 时 ,分别润 滑水 泥磨机 ,磨机主 减速机 和主 电机轴 承 。所 以在集 散控制 系统 ( C D S系统 ) 中控制 3个 油站 时 , 以把3个 油站看作 3个 电机驱 动 磨机前后 轴承 可 油站 与前 3个不 同 , 在磨 主 电机启 动之前 , 后轴 承油 前
单元七 自动信号报警和联锁保护系统
化工仪表及自动化
任务三 认识ESD紧急停车系统
ESD紧急停车系统 这种专用的安全保护系 统是90年代发展起来的, 以它的高可靠性和灵活 性而受到一致好评
图7.3 TRICON ESD 主机外观
化工仪表及自动化
作为安全保护系统,凌驾于生产过程控制 之上,实时在线监测装置的安全性。只有 当生产装置出现紧急情况时,不需要经过 DCS系统,而直接由ESD发出联锁保护信 号,对现场设备进行安全保护,避免危险 扩散造成巨大损失。
2.1 联锁系统的组成 ➢ 输入部分 ➢ 输出部分。 ➢ 逻辑控制部分
化工仪表及自动化
化工仪表及自动化
2.2 联锁系统的作用 ➢ 信号报警 ➢ 调度指挥生产 ➢ 利用信号联锁,实现生产的自动化或半自动化 ➢ 利用信号联锁,实现简单的顺序或程序控制 ➢ 对生产过程中的不正常运行状态进行监控
化工仪表及自动化
要分开设置? 5. 什么是FGS火气报警保护系统? 6. 火气报警保护系统由哪几部分组成? 7. 简述火气报警保护系统与紧急停车保护系统的不同点。
化工仪表及自动化
不同点: ➢ 控制对象不同。 ➢ 现场设备的智能化与功能自治性检测和执
行信号的正常状态不同 ➢ ESD系统需要40min左右的后备电源;FGS
系统需要24h的后备电源。
化工仪表及自动化
P140 1. 信号报警常见的灯光、音响的类型和动作有哪些? 2. 联锁系统有哪些组成部分? 3. 联锁系统的作用有哪些? 4. 为什么较大规模的ESD紧急停车系统与DCS集散控制系统
图7.1 64路中央信号报警装置
化工仪表及自动化
1.1 信号报警的形式
表 7.1 常见的灯光、音响的类型及作用
工作状态 灯光
注塑机技术要求

设备技术要求(设备在中国境内使用)三、设备的具体要求2 设备产品规格,设备产品图纸,产品范围(产品中有范围变化要求时,每个尺寸的最大最小值):5设备各部分的功能和动作要求,设备各部分的生产步骤(过程)要求:6设备各部分的输入状态,输出状态,质量要求,安全要求,功能和技术要求,以及具体组成部分的具体配置、规格、数量要求等:7 设备平面布局图:(粘贴在此处或者单独附图)四、安全要求:产品图号为:图纸内容详见签字版和电子版。
八、元器件配置要求:8.1关于元器件的选择,要求采用国际或者国内知名公司的产品,不允许采用乙方独有(乙方技术独享)而其他公司没有的件。
8.2设备所采用元器件的品牌建议采用如下:九、备件要求:9.1随机备件明细:9.1.1该部分备件在设备安装完成,交付使用时一起交付备件库,(办理正常入库手续)或者设备验收后交付。
安装工具不做为备件入库,但可以做为工具入库,来分发到该设备安装人员使用。
9.1.2 新设备没有验收之前,合同上的备件不准随便出库使用,出一个必须厂家给一个,待设备验收完后正常采购和出库使用.备注(未提到的备件,无法在开标后再追加采购)。
9.2合同签定后甲方向乙方不论是否在质保期内采购备件均享受最优惠价。
乙方因成本降低而造成备件供货价格下降的,应及时通知甲方。
甲方在采购过程中对某一备件价格提出异议的,乙方应及时做出解释或解决。
9.3一般备件,在接到甲方通知 7 天内提供。
对于个别金额较大非易损件需要生产工厂提供的,最长不超过 15 个工作日(乙方无法控制的因素除外,如海关等)。
供货周期自乙方接到甲方指定人员(甲方已授权并通告乙方的人员)书面认可起计算。
9.4乙方承诺严格按照合同中要求的规格型号和品牌来提供设备或配套部件,不自行变更品牌和规格型号。
如果在设备到货时出现规格型号和品牌与约定不符的问题,则视为乙方的偷工减料行为,乙方除根据合同要求进行更换外,另外还需要按照合同中约定的设备或配套部件价值的10倍进行处罚。
信号报警联锁规定笔记
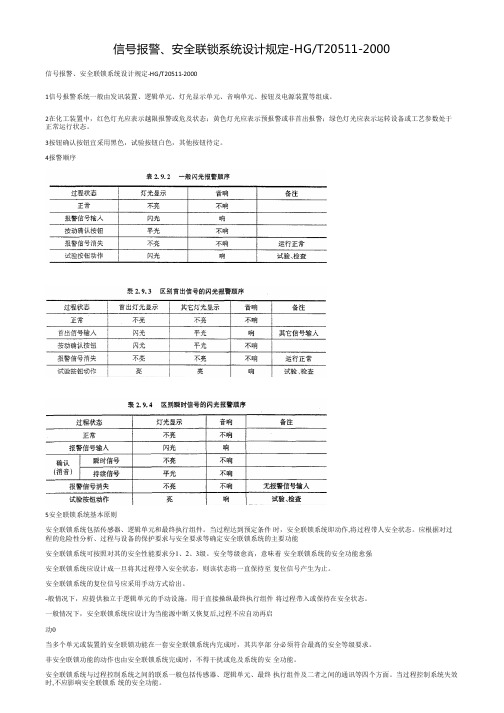
信号报警、安全联锁系统设计规定-HG/T20511-2000信号报警、安全联锁系统设计规定-HG/T20511-20001信号报警系统一般由发讯装置、逻辑单元、灯光显示单元、音响单元、按钮及电源装置等组成。
2在化工装置中,红色灯光应表示越限报警或危及状态;黄色灯光应表示预报警或非首出报警;绿色灯光应表示运转设备或工艺参数处于正常运行状态。
3按钮确认按钮宜采用黑色,试验按钮白色,其他按钮待定。
4报警顺序5安全联锁系统基本原则安全联锁系统包括传感器、逻辑单元和最终执行组件。
当过程达到预定条件时,安全联锁系统即动作,将过程带人安全状态。
应根据对过程的危险性分析、过程与设备的保护要求与安全要求等确定安全联锁系统的主要功能安全联锁系统可按照对其的安全性能要求分1、2、3级。
安全等级愈高,意味着安全联锁系统的安全功能愈强安全联锁系统应设计成一旦将其过程带入安全状态,则该状态将一直保持至复位信号产生为止。
安全联锁系统的复位信号应采用手动方式给出。
-般情况下,应提供独立于逻辑单元的手动设施,用于直接操纵最终执行组件将过程带入或保持在安全状态。
一般情况下,安全联锁系统应设计为当能源中断又恢复后,过程不应自动再启动0当多个单元或装置的安全联锁功能在一套安全联锁系统内完成时,其共享部分必须符合最髙的安全等级要求。
非安全联锁功能的动作也由安全联锁系统完成时,不得干扰或危及系统的安全功能。
安全联锁系统与过程控制系统之间的联系一般包括传感器、逻辑单元、最终执行组件及二者之间的通讯等四个方面。
当过程控制系统失效时,不应影响安全联锁系统的安全功能。
6传感器传感器的独立性准则如下:1对于1级安全联锁系统,其传感器可与过程控制系统共享;2对于2级安全联锁系统,其传感器宜与过程控制系统分开;3对于3级安全联锁系统,其传感器宜与过程控制系统分开,宜采用相异的传感器;4当采用冗畲的传感器时,可同时用于安全联锁系统和过程控制系统。
传感器的冗余准则如下:1对于1级安全联锁系统,可采用单一的传感器;2对于2级安全联锁系统,宜釆用冗余的传感器;3对于3级安全联锁系统,宜采用冗畲的传感器;传感器宜采用相异形式;4对于冗余的传感器,当重点考虑系统的安全性时,应采用二取一逻辑结构;当重点考虑系统的可应用性时,应采用二取二逻辑结构;当系统的安全性和可应用性均需保障时,一般应采用三取二逻辑结构。
联锁和控制说明

亿鼎净化装置酸性气体脱除单元(1220)联锁说明PID1220-011.HV-0001正常操作时为全开;当系统开车时,该阀由DCS手动控制其开度,逐步打开;当装置紧急停车时,该阀由联锁自动关断;PID1220-021.1220-D-001的液位低于最低液位(150mm)时,触发LSALL-0002阀,关闭LV-0002,同时DCS进行液位报警,该联锁可在中控室解除、复位。
PID1220-031.1220-C-002塔中部的集液箱液位低于最低液位(300mm)时,触发LSALL-0003关闭XV-0003阀;同时触发LSALL-0004关闭LV-0004阀;该联锁可在中控室解除、复位。
2.1220-C-002塔釜液位低于最低液位(50mm)时,触发LSALL-0005关闭LV-0005,该联锁可在中控室解除、复位。
PID1220-041.1220-C-003塔釜液位低于最低液位(600mm)时,触发LSALL-0008关闭XV-0008,联锁信号停1220-P-001A/B泵;同时触发LSALL-0007关闭LV-0007;阀门联锁可在中控室解除、复位。
2.1220-C-003进塔贫甲醇流量低低时,触发FSALLL-0007,打开HV-0005阀;当贫甲醇流量低低低时,触发FSALLL-0007关闭FV-0007;该联锁可在中控室解除、复位。
PID-1220-051.1220-C-004上塔液位低于最低液位时,触发LSALL-0012关闭LV-0012和FV-0009,该联锁可在中控室解除、复位。
2.当压缩机入口压力PI-0004低于0.4 MPa(G)时,DCS报警并触发PSALL-0004 (ESD);1220-D-002液位LI-0010高于最高液位时,DCS报警并触发LSAHH-0010;上述联锁信号停1220-K-001电机。
当1220-K-001电机停止工作时,触发US-0022,此时PIC-0004的设定压力变为1.2MPa(g),PV0004A阀处于关闭状态,PV0004B阀逐渐打开,同时连锁关闭XV-0048阀、PV-0007A,并打开XV-0047阀。
注塑机修理案例200例

7. 生产中经常会锁模力下降,需要重新调模
1 哥林柱拉力不平衡或机铰磨损,调哥林柱拉力或 机铰整修 2 开模阀, 调模阀有内泄, 是不是在开锁模过程中 调模螺母有回转的现象 3 检查一下机铰部位的所有机件是否有问题 4 电脑输出检查有无调模讯号输出
8. 海天180T机在装上一个比较大的模具生产 后(注意:此模具以前也在此机台上生产过,没有 什么问题),现发现在半自动生产时高压锁模已锁 上,关模终止行程开关压上后,在注射时机绞会松到 关模终行程开关没有压住的情况下还在继续动作, 导致作出的产品有批锋现象
17,手动合模有电到阀,系统有压力可就是不合模 1 确认合模工艺设定无误 2 确认合模机构正常 3 检查开闭模油缸, ① 油封好坏, ② 活塞是否脱落,活塞杆是否断裂,
18. 注塑机锁模后,开始射胶时突然把模具涨开,是什 么原因呢. 1 机器机铰未完全伸直,未达到自锁点,重新调校 原点位置 2 可能是锁模油缸活塞油封损坏!因为注射 时压力易使模具打开 3 调整一下锁模确认开关! 4 锁模油缸油封磨损,模具实际未完全锁好,
6 也有电子尺的问题,看电子尺在不开模时候 数字是不是正确的。 7 用千斤顶放在曲臂十字架和顶出油缸之间, 使其顶紧后,稍稍的用机台开模力即可. 8 在模具四周平衡的锁紧固定螺丝,(保证对称 的8只螺丝以上).再次确认模具安装无误后,调 整好开模缓冲,放低开模速度,然后依次加大 开模压力.
23 有一台塑机开模速度快.压力速度调低也不 行为什么? 1 P,Q比例线性输出正常吗? 比例阀的底流调的过 高吧 2 快速开模功能设定被打开了,还是差动阀坏了? 检查一下 3 开模阀阀芯检查 4 开模快慢速切换位置设制不当呢 5 开模有单向节流阀吗?有的话关小点 6 检查比例阀是否卡,比例流量阀内弹簧是否断了
挤压机联锁说明
挤压机联锁说明1、挤压机停车联锁引起挤压机联锁停车的总条件为:(1)总供电开关未合(2)总控制电源未投(3)PLC未运行(4)紧急停车(GEN EMERG STOP)信号触发当上述任何一个信号满足,将发出GEN ALL OFF信号去各点联锁停车。
下面是引起紧急停车(GEN EMERG STOP)的八个联锁条件:现场盘紧急停止按纽 HZS91001外部紧急停车信号 EZS91004 ??开车阀左紧急停止按纽 HZS7002-05开车阀右紧急停止按纽 HZS7002-04切粒机前紧急停止按纽 HZS7007-01切粒机后紧急停止按纽 HZS7007-08换网器左紧急停止按纽 HZS7005-06换网器右紧急停止按纽 HZS7005-01上述任一按钮被触发,PLC将向PC/LCP发出信号,并指示引起紧急停车的哪个按钮被触发。
(左边为开关按钮,右边为指示信号)HS91001 —————————————— HA91001;HS91004 —————————————— EA91004;HS7002-05——————————————HA7002-05;HS7002-04——————————————HA7002-04;HS7007-01——————————————HA7007-01;HS7007-08——————————————HA7007-08;HS7005-06——————————————HA7005-06;HS7005-01——————————————HA7005-01;2、热油区域安全开关HS7050-01 工艺段热油单元安全开关,触发将在PC上指示开关切断(HA7050-01)。
HS7051-01 排料段热油单元安全开关,触发将在PC上指示开关切断(HA7051-01)。
HS7052-01 模板热油单元安全开关,触发将在PC上指示开关切断(HA7052-01)。
HS7053-01 G/P轴温调节单元安全开关,触发将在PC上指示开关切断(HA7053-01)。
联锁设备 ppt课件
2)转辙机。联锁区内的每个道岔都设置一台或多台转辙机, 用以转换道岔、锁闭道岔、反映道岔所处的位置。
PPT课件
28
3)轨道电路。车辆段的咽喉区、运用库、检修库等线路, 均应装设轨道电路,反映列车、调车车列的占用情况,实现联锁 关系。
进人道岔区段的影响,应继续转换到位。
转换到位后控制台有相应定位或反
位表示,联动道岔只有两端尖轨均转换
到位才能构成位置表示。
(10)引导接车 办理列车进段时,
当有关信号机、轨道电路或道岔等故障
时,进段信号不能正常开放,应使用引
导接车的方式将列车接人车辆段内。PPT课件
23
二、6502电气集中联锁
继电联锁电路有过多种制式,几经修改完善,6502电气集 中被认为是较好的定型电路,得到广泛应用。
序占用和出清进路的各轨道区段后,进路上的轨道区段自动顺
序解锁;
2)调车中途返回解锁:在调车过程中,调车机车车辆未压
上或部分压上的轨道区段,能够随着调车机车车辆的折返而自
动解锁。
PPT课件
20
(7)人工办理解锁进路及解锁轨道区段 人工办理解锁进路指的是进 路建立后,不经列车或调车机车车辆运行,经人为操作将进路解锁。
PPT课件
9
设备控制 信号机基本控制、操作,办理进路、开放信号,
道岔基本操作、控制等。
PPT课件
10
PPT课件
11
计算机联锁利用计算机实现车站的联锁关系,用继电器电 路作为计算机主机与室外信号机、转辙机、轨道电路的接口设 备,操作人员通过计算机显示器等设备实现对现场设备的控制 和监督。
联锁系统管理制度
联锁系统管理制度1目的加强公司仪表安全联锁保护系统的管理,使其处于完好、可靠状态,确保生产装置安全运行。
2适用范围33.13.23.33.44职责4.1厂长负责各专业组对仪表安全联锁保护系统技术改造方案和新增装置的仪表安全联锁保护系统方案的审批。
4.2工艺主任负责对安全联锁保护系统中联锁开关的切除/投用、设定值变更的审定工作。
参与安全联锁保护系统技术改造方案的审核工作。
4.3电仪主任负责仪表安全联锁保护系统的技术方案的编制、现场维护保养、安装调试、联锁开关的切除/投用、设定值的修改工作。
5联锁管理一般规定5.1联锁保护系统必须做到资料、图纸齐全准确,公司资料室要保存完整准确的交工资料。
联锁系统相关的图纸,资料,如回路图、逻辑图、接线图等分别由仪表专业、电气专业负责整理。
工艺中心负责整理出本装置所有联锁的设定值。
A检验。
5.9新增联锁保护系统,公司主管部门要向仪电中心下达正式任务书和图纸、资料,由仪电中心执行。
5.10未经公司批准,不得擅自变更联锁保护系统(包括接线变更,器件设备变型或增删,联锁原理、程序或功能变更,设定值变更等)。
6联锁运行、维护6.1为确保设备联锁系统的正常运行,仪表、电气专业分别按仪表、电气设备维护检修规程和巡检制度进行维护、保养并做好联锁运行的有关记录。
6.2工艺巡检人员发现联锁有故障或联锁有关的供气、供电存在故障应立即向工艺值班长报告,并通知仪表、电气值班人员,如果威胁安全生产,生产值班长可按照紧急情况组织处理,并及时向生产调度中心值班调度员报告。
6.3设备联锁发生故障需要检修或设备正常检修、大修时,须办理《联锁检修作7向及时向机动部备案。
7.3长期性联锁停运须办理《联锁变更/解除/恢复作业票》,属工艺生产原因由生产部负责办理,属仪表,电气原因由仪电中心负责办理工作票。
按照联锁分级管理的原则,A类联锁摘除须经机动部、技术质量部、公司总工程师或委托代表批准;B类联锁摘除须经机动部、技术质量部批准;C类联锁摘除须经工艺中心经理批准。
联锁与调节系统
冗余原则
各单元全部采用双重化冗余结构如图所示,如此 配置是提高可靠性的有效措施。
故障安全原则
故障安全原则主要着重于联锁系统中两端(检 测单元和执行单元)的设计,主要包括: 1、采用常闭触点开关仪表 现场常常出现,触点式检测仪表由于长时间 受空气中杂质腐蚀、材料老化、触头磨损等因 素而不能在故障状态下准确闭合,或由于导线开 路而不能将联锁信号传送给逻辑设备,从而影响 整个紧急停车联锁系统的工作。采用故障安全 电路,即正常情况下触点闭合通电,故障情况下 断开,可有效防止故障不动作。 这种做法又可能由于导线开路而引起误 动作停车,但对工艺过程来说是安全的,若同 时辅以2取2或3取2表决逻辑措施,则可避免误 动作。
EX1、甲烷化炉联锁
1)联锁用途 该联锁为保护甲烷炉与触媒不致超温(392度以上) 损坏,和保护锅炉给 水加热器(114来自C)而设置。2)逻辑图
EX2、103-J脱扣联锁系统 1)联锁用途 该联锁为保护103-J机组而设置,当103-J压缩机调速油压力过低、 润滑油压过低、平衡活塞外侧油气压差过高、高低压缸密封油高位槽液位过低、 吸入罐液位过高、段间分离罐液位过高时,103-J停车。该系统也能在事故紧 急情况下,人为停103-J,以保证设备和人身安全。
四、自动控制系统的分类
控制系统的分类多种多样,但总的来说可 以分为两大类,即开环系统和闭环系统。
(1)开环控制系统
开环控制系统:就是控制量与输出量之间仅有前向通路而无 反馈通路(即输出量不能对控制量产生影响)。 主要特点: • 输出不影响输入,对输出不需要测量,通常容易实现;
• 组成系统的元部件精度高,系统的精度才能高; • 系统的稳定性不是主要问题;
闭环控制系统的缺点:
由于干扰对系统输出的影响需经一定时间才能逐渐 反应出来,控制作用对干扰作用有时间滞后。控制过程 可能产生振荡。结构复杂、维护不易、可能存在稳定性 问题。