过程检验记录(1)
游乐设施施工过程质量检验记录
游乐设备安装检验记录
使用单位
施工单位
施工日期
工程性质□新安装□大修□改造□移装
说明
1、本报告适用游乐设备的安装、改造、大修、移装工程施工过程记录。
专用的游乐设备相同或类似的部分亦可参照使用.
2、检验依据
《游乐设施检验验收》GB/T 20050—2006
《游乐设施安全规范》 GB 8408—2008
《电气装置施工及验收规范》GB50256—96
GB/T 18166
设计文件及相关产品合同
以上文件和标准均为现行有效版本
3、此施工过程记录,当每个阶段自检完毕后,检验员应进行必要确认。
4、如游乐设备仅为局部改造或大修,则可针对施工内容作部分填写,并加以必要说明.
5、运行试验结束后,检验员应及时完成各检验记录,填写安装竣工自检报告,并提交监检机构和施工单位存档。
6、所有表中的“检验结果”栏如有测量数据要求时应填写实测数据,无如数据要求时应采用“符合要求”或“/”表示“合格”或“无此项”。
7、检验用仪器设备应完好并在计量检定期内。
8、检验员应对自检结果进行核对,对检测数据负责,施工单位对自检结果负责。
安装自检合格报告
报告编号:。
产品过程检验记录
4.尺寸:
5.其他
结论:合格□不合格□时间:时分
备注:
注:1.首检依据图纸、工艺卡或作业指导书检测相关项目,并作内容记录。2..巡检与首检内容相同。巡检中检测项目要齐全,实测记录除标示尺寸全部记录外其他内容记录可简明。3.尾检是指正常生产批的最后一件生产制品。
5.切口毛刺:非喷涂件≤0.07,喷涂件≤0.05,穿管孔≤0.02
6.尺寸符合工艺图或其他等同技术文件标示要求.
合格□不合格□操作者质检员时间:年 月 日 时分
二.巡检记录
检验时间
实测记录
数量
判定
时 分
时 分
时 分
时 分
时 分
时 分
时 分
时 分
时 分
时 分
时 分时 分Fra bibliotek三.尾件检验尾检记录:1.产品结构□完整/□不完整2.产品外观□正常/□不良
HH-RD-824-01XXXX有限公司
版次:1.0产品过程检验记录表
一.首件检验
名称/机型:
图号:
生产批次:
物料编号:
工序:
生产车间:
检验内容:
技术要求
实际检测
1标签上名称、编码、批号、工序、日期等清晰、无错
2.材质规格:
3.各材料符合RoHS要求.
4.结构应完整,外观无异常油污、压痕、拉伤、变形、起皱等。
生产过程产品验收记录
生产过程产品验收记录生产过程中的产品验收记录是生产过程中的一个重要环节,它是对产品质量的检验,同时也是对生产过程的监控和控制。
下面是一个1200字以上的产品验收记录范例:日期:2024年5月20日产品名称:XX型电视机生产线:A生产线验收人员:张三、李四验收标准:根据公司规定的产品质量标准进行验收,包括外观、功能、性能等方面的检测。
一、外观验收1.工序一:外壳安装验收要点:-外壳是否完整,无任何破损或划痕。
-外壳颜色是否均匀,无色差。
-外壳与电视机整体是否贴合紧密,无空隙。
结果:合格2.工序二:显示屏安装验收要点:-显示屏是否平整,无明显凹凸。
-显示屏上是否有任何污渍或划痕。
-显示屏是否与外壳之间贴合紧密,无空隙。
结果:合格二、功能验收1.工序三:电路板安装验收要点:-电路板上的元器件是否齐全、无松动。
-电路板焊接是否牢固,无虚焊或冷焊现象。
-电路板上的连接线是否接触良好,无插口松动现象。
结果:合格2.工序四:电源连接验收要点:-电源接线是否正确,无反极性连接。
-电源是否稳定输出,无电压波动。
结果:合格三、性能验收1.工序五:电视机调试验收要点:-电视机是否能正常开机、关机。
-电视机的视频、音频输出是否正常,无杂音或画面扭曲。
-遥控器与电视机的配对操作是否正常。
结果:合格2.工序六:产品测试验收要点:-产品是否能正常接收电视信号,无接收困难。
-产品的音量控制是否灵敏,无声音调节异常。
-产品的遥控器是否响应敏捷,无按键失灵。
结果:合格四、验收结论经过以上的外观、功能和性能验收,针对所生产的XX型电视机,我们得出以下结论:1.外观方面,该批次产品外壳安装和显示屏安装均符合要求,没有出现破损、划痕等情况。
2.功能方面,该批次产品电路板安装和电源连接均合格,没有出现松动、虚焊等质量问题。
3.性能方面,该批次产品经过调试和测试,开机、关机正常,视频、音频输出正常,遥控器配对、响应正常。
综上所述,经过严格的验收,该批次XX型电视机符合公司规定的产品质量标准,可进行下一步的包装和交付工作。
过程检验记录表
序号
工序
需检测的尺寸/
特性值或技术规范
检测结果
首件
1
2
3
1
2
3
1
2
3
1
2
3
1
2
3
1
2
3
未件
1
2
3
4
5
6
7
8
9
说明:用读数量具检测的要填写实际数字,用卡规、塞规等检查合格的画,不合格的×。首件检验后每隔3小时进行一次巡检,每次检3件。
过程检验记录
产品名称:规格:批次号:日期:编号:ZL-07
序号
工序
需检测的尺寸/
特性值或技术规范
检测结果
首件
1
2
3
1
2
3
1
2
3
1
2
3
1
2
3
1
2
3
未件1234567
8
9
说明:用读数量具检测的要填写实际数字,用卡规、塞规等检查合格的画,不合格的×。首件检验后每隔3小时进行一次巡检,每次检3件。
过程检验记录
喷漆检验记录范文

喷漆检验记录范文1.前言喷漆检验是车辆制造过程中非常重要的一环,它关系到车辆的外观质量和使用寿命。
本文将详细记录喷漆检验过程中的各项检测指标和结果。
2.检验项目2.1喷漆涂层厚度使用涂层厚度测量仪对喷漆涂层的厚度进行检测,按照车辆制造商的要求,喷漆涂层的最低厚度为XXmm,最高厚度为YYmm。
通过测量,我们发现该车喷漆涂层的平均厚度为XXmm,各个部位的厚度均在要求范围内。
2.2喷漆涂层硬度采用硬度计对喷漆涂层的硬度进行检测,按照车辆制造商的要求,喷漆涂层的硬度应达到ZZH。
经过测试,我们发现该车的涂层硬度为ZZH,符合要求。
2.3喷漆涂层附着力使用附着力测试仪对喷漆涂层的附着力进行测试。
按照标准要求,涂层的附着力应该达到标准值。
我们测试了该车的涂层附着力,结果显示各个部位的附着力均在要求范围内,没有出现剥离或脱落的情况。
2.4喷漆涂层颜色一致性使用颜色测量仪对喷漆涂层的颜色进行测量,并与标准样品进行对比。
结果显示该车的涂层颜色与标准样品一致,不存在色差。
2.5喷漆涂层表面平整度通过目测和触摸来评估喷漆涂层的表面平整度。
我们对该车进行了仔细观察和触摸测试,发现表面平整度良好,没有出现凹凸或砂眼等问题。
2.6喷漆涂层光泽度采用光泽度测试仪对喷漆涂层的光泽度进行测试。
按照车辆制造商的要求,喷漆涂层的光泽度应达到标准值。
我们测试了该车的涂层光泽度,结果显示各个部位的光泽度都在要求范围内。
3.检验结论通过以上检验项目的测试结果,我们得出以下结论:1)喷漆涂层的厚度、硬度、附着力、颜色、表面平整度和光泽度均符合要求;2)喷漆涂层没有出现剥离、脱落或色差等质量问题;3)喷漆涂层的外观质量良好,符合车辆制造的标准。
4.建议和改进方案在喷漆检验过程中,我们发现需要改进的地方:1)需要加强对喷漆涂层厚度的测试,尽量减小各个部位的厚度差异,以提高涂层的均匀性;2)对涂层硬度和附着力的测试结果需要进行更详细的记录,以备后续使用。
06 过程检验记录(肉丝)
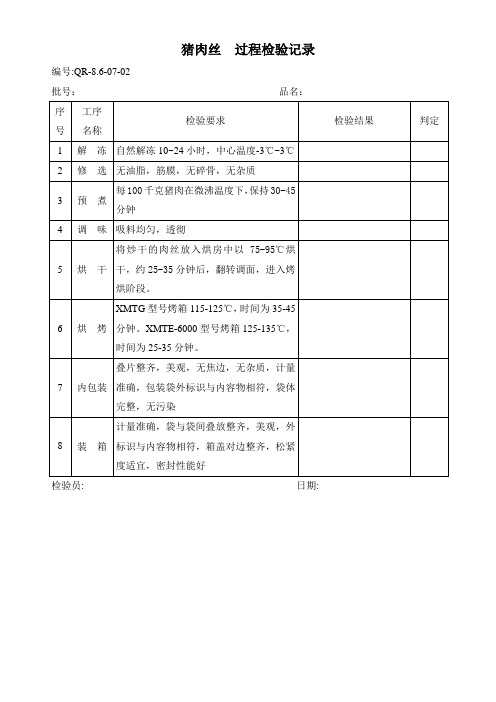
编号:QR-8.6-07-02批Fra bibliotek:品名:序
号
工序
名称
检验要求
检验结果
判定
1
解 冻
自然解冻10~24小时,中心温度-3℃~3℃
2
修 选
无油脂,筋膜,无碎骨,无杂质
3
预 煮
每100千克猪肉在微沸温度下,保持30-45分钟
4
调 味
吸料均匀,透彻
5
烘 干
将炒干的肉丝放入烘房中以75-95℃烘干,约25-35分钟后,翻转调面,进入烤烘阶段。
6
烘 烤
XMTG型号烤箱115-125℃,时间为35-45分钟。XMTE-6000型号烤箱125-135℃,时间为25-35分钟。
7
内包装
叠片整齐,美观,无焦边,无杂质,计量准确,包装袋外标识与内容物相符,袋体完整,无污染
8
装 箱
计量准确,袋与袋间叠放整齐,美观,外标识与内容物相符,箱盖对边整齐,松紧度适宜,密封性能好
检验员:日期:
工序检验记录表
工序检验记录表
检验项目明细:
1. 焊接工序:
检验项目:
焊缝外观:无裂纹、气孔、夹渣。
焊缝尺寸:符合设计要求。
焊接材料:符合规范要求。
检验方法:目视检查、量具测量、硬度测试。
2. 装配工序:
检验项目:
部件配合:无干涉、间隙均匀。
紧固件扭矩:符合规定值。
运动部件:运动顺畅无卡滞。
检验方法:目视检查、扭矩扳手测量、手动测试。
3. 涂装工序:
检验项目:
涂层外观:无流挂、橘皮、针孔。
涂层厚度:使用测厚仪测量。
附着力测试:使用划格法测试。
检验方法:目视检查、涂层测厚仪、附着力测试仪。
检验状态标识说明:
绿色:合格,可以进行下一工序。
黄色:合格,但需要特别注意或进行额外的标记。
红色:不合格,需要立即采取纠正措施。
记录填写指南:
序号:便于追溯的记录编号。
产品名称:被检验产品的名称。
工序名称:具体检验的工序名称。
检验日期:进行检验的日期。
检验员:执行检验的操作员姓名。
检验结果:详细记录检验是否通过,以及通过或失败的具体原因。
检验状态:根据检验结果贴上相应的状态标识。
备注:记录任何额外的观察或需要特别注意的信息。
请根据实际生产过程中的工序要求和检验标准,填写和更新表格内容。
过程检验记录
过程检验记录
Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】
过 程 检 验 记 录
编号:QR/QXT-011 年
月 日
产品名称 产品规格 图纸编号
生产数量
检验结果
序号 工序名称 检验方式 检验方法 判定结果 检验员 备注
全 检 抽 检
1
2
3
4
5
6
7
8
9
10
成品装配过程检验记录
ISO 9001专用
组别检验员
备注:
广州市新舞台灯光设备有限公司
时间第 页成品装配过程检验记录编号:RGB/QM-19A质量情况检验内容
广州市经济开发区科学城玉树工业园敬业四街J栋301 E-mail:info@rgb.com.cn
电话:(020)82260727 82086157 传真:(020)82086507 网址:www.rgb.com.cn
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过程检验记录
编号:
生产批号: 型号规格: 检验依据:
序号 工序 检验项目 检验要求
检验结果 操作员 检验员 结论 日期
首检 中检 终检
1
裁线
线缆外径
裁线长度mm
剥头mm
前端外剥
后端外剥mm
外观质量
2
裁波纹管
长度mm
颜色
内径mm
外观
3
裁热缩套管
长度
颜色
内径mm
外观
编织处理
技术图纸要求
4
穿卡扣/密封圈
卡扣数量型号与实物是
否相符
密封圈数量
外观
序号 工序 检验项目 检验要求 首检 中检 终检 操作员 检验员 结论 日期
压接
截面分析
压接后高宽度
端子型号与图纸是否相
符
外观
6
预装
外观
7
导通
芯芯是否导通
芯和屏蔽是否导通
屏蔽和屏蔽是否导通
8
装配
外观
9
吹套管
外观
洪套管与端子距离是否
符合标准
10
贴标签
实物与标签是否相符
外观
11 耐压测试 耐压
12 保护壳
外观
13 装箱
标签与外箱是否相符
标签与实物是否相符
标签与出库单是否相符