钻孔组合机床动力滑台液压系统设计(课程设计)
卧式多轴钻孔组合机床动力滑台液压系统设计

卧式多轴钻孔组合机床动力滑台液压系统设计一、设计要求在设计卧式多轴钻孔组合机床动力滑台液压系统时,需要考虑以下要求:1.液压系统应具有良好的可靠性和稳定性,能够满足机床的工作要求;2.油液应具有良好的冷却和润滑性能,以保证机床的长时间工作;3.液压系统应具有较高的控制精度,以确保机床的加工质量和精度;4.设计应尽量减小系统的噪声和振动,提高机床的运行平稳性;5.系统的结构和设计应简洁、紧凑,并易于安装和维护。
二、液压系统的组成1.液压站:包括主油泵、电机、油箱和控制元件,用于提供液压动力;2.液压缸:用于驱动滑台的上下运动,根据机床的需求,可以采用单向液压缸或双向液压缸;3.液压阀:包括方向控制阀、流量控制阀和压力控制阀等,用于控制和调节液压系统的工作状态和工作参数;4.液压管路:用于连接液压站、液压缸和液压阀等,传递液压油;5.液压油箱:用于存储液压油,以及冷却和润滑液压系统。
三、设计思路在设计卧式多轴钻孔组合机床动力滑台液压系统时,可以按照以下步骤进行:1.根据机床的工作要求和工作参数,确定液压系统所需的流量和压力等级;2.根据液压系统的工作参数,选择合适的主油泵和电机,并确定液压系统的功率;3.根据机床的结构和运动要求,设计液压缸的类型和参数;4.根据机床的运动要求,确定液压阀的类型和参数,并设计液压控制回路;5.根据液压系统的工作参数和流量要求,设计合适的液压管路;6.设计合适的液压油箱,以满足液压系统的冷却和润滑要求;7.进行系统的总体设计和布局,确保系统结构合理紧凑,并易于安装和维护。
四、设计注意事项在设计卧式多轴钻孔组合机床动力滑台液压系统时,需要注意以下事项:1.合理选择液压元件和配件,确保其质量可靠和使用寿命长;2.在液压系统中添加合适的滤清器和油位控制装置,以确保液压油的清洁和充油状态;3.采用合适的密封元件和润滑方式,以减小系统的泄漏和摩擦损失;4.选用低噪声和振动的液压元件,以提高机床的运行平稳性和工作环境的舒适度;5.设计液压系统时,应考虑节能和环保的因素,选用高效的液压元件和控制方式。
液压课程设计:卧式钻镗组合机床的液压动力滑台液压系统.(DOC)

成绩液压课程设计说明书题目:卧式钻镗组合机床的液压动力滑台液压系统学院:机电工程学院班级:学号:设计者:指导老师:目录一、课程设计技术要 (3)二、工况分析 (3)1、工况分析及液压缸的推力: (3)2、确定液压缸工作压力、结构尺寸、初定液压缸流量 (4)3、确定液压缸结构尺寸 (4)4、认证液压缸筒壁厚 (5)5、定液压缸筒的长度 (5)6、求最少活塞杆直径 (5)7、校核活塞杆的稳定性 (5)8、液压缸各截面积3 (6)9、初定液压缸流量 (6)10、液压缸的负载、压力、流量、功率的工况表 (6)11、确定定位夹紧液压缸结构尺寸及流量 (7)三、设计卧式钻镗组合机床的液压动力滑台的液压系统图 (8)四、液压元件设计计算与选择 (9)1、液压泵工作压力、流量、驱动功率计算 (9)2、确定液压缸的输入输出流量和移动速度 (10)3、根据工作压力和通流量选取液压元件 (10)4、油管尺寸 (11)5、油箱容积 (11)五、液压系统稳定性论证 (11)1、液压泵工作压力稳定性校核 (11)2、校核系统驱动电机功率 (12)3、系统热能工况的稳定性校核 (12)六、利用FluidSIM进行液压仿真 (14)七、液压系统的PLC控制程序与接线图 (15)1、PLC接线图 (15)八、课程设计简单小结 (15)九、参考文献 (15)一、课程设计技术要快进→工进→快退→停止;切削推力30000N,快进行程400mm,工进行程50mm,V快=5m/min、V工进=0.04-0.10m/min,运动部件重G=9800N,试确定液压缸结构尺寸。
静摩擦系数:fj =0.2,动摩擦系数:fd=0.1,液压缸机械效率:9.0=η,快速起动时间不大于0.2s.原理图1、大泵,2、小泵,3、滤油器,4、外控顺序阀,5、15、单向阀,6、溢流阀,,7、电液换向阀,8、单向行程调速阀,,9、压力继电器,10、主液压缸,11、二位三通电磁换向阀,12、背压阀,13、二位二通换向阀,14、减压阀,16、带定位装置的二位四通电磁换向阀,17、单向顺序阀,18、定位液压缸,19、夹紧液压缸二、工况分析1、工况分析及液压缸的推力:(1)、工况分析切削推力:F切=30000N静摩擦力: Fj = fjG=1960N动摩擦力: Fd = fdG=980N启动惯性力: Fg=ma=(9800/9.8)*[5/(0.2*60)]=417N (2)、液压缸的推力(液压缸效率9.0=η)启动推力: F启= Fj/η= 2178N加速推力: F加=(Fd+Fg)/η=1552N快进推力: F快= Fd/η=1089N工进推力: F工=(F切+ Fd)/η=(30000+980)/0.9=34422N反向启动过程作用力与F启、F加、F快大小相同,方向相反。
卧式单面多轴钻孔组合机床动力滑台液压系统 (2)(word文档良心出品)

大学液压与气压课程设计说明书题目卧式单面多轴钻孔组合机床动力滑台的液压系统专业机械设计制造及其自动化班级机制0912姓名。
学号。
指导教师职称。
2012年10月14 日目录第一章明确液压系统的设计要求 (3)第二章负载与运动分析 (3)第三章确定液压系统主要参数 (4)第四章拟定液压系统原理图 (5)第五章计算和选择液压件 (8)第六章液压缸设计基础 (13)第七章验算液压系统性能 (18)设计小结 (19)参考文献 (19)引言液压传动是用液体作为来传递能量的液压传动有以下优点易于获得较大的力或力矩功率重量比大易于实现往复运动易于实现较大范围的无级变速传递运动平稳可实现快速而且无冲击与机械传动相比易于布局和操纵易于防止过载事故自动润滑、元件寿命较长易于实现标准化、系列化。
液压传动的基本目的就是用液压介质来传递能量而液压介质的能量是由其所具有的压力及力流量来表现的。
而所有的基本回路的作用就是控制液压介质的压力和流量因此液压基本回路的作用就是三个方面控制压力、控制流量的大小、控制流动的方向。
所以基本回路可以按照这三方面的作用而分成三大类压力控制回路、流量控制回路、方向控制回路。
液压系统已经在各个部门得到广泛的应用而且越先进的设备其应用液压系统的部门就越多。
第一章 明确液压系统的设计要求1.设计要求设计一卧式单面多轴钻孔组合机床动力滑台的液压系统,动力滑台的工作循环是:快进——工进——快退——停止。
液压系统的主要参数与性能要求如下:轴向切削力为用21000N,移动部件总重力为10000N ,快进行程为 100mm ,快进与快退速度均为 4.2m /min ,工进行程为 20mm ,工进速度为 0.05m /min ,加速、减速时间为0.2s ,利用平导轨,静摩擦系数为0.2,动摩擦系数为0.1,动力滑台可以随时在中途停止运动,试设计该组合机床的液压传动系统。
第二章 负载与运动分析负载分析中 暂不考虑回油腔的背压力 液压缸的密封装置产生的摩擦阻力 在机械效率中加以考虑。
设计一卧式单面多轴钻孔组合机床动力滑台的液压系统
设计一卧式单面多轴钻孔组合机床动力滑台的液压系统。
1)工作循环:快进—工进—快退—停止。
2)工作参数轴向切削力21000N ,移动部件总重10000N ,快进行程 100mm ,快进与快退速度 4.2m /min ,工进行程 20mm ,工进速度 0.05m /min ,加、减速时间为0.2s ,静摩擦系数0.2,动摩擦系数0.1,动力滑台可在中途停止。
一、负载分析负载分析中,暂不考虑回油腔的背压力,液压缸的密封装置产生的摩擦阻力在机械效率中加以考虑。
因工作部件是卧式放置,重力的水平分力为零,这样需要考虑的力有:切削力,导轨摩擦力和惯性力。
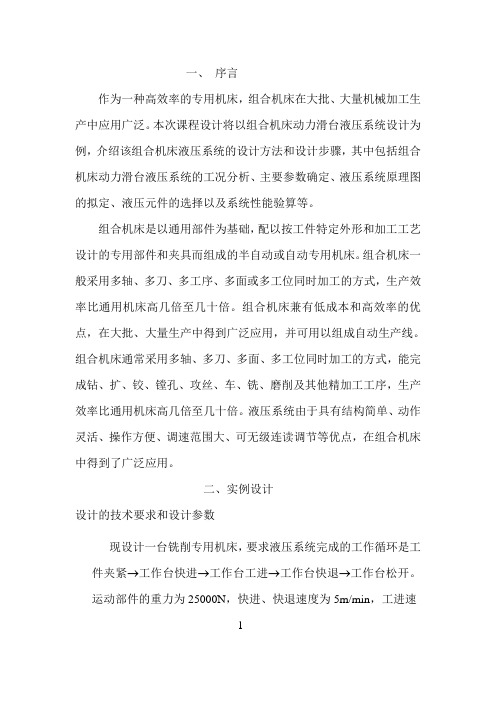
导轨的正压力等于动力部件的重力,设导轨的静摩擦力为fs F ,动摩擦力为fd F ,则N N F f F N s fs 2000100002.0=⨯==N N F f F N d fd 1000100001.0=⨯== 而惯性力N N t v g G t v mF m 3572.08.960/2.410000 =⨯⨯=∆∆=∆∆= 如果忽略切削力引起的颠覆力矩对导轨摩擦力的影响,并设液压缸的机械效率95.0=m η,则液压缸在各工作阶段的总机械负载可以算出,见表1。
根据负载计算结果和已知的各阶段的速度,可绘制出负载图(l F -)和速度图(l v -),见图1a 、b 。
横坐标以上为液压缸活塞前进时的曲线,以下为液压活塞退回时的曲线。
a) b)图1 负载速度图 a )负载图 b )速度图二、液压系统方案设计1. 确定液压泵类型及调速方式参考同类组合机床,同时根据本题要求。
选用双作用叶片泵双泵供油,同时这是调速阀进油调速的开式回路来满足快进、快退和工进的功能。
快进或快退时双泵进行供油,工进时,小泵单独供油,同时利用节流阀调速保证工进速度。
整个回路采用溢流阀作定压阀,起安全阀作用。
为防止钻孔钻通时滑台突然失去负载向前冲,回油路上设置背压阀,初定背压值为MPa p b 8.0 。
液压课程设计说明书-组合机床动力滑台液压系统设计
一、序言作为一种高效率的专用机床,组合机床在大批、大量机械加工生产中应用广泛。
本次课程设计将以组合机床动力滑台液压系统设计为例,介绍该组合机床液压系统的设计方法和设计步骤,其中包括组合机床动力滑台液压系统的工况分析、主要参数确定、液压系统原理图的拟定、液压元件的选择以及系统性能验算等。
组合机床是以通用部件为基础,配以按工件特定外形和加工工艺设计的专用部件和夹具而组成的半自动或自动专用机床。
组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍。
组合机床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用,并可用以组成自动生产线。
组合机床通常采用多轴、多刀、多面、多工位同时加工的方式,能完成钻、扩、铰、镗孔、攻丝、车、铣、磨削及其他精加工工序,生产效率比通用机床高几倍至几十倍。
液压系统由于具有结构简单、动作灵活、操作方便、调速范围大、可无级连读调节等优点,在组合机床中得到了广泛应用。
二、实例设计设计的技术要求和设计参数现设计一台铣削专用机床,要求液压系统完成的工作循环是工件夹紧→工作台快进→工作台工进→工作台快退→工作台松开。
运动部件的重力为25000N,快进、快退速度为5m/min,工进速1度为100~1200mm/min,最大行程为400mm,其中工进行程为180mm,最大切削力为18000N,采用平面导轨,夹紧缸的行程为20mm,夹紧力为30000N,夹紧时间为1s。
工况分析首先根据已知条件,绘制运动部件的速度循环图,如图3-1所示。
然后计算各阶段的外负载并绘制负载图。
液压缸所受外负载F包括三种类型,即F=Fw+Ff+Fa式中Fw-----工作负载,对于金属切削机床来说,即为沿活塞运动方向的切削力,在本例中Fw为18000N;Fa------运动部件速度变化的惯性负载;Ff-------导轨摩擦阻力负载,启动时为静摩擦阻力,启动后为动摩擦阻力,对于平导轨Ff可由下式求得Ff=f(G+FRn);G------运动部件重力;FRn---垂直于导轨的工作负载,事例中为0;f------导轨摩擦系数,在本例中取静摩擦系数为0.2,动摩擦系数为0.1。
组合机床动力滑台液压系统-液压课程设计

湖南科技大学课程设计说明书课程名称:专业模块课程设计题目名称:组合机床动力滑台液压系统目录一、液压传动的工作原理和组成............................二、设计要求...........................................三、液压系统的工况分析..................................四、确定液压系统主要参数................................五、液压元件的选择......................................六、验算液压系统性能....................................七、设计小结...........................................一、液压传动的工作原理和组成液压传动是用液体作为工作介质来传递能量和进行控制的传动方式。
液压系统利用液压泵将原动机的机械能转换为液体的压力能,通过液体压力能的变化来传递能量,经过各种控制阀和管路的传递,借助于液压执行元件(缸或马达)把液体压力能转换为机械能,从而驱动工作机构,实现直线往复运动和回转运动。
驱动机床工作台的液压系统是由邮箱、过滤器、液压泵、溢流阀、开停阀、节流阀、换向阀、液压缸以及连接这些元件的油管、接头等组成。
1、工作原理(1)电动机驱动液压泵经滤油器从邮箱中吸油,油液被加压后,从泵的输出口输入管路。
油液经开停阀、节流阀、换向阀进入液压缸,推动活塞而使工作台左右移动。
液压缸里的油液经换向阀和回油管排回邮箱。
(2)工作台的移动速度是通过节流阀来调节的。
当节流阀开大时,进入液压缸的油量增多,工作台的移动速度增大;当节流阀关小时,进入液压缸的油量减少,工作台的移动速度减少。
由此可见,速度是油量决定的。
2、液压系统的基本组成(1)能源装置——液压泵。
它将动力部分所输出的机械能转换成液压能,给系统提供压力油液。
液压课程设计:卧式钻镗组合机床的液压动力滑台液压系统(DOC)

液压课程设计说明书题目:卧式钻镗组合机床的液压动力滑台液压系统学院:机电工程学院班级:学号:设计者:指导老师:目录一、课程设计技术要 (2)二、工况分析 (3)1、工况分析及液压缸的推力: (3)2、确定液压缸工作压力、结构尺寸、初定液压缸流量 (4)3、确定液压缸结构尺寸 (4)4、认证液压缸筒壁厚 (5)5、定液压缸筒的长度 (5)6、求最少活塞杆直径 (5)7、校核活塞杆的稳定性 (5)8、液压缸各截面积3 (6)9、初定液压缸流量 (6)10、液压缸的负载、压力、流量、功率的工况表 (6)11、确定定位夹紧液压缸结构尺寸及流量 (7)三、设计卧式钻镗组合机床的液压动力滑台的液压系统图 (8)四、液压元件设计计算与选择 (9)1、液压泵工作压力、流量、驱动功率计算 (9)2、确定液压缸的输入输出流量和移动速度 (10)3、根据工作压力和通流量选取液压元件 (10)4、油管尺寸 (11)5、油箱容积 (11)五、液压系统稳定性论证 (11)1、液压泵工作压力稳定性校核 (11)2、校核系统驱动电机功率 (12)3、系统热能工况的稳定性校核 (12)六、利用FluidSIM进行液压仿真 (14)七、液压系统的PLC控制程序与接线图 (15)1、PLC接线图 (15)八、课程设计简单小结 (15)九、参考文献 (15)一、课程设计技术要快进→工进→快退→停止;切削推力30000N,快进行程400mm,工进行程50mm,V快=5m/min、V工进=0.04-0.10m/min,运动部件重G=9800N,试确定液压缸结构尺寸。
静摩擦系数:fj =0.2,动摩擦系数:fd=0.1,液压缸机械效率:9.0=η,快速起动时间不大于0.2s.原理图1、大泵,2、小泵,3、滤油器,4、外控顺序阀,5、15、单向阀,6、溢流阀,,7、电液换向阀,8、单向行程调速阀,,9、压力继电器,10、主液压缸,11、二位三通电磁换向阀,12、背压阀,13、二位二通换向阀,14、减压阀,16、带定位装置的二位四通电磁换向阀,17、单向顺序阀,18、定位液压缸,19、夹紧液压缸二、工况分析1、工况分析及液压缸的推力:(1)、工况分析切削推力:F切=30000N静摩擦力: Fj = fjG=1960N动摩擦力: Fd = fdG=980N启动惯性力: Fg=ma=(9800/9.8)*[5/(0.2*60)]=417N (2)、液压缸的推力(液压缸效率9.0=η)启动推力: F启= Fj/η= 2178N加速推力: F加=(Fd+Fg)/η=1552N快进推力: F快= Fd/η=1089N工进推力: F工=(F切+ Fd)/η=(30000+980)/0.9=34422N反向启动过程作用力与F启、F加、F快大小相同,方向相反。
组合机床动力滑台液压系统液压课程设计

湖南科技大学课程设计说明书课程名称:专业模块课程设计题目名称:组合机床动力滑台液压系统专业: 机械设计制造及其自动化姓名:泮一平学号: 1153010531指导教师:刘长鸣2015年 1月 8日目录一、液压传动的工作原理与组成、、、、、、、、、、、、、、、、、、、、、、、、、、、、二、设计要求、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、三、液压系统的工况分析、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、四、确定液压系统主要参数、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、五、液压元件的选择、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、六、验算液压系统性能、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、七、设计小结、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、、一、液压传动的工作原理与组成液压传动就是用液体作为工作介质来传递能量与进行控制的传动方式。
液压系统利用液压泵将原动机的机械能转换为液体的压力能,通过液体压力能的变化来传递能量,经过各种控制阀与管路的传递,借助于液压执行元件(缸或马达)把液体压力能转换为机械能,从而驱动工作机构,实现直线往复运动与回转运动。
驱动机床工作台的液压系统就是由邮箱、过滤器、液压泵、溢流阀、开停阀、节流阀、换向阀、液压缸以及连接这些元件的油管、接头等组成。
1、工作原理(1)电动机驱动液压泵经滤油器从邮箱中吸油,油液被加压后,从泵的输出口输入管路。
油液经开停阀、节流阀、换向阀进入液压缸,推动活塞而使工作台左右移动。
液压缸里的油液经换向阀与回油管排回邮箱。
(2)工作台的移动速度就是通过节流阀来调节的。
当节流阀开大时,进入液压缸的油量增多,工作台的移动速度增大;当节流阀关小时,进入液压缸的油量减少,工作台的移动速度减少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(二 〇 一 一 年 七 月本科综合设计说明书 题 目:钻孔组合机床动力滑台液压系统设计学生姓名:***学 院:机械学院系 别:机械系专 业:机械设计制造及其自动化班 级:机制08-1指导教师:雷秀 教授摘要制造业是一个国家或地区经济发展的重要支柱,其发展水平标志着该国家或地区的经济实力、科技水平、生活水准和国防实力。
而制造业的生产能力主要取决于制造装备——机床的先进程度。
组合机床是自动化程度相对较高的金属切削专用机床,当动力滑台配以不同的动力头、主轴箱和刀具时,可以对工件完成钻孔、扩孔、绞孔、镗孔、攻螺纹、铣平面等加工任务。
动力滑台、夹具的动作由液压系统设计完成。
动力滑台是组合机床上实现进给运动的一种通用部件,配上动力头和主轴箱后可以对工件完成各种孔加工、端面加工等工序。
钻孔组合机床动力滑台液压系统是完成组合机床各项功能的重要组成部分之一,其结构的合理性直接影响到钻孔组合机床的工作性能和可靠性能。
本文在结合典型液压传动系统和一些具体参数并综合所学知识对钻孔组合机床动力滑台液压系统进行了新的设计与分析,主要设计液压系统原理图,并对液压系统在机床中的装配进行了一些必要的设计。
其设计的基本思路基于以下要求:1.全面而准确的满足整机工艺和技术要求。
2.结构简单,使用和维护容易。
3.传动平稳,符合国家噪声标准要求。
4.无泄露,无污染,高效节能。
5.所有元件和零、部件的标准化、系列化、通用化程度高。
6.自动化程度高、造价与整机相适应。
设计验算结果说明,设计的工作装置满足设计要求。
在AUTO CAD软件下绘制的液压系统原理图有利于为新产品设计和改型设计提供参考。
关键词:钻孔组合机床;动力滑台;液压系统;AUTO CAD;差动;工进。
AbstractMachine Tool is a relatively high degree of automation of metal cutting machine tools , when coupled with different power sliding table power head , the spindle and tool box , the workpiece can be completed drilling , reaming , boring , tapping , plane milling and other processing tasks . power slide , clamp action by the hydraulic system is completed .Drilling Machine Tool power sliding hydraulic system is the completion of the combination machine features an important part of its structure a reasonable combination of a direct impact on drilling performance and machine reliability . In this paper , combined with the typical parameters of the hydraulic system and a number of specific and comprehensive knowledge of the combination drilling machine hydraulic system , power sliding a new design and analysis , the main hydraulic system design , and hydraulic system in the machine tool assembly some necessary design .The basic ideal of the design based on the following requirements :。
1.A comprehensive and accurate to meet the whole process and technical requirements .2.Simple structure and easy maintenance .3.Smooth transmission , in line with national noise standards .4.No leakage , non-polluting , energy-efficient .5.All components and parts and components standardization , serialization , universal high .6.High degree of automation , cost compatible with the machine .Checking the results of the design specification , design of working device to meet design requirements . AUTO CAD software in the next schematic drawing of the hydraulic system is conducive to the design of new or modified product design to provide a reference .Keywords : Drilling Machine Tool power sliding hydraulic system design ; Design parameters and checking ; AUTO CAD drawing differential; work into.目录引言 (1)第一章概论 (2)1.1组合机床加工方式 (2)1.2组合机床的发展史 (2)1.3组合机床部件分类 (2)1.4组合机床的发展 (3)1.5设计要求 (3)第二章负载计算 (4)2.1钻削钻削轴向负载力F (4)L2.2 滑台对导轨的摩擦力 (4)2.3 惯性力 (4)第三章液压系统主要参数确定 (6)第四章液压系统组成及原理图设计 (9)4.1 主题方案的确定 (9)4.2 基本回路确定 (9)4.2.1 供油回路 (9)4.2.2 压力控制回路 (10)4.2.3 方向控制回路 (10)4.2.4速度控制回路 (10)4.2.4夹紧控制回路 (11)4.3液压系统原理图综合 (12)第五章液压原件选型 (14)5.1液压泵的选择 (14)5.2液压泵驱动电机的选择 (14)5.3液压控制元件及辅助元件的选择 (15)5.4液压管路的确定 (16)5.5油箱容积V的计算 (16)第六章主要部件差动液压缸强度和稳定性的校核 (17)6.1主要零件强度的校核 (17)6.1.1缸筒壁厚 =10mm (17)6.1.2缸底厚度δ=15㎜ (18)16.1.3杆径d (19)6.2液压缸稳定性计算 (19)6.3根据上述计算确定动力滑台简图如下所示 (20)第七章液压系统性能验算 (21)7.1回路压力损失验算 (21)7.2估算系统效率 (21)7.2.1运动持续时间计算 (21)7.2.2估算效率 (21)7.3估算系统发热效率 (22)7.4计算温升 (22)结论 (23)参考文献 (24)谢辞 (25)引言组合机床(transfer and unit machine)组合机床是以通用部件为基础,配以按工件特定形状和加工工艺设计的专用部件和夹具,组成的半自动或自动专用机床。
是由一些通用部件及少量专用部件组成的高效自动化或半自动化专用机床,可以完成钻孔、扩孔、铰孔、镗孔、攻丝、车削、铣削及精加工等多道工序。
组合机床的控制系统多采用机械、液压、电气或气动相结合的控制方式,而电气环节控制起着中枢联接作用。
钻孔组合机床凭借其高效性、实用性、经济型等优点在现代的机械发展应用得到广泛的应用。
钻孔组合机床采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍。
由于通用部件已经标准化和系列化,可根据需要灵活配置,以缩短设计和制造周期,在大批、大量生产中得到广泛应用。
钻孔组合机床的分析设计的涵盖很多方面,在主要对其中的动力滑台进行设计与分析,钻孔组合机床中机床的动力滑台采用液压系统驱动。
在整个设计分析过程中主要涉及到以下内容:1.明确钻孔组合机床动力滑台液压系统的设计的目的与意义,同时整理出相关的参考资料。
2.根据任务书中所给出的原始数据、技术参数、设计要求、图纸量、工作量要求等,结合相关实例设计分析过程进行计算与校核,最后根据相关资料选取标准件。
3. 确定液压系统的基本回路,包括供油回路、方向控制回路、压力控制回路、速度控制回路,最后利用CAD绘制液压系统原理图。
第一章概论1.1组合机床加工方式组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍。
由于通用部件已经标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期。
因此,组合机床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用,并可用以组成自动生产线组合机床一般用于加工箱体类或特殊形状的零件。
加工时,工件一般不旋转,由刀具的旋转运动和刀具与工件的相对进给运动,来实现钻孔、扩孔、锪孔、铰孔、镗孔、铣削平面、切削内外螺纹以及加工外圆和端面等。
有的组合机床采用车削头夹持工件使之旋转,由刀具作进给运动,也可实现某些回转体类零件(如飞轮、汽车后桥半轴等)的外圆和端面加工。
1.2组合机床的发展史二十世纪70年代以来,随着可转位刀具、密齿铣刀、镗孔尺寸自动检测和刀具自动补偿技术的发展,组合机床的加工精度也有所提高。
铣削平面的平面度可达0.05毫米/1000毫米,表面粗糙度可低达2.5~0.63微米;镗孔精度可达IT7~6级,孔距精度可达O.03~O.02微米。
专用机床是随着汽车工业的兴起而发展起来的。
在专用机床中某些部件因重复使用,逐步发展成为通用部件,因而产生了组合机床。
最早的组合机床是1911年在美国制成的,用于加工汽车零件。
初期,各机床制造厂都有各自的通用部件标准。
为了提高不同制造厂的通用部件的互换性,便于用户使用和维修,1953年美国福特汽车公司和通用汽车公司与美国机床制造厂协商,确定了组合机床通用部件标准化的原则,即严格规定各部件间的联系尺寸,但对部件结构未作规定。