滚动轴承的检验标准
滚动轴承轴承座标准
滚动轴承轴承座标准滚动轴承轴承座是一种用于支撑和定位滚动轴承的重要零部件,其质量和精度对于整个轴承系统的性能和寿命都有着重要的影响。
因此,制定和遵守滚动轴承轴承座的标准显得尤为重要。
本文将从滚动轴承轴承座的标准制定、标准的内容和要求、以及标准的应用等方面进行详细介绍。
首先,滚动轴承轴承座的标准制定是由相关的国家标准化组织和行业标准化组织负责的。
在制定标准的过程中,需要考虑到滚动轴承轴承座在不同工况下的使用要求,以及相关的技术规范和安全标准。
此外,还需要充分考虑到制造工艺、材料选择、尺寸精度、表面质量、装配要求等方面的因素,以确保标准的科学性和实用性。
其次,滚动轴承轴承座的标准通常包括以下内容和要求,首先是尺寸精度和几何形状的要求,包括座孔的直径、圆度、圆柱度、同轴度等方面的要求;其次是表面质量的要求,包括表面粗糙度、平整度、光洁度等方面的要求;最后是材料和热处理的要求,包括材料的种类、化学成分、机械性能要求,以及热处理工艺、硬度要求等方面的要求。
这些内容和要求的制定,旨在确保滚动轴承轴承座在使用过程中具有足够的强度、刚度和耐磨性,以及良好的装配和使用性能。
最后,滚动轴承轴承座的标准在工程实践中具有重要的应用意义。
首先,滚动轴承轴承座的标准可以作为设计和制造的依据,帮助工程师和技术人员合理选择材料、确定尺寸和加工精度,以确保轴承座的质量和性能符合要求。
其次,滚动轴承轴承座的标准也可以作为质量检验和产品认证的依据,帮助生产厂家和用户对轴承座的质量进行评估和检测。
最后,滚动轴承轴承座的标准还可以作为技术交流和国际贸易的桥梁,促进国内外相关产品和技术的交流和合作。
综上所述,滚动轴承轴承座的标准制定、内容和要求、以及应用都具有重要的意义和价值。
只有严格遵守标准,才能确保滚动轴承轴承座具有良好的质量和性能,从而为工程机械和设备的安全运行和长期使用提供可靠的保障。
希望本文能够对相关行业的技术人员和管理人员有所帮助,促进滚动轴承轴承座标准化工作的深入开展和推进。
滚动轴承球面滚子标准

滚动轴承球面滚子标准一、滚子直径和圆度滚子的直径是影响轴承性能的重要因素之一。
滚子的直径决定了滚子的长度和接触面积,从而影响轴承的承载能力和寿命。
滚子的直径精度要求较高,一般应满足DIN5181或JISB1514的规定。
同时,滚子的圆度也是一个重要的几何参数,它决定了滚子在轴承中的旋转精度和稳定性。
二、滚子表面粗糙度滚子的表面粗糙度对轴承的性能也有很大的影响。
表面粗糙度决定了滚子表面的质量,从而影响滚子与轴承座之间的接触状态和摩擦力。
一般来说,滚子的表面粗糙度应满足Ra0.2~0.4μm的要求。
三、滚子硬度滚子的硬度是衡量其耐磨性的重要指标。
硬度较高的滚子具有更好的耐磨性,能够在较长时间内保持其几何形状和尺寸精度。
一般来说,滚子的硬度应满足HRC58~63的要求。
四、滚子材料滚子的材料对其性能和使用寿命有重要的影响。
常用的滚子材料有高碳铬轴承钢、渗碳钢、不锈轴承钢等。
不同材料的滚子具有不同的物理和机械性能,应根据具体的应用场合和使用条件选择合适的材料。
五、滚子接触角滚子的接触角是指滚子与轴承座之间的接触点与轴承轴线之间的夹角。
接触角的大小决定了轴承的承载能力和摩擦力矩。
接触角的选择应根据轴承的具体应用和使用条件来确定。
六、滚子端面跳动滚子的端面跳动是指滚子在旋转过程中,其端面相对于轴承轴线的最大振幅。
端面跳动的存在会导致轴承在运转过程中产生额外的振动和噪声,影响轴承的性能和使用寿命。
因此,应尽可能减小滚子的端面跳动,以满足轴承的性能要求。
七、滚子工作载荷滚子承受的工作载荷是影响其使用寿命的重要因素之一。
工作载荷的大小决定了滚子的疲劳寿命和磨损程度。
在选择轴承时,应根据具体的应用和工作条件来确定能承受足够载荷的滚子。
八、滚子疲劳寿命滚子的疲劳寿命是指在一定的工作载荷和转速下,滚子能够保持其形状和尺寸精度的极限时间。
疲劳寿命是衡量滚子性能的重要指标之一,它决定了轴承的使用寿命和可靠性。
在选择轴承时,应选择具有较长疲劳寿命的滚子,以提高轴承的使用寿命和可靠性。
轴承零件热处理检验规范
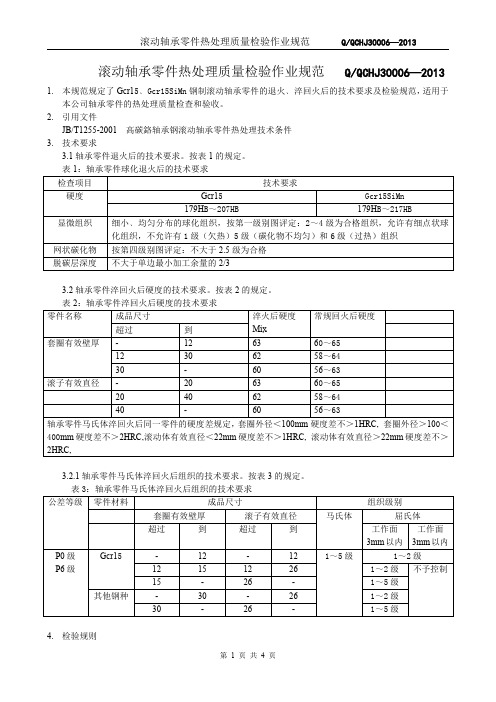
图 2-4 洛氏硬度检验
4.2.1.2 硬度:去掉脱碳层,套圈在端面上等分三点;园锥或园柱滚子在外径上等分三点;退火件在布 氏硬度计上检查;淬、回火件在洛氏硬度计上检查。回火后每个品种每批轴承零件应进行硬度抽查。 4.2.2 酸洗检查:按 JB/T1255—2001 文件中附录 C 执行。 4.2.2.1 套圈取 2—5 件。滚动体取 2--5 件。 4.2.3 金 相 检 查 : 套 圈 及 滚 动 体 均 取 1 — 2 件 。 也 可 不 定 期 检 查 , 图 1-4 。
现超过变形值者,可不进行检查,但在下车间发现有超过变形值者,仍由热处理检查负责。 (2)检查方法和适用的仪器,变形:检查套圈变形使用百分表、D913、D713。 4.2.5 裂纹检查:轴承零件淬回火后,不允许有裂纹,裂纹检查可用磁力探伤﹑冷热酸洗及其他仪器方法检 查,有争议时已探伤检查为准。 4.2.6 脱碳及软点检查:表面脱碳及软点可用冷酸洗检查,脱碳层深度以最深处为准,成品不允许有软点。 4.2.7 外观检查:热处理淬回火产品必须经过抛丸处理,表面必须光亮,均匀。不允许有花倒角,滚子小端
第3页共4页
滚动轴承零件热处理质量检验作业规范
Q/QCHJ30006—2013
面麻点黑斑现象。 5、检查员应经常检查操作者执行工艺的情况,对违犯者有权制止。 6 批的处置
判定为合格的批次,有质检部检查员抽查合格后签字允许专递至下工序加工。检查过程中所发现 的不合格品应及时隔离标示,分析原因,寻找解决办法,重新加工。 5.本规范自二〇一三年五月五日执行。 6.本规范技术质检部起草
超过
到
Mix
GBT 6445.2-1996 滚动轴承 滚轮滚针轴承 公差
前言本标准是对本标准非等效采用国际标准本标准与本标准起草单位本标准起草人本标准于年首次中华人民共和国国家标准滚动轴承滚轮滚针轴承公差范围本标准规定了平档圈滚轮滚针轴承和带螺栓度和表面粗本标准适用于轴承的结构型式符合规定引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的本标准出版示版本均为所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的普通螺纹公差与滚动轴承装配倒角极限滚动轴承通用技术规则滚动轴承公差定义滚动轴承滚轮滚针轴承外形尺寸符号和缩略语除下列符号外本标准所引用的符号规定在包括平档圈的内圈公称总宽度圈单一宽度偏差公称长度度偏差螺栓公称直径单一螺栓直径偏差公差平档圈滚轮滚针轴承平档圈滚轮滚针轴承外圈公差按表国家技术监督局批准实施表外圈公差圆柱形圆弧旋转形超过到上偏差下偏差上偏差下偏差上偏差下偏差平档圈滚轮滚针轴承内圈公差按表表内圈公差超过到上偏差下偏差上偏差下偏差带螺栓轴滚轮滚针轴承带螺栓轴滚轮滚针轴承外圈公差同表带螺栓轴滚轮滚针轴承螺栓直径公差按表表螺栓直径公差超过到上偏差下偏差带螺栓轴滚轮滚针轴承螺栓长度公差按表表螺栓长度公差上偏差下偏差全部长度带螺栓轴滚轮滚针轴承螺栓螺纹公差为符合规定的倒角公差内圈径向和轴向倒角公差应符合的外圈径向和轴向倒角公差应符合制造厂设计图样的表面粗糙度外圈外径表面粗糙度当外径的上限值为当外径的上限值为螺栓颈部的表面粗糙度的上限值为内圈内径表面及端面的表面粗糙度应符合规定的级公差轴承内圈相应的表面粗糙度平档圈端面的表面粗糙度应符合规定的级公差推力轴承垫圈端面相应的表面。
滚动轴承振动测量方法新国标标准介绍与分析

10
25
20
30
40
/
/
/
25
30
70
100
140
/
/
/
30
50
50
100
200
50
70
150
225
300
100
200
400
70
100
200
400
800
100
140
400
600
800
400
800
1200
140
170
650
975
1300
600
1200
1600
170
200
900
滚135动0 轴承180振0 动测800量方16法00 新 2000
状态下测量,转速误差规定为设定值的
1 2
%
。
轴承类型
表2 振动测量转速及频段的设定值
向心球轴承 (第2部分)
调心滚子轴承、 圆锥滚子轴承 (第3部分)
圆柱滚子轴承 (第4部分)
外径(mm)
转速设定值(r/min)
老行标 (r/min)
频段划分
L
设定值
(Hz)
M
H
>10~200
>30~200
>30~100
轴承外径 D
与轴承内圈旋转轴线间的径 与轴承内圈旋转轴线间的角
向偏差
度偏差
H
β
>
≤
max.
max.
mm
mm
º
10
25
0.2
25
50
0.4
50
滚动轴承形位公差代号标准
滚动轴承是机械设备中常用的元件之一,其主要作用是在设备的旋转运动中支配和承受各种载荷。
而滚动轴承形位公差代号标准则是指对于轴承零件的尺寸、形状、位置等方面的规格标准,以保证滚动轴承的性能和精度。
下面将详细介绍滚动轴承形位公差代号标准。
一、基础概念1. 形位公差形位公差是指设计尺寸和实际尺寸之间的误差范围,包括位置公差、角度公差、轮廓公差等。
形位公差可以有效保证零件装配的精度和稳定性。
2. 代号代号是指用数码或字母来表示一定含义的符号,是方便交流和表达的工具。
滚动轴承形位公差代号标准采用了国家标准GB/T 14001-2016中的相关规定。
二、标准类别滚动轴承形位公差代号标准主要分为三类:径向轴承、薄壁轴承和角接触轴承。
其中,径向轴承又分为普通精度和高精度两种,薄壁轴承分为一般类和精密类两种。
三、代号表示方法1. 位置公差代号位置公差是指在某一尺寸方向上的公差要求,用大写字母H、P、M、L、K、N、T等表示。
其中,H代表最高精度要求,T代表最低精度要求。
2. 角度公差代号角度公差是指零件之间的角度误差范围,用大写字母A、B、C、D、E、F、G等表示。
其中,A代表最高精度要求,G代表最低精度要求。
3. 轮廓公差代号轮廓公差是指零件表面形状和位置的误差范围,用大写字母Z、Y、X、V、U、S、R等表示。
其中,Z代表最高精度要求,R代表最低精度要求。
四、举例说明以普通精度的圆锥滚子轴承为例,其代号为GB/T307.1-2005中规定的KNN,其中:1. K 表示位置公差要求,其代号如下:H:最高精度;P:高精度;M:中等精度;L:低精度;N:最低精度。
2. N 表示角度公差要求,其代号如下:A:最高精度;B:高精度;C:中等精度;D:低精度;E:最低精度。
3. N 表示轮廓公差要求,其代号如下:Z:最高精度;Y:高精度;X:中等精度;V:低精度;U:最低精度。
以上就是关于滚动轴承形位公差代号标准的介绍。
通过对滚动轴承形位公差的标准化、规范化管理,可以更好地保证轴承的装配精度和稳定性,提高机械设备的性能和可靠性。
高压电机滚动轴承检修标准
11、鼠笼条检查
1、用改锥轻轻撬动短路环和鼠笼条,有无裂纹、折断、开焊、位移和显着变形等现象;
2、笼条两端伸出部分整圆用浸渍无纬玻璃丝带绑扎3层以上,并注意绑扎方向与实际转向相同;冬季应注意烘干;
3、发现笼条开焊断裂时,应及时进行补焊或更换处理;注意应讲究焊接工艺,防止端环产生热变形;
4、冷风室内清扫干净,筋、板、密封条无损坏,隔音海绵更换;
17、其它
定子外壳、端盖、零部件、接地线等部分的检查
各部件无破损、裂纹、开焊、变形、缺失等现象;接地线各部分无压伤、折断及裂纹,截面符合要求;
18、组装前的工作
组装前应全部仔细检查电机各部件;
500KW以上电机应由班组、车间主任、技术员验收
1、静转子应无遗留物并清洁干净
1、笼条和短路环应无裂纹、焊接良好,无开焊、夹杂、缺肉及断裂现象;强度足够,笼条无串动;铸铝转子表面应光滑平整;导电条和端环不应有气孔、缩松、缩孔、夹渣、裂纹、细条、断条和浇注不满、熔化等现象;转子笼条两端伸出的尺寸应相等;
2、笼条与铁芯间配合应紧固,无振动磨损现象;否则需设法使其牢靠地固定在槽孔内,如可采用“冲压”法,即用凿子状的工具打击笼条上表面,使其产生塑性变形;
磨损最大允许值
20~30
~
~
35~50
~
~
55~80
~
~
85~120
~
~
130~150
~
~
14、轴承套的检查
轴承套架与轴承接触面是否有沟凹处,用铝锤或紫铜棒轻打轴承套四周,使之均匀地装在轴承上;测轴承环处绝缘;
轴承套与轴承接触面不得有磨损,与轴承接触面不得过紧或过松,轴承套装正,不得歪斜,轴承套不得有裂纹和损坏;
滚动轴承公差简介课件
根据使用条件和性能要求,确定合适的配合公差及偏差。
配合长度
根据轴的长度和载荷情况,确定合适的配合长度。
公差对性能的影响
01
02
03
04
旋转精度
公差大小直接影响轴承的旋转 精度,进而影响机器的整体性
能。
振动和噪声
公差选择不当可能导致轴承振 动和噪声增大,影响机器的使
用寿命和舒适性。
摩擦和磨损
超高精度级(P5级)
比P6级精度更高,用于高速精密机械。
滚动轴承的公差带
1 2
内圈公差带(IT6)
内圈与滚子配合,内圈配合尺寸偏差符合IT6级 精度。
外圈公差带(IT5)
外圈与滚子配合,外圈配合尺寸偏差符合IT5级 精度。
3
滚子公差带
滚子与内、外圈配合尺寸偏差符合相应精度等级 。
滚动轴承公差的重要性
公差大小对轴承的摩擦和磨损 性能有影响,进而影响机器的
能耗和效率。
寿命
公差选择不当可能影响轴承的 疲劳寿命,进而影响机器的使
用寿命。
05
滚动轴承公差检测方 法
径向跳动检测
定义
01
径向跳动是指滚动轴承在承受载荷时,其外圈或内圈的径向摆
动量。
检测方法
02
采用测量仪器(如千分表)分别测量滚动轴承在空载和加载状
02
滚动轴承公差类型
内圈公差
01
02
03
尺寸公差
内圈的直径尺寸有一定的 公差范围,以确保轴承与 轴的配合。
几何公差
内圈的几何形状和尺寸精 度对轴承的性能有很大影 响,因此需要控制内圈的 几何公差。
旋转精度的公差
内圈的旋转精度对轴承的 性能有很大影响,因此需 要控制内圈的旋转精度公 差。
滚动轴承安装及维修
角接触球轴承的安装
角接触球轴承的安装比深沟球轴承复杂,多为成 对安装,并需采用预加载荷。安装得好,可使主 机的工作精度、轴承寿命大大提高;否则,不仅 精度达不到要求,寿命也会受到影响。
最大
最小
最大
20
40
30
50
10
20
30
50
40
70
15
30
40
70
50
100
20
40
50
100
60
150
30
50
80
150
100
200
40
70
120
200
150
250
50
100
2型轴 承允许 的距离
8d 7d 6d 5d 4d (2-3)d
圆锥滚子的轴向间隙
轴承内 径 (mm)
≤30 >30-50 >50-80 >80-120 >120-180 >180-260 >260-360 >360-400
允许轴向间隙的范围(um)
a=10°
a=25°-29°
1型
2型
1型
最小
最大
最小
最大
最小
最大
20
40
40
70
—
—
40
70
50
100
20
40
50
100
最新滚动轴承国家标准
最新滚动轴承国家标准滚动轴承是一种常见的机械零部件,广泛应用于各种旋转设备中,如汽车、风力发电机、航空航天设备等。
滚动轴承的国家标准对于产品质量、性能和安全具有重要意义,因此制定最新的滚动轴承国家标准至关重要。
最新滚动轴承国家标准的制定需要充分考虑当前滚动轴承行业的发展趋势和需求,以适应市场的需求和技术的发展。
首先,标准制定需要充分考虑滚动轴承的材料、结构、制造工艺、性能测试等方面的要求,确保产品的质量和可靠性。
其次,标准制定需要考虑到不同类型和规格的滚动轴承,针对不同的应用领域和工作条件,提出相应的技术要求和测试方法。
此外,标准制定还需要考虑到国际标准的趋势和国内行业的实际情况,与国际标准保持一致性,并在必要时进行技术创新和提升。
在制定最新滚动轴承国家标准的过程中,需要充分听取行业内专家和企业的意见和建议,形成多方共识,确保标准的科学性和实用性。
此外,标准制定需要充分考虑到环保、节能和可持续发展的要求,提出相应的技术要求和测试方法,促进滚动轴承行业的健康发展。
最新滚动轴承国家标准的制定不仅对于滚动轴承行业具有重要意义,也对于相关行业和产品具有重要影响。
滚动轴承作为各种机械设备中的重要部件,其性能和可靠性直接影响到设备的工作效率和安全性。
因此,制定最新的滚动轴承国家标准,对于提高产品质量、促进技术创新、推动产业升级具有重要意义。
总之,制定最新的滚动轴承国家标准需要充分考虑到行业的发展趋势和需求,听取多方意见,确保标准的科学性和实用性,促进行业的健康发展。
希望通过大家的共同努力,制定出更加科学、合理的最新滚动轴承国家标准,推动滚动轴承行业的发展,为我国的机械制造业做出更大的贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚动轴承的检验标准
一.轴承质量检测振动标准
1.振动加速度国家标准(俗称Z标)
该标准制定比较早,以测量轴承旋转时的振动加速度值,来判定轴承的质量等级,分为Z1、Z2、Z3由低到高三个质量等级。
目前国内轴承制造厂家仍然在使用,以振动加速度值来衡量轴承的优劣,仅仅简单地反映了INA轴承的疲劳寿命。
2.振动速度标准(俗称V标)
由于原振动加速度标准还没有废除,所以该标准是以机械工业部颁标准出现的,是参考欧洲标准结合我国实际情况和需要制定的,以检测轴承振动速度来划分轴承的质量等级(等同于国家标准)。
分为V、V1、V2、V3、V4五个质量等级。
各种球轴承质量等级从低到高为V、V1、V2、V3、V4;辊子轴承(圆柱、圆锥)质量等级从低到高为V、V1、V2、V3四个质量等级。
它是以检测轴承不同频率段(低频、中频、高频)的振动速度来反映轴承的质量。
可以大体分析出轴承是否存在几何尺寸问题(如钢圈椭圆)、滚道/滚动体的质量问题,保持架的质量问题,比以振动加速度来考察轴承质量有了显著地进步。
目前国内出口欧洲的轴承、我国军方和航天工业均按照该标准进行轴承质量检测,同时检测欧洲INA进口轴承质量和分辨假冒进口轴承提供了可行的手段。
目前轴承质量检测存在两个标准并行的局面,而“Z标”质量等级很高的轴承,以“V标”检测时未必有好的质量表现,两者之间没有任何对应关系。
这在轴承的质量检测中是要特别注意的。
二.以振动测量仪检测在用轴承
INA进口轴承在运行中,ISO2372标准虽然是以振动速度来判断振动是否超标,但在现场实际中要特别关注轴承加速度值的变化,轴承的损坏过程大多是初期表现为疲劳损伤,这点一般可以表现为明显的加速度升高,随着疲劳的发展,逐渐出现振动速度和位移的升高,预示着轴承出现了疲劳破坏。
特别对于轴承进行检测时,要细心关注振动值是否出现不稳定地摆动(建议使用模拟量的指针式仪器,可以观察的非常明显),如果出现摆动,预示着出现了不稳定的振动信号,加速度也大,特别是速度同时增大,极有可能存在轴承“耍套”故障。
对于新设备,检测验收时,虽然振动很小,符合国家标准,但在轴承部位出现小幅度的振动摆动现象,排除轴承配合问题(耍套)后,极有可能是轴承几何尺寸存在问题,如轴承钢圈椭圆,滚动体经过椭圆长轴位置时,可能由于间隙减小造成滚动体瞬间卡死,后续滚动体继续挤压,使滚动体产生滑动摩擦,每一个滚动体都会在此出现滑动摩擦,造成不稳定信号出现。
这个问题在检测山西220KW新电机中遇到,解体探察,检测轴承,证明判断完全正确。
特别提示:在检查滚动轴承时,一定不要忽略轴承加速度值的变化。
加速度更能够早期预报滚动轴承的故障。
三.国内轴承质量检测分析参考
1.国内轴承厂家产品质量分析参考(通过实际检测统计,在保证真品的前提下)
①深沟球轴承:瓦房店轴承公司、哈尔滨轴承公司、洛阳轴承公司的产品质量表现尚好。
②圆柱辊子轴承:浙江天马轴承公司的质量较好。
③圆锥辊子轴承:经过实际检测实验和走访国家轴承质量检验中心,目前国内只有浙江钱潮万向集团和福建余兆集团的INA轴承质量尚可。
④角接触球轴承:目前哈尔滨的胶木支架的轴承质量尚可。
四.进口轴承质量检测分析参考
在进口轴承质量检验中,日本各型号真品轴承质量尚好;但目前发现某著名轴承的质量并不理想,原因是国内该轴承基本不是该公司本土生产。
在对标称产地为马来西亚和澳大利亚的该牌号轴承检测中发现,其质量很不理想,甚至不如国内正规厂家的真品轴承。