端子切面分析报告
欧式管形端子压接接线工艺作业指导书
欧式管形端子压接连线作业指导书 适用范围: 本作业指导书适用于导线截面积0.5mm2~10mm2铜质导线、低烟无卤导线、耐高温导线的欧式管形端子的连接。 1.操作方法 1.1剥去导线的绝缘层 1.1.1使用工具:剥线钳,卷尺。(图1-图3) 图1 确定导线的剥线长度,按照钳口处的刻度,调节橘色滑块 注意:剥线长度的正确,直接影响到接线质量,后果相当严重! 图2
●通过调节上部的橘色滑块,对应不同导线的绝缘皮厚度 注意:如果位置不正确,将无法剥除绝缘皮,或损坏导线 图3 ●将导线一端顶至橘色滑块,按动手柄,剥线就能够顺利完成 1.1.2技术要求: 剥去导线(电缆)绝缘层时,不得损害线芯,并使导线线芯金属裸露。如(图4);剥线长度以端子型号为准。 图4 1.1.3检验方法: 采用笼式端子接线时,应保证导线绝缘层要进入端子的圆孔中:4mm2
及以下导线的绝缘外皮要求进去3-5mm,6-10mm2导线的绝缘外皮要求进去5-7mm。使用卷尺目测。非正面接线及其他笼式弹簧接线要求剥线长度正确。卷尺目测。(图5) 图5 1.2清洁接触面: 在接线端子与导线插装之前,将剥开的线芯和接线端子仔细清理干净,要求裸露导线光洁无非导电物和异物,接线端子内部清洁。检验方法为目测。 1.3线芯插入接线端子套: 剥开的线芯插入接线端子套时,将所有的线芯全部插入端子中。检验方法为目测。 1.4接线端子冷压接: 将管形端子压接到导线上,需要专用压线钳压接(OPT SN-06WF,SN-10WF 图6)。检验方法均为目测。
图6 1.4.1导线的截面要与接线端子的规格相符。 1.4.2使用压接工具的钳口要与导线截面相符,压线钳必须在有效期内。 1.4.3压接部位在接线端子套的中部,压接部位要求正确。(图7) 图7 1.4.4使用无限位装置的压接工具,必须把工具手柄压到底,以达到 机械性能。压好好管形端子如图8.
molex端子压接,压着技术规范
介绍 首先,了解端子具有三个主要部分:插接区、过渡区和压接区(图A),这有助于我们理解。顾名思义,插接区是端子与另一半连接端子插接的部分。该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。如果压接过程中接合部变形,将会降低连接器的性能。 过渡区同样设计为在压接过程中不受影响。如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。 压接区是唯一设计受到压接工艺影响的部分。使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。 正确执行的压接示例参见图B。绝缘压接区压缩绝缘层,但不会刺穿。线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。例如,18 AWG线缆应伸出至少.040"。在绝缘和导体压接区之间的部分可以看见绝缘层和导体。导体压接区在引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。 如果您的压接端子看起来和图B中的端子不同,可能是因为在压接工艺中出现了错误。这里是压接工艺中可能出现的13个最常见的问题,以及如何避免它们。
1. 压接高度过小 0.002"。在如此严格的规范下,检验压接机是否设置正确对于获得良好压接是非常重要的。 过小(图I)或过大(图II)的压接高度无法提供规定的压接强度(对线缆端子的保持力),会减 小线缆拉拔力和额定电流,一般情况下还会引起压接头在非正常的工作条件下性能降低。过小的 压接高度还会压断线芯或者折断导体压接区的金属。 2. 压接高度过大 有足够的金属间接触。 问题#1 & #2的解决方法很简单:调节压接机上的导体压接高度。在首次使用压接机进行工作时,使用图B, 中所示的游标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中应按照要 的频度重新检查,以保持正确的压接高度。
线束端子压接规范 (1)
1.目的 为规范本公司的线束端子压接操作,规定端子压接标准,提高产品品质。 2.范围 本规范适用于公司所有线束压接操作。 3.职责 技术部:负责制作线束图纸、制定端子压接标准。 制造部:负责按照线束图纸及线束端子压接标准进行生产。 品保部:负责对端子压接的品质确认及本规范执行的监督。 4.内容 名词 电线位置浅打检验要求
压接要求常见不良或缺陷 剥线不良 注:1.剥线长度:①铜件/四方插:4±②小5556铜件:± 2.检查线芯是否受损,一定要剥开线皮3个mm以上。 芯线断裂可接受根数 端子压接缺陷 刺破绝缘皮-NG 没有压住绝缘皮-NG 绝缘皮被压进铆接端子-NG 绝缘皮没有被铆接端子完全铆压-NG 导线松散,没有完全被铆压住-NG 铆压区内有股线被压住-NG 线股终端在导体铆压区不可见-NG 线股超出端子高度-NG 线股伸出端子之外-NG 线股伸进端子结合区-NG 端子变形-NG 线皮压接区变形-NG 外观检验端子压接尺寸及外观CCD要求(品保检查及员工自检) 线材的准备(参见线束图纸) 检查剥皮长度、线材长度、芯线剥皮损伤情况; 检验余料长度 导体压着区检验 ①压接高度,宽度及压接形状,背面批峰不超过 ②导体压接部位必须完全闭合并包含所有线芯 ③后喇叭口必须可见 ④导体末端必须平齐、伸出压接区 绝缘皮压接
①压接尺寸和压接形状,无特殊要求情况下压接高度取决于线材的大小,以能压紧线皮不刺穿为标准。 ②摇摆测试,手握离线头6、7cm处,上下弯折线90°,无松脱则说明已压紧。 弹片及端子的配合区区损伤、变形 车间线束压接巡检检验步骤及方法 1.线束在自动机调好机后,IPQC取5PCS不包线皮的开始做先做拉力测试。(参考) 2.拉力测试合格,产线按成品生产20PCS,给IPQC按外观检验要求在CCD下,进行外观检验。 3.外观检验OK后,取5PCS进行测试线材与端子的接触电阻,接触电阻不超过30mΩ,为合格。 4.接触电阻检验OK后取5PCS做剖面分析,(剖面分析判定准按文件YSTZ-W-QC-003 端子截面制作及判定标准) 5.剖面分析OK后,填好产品首件报告,通知车间可以生产。 6. 巡检IPQC每半小时巡检外观及抽检5PCS,做线材整体拉力测试及接触电阻,每4小时取5PCS做剖面分析。订单生产完成好再取最后5PCS做剖面分析。 在检验过程中发现不良,应立即让生产停机,并马上知会品质主管进行确定处理,如确认不良马上向前追遡,直到确认上一个巡检段为良品为止。 端子压着连接性(拉拔力)测试方法及标准 测试目的:在于测试端子与电线之接合是否牢固 一、测试工具:万能拉力试验机 二、测试方法: ①取UL标准或等同于此标准的电线长约50公分,一端根据所测试的端子正确剥线。 ②将端子与线材以正确的工具和方法压接牢固,将端子部分固定于拉力机的固定座端,电线尾端固定于拉力机的固定座端,电线尾端固定于拉力机的活动座。 ③启动拉力试验机,直到端子与电线脱落为止。 ④查看拉力机仪表板上显示的最大拉力值并与标准对比,以确定测试是否成功。 ⑤同样之测试需要连续做5PCS,全部成功方为合格。 ⑥拉力测试首件测只包线芯不包线皮的拉力,巡检测线材整体拉力 附表1.拉力测试标准
冷压接线端子压接工艺标准
文件制修订记录
一、适用范围 公司内产品加工过程中使用冷压接线端子的过程。 二、定义: 冷压接是借助较大的挤压力和金属间的位移,使连接器触脚或接线端子与导线间实现机械和电气连接。 三、导线加工工艺要求 1.绝缘导线加工要求 A.剪线:绝缘导线的剪裁长度应符合设计或工艺文件的要求,允许有5%~10%的正误差,不允许出现负误差,即不允许比图纸规定长度短。 B.剥线:剥线长度应根据芯线截面积和接线端子的形状来确定。在生产中,剥线长度应符合工艺文件(导线加工表)的要求。具体剥线长度参考下表1-1。 图1图2 表1-1 线耳规格适用导线剥线长度压力调节(输入气压 0.6mpa) 备注RNB1.25 -x 1015#20;1007号线需要 剥10mm折双使用 5mm 800KG压力压床 RNB2 - x 1015#14;1015#20号线 需要剥11mm折双使用 5~5.5mm,800KG压力压床 RNB3.5 -x 2.5~4mm 27~7.5mm 800KG压力压床 RNB5.5 -x 4 ~6mm2 7.5mm 5T压床最小压力 RNB8 - x 6~10mm2 8.5mm 5T压床最小压力 RNB14 – x 仿进口SC25-8 10~16mm2 11mm 5T压床偏左9档 如图2为 15档 RNB22 – x 仿进口SC35-10 16~25mm2 12.5~13mm 5T压床正中间偏12档剥线长度
尽量避免断股。如图3、图4、图5所示,为不合格剥线样品。图6为合格样品。 图3线芯被剥伤 图4绝缘层不齐 图5绝缘层有残余 图6绝缘层比较平整 1.1.1 导线的绝缘层不允许损伤,否则会降低其绝缘性能。线芯应无锈蚀、氧化发黑等现象。绝缘层损坏或芯线有锈蚀的导线不能使用。 1.1.2 C 、对于输入电源线加工,需要浸锡才能使用的导线,多股芯线剥头后应拧紧后再浸锡。 1.1.3 芯线浸锡层与绝缘层之间应留出1-2mm 间隙,以便于检查芯线的伤痕和断股,并防止绝缘层因过热而收缩或损坏。 多股导线脱去绝缘层后,芯线易松散开,因此必须进行拧头处理,以防止浸锡后线端直径太粗。拧 × × × √
端子压接技术标准
端子压接标准
1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 3.3.1外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。
端子切面分析操作规范
1.目的: 1.1为使端子压接检验验收标准统一,检验有据可依,特制定此标准。 2.范围: 2.1端子压接的首件检验; 2.2当端子拉力发生异常调机时; 2.3 样品端子压接检验或新产品导入时端子压接检验。 3.权责: 3.1工程部:负责制定端子高宽度要求,制作SOP; 3.2生产部:负责按照SOP要求调试机器、提供端子压接样品; 3.3品质部:负责首件及出货的端子切面分析,机器的日常点检和保养.。 4.使用工具: 4.1 显微镜:电脑上带CCD,用于截取端子截面的图片。 4.2 研磨机:切割端子和研磨端子 5.安全和注意事项: 5.1 研磨时须盖上防护罩,机器停止后才能打开安全罩,离开时断开电源。 5.2 操作时小心避免硝酸飞溅,,万一硝酸飞溅到皮肤上,先用水冲洗,必要的话看医生。 5.3 操作完后应立即盖上硝酸瓶盖。 5.4 机器突然出现不运转或失灵,操作员不能私自处理,应关掉电源,通知维修人员来处理。 5.5使用机器时一定要将机器安全罩放到位后才操作;
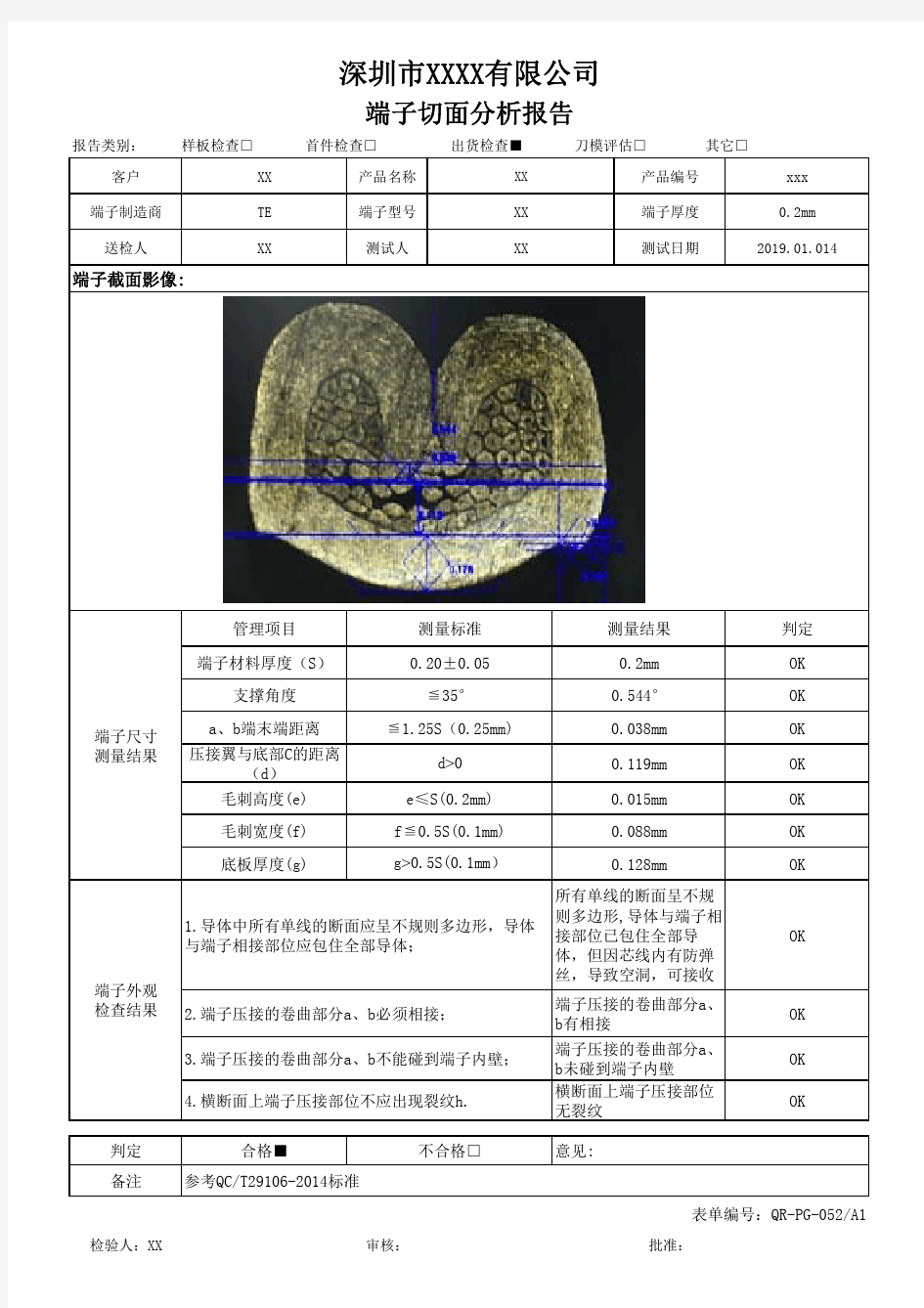
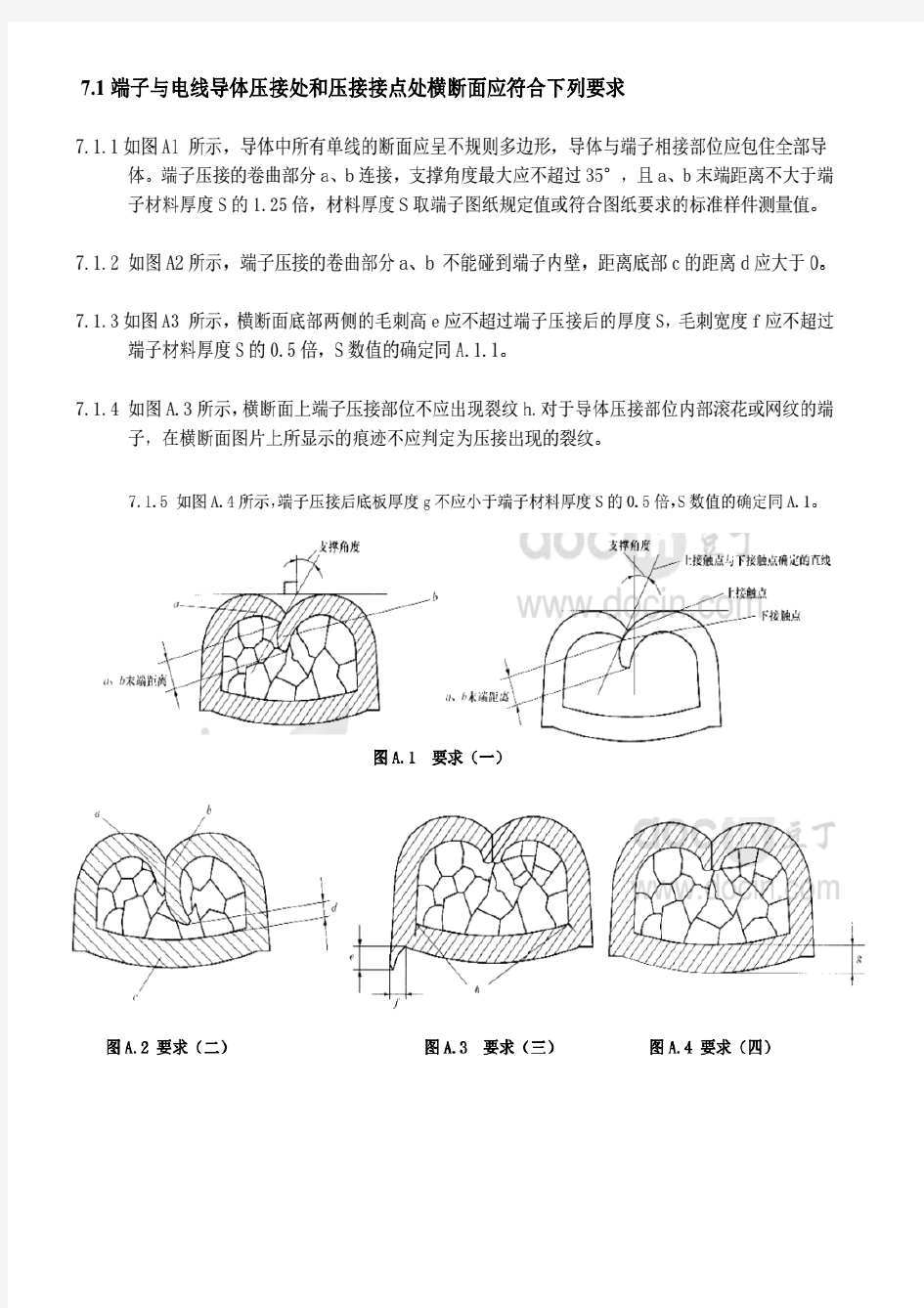
6.作业程序: 6.1生产首件时,压接技术员按照SOP要求调好压端机和端子高宽度,自检合格后,提供3pcs样品交 给IPQC进行首件确认,再由IPQC递交实验员进行端子切面分析。 6.2 实验员对端子进行切面分析,步骤如下图,并依据品质标准对试验结果进行判定。 1.切割位置在中间,有强筋位置需避开 2.截面必须要垂直于压接的X 轴及Y 轴 左边为打磨 3.切割和打磨转速调节到3000转 4.将打磨好的端子浸蚀后在CCD下进行分析7.判定标准: 7.1端子与电线导体压接处和压接接点处横断面应符合下列要求 7.1.1如图A1 所示,导体中所有单线的断面应呈不规则多边形,导体与端子相接部位应包住全部导 体。端子压接的卷曲部分a、b连接,支撑角度最大应不超过35°,且a、b末端距离不大于端 子材料厚度S的1.25倍,材料厚度S取端子图纸规定值或符合图纸要求的标准样件测量值。 7.1.2 如图A2所示,端子压接的卷曲部分a、b 不能碰到端子内壁,距离底部c的距离d应大于0。 7.1.3如图A3 所示,横断面底部两侧的毛刺高e应不超过端子压接后的厚度S,毛刺宽度f应不超过 端子材料厚度S的0.5倍,S数值的确定同A.1.1。 7.1.4 如图A.3所示,横断面上端子压接部位不应出现裂纹h.对于导体压接部位内部滚花或网纹的端 子,在横断面图片上所显示的痕迹不应判定为压接出现的裂纹。
端子压接技术经验标准
1.范围 本文件作为通用指导性文件适用于CODEN青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DINEN60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤,如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。 3.导体压接区应可见芯线(导体)伸出,但不能太大。 尺寸要求:0.2~1.0mm 4.嵌合部不可变形,逆止卡爪不可变形。 5.导体压着部,绝缘体压着部两压接片之间不可有间隙。 6.钟形口)可以在导体压接片的两侧形成,也可以只在如图的这一侧形成 钟形口轴向长度不可过小或过大。其尺寸取决于所压接的线材,可参考以下: 0,03-0,56mm2(AWG32-20):0,25±0,15mm 0,30-0,81mm2(AWG22-18):0,3±0,15mm 7.尾料片应可见,但长度不可太大。 尺寸要求:max0.5mm. 8.端子上下弯曲不大于5° 9.端子左右弯曲不大于3° 10.端子扭曲不大于5° 3.4导体压着截面分析: 3.4.1压着截面切片的制做要求: 切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取。但同时,当导体压接区压接端子上设置有规则凸起时,应进行相应避开。为了获取较好的截面效果,应对切片截面进行研磨和蚀刻。 1.压接高度: 一般端子厂家会提供具体产品所对应的压着高度。 B. *以下为UL1007线压着时参考值。
端子压接作业指导书
标题端子压接作业指导书文件编号 NT01-018 版本: A/01 页数: 1/4 发行日期: 2014.07.01 1.目的:描述端子压接工序的操作过程,确保端子压接的质量。 2.范围:适用于生产车间端子压接工序的操作生产。 3.职责:生产部长,冲压工序质检员及与端子压接工序相关的人员均有将本指导书付诸实施的职责。 4.定义:无。 5.工作程序 5.1 员工依据生产指令及下线压接表,备齐所需的材料及工具; 5.2 校对所备材料和工具与生产指令及下线压接表的符合性; 5.3 选择相应的设备,配合维修工调试设备,进行资源点检,填写设备点检表; 5.4 完成首件产品的作业; 5.5 员工对自己加工首件产品用目测和拉力试验机进行自检压接端子与相应工艺文件的符合 性及其强度,检验员检验合格,员工则继续进行生产操作,对于合线或者共压的产品进行拉力检验时,选择线径最大的拉力标准作为依据; 5.6 操作过程中,员工要随时目测外观; 5.7 作业结束时,质检员随同员工用目测和拉力试验机检查产品压接外观及拉力的符合性; 5.8 作业结束,检验员确认后将合格品转入冲压半成品合格区; 6.备注: 6.1.首件作业的合格产品应予以保存,直至本批次或本班次产品作业结束. 6.2 在生产过程中,如有以下情况发生时,必须重新执行本指导书: a)更换操作员工;b)设备关闭后又开启;c)第二天生产前一天未完成的产品; 6.3 端子压接拉力强度的判定基准应符合如下要求: 6.3.1电线束端子与电线或合点(线)压接后拉力强度应不小于下表中的规定: 导体公称截面积mm2拉力值N 导体公称截面积mm2拉力值N ① 0.3~0.5 50 6.00~8.00 450 0.75~0.85 80 10.00 500 1.00~1.25 100 15.00~16.00 1500
全自动切割研磨一体式端子截面
【产品名称】全自动切割研磨一体式端子截面分析仪 【型 号】 FM-Section4 本检测系统采用原装进口技术,所有硬软件均为进口。 【简单介绍】 全自动端子截面分析仪是飞母托米仪器针对线束行业品质检验而专门研发的一款精密检测分析设备,整套线束断面分析仪系统由端子切割研磨一体设备、日本进口光学采样、腐蚀清洗、断面图像采集系统、线束端子图片测量分析等系统组成,采用切割研磨一体式设备,最新专利技术,切割与研磨一次性完成,完全保证了端子的平整度要求。原采用的切割研磨分体机设备已更新(切割完毕后取下夹具放至研磨设备研磨并不能保证端子的平整都及无法精确确定研磨的精度)。全套检测系统可在3分钟内完成一个端子的处理分析,极大地提高了端子断面品质检验的速度。操作简单方便、快捷,采用日本高清的图像采集系统、精确的测量分析为您的生产保驾护航。 一、用途: 线束截面分析仪一体型端子切割和研磨台:通过专用的线束夹具将端子夹好以后,切割盘与研磨盘独立控制(采用德国双电机),X轴与Z轴传动使用目前市场最高标准日本米思米滚珠丝杆及米思米超高精度滑轨传动,X轴与Y轴控制使用日本松下伺服马达控制,充分超越了手动旋转手轮控制行程。可以为客户准确的打磨端子的高度控制。端子切割和研磨抛光所需要的时间为1~2分钟。 超过AWG38极细线也能鲜明地显示出。 用最新开发的断面评价专用软件,可测定 端子高度、宽度、高宽比率、端子压接面积、线束压接面积、压缩比率、毛刺高、宽,毛刺率压接翼之间距离、与底部之间距离、孔隙率等项目,现在市场最高标准、完全超越汽车、家电、铁路轨道列车、IT等行业标准。 能瞬时导出报告并自动判断所有项目是否合格。 在最大倍率下的测量精度为 1 ~ 2μm。
YH端子压接规范-Rev03
YH Crimping Specification 页数:第1页共18页 编写:王静 校对: 审核: 批准: 版本修定记录 日期 版本号 章节号 更改内容 修订者 10.4.13 02 2.4 端子弯曲变形判断图示更新 王静 2.1 增加旗型端子的判定总则 刘少华 3.2.1 3.2.2 增加旗型端子压接截面分析判定依据 刘少华 5.1 增加旗型端子压接高度的测量方法 刘少华 11. 6.14 03 6 增加刺破式护套压接的标准及测量方法 刘少华 11.11.25 03 6.1.1 6.1.2 修改刺破式护套压接的标准 刘少华
YH Crimping Specification 页数:第2页共18页 前言: 本规范是对上海逸航汽车零部件有限公司线束加工生产中压接工艺的要求和规范。 随着本公司汽车线束产品、规模的不断扩大,客户对线束产品性能要求的不断提高,压接作为线束产品生产加工中的主要及重要工位——压接质量的要求也不断提高。本标准参考、引用TYCO、YAZAKI、MOLEX,JST等压接标准以及各大线束公司压接要求,结合公司实际情况而制定。 总则: 此规范适用于YH的线束压接工艺。 图纸上有特殊压接要求的按图纸执行,没有定义的则按此规范执行。
YH Crimping Specification 页数:第3页共18页目录 1. 定义 1.1 端子压接定义 1.2 相关术语和名词 2. 压接要求 2.1 芯线(导体)和塑线(绝缘体)压接接合处外观要求 2.2 喇叭口压接要求 2.3 余料切断要求 2.4 端子压接容易发生的变形及判断标准 2.5 有密封塞的端子压接要求 3. 压接截面要求 3.1 目的 3.2 压接截面分析判定 4. 压接参数要求 4.1 压接高度和宽度 4.2 压接后机械强度(拉拔力)参数 5. 相关测量及测试方法的说明 5.1 压接高度的测量方法 5.2 拉拔力的测试方法 5.3 摇摆测试 6. 关于刺破式连接器压接参数的要求及测量方法 6.1 压接参数的要求 6.2 测量方法
试验报告2
试验一静态应变测试工艺及静态应变仪的操作方法 一、试验目的及要求 1.掌握电阻应变片的选用原则、方法及其粘贴技术; 2.熟悉静态应变仪的操作规程; 3.掌握静态电阻应变仪单点测量的基本原理; 4.学会电阻应变仪的半桥测量接线方法。 二、试验设备及仪表 电桥 兆欧表 万用电表 粘结剂 电阻应变片 电烙铁及其它工具 导线若干 Bz-2206型静态电阻应变仪 标准钢梁(等强度梁) 三、试验内容及原理 1. 电阻应变片的粘贴技术 (1)、外观检查;用放大镜仔细检查应变片结构,检查丝栅有无短路、有无锈蚀斑痕、有无弯折;测试应变片的阻值,检查其阻值是否和提供的电阻应变片阻值相符; (2)、贴片前表面的处理:将欲贴应变片部位表面用砂纸打光,并将其表面打出与等强度梁轴线成450的细纹,然后用药棉沾丙酮将表面擦洗干净,细至药棉上无污迹为止; (3)、画线定位:在贴片处,根据测量方向定位画线(如图2); (4)、在粘贴应变片处滴一小滴502胶(注意应变片正反面),将应
变片贴在预定位置上,用一小块塑料布盖在应变片上,用手轻轻挤压应变片,将多余的胶水挤出(注意不要让胶水粘在手上); (5)、检查贴片质量:先观察应变片下是否有气泡、漏粘现象,检查引出线是否粘在试件上,再用万用表检查应变片的绝缘度,绝缘度要求大于100MΩ,若不符合要求,则用吹风机烘烤(注意温度不能超过600),若仍不能达到要求,则需要重新贴片; (6)、接线:先贴端子,将应变片的引线、导线分别焊在端子的对应接头上; (7)、在导线的一端进一步检查片子的绝缘度及阻值; (8)、防潮处理:用凡士林把应变片、端子封好; 2. 静态电阻应变仪的操作原理 静态电阻应变仪的读数ε仪与各桥臂应变片的应变值εi有下列关系: ε仪=ε1-ε2-ε3+ε4 半桥接线与测量 如果应变片R1接于应变仪AB接线柱,温度补偿片R2接于BC接线柱,则构成外半桥,如图;内半桥由应变仪内部两个精密无感绕线电阻组成,应变仪读出的数值为ε仪=ε1。 四、试验步骤 1. 按要求粘贴应变片(轴线上),测量等强度梁的厚度及各部分尺寸; 2. 按半桥接法接通桥路,预调应变仪,使所接测点读数为零,如果实在不能调零,则记下初始读数。 3. 加载试验:分级加载5N、10N、15N、20N、25N、30N共6级。逐级记取读数。 4. 重复上述步骤3次,取每级荷载下应变的平均值。并在每一次试验后记下残余应变值。 五、数据处理与分析
端子压接工艺分析及应用
端子压接工艺分析及应用 【摘要】本文通过端子压接与焊接的比较,以及端子压接的要求,阐述了以端子压接替代导线焊接的优势,并在PZK电控箱产品生产中得以应用,不仅避免了某些因焊接而带来的诸多问题,而且提高了生产效率。 【关键词】端子压接;焊;参数设置 引言 无线电整机装配就是将零、部件和组件按预定的设计要求装配在机箱(或机柜)内,再用导线、气管等将各零、部件之间进行电、气连接,组成具有一定功能的电子产品的过程。电子设备的连接技术主要有焊接、压接和绕接等。焊接和绕接各有优缺点,随着科学技术的发展,压接工艺的出现,克服了焊接和绕接等许多缺点。压接是电缆组装过程中对接线端子进行的一种压接方式,通过施加一定的机械外力,使两种材料即导线和接线端子紧密的接合,从而达到电气导通和牢固接合的目的。 一、导线压接与手工焊接方法的比较 1.手工焊接原理和压接原理 手工焊接技术是使焊料在一定温度下熔化,熔流态的焊料借助于毛细管吸力沿焊件表面扩散,形成焊料与焊件的浸润,把焊接件与导线的芯线牢固地粘合在一起,具有良好的导电性能。压接技术是在常温下,用压接工具或设备对两个特定的金属表面加一定的压力,使金属结合部产生恰当的塑性变形而产生可靠的电气连接,具有很好的机械强度,优良的电气性能和耐环境性。 2.手工焊接在生产中易产生的问题 端子采用手工焊接,焊接中存在许多问题,首先不易操作,焊接时,时间过长,导线绝缘层易缩,时间过短,端子不易浸锡。锡过多带来的问题:一是端子焊线部分尺寸过高,端子插不到插头、座的孔里;二是多余的锡顺着插孔外流,使插针插不到插孔里。焊接后还需用尖嘴钳将焊锡高出部分向下压紧,导线绝缘皮的压紧也需用尖嘴钳来完成,操作繁琐。其次端子的可焊性也会影响端子的接触性能,质量难以保证。 3.手工焊接和压接工艺性能比较 (1)对工具、设备和材料要求。 手工焊接:需要焊料、焊剂、电烙铁及清洗剂;压接:需要压接工具或设备。
端子不良与良好压接分析
端子不良与良好压接分析 介绍 要找到了满足您的所有设计标准并完全适于您的应用的连接器。正确的额定电流、额定电压、电路大小、接合力、线规能力、结构、端接方法和安全特征,例如正向锁定、完全独立的触点、极性和代理商资格等要求得到满足,那么简而言之就是您找到了完美的连接器。 但是还没有完全到长出一口气的时候,特别是如果您选择的连接器使用压接系统。虽然这可能是最快、最可靠和牢固的端接方法之一,如果端子没有正确地压接在线缆上,您会忘记在选择正确的连接器上付出的所有辛苦努力。虽然有13个常见的压接问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。 首先,了解端子具有三个主要部分:插接区、过渡区和压接区(图A),这有助于我们理解。顾名思义,插接区是端子与另一半连接端子插接的部分。该部分由连接器设计师设计为与对接端子接合,并以一定的方式工作。如果压接过程中接合部变形,将会降低连接器的性能。 过渡区同样设计为在压接过程中不受影响。如果您改变了弹性片或端子止口的位置,同样将影响连接器的性能。 压接区是唯一设计受到压接工艺影响的部分。使用连接器制造商推荐的端接设备,夹紧压接区,从而牢固地与线缆连接。理想情况下,您将端子压接在线缆上的所有工作仅发生在压接区。 正确执行的压接示例参见(图B)。绝缘压接区压缩绝缘层,但不会刺穿。线芯(或线刷)伸出于导体压接区前部的距离至少等于线缆导体的直径。例如,18 AWG线缆应伸出至少.040"。在绝缘和导体压接区之间的部分可以看见绝缘层和导体。导体压接区在引入端和尾端呈喇叭形,而过渡区和接合区在压接工艺前后始终保持不变。 如果您的压接端子看起来和(图B)中的端子不同,可能是因为在压接工艺中出现了错误。这里是压接工艺中可能出现的13个最常见的问题,以及如何避免它们。 1. 压接高度过小 压接高度是指导体压接区在压接后的横截面高度,它是良好压接最重要的特征。连接器制造商提供了为端子设计的每种线缆尺寸的压接高度。给定线缆的正确压接高度范围或公差可能小达0.002"。在如此严格的规范下,检验压接机是否设置正确对于获得良好压接是非常重要的。 过小(图I)或过大(图II)的压接高度无法提供规定的压接强度(对线缆端子的保持力),会减小线缆拉拔力和额定电流,一般情况下还会引起压接头在非正常的工作条件下性能降低。过小的压接高度还会压断线芯或者折断导体压接区的金属。 2. 压接高度过大 过大的压接高度无法正确压缩线芯,引起压接区过大的无效空隙,因为线芯和端子金属之间没有足够的金属间接触。 问题#1 & #2的解决方法很简单:调节压接机上的导体压接高度。在首次使用压接机进行工作时,使用(图B), 中所示的游标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中应按照要求的频度重新检查,以保持正确的压接高度。
端子剖面测试仪
端子剖面測試儀 LJ-- 7068 在电线电缆束生产线上,品质的可靠性及生产速度非常重要,可以說在生產過程中連續的品質分析已成為市場競爭的重要因數。LJ-7068端子剖面測試儀系統可在短時間內完成精確的品質分析,為您的生產保駕護航! 簡介: LJ-7068端子剖面測試儀可在短短的數分鐘內得出內、外鉗腳顯微圖片並分析存檔,為了加快處理過程,該系統採用物理法處理已截斷並磨光的衝壓件,然後可任意測量、分析及存檔截面內導體的幾何形狀。 1、切割部分(切割機)
從垂直電纜的方向切斷衝壓件。 2、打磨部分(磨面機) 打磨並拋光被切斷的衝壓件。 3、圖片攝取部分(圖像攝取機) 採用高解析度的數碼照相機拍攝經顯微鏡放大的截面圖片。
4、分析及存檔部分 使用電腦軟體分析截面圖片,可獲取衝壓高度、寬度、壓縮比率及衝壓件的幾何形狀等的參數,並可導入WORD或EXCEL列印品質分析報告及存檔。 (本測試儀部分廠家1,2, 3, 4部分都採用,大部分採購廠家選擇2,3,4步配置)
本儀器為精密光學測量儀器,專業的量測效率、檢測精度,快速提供你待測工件的尺寸及座標關係而設計的。配合影像系統,精准的協助你擷取影像、尋找工件的邊緣為你的光學檢測設備提供一套超精密的量測軟體。 擁有超強的幾何量測功能,用於解決大量的工件或複雜尺寸的檢測。它以學習方便、操作簡單為設計理念。讓使用者能在最短的時間內, 靈活的運用,充分的發揮各項功能,增加投資的效益。 量測的特點 一、專業的量測工具: 對線、點線距、平行線距、角度、回歸圓、兩圓圓心距功能的量測。 二、結果顯示方式: 單位的切換如:mm、um、inch、mil。 五、校正: 軟體可隨時校驗硬體準確度,修正精度不良現象。 六、匯出功能: 匯出到EXCEL、WORD。 量測簡介 一、金相版: 此版本用來連接帶有影像的連接帶有影像的端子图象摄取机,此版本具有量測功能、匯出功能、影像的連接。 線功能的使用 此功能用來量測兩點之間的長度,在量測功能內選擇線的功能,在工件上找到所需的第一個點,然後按空白鍵或腳踏開關,再在工件上找到所需第二個點,然後按空白鍵或腳踏開關,在軟體內即可看到你所取的線,在結果欄位內會看到線所在的起點、終點坐標系,垂直距、水準距、長度等參數的顯示。如下圖所示
切割研磨一体式端子截面分析仪
【产品名称】 切割研磨一体式端子截面分析仪 【型 号】 FM-Section3 本检测系统采用原装进口技术,所有硬软件均为进口。 【简单介绍】 端子截面分析仪是飞母托米针对线束行业品质检验而专门研发的一款精密检测分析设备,整套线束断面分析仪系统由端子切割研磨一体设备、日本进口光学采样、腐蚀清洗、断面图像采集系统、线束端子图片测量分析等系统组成,采用切割研磨一体式设备,最新专利技术,切割与研磨一次性完成,完全保证了端子的平整度要求。我司原采用的切割研磨分体机设备已更新(切割完毕后取下夹具放至研磨设备研磨并不能保证端子的平整都及无法精确确定研磨的精度)。全套检测系统可在5分钟内完成一个端子的处理分析,极大地提高了端子断面品质检验的速度。操作简单方便、快捷,采用日本高清的图像采集系统、精确的测量分析为您的生产保驾护航。 一、用途: 线束截面分析仪一体型端子切割和研磨台:通过专用的线束夹具将端子夹好以后,切割盘与研磨盘独立控制,速度可以方便控制。(因为不同AWG的端子切割需要不同的速度才能更完美的切割,然而研磨的过程根据端子的大小不同也要采用相应的速度。我司的一体机采用双控变频技术独立控制,速度范围0~5000转/分钟,采用德国双电机)切割需要速度另外在对端子断面进行研磨抛光的时候需要根据端子的材料和尺寸控制转速度。 在研磨抛光时设计了可上下进行微调带刻度的导轨结构,可以为客户准确的打磨端子的高度控制。端子切割和研磨抛光所需要的时间为2~3分钟。 超过AWG38极细线也能鲜明地显示出。用新开发的断面评价专用软件,可测定 CH?CW,能瞬时计算出断面面积。在最大倍率下的测量精度为 1 ~ 2μm。 线束端子检测样品制作过程,仅需2分钟完成!!
端子切面分析操作指导书(2020年最新)
文件名称端子切面分析操作指导书页次第1页共8页发行日期2019.12.18 编制审核批准1、目的 1.1为使端子压接检验验收标准统一,检验有据可依,特制定此标准。 2、范围 2.1端子压接的首件检验; 2.2当端子拉力发生异常调机时; 2.3样品端子压接检验或新产品导入时端子压接检验。 3、职责 3.1工程部:负责制定端子高宽度要求,制作SOP; 3.2生产部:负责按照SOP要求调试机器、提供端子压接样品; 3.3品质部:负责首件及出货的端子切面分析,机器的日常点检和保养。 4、设备说明 4.1 显微镜:电脑上带CCD,用于截取端子截面的图片。 4.2 研磨机:切割端子和研磨端子
文件名称端子切面分析操作指导书页次第2页共8页发行日期2019.12.18 编制审核批准 5、安全和注意事项: 5.1 研磨时须盖上防护罩,机器停止后才能打开安全罩,离开时断开电源。 5.2 操作时小心避免硝酸飞溅,,万一硝酸飞溅到皮肤上,先用水冲洗,必要的话看医生。 5.3 操作完后应立即盖上硝酸瓶盖。 5.4 机器突然出现不运转或失灵,操作员不能私自处理,应关掉电源,通知维修人员来处理。 5.5使用机器时一定要将机器安全罩放到位后才操作; 6、作业程序: 6.1生产首件时,压接技术员按照SOP要求调好压端机和端子高宽度,自检合格后,提供3pcs 样品交给IPQC进行首件确认,再由IPQC递交实验员进行端子切面分析。 6.2 实验员对端子进行切面分析,步骤如下图,并依据品质标准对试验结果进行判定。
文件名称端子切面分析操作指导书页次第4页共8页发行日期2019.12.18 编制审核批准 7.3《VW 60330:2013-12德国大众端子压接新标准》要求如下: 7.3.1 端子材料厚度(S)、压接高度(Ch)、压接宽度(Cw)、可测量的压接宽度(Cwm)参考端子制造商编制在相关触片元件标准零件图纸上的规定参数。 7.3.2 支撑角度(aw)≤30°。 7.3.3 支撑高度(La)≧0.5×S。 7.3.4 管端顶隙(Fa)≧0.1×S。 7.3.5 压接管端部距离(CFE)CFE=X1-X2;CFE≤0.5×S 7.3.6 毛刺高度(Fh)≤1×S 7.3.7毛刺宽度(Fw)≦0.5×S 7.3.8 压接面底板厚度(Sb)≧0.75×S 7.3.9压接比:在CCD下观察,线材压接范围的各条线材,挤压变形完全呈现蜂窝状。
线束端子压接规范B
线束端子压接规范B Revised by BLUE on the afternoon of December 12,2020.
1.目的 为规范本公司的线束端子压接操作,规定端子压接标准,提高产品品质。 2.范围 本规范适用于公司所有线束压接操作。 3.职责 技术部:负责制作线束图纸、制定端子压接标准。 制造部:负责按照线束图纸及线束端子压接标准进行生产。 品保部:负责对端子压接的品质确认及本规范执行的监督。 4.内容 名词 通用要求
压接要求 常见不良或缺陷 剥线不良 注:剥线长度:①铜件/四方插:4±②小5556铜件:± 芯线断裂可接受根数 端子压接缺陷 刺破绝缘皮-NG 没有压住绝缘皮-NG 绝缘皮被压进铆接端 子-NG 绝缘皮没有被铆接端子完全铆压-NG 导线松散,没有完全被铆压住-NG 铆压区内有股线被压住-NG 线股终端在导体铆压区不可见-NG 线股超出端子高度-NG 线股伸出端子之外-NG 线股伸进端子结合区-NG 端子变形-NG 线皮压接区变形-NG 常用端子倒扣尺寸要求 端子压接尺寸及外观要求(品保检查及员工自检) 线材的准备(参见线束图纸) 检查剥皮长度、线材长度、芯线剥皮损伤情况; 检验余料长度 导体压着区检验 ①压接高度,宽度及压接形状,背面批峰不超过 ②拉拔力要求(参照) ③导体压接部位必须完全闭合并包含所有线芯 ④后喇叭口必须可见 ⑤导体末端必须平齐、伸出压接区 绝缘皮压接 ①压接尺寸和压接形状,无特殊要求情况下压接高度取决于线材的大小,以能压紧线皮不刺穿为标准。 ②摇摆测试,手握离线头6、7cm处,上下弯折线90°,无松脱则说明已压紧,再检查线皮无刺破则可接受。 ③除压接外线皮无损伤。
端子压接技术标准
盛年不重来,一日难再晨。及时宜自勉,岁月不待人。 端子压接标准 2015-11-20 0 新规作成 日期变更号REV. 变更内容承认确认作成
1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 3.3.1外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。
线束端子剖面端面截面压接标准分析检测仪
线束端子剖面端面截面压接标准分析检测仪 LJ-XDF01 端子断面分析仪、LJ-7068 端子剖面测试仪 端子剖面分析仪、端子截面分析仪、线束截面分析仪、线束断面分析仪、线束剖面分析仪、线束线芯分析仪 线束端子剖面分析仪 线束端子端面分析仪 线束端子截面分析仪 端子压接剖面分析仪 线束端子压接标准分析仪 随着社会科学的发展壮大,人们更加依赖高端的电子科技和卓越的产品技术,尤其是在当今社会极其注意产品安全问题,如汽车安全,家电安全,公共设施安全等。端子 线束等的电子产品种类也在不断增加,并且越来越复杂,以此造成的端子线束的故障率也相应增加。这就要求提高线束的可靠性和耐久性等性能。 深圳市隆基仪器设备仪器有限公司自成立以来,着力于产品质量检测,通过不断吸收消化德国,日本等国外先进产品技术,自身的不断改进创新开发,先后研究出多种质量分析仪器。端子截面分析仪:用于检测线束端子压接内部是否合格,这种检测根本解决了一些家电类,汽车线束类等产品漏电,短路,自燃的问题。端子截面分析仪/端子断面分析仪/端子剖面分析仪/剖面测试仪/线束端子金相分析仪/端子压接标准分析仪主要通过对端子压接部分的自动切割(不发热,不改变内部结构),自动研磨,然后通过专业的端子腐蚀液(对人体无害)进行腐蚀,最后通过软件测量,最后软件会自动得出完整的端子分析报告,并且自动判定端子是否合格。深圳市隆基仪器设备仪器有限公司又通过不断的研究,开发出一款性价比相当高的金相组织分析的设备,金相分析仪:主要通过对金属的内部组织结构分析,从而解决产品使用年限问题和使用安全问题。金相分析仪是深圳市隆基仪器设备仪器有限公司通过2年研发,结合硬件和软体部分,实现人人都能标准操作,软件设有多种模块,不同产品种类对应不同模块,软件还带有自动评级功能和辅助评级功能,方法简单,操作方便。 端子断面分析仪/LJ-7068 端子剖面测试仪/端子截面分析仪/线束截面分析仪
端子压接技术标准
端子压接标准 1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 端子压着过程:
压接完成品标准: 外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。 3.导体压接区应可见芯线(导体)伸出,但不能太大。 尺寸要求: ~ 4.嵌合部不可变形,逆止卡爪不可变形。 5.导体压着部,绝缘体压着部两压接片之间不可有间隙。 6. 钟形口)可以在导体压接片的两侧形成,也可以只在如图的这一侧形成 钟形口轴向长度不可过小或过大。其尺寸取决于所压接的线材,可参考以下: 0,03 - 0,56 mm2 (AWG 32-20) : 0,25 ±0,15mm 0,30 - 0,81 mm2 (AWG 22-18) : 0,3 ±0,15mm 7. 尾料片应可见,但长度不可太大。 尺寸要求:max . 8. 端子上下弯曲不大于5° 9.端子左右弯曲不大于3° 10.端子扭曲不大于5° 导体压着截面分析: 压着截面切片的制做要求: 切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取。但同时,当导体压接区压接端子上设置有规则凸起时,应进行相应避开。为了获取较好的截面效果,应对切片截面进行研磨和蚀刻。 切片分析 1.压接高度: 一般端子厂家会提供具体产品所对应的压着高度。 线材型号压着高度公差