最新棉纺织工艺精梳准备
棉纺织生产工艺流程大全
棉纺织生产工艺流程一、清棉工序1.主要任务:(1)开棉:将紧压(de)原棉松解成较小(de)棉块或棉束,以利混合、除杂作用(de)顺利进行;(2)清棉:清除原棉中(de)大部分杂质、疵点及不宜纺纱(de)短纤维.(3)混棉:将不同成分(de)原棉进行充分而均匀地混和,以利棉纱质量(de)稳定.(4)成卷:制成一定重量、长度、厚薄均匀、外形良好(de)棉卷. 2.主要机械(de)名称(1)混棉机械:自动抓包机,由1-2只打手和抓棉小车组成,抓取平台上多包混合(de)原棉,用气流输送到前方,同时起开棉作用.(2)棉箱机械:棉箱除杂机(高效能棉箱,A006B等)继续混合,开松棉块,清除棉籽、籽棉等较大杂质,同时控制好原棉(de)输送量.(3)43号棉箱(A092),开松小棉块,具有较好(de)均棉、松解作用.(4)打械:①毫猪式开棉机(A036),进行较剧烈(de)开棉和除杂作用,清除破籽等中等杂质.②直立式开棉机具有剧烈(de)开棉和除杂作用,但易损伤纤维,产生棉结.目前清花在流程中一般都不采用(一般可作原料予以处理或统破籽处理之用).③A035混开棉机,兼具棉箱机械和打械(de)性能,且有气流除杂装置,有较好(de)混棉、开棉和除杂作用.④单程清棉机(A076等)对原棉继续进行开松、梳理,清除较细小(de)杂质,制成厚薄均匀、符合一定规格重量(de)棉卷.二、梳棉工序1.主要任务(1)分梳:将棉块分解成单纤维状态,改善纤维伸直平行状态.(2)除杂:清除棉卷中(de)细小杂质及短绒.(3)混合:使纤维进一步充分均匀混合.(4)成条:制成符合要求(de)棉条.2.主要机械名称和作用:(1)刺辊:齿尖对棉层起打击、松解作用,进行握持分梳,清除棉卷中杂质和短绒,并初步拉直纤维.齿尖将纤维带走,并转移给锡林.(2)锡林、盖板①将经过刺辊松解(de)纤维进行自由分流,使之成为单纤维状态,具有均匀混合作用.②除去纤维中残留(de)细小杂质和短绒.③制成质量较好(de)纤维层,转移给道夫.(3)道夫:①剥取锡林上(de)纤维,凝聚成较好(de)棉网.②通过压辊及圈条装置,制成均匀(de)棉条.三、条卷工序主要任务:1.并合和牵伸:一般采用21根予并进行并合、牵伸,提高小卷中纤维(de)伸直平等程度.2.成卷:制成规定长度和重量(de)小卷,要求边缘平整,退解时层次清晰.四、精梳工序主要任务:1.除杂:清除纤维中(de)棉结、杂质和纤维疵点.2.梳理:进一步分离纤维,排除一定长度以下(de)短纤维,提高纤维(de)长度整齐度和伸直度.3.牵伸:将棉条拉细到一定粗细,并提高纤维平行伸直度.4.成条:制成符合要求(de)棉条.五、并条工序主要任务1.并合:一般用6-8根棉条进行并合,改善棉条长片段不匀.2.牵伸:把棉条拉长抽细到规定重量,并进一步提高纤维(de)伸直平行程度. 3.混合:利用并合与牵扯伸,使纤维进一步均匀混合,不同唛头、不同工艺处理(de)棉条,以及棉与化纤混纺等均可采用棉条混纺方式,在并条机上进行混和.4.成条:做成圈条成型良好(de)熟条,有规则地盘放在棉条桶内,供后工序使用.六、粗纱工序主要任务:1.牵伸:将熟条均匀地拉长抽细,并使纤维进一步伸直平行.2.加捻:将牵伸后(de)须条加以适当(de)捻回,使纱条具有一定(de)强力,以利粗纱卷绕和细纱机上(de)退绕.七、细纱工序主要任务:1.牵伸:将粗纱拉细到所需细度,使纤维伸直平行.2.加捻:将须条加以捻回,成为具有一定捻度、一定强力(de)细纱.3.卷绕:将加捻后(de)细纱卷绕在筒管上.4.成型:制成一定大小和形状(de)管纱,便于搬运及后工序加工.八、络筒工序主要任务:1.卷绕和成形:将管纱(线)卷绕成容量大、成型好并具有一定密度(de)筒子. 2.除杂:清除纱线上部分疵点和杂质,以提高纱线(de)品质.九、捻线工序主要任务1.加捻:用两根或多根单纱,经过并合,加拈制成强力高、结构良好(de)股线. 2.卷绕:将加捻后(de)股线卷绕在筒管上.3.成型:做成一定大小和形状管线,便于搬运和后工序加工.十、摇纱工序将络好筒子(de)纱(线)按规定长度摇成绞纱(线),便于包装,运输及工序加工等.十一、成包工序主要任务:将绞纱(线)、筒子纱(线)按规定重量、团数包数、只数等打成一定体积(de)小包、中包、大包、筒子包,便于储藏搬运.十二、整经工序任务和要求1.整经(de)任务:根据工艺设计(de)规定,将一定根数和长度(de)经纱,从络纱筒子上引出,组成一幅纱片,使经纱具有均匀(de)(de)张力,相互平行地紧密绕在整经轴上,为形成织轴做好初步准备.2.整经(de)要求:(1)整经时经纱须具有适当(de)张力,同时尽可能保持经纱(de)弹性和张力. (2)在整经过程中,全幅经纱,张力应尽量均匀一致.(3)经纱轴上(de)经纱排列和卷绕密度要均匀(指经轴横向和内外层纱线),经轴表面要贺正,无凹凸不平现象.(4)整经根数、长度或色经排列循环必须符合织造工艺设计(de)规定.(5)整经机生产效率要高,回丝要少.十三、浆纱工序任务和要求:经纱在织机上织造时,要受到综、筘、停经片等(de)反复摩擦作用和开口时大小不断变化着(de)张力作用.末浆(de)经纱,由于有许多毛羽露在纱(de)表面,因此在织机上受到摩擦和张力(de)反复作用时,纱上(de)毛羽就会松开、起毛,部分纤维与纱分离,最后会引起经纱断头,这样不仅增加了织机(de)断头率,降低了工人(de)看台数,还会影响棉布(de)质量.为了减少织机上(de)断头率,经纱要经过上浆工程,使经纱具有较大(de)光滑度,坚牢度,上浆(de)过程就是几个经轴上(de)经纱并成一片,使其通过浆液,然后经过压榨、烘干、卷绕成织轴.经过上浆后(de)经纱,由于浆液使四周突出(de)纤维粘附在纱(de)条干上,提高了纱(de)光滑度,同时浆液烘干后也在经纱上形成一层浆膜,增大了经纱(de)抗摩能力,另一方面浆液渗透到经纱内部把部分纤维互相粘着起来,当纱线受到拉伸时,台以阻碍纤维在纱线内(de)相互移动,从而提高了经纱(de)强力.根据许多浆纱(de)横截面表明浆液渗入到经纱内部(de)深度是不大(de),大部分浆液都被覆在纱(de)表面上.如果浆液完全不能渗透到纱线中去,那就只能在纱(de)表面形成一层浆膜,它粘在纱线上很脆弱,在织造过程中很容易脱落.如果浆液全部渗透到纱线中去,纱线中(de)大量纤维都粘着起来,这时纱(de)强度虽然增加许多,但纱(de)伸长度却会显着下降.因为伸长度决定于棉纱中(de)纤维(de)弯曲度及其相互之间(de)移动.上浆后,由于浆液渗入纱内,浆膜覆盖在纱(de)表面,以及毛茸(de)粘附,障碍了拉伸经纱时纤维在经纱内(de)自由移动.因此上浆后(de)经纱,其伸长度均有所下降.这样(de)浆纱在织造过程中,不能抵抗时刻变化着(de)负荷.经验证明,单纯追求浆涨强度(de)增加,其结果在一定限度后,织机(de)断头率不仅没有降低反而有所增加.因此,适当(de)增加纱(de)强力,最大限度地保持经纱(de)弹性,减少经纱(de)毛茸现象和摩擦系数,这是上浆(de)基本要求.一般情况下,经纱都要经过上浆,但有足够光滑度和强度(de)股线只须经过并轴工序即可,有(de)可作拖水处理.浆纱工程包括两个工序:调浆工序(配制浆液)和上浆工序要把前沿液粘附在经纱上并加以烘干,然后卷绕在织轴上.为了达到上浆纱机械(de)目(de),对浆料浆纱机械(de)基本要求如下:1.对浆液和浆料(de)要求:(1)浆液不仅应能桥头经纱(de)表面,同时还应能部分地渗透到纱(de)内部去,烘干后能在纱上形成一层浆膜.(2)浆料应具有一定(de)吸湿性,不致使浆液凝固成为坚硬(de)薄膜,而降低经纱(de)弹性和伸长 .(3)浆料应具有防腐性.(4)浆料应不致操作经纱,综筘和机件.(5)浆料应易于从织物上除去,不致影响漂洗和印染工程.(6)浆液(de)性能应相应稳定.(7)浆液应用价值低廉、货源充足(de)原料来配制,并尽可能(de)不采用主要粮食.2.对浆纱机械(de)要求:(1)应能保持一定(de)上浆率.(2)应能保持一定(de)烘干回潮率,并使蒸汽消耗得最少.(3)应能最大限度(de)保持经纱(de)弹性.(4)速度高,产量高.(5)机物料损耗少,回丝少,耗电少.十四、穿经工序穿经俗称穿筘或穿头,是经纱准备工程中(de)最后一道工序.穿经(de)任务就是根据织物(de)要求将织轴上(de)经纱按一定(de)规律穿过停经片、综丝和筘,以便织造时形成梭口,引入纬纱织成所需(de)织物,这样在经纱断头时能及时停车不致造成织疵.十五、织造工序织造是纺织厂(de)重要工序.织造(de)任务是将经过准备工序加工处理(de)经纱与纬纱通过织布机根据织物规格要求,按照一定(de)工艺设计交织成织物.织造工序(de)产量、质量和消耗直接影响企业(de)经济效益,必须高度重视.1.提高产品质量.织物质量主要包括棉布(de)物理性能和外观疵点两大方面.织物(de)物理性能,如:织物(de)经纬向强力、耐磨牢度、透气度等,直接影响到服用性和穿着牢度,应根据织物(de)不同用途而确定.并要在生产(de)全过程进行控制,达到指标要求.织物(de)外观疵点如:折痕、稀弄、百脚、跳花、破洞等,不仅影响织物外观,对服用性能和穿着牢度也有着直接影响.应在操作过程中严格执行工作法,在日常管理中经常分析疵点产生(de)因素,有针对性(de)提出改进措施,不断改善成品质量,提高下机一等品率.2.提高生产效率织机(de)生产效率是用来衡量生产水平(de)考核指标之一.织机在运转中由于断经、断纬、机械故障、处理坏布、上轴等原因而造成停台,影响布机(de)产量和棉布质量.因此,必须采取有效措施降低断头,减少机械故障,及时处理停台,缩短停台时间,努力提高织机(de)生产效率.3. 织机在织造过程中主要物质消耗是机物料、纱线和动力.消耗量(de)大小与原材料质量设备状态、技术操作水平、生产环境和生产条件有关.降低物质消耗是提高经济效益(de)重要内容,必须高度重视.(1)降低机物料消耗:①购置机物料要严把质量关,防止劣质品进厂.②加强设备维修,保证设备常处于完好状态,减少因设备状态不良造成(de)磨损.③加强技术操作减少人为损失.(2)降低纱线用量;①正确掌握机上布幅和纬密,避免多用线.②加强技术操作,预防织疵产生,尽量做到少拆布和不拆布,减少回丝.③保持设备完好,避免大纬纱.④加强生产管理,减少油污、坏布和装纬回丝. (3)降低动力消耗:①停车及时关电机.②提高布机效率和运转率.③控制照明和正确使用空调,防止辅助用电浪费.④采用节电皮带盘.。
纯棉14.6tex针织用纱精梳工艺设计
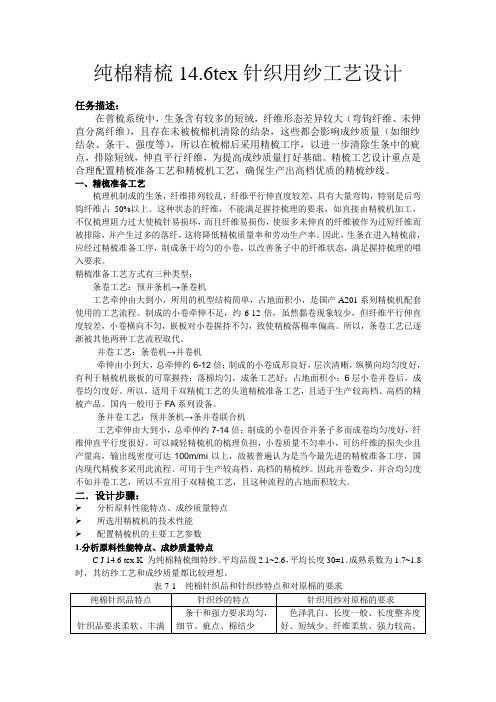
纯棉精梳14.6tex针织用纱工艺设计任务描述:在普梳系统中,生条含有较多的短绒,纤维形态差异较大(弯钩纤维、未伸直分离纤维),且存在未被梳棉机清除的结杂,这些都会影响成纱质量(如细纱结杂、条干、强度等),所以在梳棉后采用精梳工序,以进一步清除生条中的疵点,排除短绒,伸直平行纤维,为提高成纱质量打好基础。
精梳工艺设计重点是合理配置精梳准备工艺和精梳机工艺,确保生产出高档优质的精梳纱线。
一、精梳准备工艺梳理机制成的生条,纤维排列较乱,纤维平行伸直度较差,具有大量弯钩,特别是后弯钩纤维占50%以上。
这种状态的纤维,不能满足握持梳理的要求,如直接由精梳机加工,不仅梳理阻力过大使梳针易损坏,而且纤维易损伤,使很多未伸直的纤维被作为过短纤维而被排除,并产生过多的落纤,这将降低精梳质量率和劳动生产率。
因此,生条在进入精梳前,应经过精梳准备工序,制成条干均匀的小卷,以改善条子中的纤维状态,满足握持梳理的喂入要求。
精梳准备工艺方式有三种类型:条卷工艺:预并条机→条卷机工艺牵伸由大到小,所用的机型结构简单,占地面积小,是国产A201系列精梳机配套使用的工艺流程。
制成的小卷牵伸不足,约6-12倍,虽然黏卷现象较少,但纤维平行伸直度较差,小卷横向不匀,嵌板对小卷握持不匀,致使精梳落棉率偏高。
所以,条卷工艺已逐渐被其他两种工艺流程取代。
并卷工艺:条卷机→并卷机牵伸由小到大,总牵伸约6-12倍;制成的小卷成形良好,层次清晰,纵横向均匀度好,有利于精梳机嵌板的可靠握持;落棉均匀,成条工艺好;占地面积小;6层小卷并卷后,成卷均匀度好。
所以,适用于双精梳工艺的头道精梳准备工艺,且适于生产较高档、高档的精梳产品。
国内一般用于FA系列设备。
条并卷工艺:预并条机→条并卷联合机工艺牵伸由大到小,总牵伸约7-14倍;制成的小卷因合并条子多而成卷均匀度好,纤维伸直平行度很好,可以减轻精梳机的梳理负担,小卷质量不匀率小,可纺纤维的损失少且产量高,输出线密度可达100m/mi以上,故被普遍认为是当今最先进的精梳准备工序,国内现代精梳多采用此流程。
精梳环锭纺的纺纱工艺流程及半制品名称

精梳环锭纺的纺纱工艺流程及半制品名称1. 引言1.1 精梳环锭纺简介精梳环锭纺是一种先进的纺纱技术,采用先进的环锭纺纱机进行生产。
该技术在纺纱过程中能够有效剔除纤维中的短纤维和杂质,使纺出的纱线质量更加优秀。
精梳环锭纺具有纤维长度长、纱线强力高、表面光滑等优点,是高档纺织品生产的关键工艺之一。
精梳环锭纺具有高度自动化生产线,生产效率高,可采用多种类型的纤维原料进行生产。
这种技术在纺织行业中得到了广泛应用,生产出的纱线被广泛用于高档纺织品的生产中。
2. 正文2.1 纺纱工艺流程纺纱工艺流程是整个精梳环锭纺生产过程中至关重要的一部分,可以分为精梳纺前处理、精梳纺和精梳纺半制品名称三部分。
首先是精梳纺前处理,这一步骤主要包括原料的准备和清洗工作。
在精梳环锭纺生产过程中,纺纱的原料通常为棉花,而在进行纺纱之前,需要将棉花进行开松、除杂、除尘等处理,以确保纱线的质量和稳定性。
接下来是精梳纺的过程,这一步骤主要包括梳理、拉幅、精梳和牵伸等工序。
在梳理过程中,通过梳理机将棉花进行细分和剥离,去除短纤维和杂质,使纤维平行排列;而在拉幅和精梳过程中,通过拉伸和精梳机的作用,进一步提高纤维的纯度和平行度,使得纱线更加细长和均匀。
最后是精梳纺半制品名称,经过精梳纺的工艺处理,原料棉花被加工成了半成品纱线,常见的精梳纺半制品名称包括精梳棉纱、精梳纱等,这些半成品纱线可以进一步加工成成品纺织品,如衬衫、床上用品等。
通过以上的纺纱工艺流程,精梳环锭纺的生产过程能够保证纱线的质量和稳定性,为纺织品的生产提供了坚实的基础。
2.2 精梳纺前处理精梳纺前处理是精梳环锭纺纱工艺中非常重要的一部分,它主要包括纱线预处理和原料准备两个环节。
纱线预处理是指对原料进行检查、质量分级、控制纤维长度和漂白等工序,以确保纤维质量达到要求。
原料准备则是指对原料进行均匀混合、开松和精梳等处理,使纤维在进入纺纱机之前达到最佳状态。
在纱线预处理阶段,工人首先会对原料进行检查,检查原料是否存在破损、杂质等问题,确保其质量良好。
简述精梳棉纺工艺流程及其特点

简述精梳棉纺工艺流程及其特点英文回答:The process of combed cotton spinning involves several key steps. First, the raw cotton is carefully cleaned and carded to remove any impurities and align the fibers. Next, the combed cotton is then drawn and spun into yarn. This process involves pulling the fibers into a fine, uniform strand and twisting them together to create a strong and consistent yarn. The yarn is then further processed and finished to meet specific quality and performance standards.One of the key characteristics of combed cottonspinning is the use of combed cotton fibers. These fibers are longer and have fewer impurities compared to conventional cotton, resulting in a smoother and more lustrous yarn. The combing process also helps to align the fibers in a parallel direction, resulting in a stronger and more compact yarn. Additionally, the combed cotton spinning process allows for greater control over the yarn'sthickness and uniformity, resulting in a higher quality end product.Combed cotton spinning is known for producing yarnsthat are softer, stronger, and more lustrous compared to conventional cotton spinning. The resulting yarn is also more uniform in thickness and less prone to pilling or fraying, making it ideal for high-quality textiles and garments. Additionally, combed cotton yarns are often used in luxury and premium products due to their superiorquality and performance.中文回答:精梳棉纺工艺流程包括几个关键步骤。
棉纺工艺-精梳1

(二)精梳机工艺 1、给棉方式: 前进给棉:棉层在钳板前摆时喂入的给棉方式。 后退给棉:棉层在钳板后摆时喂入的给棉方式。 给棉方式的不同会影响落棉和棉网质量。 给棉方式 前进给棉 后退给棉 分界纤维长度 R+(1/2-α 1)F R-(1/2-α 2)F 重复梳理次数[R+(1-α 1)F-a]/F [R+α 2F-a]/F α 1 α 2大于0.5 重复梳理次数 较少 较多 梳理须丛长度 较短 较长 梳理质量 较差 较好 落棉 少 多
7、锡林定位 锡林定位也称弓形板定位,其目的是改变锡林与钳板、 锡林与分离罗拉运动的配合关系,以满足不同纤维 长度及不同品种的纺纱要求。 锡林定位的早晚,影响锡林第一排及末排梳针与钳板 钳口相遇的分度数,即影响开始梳理及梳理结束时 的分度数。锡林定位早,锡林开始梳理定时、梳理 结束定时均提早,要求钳板闭合定时要早,以防棉 丛被锡林梳针抓走。同时也影响锡林末排梳针通过 锡林与分离罗拉最紧隔距点时的分度数。锡林定位 晚时,锡林末排针通过最紧隔距点时的分度数亦晚, 有可能将分离罗拉倒入机内的棉网抓走形成落棉。 当所纺纤维越长时,锡林末排针通过最紧隔距点时 分离罗拉倒入机内的棉网长度越长,越易被锡林末 排针抓走;因此当所纺纤维越长时,要求锡林定位 提早为好。
精梳(讲义)

精梳第一节精梳工序概述一、精梳工序的任务在普梳纺纱系统中,从梳棉机上下来的生条存在很多缺陷,如含有较多的短纤维、杂质、棉结和疵点,纤维的伸直平行度较差。
这些缺陷不但影响纺纱质量,也很难纺成较细的纱线。
因此,对质量要求较高的纺织品和特种纱线,如细特纱、轮胎帘子线等,均采用精梳纺纱系统。
精梳工序的任务是:(1)排除短纤维,以提高纤维的平均长度及整齐度,改善成纱条干,减少纱线毛羽,提高成纱强力。
一般梳棉生条中的短纤维含量约占12%~14%,当精梳工序落棉率为13%一16%时,可排除生条中的短纤维约为40%~50%。
(2)排除条子中的杂质和棉结,以减少细纱断头和成纱疵点,提高成纱的外观质量。
在正常工艺条件下,精梳工序可排除生条中的杂质约为50%~60%,棉结约为10%一20%。
(3)使条子中纤维伸直、平行和分离,以利于提高纱线的条干、强力和光泽。
梳棉生条中的纤维伸直度仅为50%左右,精梳工序可把纤维伸直度提高到85%一95%。
(4)并合均匀、混和与成条。
通过喂入时的并合,使不同条子中的纤维充分混和与均匀,并制成精梳条,以便下工序加工。
例如,梳棉生条中的重量不匀率为2%~4%左右,而精梳制成的棉条重量不匀率仅为0 .5%~2%。
精梳工序由精梳准备机械和精梳机组成,精梳准备机械提供质量好的精梳小卷供精梳机加工。
二、国产精梳机的发展1958年上海国棉二厂参照国外精梳机,设计制造了我国第一台精梳机,命名为红旗牌精梳机。
20世纪60年代初期,我国研制了A20I型及A201A型精梳机,车速为116钳次/min,从而结束了我国不能生产精梳机的历史。
到了20世纪70年代,针对A201A型精梳机分离罗拉传动机构中存在的磨损大、振动大等问题进行了改进,出现了A201B型精梳机;之后将A201B型精梳机的单筒双条改为双筒单条.并对分离罗拉传动机构进行了改进,更名为A201C型精梳机,车速为145钳次/min。
20世纪70年代末,通过对引进设备的消化吸收,于80年代初研制开发了FA251型精梳机,车速为180钳次/min,同时又对A201c型精梳机进行了多项改进,设计制造了A201D型精梳机,车速为165钳次/min。
纺前准备流程
纺前准备流程《纺前准备流程:一场纺织业的“前戏”在纺织的大世界里,纺前准备流程就像是一场大戏开场前的精心筹备,充满了独特的讲究和小小的奥秘,当然,也不乏一些让人忍俊不禁的小插曲。
首先得说说原料的选择,这就好比厨师挑选食材。
棉花啊,若是质量不佳,就像用焉儿了的菜做饭,那能出啥好结果?优质的棉花像是根正苗红的好苗子,洁白、纤维长。
我曾经见过那种次品棉花混进原料堆里,那纤维长短不一,简直像是一帮参差不齐的杂牌军。
在这个环节,工作人员就像挑剔的美食家,眼睛瞪得大大的,一丝一毫都不放过,不然这纺出来的纱线可就成了“歪瓜裂枣”。
接下来是开清棉工序。
那些棉包被拆开的时候,就像打开一个个神秘的小宝藏。
开清棉机械轰隆轰隆地运作着,把棉花团搅和得翻天覆地。
这时候棉花原本紧实的小团体被打得七零八落,空气里到处都是棉絮,像是下了一场轻柔的棉雪。
要是不戴口罩,你就等着鼻子被棉絮攻占吧,一个喷嚏打出来,喷出的都是一朵朵小“棉花云”。
而且这工序要是没调好,那留下来的小硬块就像调皮的小石子,混在棉花大军里,到了后面总会在纱线里惹出麻烦,不是让纱线疙疙瘩瘩,就是把机器气得“罢工”。
梳棉工序可就更细致啦。
那梳棉机上一排排精细的针布,就像一群勤劳的小梳子手。
它们把棉花梳理得服服帖帖,就像给调皮的孩子好好梳了个顺溜的头发。
每当看到棉花经过梳棉机之后,变得薄厚均匀又整齐,就觉得这机器仿佛有着神奇的魔法。
不过这魔法要是出了偏差,就像理发师不小心给剃了个坑洼不平的发型,那产出的棉条可就粗细不匀了。
还有并条工序呢。
一堆棉条排排站,像集体接受检阅一样。
它们被拉细并且合并,过程中不容许一点马虎。
我感觉这个过程就像是在训练队伍,要的就是大家步伐一致、整齐划一。
一旦有条棉条闹起了情绪,跑快或者跑慢了,那整个纱线的质量都得被牵连。
整个纺前准备流程就像是一场接力赛,每一棒都很关键。
这一路上虽然有各种各样的状况,就像生活中的小麻烦一样,但也正是这些点点滴滴,让这个流程充满了独特的趣味和魅力。
棉前处理工艺流程
棉前处理工艺流程
《棉前处理工艺流程》
棉前处理是指在棉花进入纺纱或者印染加工之前所做的一系列处理工艺,这些处理工艺包括脱籽、精梳、梳棉、并条等。
下面将一一介绍棉前处理的工艺流程。
1. 脱籽:脱籽是指将棉花中的籽粒去除,通常采用脱籽机进行脱籽处理。
脱籽后的棉花籽、杂质等杂物被去除,这样可以减少后续处理工艺中的污染,并且有利于提高纺纱的效率和质量。
2. 精梳:精梳是指将脱籽后的棉花进行精细梳理,去除短纤维和杂质,使得棉纤维更加平整、细腻。
精梳后的棉纤维质量更好,通常用于生产高档织物。
3. 梳棉:梳棉是指将精梳后的棉纤维进行再次梳理,使得纤维更加整齐、柔软。
梳棉后的棉纤维长度更加均匀,质量更加稳定,适用于生产中低档织物。
4. 并条:并条是指将梳棉后的棉纤维进行搓合、拉伸,形成粗细均匀的并条。
并条后的纤维杂质少,长度长,适用于生产纱线。
以上就是棉前处理的工艺流程,通过这些处理工艺,棉纤维可以得到精细处理,提高其纺纱、印染加工的适用性和质量,同时也可以减少生产过程中的污染和浪费,是非常重要的一道工艺环节。
棉纺工艺梳棉
在其他行业的应用
除了纺织行业,棉纺工艺梳棉在其他行业中也有广泛的应用 ,如造纸、无纺布、医疗用品等领域。
在这些行业中,棉纺工艺梳棉同样发挥着重要作用,如梳理 纸张纤维、制备无纺布原材料、制作医疗用品等。
01
作用
针布和锡林是梳理机中的重要元件,用于对原料棉进行梳理和整理。
02 03
工作原理
针布是由多个钢针组成的网状结构,通过与锡林的配合,对原料棉进行 反复的穿刺和梳理;锡林则是一个高速旋转的金属圆盘,与针布配合工 作,对原料棉进行进一步的整理和去除杂质。
特点
针布和锡林具有高强度、高耐磨性和高稳定性等特点,能够保证梳理过 程的稳定性和高效性。
流速度和压力的精确控制。
网眼尺寸与透气性优化
02
通过调整网眼的尺寸和密度,提高成网的透气性和均匀性,减
少纤维在成网过程中的堵塞和堆积。
成网结构优化
03
研究新型的成网结构和材料,提高成网的强度和使用寿命,降
低生产成本。
06
棉纺工艺梳棉的应用与发展趋势
在纺织行业的应用
棉纺工艺梳棉是纺织行业中的重要工序,用于将原棉梳理成均匀的棉网,为后续 的纺纱和织造提供优质的原材料。
发展趋势与展望
随着科技的不断发展,棉纺工艺梳棉也 在不断进步和完善,其发展趋势主要包 括提高梳理效率、降低能耗、提高产品
质量等方面。
未来,随着环保意识的提高和可持续发 展理念的普及,棉纺工艺梳棉将更加注 重环保和节能,如采用新型环保材料、
优化工艺流程等。
同时,随着智能化技术的不断发展,棉 纺工艺梳棉也将逐步实现智能化生产,
棉纺纱的主要工艺流程
介绍:棉纺是将原棉纤维转化为可用纱线或线的过程。
它是纺织业不可或缺的一部分,因为它将棉花植物的天然纤维转化为可用于制造各种产品的材料,包括服装、毛巾、床单等。
棉纺过程涉及多个步骤,每个步骤都对最终产品的整体质量和一致性起着至关重要的作用。
第1 步:清洁和梳理在将棉纤维纺成纱线之前,必须先将它们清洗干净并为加工做好准备。
这涉及从原棉中去除杂质,例如种子、树叶和其他碎屑。
这可以手动完成或使用专用机器完成。
一旦棉花被清洁,它就会经过一个称为梳理的过程,该过程将纤维分离并拉直。
在此步骤中,棉花被送入梳理机,梳理机使用一系列滚筒和刷子来理清和对齐纤维。
这有助于创造更均匀一致的纱线,因为它可以去除任何残留的杂质并确保纤维都朝着同一方向前进。
第2 步:梳理纤维经过梳理后,可能会经过称为精梳的第二道工序。
这一步是可选的,但它通常用于生产质地非常光滑和一致的高质量纱线。
精梳包括将纤维穿过一系列细齿梳,进一步拉直和对齐纤维。
这有助于去除任何残留的杂质和短纤维,从而产生更清洁、更结实、更有光泽的纱线。
第3 步:旋转棉纺工艺的下一步是纱线的实际纺纱。
这通常是使用纺纱机完成的,纺纱机由一系列滚筒和主轴组成。
当纤维被送入机器时,滚筒将它们捻在一起,形成一条连续的纱线。
有几种不同类型的纺纱机,每一种都适用于特定类型的纱线。
例如,环锭纺纱机通常用于生产精细、优质的纱线,而气流纺纱机效率更高,更适合生产大量纱线。
第4 步:缠绕纱线纺出后,必须将其卷绕到线轴或筒管上。
这通常是使用绕线机完成的,它将纱线缠绕在圆柱形芯上。
然后检查纱线是否存在瑕疵,并在准备好进入流程的下一步之前进行任何必要的调整。
第5 步:绞合和扭曲棉纺工艺的最后一步是绞纱和加捻。
绞纱涉及将纱线缠绕成绞纱,绞纱是通过一系列结固定在一起的长纱线环。
加捻涉及向纱线添加额外的捻度,这有助于增强纱线并赋予其更均匀的外观。
结论:棉纺是一个复杂的多步骤过程,包括清洁、梳理、精梳、纺纱、卷绕、绞纱和加捻。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
条并卷联合机
1棉条条筒 2 导条罗拉 3 牵伸罗拉 4 曲面导板 5 紧压罗拉 6 精梳小卷 7 成卷罗拉 8 导条罗拉
条并卷联合机的组成:
喂入机构 棉层加压机构 成卷机构
条并卷联合机喂入部分由二或三部分组成, 每一部分各有16-20根棉条经导条罗拉2喂 入,棉层经牵伸装置3牵伸后成为棉网,棉 网通过光滑的曲面导板4转向900,在输棉 平台上二至三层棉网并合后,经输出罗拉 进入紧压罗拉5,再由成卷罗拉7卷成精梳 小卷6。
400 40-50 三上三下双区 1.1-1.4
38
棉卷罗拉直径/mm
456
400 45-60 二上二下单区 1.1-1.4
38
410
450 50-70 四上六下曲线 1.3-1.7 35×27×27×35×27
×27 410
成卷速度/m·min-1
30-40
50-70
49-69
小卷加压方式及加量 /N
Chemnitzer 1579 型条卷机
STM A191B条卷机
STM FA331条卷机
机型 并合数 成卷宽度/mm
A191B 16-20
230
FA331 20-24 230、270,300
FA334 20-24 250、230
成卷最大直径/mm 小卷定量/g·m-1 牵件型式 牵伸倍数
罗拉直径/mm
项目
FA344 SXF135 8A
并合数 小卷:6 棉条: 28
成卷规 格
(直径× 宽度 ) /mm
450×30 0
500×30 0
喂入定 量
/g·m1
小卷: 5075
棉条:27
棉条筒 规格
(直径× 高度 ) /mm
400×10 00
STM SR80条并卷机
日本丰田TS100条并卷机
预并条→条并联合机
特点:小卷并合次数多,成卷质量好,小 卷的重量不匀率小,有利于提高精机的 产量和节约用棉。但在纺制长绒棉时, 因牵伸倍数过大易发生粘卷;且此种流 程占地面积大。
三、选择准备工艺的原则:
(1)总牵伸和总并合数要适当
(2)工艺道数按“偶数准则” 配置
四、准备工艺的设备
1、并条机 2、条卷机 3、并卷机 4、条并卷联合机
单 并合 6~8 数
两 总并
道合
合 计
总牵 伸
120 ~ 160 7.2 ~ 10.4
预并- 条并卷 条卷- 并卷
(牵伸大,主要用于 (并合由两次小卷进行, 29mm以下细绒棉) 均匀效果好)
6~8 48 20~24 6
6~8 3
1.2~1.8 6
288 ~384
棉纺织工艺精梳准备
精梳工序的任务:
1.排除不符合纺纱要求的短纤维。 梳棉生条中短纤维含量12~14%,当 精梳落棉率为13~16%时,可排除 生条中40~60%的短纤维。
二、准备工艺
1.预并条机 — 条卷机 2.条卷机 — 并卷机 3.预并条机 — 条并卷联合机
精梳准备工序
预并- 条卷
120~144
18~24
7.2~10.8
• 预并条机→条卷机
特点:机器少,占地面积少,结构简单, 便于管理和维修;由于牵伸倍数较小, 小卷中纤维的伸直平行不够,且由于 采用棉条并合方式成卷,制成的小卷 有条痕,横向均匀度差,精梳落棉多。
• 条卷→并卷
特点:小卷成形良好,层次清晰,且横 向均匀度好,有利于梳理时钳板的握 持,落棉均匀;适于纺特细特纱。
并卷机的组成:
喂入机构 牵伸机构 并合机构 棉卷加压机构 成卷机构
• 六只小卷1放并卷机后面的棉卷罗拉2上, 小卷退解后,分别经导卷罗拉3进入牵伸装 置4,牵伸后的棉网通过光滑的曲面导板5 转向900,在输棉平台上六层棉网并合后, 经输出罗拉6进入紧压罗拉7,再由成卷罗 拉8卷成精梳小卷9.
日本丰田TL100并卷机
满卷自停方式 落卷方式
产量/kg·h-1
机械式 (289×2)
机械式 人工 80-120
气动式 (280×2)
气动式 自动 160-240
气动式 (6×105Pa)
气动式 自动 最大250
并 卷 机
1 条卷小卷 4 牵伸装置 7 紧压罗拉
2 棉卷罗拉 5 曲面导板 8 成卷罗拉
3 导卷罗拉 6 输出罗拉 9 并卷小卷
条卷机
1 条筒 2 棉条 3 压辊 4 导条板 5 导条辊 6 6 导条罗拉 7 7 牵伸罗拉 8 8 紧压辊 9 小卷 1010 棉卷罗
拉
条卷机的组成:
喂入机构 牵伸机构 成卷机构
• 棉条2从机后导条台两侧的棉条筒1中引出, 经导条辊5和压辊3引导,绕过导条钉转向 900后在V形导条板4上平行排列,由导条罗 拉6引入牵伸装置,经牵伸形成的棉层由紧 压辊8压紧后,由棉卷罗拉10卷绕在筒管上 制成条卷9。
马佐里条并卷机