钢丝绳绳头浇铸方法
钢丝绳绳端固定连接方式及安全要求
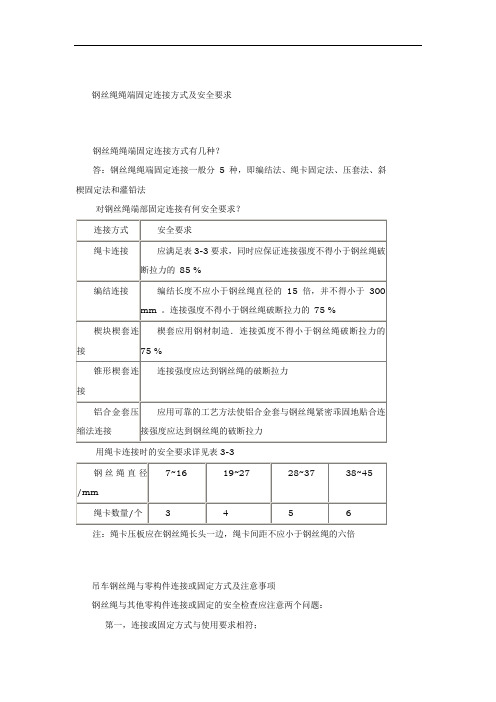
钢丝绳绳端固定连接方式及安全要求钢丝绳绳端固定连接方式有几种?答:钢丝绳绳端固定连接一般分5种,即编结法、绳卡固定法、压套法、斜楔固定法和灌铅法对钢丝绳端部固定连接有何安全要求?用绳卡连接时的安全要求详见表3-3注:绳卡压板应在钢丝绳长头一边,绳卡间距不应小于钢丝绳的六倍吊车钢丝绳与零构件连接或固定方式及注意事项钢丝绳与其他零构件连接或固定的安全检查应注意两个问题:第一,连接或固定方式与使用要求相符;第二,连接或固定部位达到相应的强度和安全要求。
常用的连接和固定方式有以下几种(见图6-11):1.编结连接(见图6-11a)编结长度不应小于钢丝绳直径的15倍,且不应小于300mm;连接强度不小于75%钢丝绳破断拉力。
2.楔块、楔套连接(见图6-11b)钢丝绳一端绕过楔,利用楔在套筒内的锁紧作用使钢丝绳固定。
固定处的强度约为绳自身强度的75%~85%。
楔套应该用钢材制造,连接强度不小于75%钢丝绳破断拉力。
3.绳卡连接(见图6-11d)绳卡连接简单、可靠,得到广泛的应用。
用绳卡固定时,应注意绳卡数量、绳卡间距、绳卡的方向和固定处的强度。
(1)连接强度不小于85%钢丝绳破断拉力。
(2)绳卡数量应根据钢丝绳直径满足表6-6的要求。
钢丝绳直径7~1619~2726~3738~45/mm绳卡数量/个3456表6-6绳卡连接的安全要求(3)绳卡压板应在钢丝绳长头一边,绳卡间距不应小于钢丝绳直径的6倍。
4.锥形套浇铸法和铝合金套压缩法等的连接(见图6-11c)钢丝绳末端穿过锥形套筒后松散钢丝,将头部钢丝弯成小钩,浇入金属液凝固而成。
其连接应满足相应的工艺要求,固定处的强度与钢丝绳自身的强度大致相同。
不锈钢丝绳端头处理方法简析

不锈钢丝绳端头处理方法简析第一篇:不锈钢丝绳端头处理方法简析不锈钢丝绳绳头处理方法一:蘸锡焊接发布于:2014-7-31 不锈钢丝绳在使用过程中,经常会碰到切短、切断的情况,对于如何切割,利丰前面已经做过介绍,(参考:不锈钢丝绳如何截断?——之:工具选择;和:不锈钢丝绳如何截断?——之:正确操作)但是,对于已经切割的不锈钢丝绳绳头该如何处理呢,一般选择:冲压封头,不锈钢丝绳锁具封头、或者蘸锡焊接处理。
冲压封头:必须一定冲压设备,选择合适的模具和钢带,按需冲压成型,如图1所示。
优点:美观、快捷;缺点:成本高,量少的时候处理费时、费事:如开模具、配置规格钢带,配送冲压车间加工等。
量少、非标、地域限制的状况难以选用。
图1:不锈钢丝绳冲压封头不锈钢丝绳锁具封头:顾名思义,不锈钢丝绳的端口、头部,由不锈钢丝绳锁具来处理、封口。
既处理了有张力易散开的问题、美化钢丝绳头部,还按需提供对应的对接功能要,可谓一举两得。
如图2所示:图2:不锈钢丝绳锁具封头蘸锡焊接封头:有些场合,因为端口不需要太多处理,但是以防散开、或者不锈钢钢丝绳的钢丝形成毛刺,引起不必要的麻烦,需要对端口进行焊接处理。
相对来说,一般选用比较经济实用的:蘸锡焊接处理。
蘸锡焊接工艺,操作简单,成本低,受地域限制少。
那么,下面,利丰就对不锈钢钢丝绳绳头蘸锡焊接处理具体步骤给大家捋顺整理如下:1)将锡条(或锡铅)放于坩锅内加热熔融成液体状。
2)把钢丝绳头部,蘸入除锈液5-8厘米深,来回摆动,数十秒后取出,用清水冲洗干净。
3)手持钢丝绳,直接将绳头蘸入锡液5厘米深,来回摆动,几秒后取出。
再待几秒后第二次蘸入,取出。
4)除锈液配方:盐酸内加足量的锌块,令锌块溶解到不再溶解的时候为止,该盐酸就是除锈液。
5)从除锈到蘸锡,中间不要停留太久。
6)经剪切的钢丝绳端部,有时会蓬松不拢,可以用铅丝(软铁丝)绑扎。
绑扎后的铅丝也要除锈。
7)为了不使绳头直径变大,要用一个专门的夹紧工具,将绳头夹紧后再蘸锡。
电梯技术交底绳头做法 -巴氏合金

交底提要巴氏合金式绳头要点
巴氏合金绳头:
(A) ( B) (C)
1.将钢丝绳头留出105-110mm 的距离用细铅丝绑扎,然后清洗干净。
2.将钢丝绳穿入绳套内、将每股分散开(每股端部绑扎防止散丝)去掉麻芯。
3.各绳股顺劲向中心弯曲,拉入锥套内。
如图(A)
4.熔化巴士合金温度270℃--400℃(牛皮纸放入后就点燃时的温度即可)。
5.用喷灯将锥套加热40℃-50℃.用粘性绑带绑扎锥套头如图(B)
6.要求浇铸巴氏合金时锥体下面1m的长度保持直线并且一次与锥套浇平,不准一个锥
套二次浇灌。
7.巴氏合金要高出绳套10-15mm。
如图(C)
审核人交底人接收交底人。
钢丝绳头锁紧方法
钢丝绳头锁紧方法
钢丝绳头的锁紧方法有多种,以下介绍几种常用的方法:
1. 楔形套筒固定法:钢丝绳一端绕过斜楔,利用楔在套筒内的锁紧作用使钢丝绳固定。
2. 锥形套筒固定法:钢丝绳末端穿过锥形套筒后,将头部钢丝弯成小钩并浇入铅或锌液凝固后即成,固定。
3. 绳卡固定法:钢丝绳套在心型套环上,用钢丝绳卡头固定,绳卡底板应扣在钢丝绳工作段上,U形螺栓扣在钢丝绳的尾部,钢丝绳卡头数目不得少于3个。
4. 编结法:钢丝绳一端绕过套环后,将各股分别编插入各工作分支股内,每股穿插4-5次,然后用细钢丝扎紧。
5. 焊接固定法:在钢丝绳末端制作一个圆环,然后将圆环焊接在固定位置上。
焊接固定法的优点是固定牢固,但缺点是焊接会对钢丝绳产生热影响区,可能降低钢丝绳的强度。
6. 扣环固定法:将一个金属环套在钢丝绳末端,然后用螺栓或螺母将其固定在特定位置上。
可以根据实际需求和条件选择适合的锁紧方法。
钩头锥形套绳头制作作业指导书(新版)(1)

作业指导书审批表编制人会审意见作业指导书名称会审人员会审时间:年月日概述钩头装置是钩头及连接装置的通称。
该装置是立井凿井提升中悬挂吊桶的专用设施。
连接装置的一端采用 U 型环与钩头连接、而另一端采用钢丝绳连接器与提升钢丝绳连接。
目前我单位使用的钩头装置为 13t 规格,这种规格的钩头装置钢丝绳连接器为锥形套筒连接器。
锥形套筒连接器是原中国矿业学院研究生部与原辽宁煤矿建设局在 80 年代初参照国外的先进技术共同引进的。
为确保钩头装置的使用安全,现根据锥形套筒连接器使用要求编制《锥形套筒绳头制作安全技术要求》以指导现场作业。
一、制作前的准备工作1、施工场地的准备:在井口以外清理出约 10 ㎡的平地、另在场地附近准备一处溶化合金的地方。
2、制作器材的准备:(1) 准备一把(1.5—2)㎏的喷灯或者氧气乙炔作为加热锥形套筒及锥棒的加热器材。
(2) 准备氯化锌、氯化铵按 1:1 与80℃热水混合,制作清洗剂待用。
(3) 锥形套筒支架:采用角钢和钢筋制作成高约 800 的支架、要求站立坚固稳定。
3、绳头制作工具的准备:根据绳头制作工艺要求准备齐全制作所用工具。
二、锥形套筒及内锥棒的处理将锥形套筒从钩头装置上拆下、将锥形套筒及锥棒清理干净,其内外不得有油污、毛刺、锈斑等,清理干净后用事先配置好的溶液均匀的在表面涂刷一层,然后用喷灯(氧气)对套筒和锥棒进行加热 (加热到180℃±20℃) 镀锡,使锥套内及锥棒表面均匀的镀上一层锡(镀锡面积达 60%即可)擦去多余溶液,放在木板上(保温)待用。
三、钢丝绳绳头的处理及制作先将钢丝绳绳头剁整齐(使用切割机)、用破布擦去钢丝绳表面的油污 (自绳头长约 1m),将钢丝绳先穿过支撑架的上口然后再穿入锥形套内。
自绳头量出约 2 倍的锥形套长度另加 20 ㎜,用 22# 铁丝捆扎好,捆扎长度约 15 ㎜,先破开股去掉绳芯,用毛刷沾汽油,将每股洗干净,然后再破开钢丝。
一定要按绳股的旋转方向罗列破开,不要弄乱。
钢丝绳巴氏合金头的制作工艺
钢丝绳巴氏合金头的制作工艺在现在的矿井提升中,提升系统的尾绳多为扁尾绳,但是扁尾绳不能自己克服自身的内在应力,经常发生扭曲变形,发生机电事故。
使用圆尾绳后就克服了以上的问题,圆尾绳与罐笼的连接使用的是自动旋转装置,可以克服内在的应力,防止尾绳在运行中扭曲打结。
使用圆尾绳时必须做巴氏合金头,做巴士合金头有一套严格的制作工艺,现介绍如下:首先,用汽油将钢丝绳檫洗干净,防止在将钢丝绳穿入旋转器下的锡窝内时将脏东西带入,造成在灌巴士合金的时候内部接触不好。
将钢丝绳穿入旋转器的锡窝内病露出约10cm,此时从锡窝的后端用细钢丝将钢丝绳扎紧,将钢丝绳一丝一丝的分开并且分为内、中、外三层,内层最短,外层最长,将钢丝握钩,钩长约2公分。
全部做好以后,应保证三层的末端在同一个平面,这样便于将灌好巴士合金的合金头安装在旋转器上。
然后,用两个可以容得下做好的钢丝绳头的容器,一个装稀盐酸,一个用来熬锡。
在一个容器内加入稀盐酸,加至可以没的了做好的钢丝绳头,把绳头没入稀盐酸。
这时人要站在上风口,防止稀盐酸的刺激。
用稀盐酸尽量将钢丝上的绣皮等杂质清洗干净,再将清洗过的钢丝绳头没入熬好的锡锅内,在钢丝绳上挂一层薄薄的锡,挂锡为的是灌巴士合金的时候巴士合金能与钢丝很好的结合。
这时要将挂好锡的钢丝绳头保护好以免弄脏。
最后,在熬巴士合金锡的时候,将挂锡的钢丝绳头放入旋转器的锡窝内,并调整好将一个挂锡纺锤体砸入做好的钢丝绳头中,把旋转器锡窝上的定位螺栓拧好,这时把熬好的巴士合金锡灌入锡窝内,注意不要使锡窝倾斜,以免锡窝灌不平。
灌好巴士合金锡后要将巴士合金头冷却6个小时以上才能达到使用强度。
检查巴士合金头有无缺陷,若无缺陷合格的巴士合金头就完成。
钢丝绳接头作业指导书
钢丝绳接头作业指导书1 目的编写本作业指导书的目的是使钢丝绳接头插接做到规范化、标准化、并能做到安全实训。
作业指导书内容上做到正确、规范,对实际工作具有借鉴意义和可操作性。
通过实训最终达到安全、规范制作钢丝绳头的目的。
2插接绳扣的工具2.1 扦子(也叫穿针、锥子等)是用Φ15~25mm,长300~400mm 的圆钢锻打而成的,它的一端经过锻打成偏锥形,另一端焊接一根横的圆钢作为手柄。
2.2 扦子主要将尖头插入钢丝绳缝内,将钢丝绳缝撑大,使钢丝绳的每股绳子能通过。
在插入中应注意让开麻芯。
3钢丝绳接头方法:3.1 插接前,将切割的钢丝绳分别在m和L、,、。
L和n的分界线上画好记号,并在m和L'分界线上用细铅丝绑扎牢,把m长度钢丝绳各股破开。
在其顶端用黑胶布包扎好以防止钢丝松散,L'和n的分界线即作为插接时的起点。
如图3-21中的被插各钢丝绳和破开的各个绳股头分别加以编号。
插接中,分起头插接、中间插接和收尾插接三步。
4.2 利用手柄将扦头旋转、钢丝绳缝道即被撑大,把某一股钢丝头插入,在穿入缝的另一个口将绳头拉出。
然后,在扦子回转、拔出时,同时将穿入绳股加力拉紧。
4.3 起头插接:为了便于图上的编号与文字配合,现将破头的编号以(1)(2)(3)(4)(5)(6)来代表,钢丝绳缝的编号以1、2、3、4、5、6(1'、2'、3'、4'、5'、6')来代表。
第一次从1缝插入4'缝穿出破头绳(1);第二次从1缝插入5'缝穿出破头绳(2);第三次从1缝插入6'缝穿出破头绳(3);以上三次插法参见图4-22,其中(a)和(b)图所示为缝与股的编号数字。
第四次从2缝插入6'缝穿出破头绳(4);第五次从3缝插入1缝穿出破头绳(5);第六次从4缝插入2缝穿出破头绳(6);这种插法我们常把它叫做321222型。
另一种形式,即:第四次从2缝插入1缝穿出破头绳(4);第五次从3缝插入2缝穿出破头绳(5);第六次从4缝插入3缝穿出破头绳(6);这种插法我们常把它叫做321111型。
钢丝绳绳端固定连接方式及安全要求
钢丝绳绳端固定连接方式及安全要求钢丝绳绳端固定连接方式有几种?答:钢丝绳绳端固定连接一般分5种,即编结法、绳卡固定法、压套法、斜楔固定法和灌铅法对钢丝绳端部固定连接有何安全要求?连接方式安全要求绳卡连接应满足表3-3要求,同时应保证连接强度不得小于钢丝绳破断拉力的85 %编结连接编结长度不应小于钢丝绳直径的15倍,并不得小于300 mm 。
连接强度不得小于钢丝绳破断拉力的75 %楔块楔套连接楔套应用钢材制造.连接弧度不得小于钢丝绳破断拉力的75 % 锥形楔套连接连接强度应达到钢丝绳的破断拉力铝合金套压缩法连接应用可靠的工艺方法使铝合金套与钢丝绳紧密乖固地贴合连接强度应达到钢丝绳的破断拉力用绳卡连接时的安全要求详见表3-3钢丝绳直径/mm 7~16 19~27 28~37 38~45绳卡数量/个 3 4 5 6注:绳卡压板应在钢丝绳长头一边,绳卡间距不应小于钢丝绳的六倍吊车钢丝绳与零构件连接或固定方式及注意事项钢丝绳与其他零构件连接或固定的安全检查应注意两个问题:第一,连接或固定方式与使用要求相符;第二,连接或固定部位达到相应的强度和安全要求。
常用的连接和固定方式有以下几种(见图6-11):1.编结连接(见图6-11a)编结长度不应小于钢丝绳直径的15倍,且不应小于300mm;连接强度不小于75%钢丝绳破断拉力。
2.楔块、楔套连接(见图6-11b)钢丝绳一端绕过楔,利用楔在套筒内的锁紧作用使钢丝绳固定。
固定处的强度约为绳自身强度的75%~85%。
楔套应该用钢材制造,连接强度不小于75%钢丝绳破断拉力。
3.绳卡连接(见图6-11d)绳卡连接简单、可靠,得到广泛的应用。
用绳卡固定时,应注意绳卡数量、绳卡间距、绳卡的方向和固定处的强度。
(1)连接强度不小于85%钢丝绳破断拉力。
(2)绳卡数量应根据钢丝绳直径满足表6-6的要求。
钢丝绳直径/mm 7~16 19~27 26~37 38~45绳卡数量/个 3 4 5 6表6-6绳卡连接的安全要求(3)绳卡压板应在钢丝绳长头一边,绳卡间距不应小于钢丝绳直径的6倍。
钢丝绳绳端固定连接方式及安全要求
钢丝绳绳端固定连接方式及安全要求钢丝绳绳端固定连接方式有几种?答:钢丝绳绳端固定连接一般分5种,即编结法、绳卡固定法、压套法、斜楔固定法和灌铅法对钢丝绳端部固定连接有何安全要求?连接方式安全要求绳卡连接应满足表3-3要求,同时应保证连接强度不得小于钢丝绳破断拉力的85 %编结连接编结长度不应小于钢丝绳直径的15倍,并不得小于300 mm 。
连接强度不得小于钢丝绳破断拉力的75 %楔块楔套连接楔套应用钢材制造.连接弧度不得小于钢丝绳破断拉力的75 % 锥形楔套连接连接强度应达到钢丝绳的破断拉力铝合金套压缩法连接应用可靠的工艺方法使铝合金套与钢丝绳紧密乖固地贴合连接强度应达到钢丝绳的破断拉力用绳卡连接时的安全要求详见表3-3钢丝绳直径/mm 7~16 19~27 28~37 38~45绳卡数量/个 3 4 5 6注:绳卡压板应在钢丝绳长头一边,绳卡间距不应小于钢丝绳的六倍吊车钢丝绳与零构件连接或固定方式及注意事项钢丝绳与其他零构件连接或固定的安全检查应注意两个问题:第一,连接或固定方式与使用要求相符;第二,连接或固定部位达到相应的强度和安全要求。
常用的连接和固定方式有以下几种(见图6-11):1.编结连接(见图6-11a)编结长度不应小于钢丝绳直径的15倍,且不应小于300mm;连接强度不小于75%钢丝绳破断拉力。
2.楔块、楔套连接(见图6-11b)钢丝绳一端绕过楔,利用楔在套筒内的锁紧作用使钢丝绳固定。
固定处的强度约为绳自身强度的75%~85%。
楔套应该用钢材制造,连接强度不小于75%钢丝绳破断拉力。
3.绳卡连接(见图6-11d)绳卡连接简单、可靠,得到广泛的应用。
用绳卡固定时,应注意绳卡数量、绳卡间距、绳卡的方向和固定处的强度。
(1)连接强度不小于85%钢丝绳破断拉力。
(2)绳卡数量应根据钢丝绳直径满足表6-6的要求。
钢丝绳直径/mm 7~16 19~27 26~37 38~45绳卡数量/个 3 4 5 6表6-6绳卡连接的安全要求(3)绳卡压板应在钢丝绳长头一边,绳卡间距不应小于钢丝绳直径的6倍。