过程失效模式与效果分析
过程失效模式及效果分析的概念及做法
PFMEA的分析原理如下表所示,它包括以下几个关键步骤:分。
从生产流程图可以清楚知道工序的安排和分配的情况,方便车间科学、合理、高效地组织生产,起到计划生产、编排与控制生产、分析工序、合理摆放设备等作用。
另外,生产流程图还是生产方法、生产程序研究、工序改良的重要依据。
PFMEA是过程潜在失效模式,对生产过程中的产品进行分析,找出零件生产过程中的失效模式,鉴定出它的失效原因,研究该项失效模式对系统会产生甚么影响。
失效分析找出零组件或系统的潜在弱点,提供设计、制造、品保等单位采取可行之对策。
过程潜在FMEA是由“制造主管工程师/小组”采用的一种分析技术,用来在最大范围内保证已充分的考虑到并指明潜在失效模式及与其相关的后果起因/机理。
FMEA以其最严密的形式总结了工程师/小组进行工艺过程设计时的设计思想(包括对一些对象的分析,根据经验和过去担心的问题,它们可能发生失效)。
控制计划是是一份用以描述生产作业工艺流程并定义确保制造出高质量产品的控制方法的文件。
控制计划在整个产品寿命周期中使用,它是动态文件,反映当前使用的控制方法和测量系统。
生产工艺流程图是在产品生产前就必须先根据工厂实际情况,按照事件的顺序和技术流程的要求,编写好生产流程图,以确保生产的顺利进行。
在工艺流程图编制完成以后,我们才能进行相应产品的PFMEA文件的制作。
根据以往类似产品的加工经验和一些客户的要求,寻找生产过程中潜在的失效模式,列出对所有可能的失效模式、效果和原因、以及对于每一项操作的工艺控制手段。
例如链板冲制工序,容易出现的失效模式就有:孔心距过大/小,孔径不符合图纸要求、链板光亮带达不到要求、链板平面度达不到要求等。
而控制计划则是对PFMEA的分析,针对失效分析找到的主要失效点,做一个ControlPlan(控制计划)对失效点进行控制。
例如对于链板孔心距不良的问题,控制计划有针对性的采用有适合的测量工具、检测方式进行控制,将控制办法细化到具体的操作方式和加工参数。
五大工具潜在失效模式与效果分析FMEA
五大工具潜在失效模式与效果分析FMEA 五大工具潜在失效模式与效果分析(Failure Mode and Effects Analysis,FMEA)是一种用于识别和评估潜在问题和风险的方法。
它是一种系统化的方法,通过对系统、过程或产品的各种失效模式进行分析,以预测和预防潜在问题和风险。
下面将详细介绍FMEA的五大工具。
1.功能分析:功能分析是FMEA的第一步,它涉及到对系统、过程或产品的各个功能进行详细的分析和描述。
通过分析功能,可以明确系统或产品的主要目标和所需的功能,从而帮助确定潜在的失效模式。
2.失效模式分析:失效模式分析是FMEA的核心步骤,它涉及到对系统、过程或产品的各种失效模式进行识别和描述。
失效模式是指系统、过程或产品在实际运行中可能出现的故障或失效形式。
通过识别和描述失效模式,可以更好地了解潜在的问题和风险。
3.效果分析:效果分析是FMEA的第三步,它涉及到对各种失效模式可能产生的影响进行评估和描述。
这些影响可以是对系统、过程或产品的功能、性能、可靠性、安全性等方面的影响。
通过评估失效模式的效果,可以确定潜在问题的严重程度和优先级,从而帮助制定相应的措施。
4. 风险优先级数(Risk Priority Number,RPN)评估:RPN是一种定量评估潜在失效模式和效果的方法。
它是通过将失效模式的严重性、发生频率和检测能力进行定量评估,并将它们相乘得到的一个数值。
RPN越高,表示潜在问题和风险越大,需要优先考虑。
5.措施制定和实施:最后一步是根据FMEA的结果,制定和实施相应的措施来预防和减少潜在失效模式和效果的发生。
这些措施可以是改进设计、优化工艺、加强检测和监控等。
通过实施这些措施,可以避免或降低潜在问题和风险的发生。
FMEA是一种非常实用的分析工具,广泛应用于各个行业和领域。
它可以帮助组织识别和评估潜在问题和风险,从而采取预防措施,提高系统、过程或产品的质量和可靠性。
FMEA失效模式和效果分析
FMEA失效模式和效果分析FMEA(Failure Mode and Effects Analysis,失效模式和效果分析)是一种常用的风险评估工具,用于识别和评估系统、产品或过程中可能出现的失效模式及其可能的后果。
它通过系统地分析和评估潜在的失效模式,帮助组织预测和防范风险,以减少事故和次品的发生。
本文将详细介绍FMEA的定义、步骤和应用。
首先,FMEA的定义是指一种系统性的、分析性的方法,用于识别和评估系统、产品或过程中可能出现的失效模式及其可能的后果。
它通过将失效模式和可能的影响进行系统分析,以确定影响最大的失效模式和可能的原因,并提出预防和纠正措施,从而减少潜在风险的发生。
FMEA的步骤一般包括确定团队、定义过程、识别失效模式、评估失效后果、确定风险等级、制定纠正措施、实施并验证改进措施。
以下是对每个步骤进行详细解读:1.确定团队:确定一个多学科和有代表性的团队,包括设计、工程、制造、质量等各个相关领域的专业人员。
团队成员应具备丰富的经验和专业知识。
2.定义过程:确定要进行FMEA分析的系统、产品或过程。
明确所需评估的范围和目标。
3.识别失效模式:通过团队的讨论和头脑风暴,识别可能存在的失效模式。
失效模式是指系统、产品或过程在特定条件下失效的方式或形式。
4.评估失效后果:对于每个失效模式,评估其可能造成的后果和影响。
这包括安全影响、产品质量、客户满意度等方面的影响。
5.确定风险等级:根据失效模式的后果和可能性,评估其风险等级。
通常使用风险矩阵来划分风险等级,以帮助确定重要性和优先级。
6.制定纠正措施:针对高风险等级的失效模式,制定相应的纠正措施。
这包括预防措施来防止失效的发生,以及纠正措施来解决已经发生的失效。
7.实施并验证改进措施:根据纠正措施的计划,执行相应的改进措施,并进行验证和确认。
确保改进措施的有效性和可行性。
FMEA具有广泛的应用领域。
它可以用于设计过程中的设计FMEA,用于评估产品的可靠性和安全性;也可以用于制造过程中的制造FMEA,用于识别和评估可能导致产品质量问题的制造过程;同时,FMEA还可以用于服务过程中的服务FMEA,用于评估可能影响服务质量和客户满意度的过程。
过程失效模式及后果分析管理办法

过程失效模式及后果分析管理办法过程失效模式及后果分析(Process Failure Modes and Effects Analysis,简称PFMEA),是一种常用于管理过程风险和改进的工具。
PFMEA通过对过程中可能发生的失效模式及其后果进行分析,提前识别出潜在问题,并采取相应措施降低风险。
下面将介绍PFMEA的管理办法。
一、PFMEA的管理目标PFMEA的管理目标是识别和分析过程中的失效模式及其潜在后果,评估失效发生的概率和影响程度,并制定相应的预防控制措施,降低风险。
二、PFMEA的管理步骤1.选择适当的团队成员:PFMEA的分析需要跨越多个职能领域,因此需要选择适当的团队成员,包括具有相关专业知识和经验的人员。
2.确定过程:明确要分析的过程范围和目标,包括过程流程、输入和输出等。
3.识别失效模式:团队成员通过头脑风暴和过程分析,识别可能导致过程失效的因素。
失效模式可以是物理性的、功能性的、行为性的等。
4.评估失效影响程度:对每个失效模式,评估其对过程和最终产品或服务的影响程度,包括安全性、质量、交付时间、成本等方面。
5.确定失效发生的概率:评估每个失效模式发生的概率,包括概率的频率、可能性等。
6.评估现有控制措施:评估当前过程中已存在的控制措施,对失效模式的控制程度,包括检验、测试等。
7.制定改进措施:根据评估结果,确定需要改进的控制措施,包括预防措施和检测措施,以降低失效发生的概率和影响程度。
8.实施改进措施:制定实施改进措施的计划,并跟踪监控改进效果。
9.更新PFMEA:根据实施改进措施的结果,修订和更新PFMEA,并确保团队成员了解改进措施的目标和具体要求。
三、PFMEA的管理原则1.整体团队参与:PFMEA需要全员参与,涉及到的问题通常跨越多个职能领域,需要充分调动团队的智慧和经验。
2.系统性分析:PFMEA需要从系统层面进行分析,识别可能的失效模式和其后果,并考虑多种因素对失效的影响。
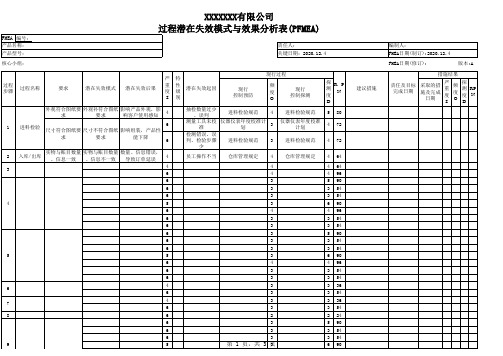
过程潜在失效模式与效果分析表(PFMEA)
求
要求
响客户使用感知
4
1
进料检验 尺寸符合图纸要 尺寸不符合图纸 影响组装,产品性 6
求
要求
能下降
6
2
入库/出库
实物与账目数量 实物与账目数量 数量、信息错误, 、信息一致 、信息不一致 导致订单延误
4
抽检数量过少 、误判
进料检验规范
4
进料检验规范
5 80
测量工具未校 准
仪器仪表年度校准计 划
3
仪器仪表年度校准 计划
4 96
18
6
第 2 页,共 3 页4
4 96
18
6
4
4 96
5
4
4 80
19
5
4
4 80
6
3
4 72
6
4
4 96
20
6
4
4 96
6
4
4 96
21
4
4
5 80
4
4
4 64
22
4
4
5 80
23
4
4
4 64
备注:S、O、D评分标准详见《过程潜在失效模式后果分析PFMEA管理程序》,仅需对新部件进行评价分析,当RPN值超过200时要制定改善措施。
核准:
会签:
审查:
拟制:
表单 编 号:
第 3 页,共 3 页
6
4
4 96
6
3
3 54
6
3
3 54
6
3
5 90
6
3
3 54
6
3
3 54
13
5
3
失效模式和效果分析FMEA在制药行业的应用教材

失效模式和效果分析FMEA在制药行业的应用教材失效模式与效应分析(Failure Mode and Effects Analysis, FMEA)是一种常用的质量管理工具,它可以帮助制药行业发现潜在的问题,预防和减少产品质量问题的发生,从而提高产品质量和安全性。
本文将探讨FMEA在制药行业的应用,并分析其效果。
FMEA的基本原理是通过识别潜在的失效模式,并分析这些失效模式可能引起的效应,进而制定合适的预防和纠正措施。
在制药行业,FMEA通常用于产品开发、生产过程和设备维护等环节。
下面将详细介绍FMEA在这些环节的应用。
首先,FMEA在制药产品开发阶段起到了重要的作用。
制药产品的设计失效可能导致产品质量问题和安全隐患。
通过应用FMEA,可以对设计过程中潜在的失效模式进行识别和评估,并制定相应的改进方案。
例如,通过对产品配方进行FMEA分析,可以找出可能导致配方不稳定的因素,如不合适的原材料、配方比例不当等。
这样可以在产品设计阶段及时进行调整,避免质量问题的发生。
其次,FMEA在制药生产过程中的应用也十分重要。
生产过程中的失效可能导致产品质量不稳定和生产效率降低。
通过应用FMEA,可以识别和评估生产过程中的潜在失效模式,并设计相应的控制措施。
例如,在制药生产过程中,可能存在温度控制失效、搅拌不均匀等问题。
通过应用FMEA,可以定位这些问题的发生原因,并制定相应的控制措施,比如使用更精确的温度控制设备、改进搅拌工艺等。
此外,FMEA还可以应用于制药设备的维护管理。
设备故障可能导致生产中断和质量问题。
通过应用FMEA,可以识别设备故障的潜在失效模式,并制定相应的预防和纠正措施。
例如,对于关键设备,可以制定定期保养计划,定期更换易损件,增加备件库存等。
通过这些措施,可以降低设备故障的概率,保证生产的稳定性和质量。
FMEA作为一种质量管理工具,在制药行业的应用具有一定的优势和效果。
首先,通过FMEA可以对潜在的失效模式进行全面、系统的分析。
失效模式和影响效果分析

失效模式和影响效果分析
失效模式和影响效果分析(Failure Mode and Effects Analysis, FMEA) 是一种系统性的方法,用于识别和评估系统、产品或过程中的潜在失效模式及其对系统性能和用户影响的潜在效果。
该方法常被应用于各种工业领域,以提前识别和解决潜在的问题,降低风险和提高质量。
FMEA的步骤包括:
1.确定分析范围:确定分析的系统、产品或过程,明确要进
行FMEA分析的对象。
2.列举失效模式:对系统、产品或过程进行逐个分析,识别
可能出现的失效模式,并记录下来。
3.确定失效原因:对每个失效模式,分析其可能的失效原因,
考虑各种因素,如设计、制造、人为操作等。
4.评估失效影响:对每个失效模式,评估其对系统性能和用
户的潜在影响,包括安全、可靠性、可用性、维修性等方
面。
5.确定风险严重性:根据失效影响和概率评估,对每个失效
模式确定其风险严重性,通常使用风险优先数(Risk
Priority Number, RPN) 进行评估。
6.提出改进措施:针对风险严重性较高的失效模式,制定相
应的改进措施,降低风险和提高系统性能。
7.实施改进措施:将制定的改进措施付诸实施,并监控其效
果。
FMEA的主要目的是通过识别潜在失效模式和潜在影响,制定预防和纠正措施,降低风险,提高系统的可靠性和性能。
这项分析可以在产品或过程的设计、开发、评估和实施阶段进行,以确保系统的质量和安全,并减少不良事件的发生。
失效模式及後果分析
DFMEA设计失效模式及后果分析
DESIGNPOTENTIALFMEA潜在的设计失效模式及效 果分析
• Analyticaltechniqueandsystemizedgroupofactivities. 分析技术和系统化的小组活动.
• UtilizedprimarilybyDesignResponsibleEngineer/Team 它主要被具有设计责任的工程师/小组会所运用.
10
FMEA 失效模式及后果分析
CUSTOMER顾客
• For purposes of preparing FMEAs, the definition of “customer” includes: 对于准备FMEAs的目的来讲“,顾“客” 的定义包括:
– The enduser 最终用户 – Designresponsible engineers/teamsof vehicle andhigherlevelassemblies. 车型设计和更高一级装配过程设计的工程师们/设计小组 – Processresponsible engineers/teamsin activitiessuch as 在如下活动中,负有过程责任的工程师们/小组 Manufacturing生产 Assembly装配 Service售后服务 – Subsequent downstreammanufacturing, assembly, orservice operation. 下一道生产,装配工序,或服务.
参加这个概述课程,将会使与会者学会: – DescribehowtoprepareFMEAsusingtheReferenceMቤተ መጻሕፍቲ ባይዱ nual. 运用参考手册,描述怎样去准备FMEAs. – UnderstandtheformatoftheReferenceManual. 了解参考手册的格式. – Knowwheretogotoreceiveadditionalassistance. 5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Responsibility 负责人
Target completion Status 改 date 进措施执 预期(改进措 行状态 施)完成日期
4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 3 4 3 3 4 4 3 3 4
96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 81 72 84 63 96 72 84 63 96
4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 3 4
72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 63 216 192 63 84
无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 安全阀整定压力设定时增加100%压力复验工序 安全阀定压校验台多装一个压力表,以便相互比对 无 无
SEVERITY 严重度
Effects of the defect or failure (Observed and potential) 失效 结果(观察到的和潜在的) Consider possible effects on: a) this process step, b) downstream process steps, c) internal customers of your process, d) external customers. 考虑以下效果:a) 本工序;2) 下游工序;3)本生产线内部客 户;4)外部客户。
切削量过大,加工刃角过小
表面粗糙度不符合设计图纸要求 影响产品质量 满是油污,铁屑 超差 毛刺 无法装配 无法装配或影响性能 无法装配
仓库环境不符合5S规范 量具产生磨损 前道工序未打毛边
切削量过大,加工刃角过小
表面粗糙度不符合设计图纸要求 影响产品质量 满是油污,铁屑 超差 毛刺 无法装配 无法装配或影响性能 无法装配
表面粗糙度不符合设计图纸要求 影响产品质量 满是油污,铁屑 超差 毛刺 无法装配 无法装配或影响性能 无法装配
仓库环境不符合5S规范 量具产生磨损 前道工序未打毛边
切削量过大,加工刃角过小
表面粗糙度不符合设计图纸要求 影响产品质量 满是油污,铁屑 超差 无法装配 无法装配或影响性能
仓库环境不符合5S规范 量具产生磨损
2012-4-8 A 第1页/共1页 沈永强
Process name 工序名称: 安全阀装配
1 2 3 4 5 6 7 8 9 10 11 12 13
Process name:
14 15 16 17 18 19 20
THE PROCESS 工序
Process Step 工艺步骤名称
Process Step ID #. (From map) 工序步骤 编号(与流 程图)一致
配合尺寸 阀瓣 表面质量 表面粗糙度 清洁度 配合尺寸 1 装配1 密封圈 表面质量 表面粗糙度 清洁度 配合尺寸 零件组合件1 表面质量 表面粗糙度 清洁度 配合尺寸 零件组合件1 表面质量 表面粗糙度 清洁度 配合尺寸 2 装配2 阀体 表面质量 表面粗糙度 清洁度 配合尺寸 零件组合件2 表面质量 表面粗糙度 清洁度 配合尺寸 零件组合件2 表面质量 表面粗糙度 清洁度 配合尺寸 弹簧性能 3 装配3 弹簧 表面质量 表面粗糙度 清洁度 配合尺寸 零件组合件3 表面质量 表面粗糙度 清洁度 配合尺寸 零件组合件3
超差 毛刺
无法装配或影响性能 无法装配
8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 9 3 7 7 8 3 7 7 8
量具产生磨损 前道工序未打毛边
切削量过大,加工刃角过小
3 6 4 3 3 6 4 3 3 6 4 3 3 6 4 3 3 6 4 3 3 6 4 3 3 6 4 3 3 3 6 4 3 3 6 4 3 3
for worst effect in cell 针对前列中最坏影响
OCCURRENCE 发生率
Severity Score (S) 严重度评分
O 发生率
(List one failure mode per cell) (每栏列出一个失效模式)
考虑工艺失效、机器偏差、关键过程输 入失效等;应详细到可控制的根源。 (List one cause per cell 每栏填写一个原 因)
表面粗糙度不符合设计图纸要求 影响产品质量 满是油污,铁屑 超差 毛刺 无法装配 无法装配或影响性能 无法装配
仓库环境不符合5S规范 量具产生磨损 前道工序未打毛边
切削量过大,加工刃角过小
表面粗糙度不符合设计图纸要求 影响产品质量 满是油污,铁屑 超差 毛刺 无法装配 无法装配或影响性能 无法装配
仓库环境不符合5S规范 量具产生磨损 前道工序未打毛边
for best control in cell 对最好的检测 /预防方
RPN 失效发生风险评分
DETECTION/PREVENTION 检测/预防
PROCESS IMPROVEMENT 流程改进 New RPN 新失效发生风 险评分
New scores, based on actions taken 采取改进措施 后评分更新
4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 4 3 3 4 3 4 3 3 4 4 3 3 4
96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 72 84 63 96 81 72 84 63 96 72 84 63 96
量具进行周期鉴定 巡检,增加修毛刺工序 巡检 仓库管理严格按照5S规范 量具进行周期鉴定 巡检,增加修毛刺工序 巡检 仓库管理严格按照5S规范 量具进行周期鉴定 巡检,增加修毛刺工序 巡检 仓库管理严格按照5S规范 量具进行周期鉴定 巡检,增加修毛刺工序 巡检 仓库管理严格按照5S规范 量具进行周期鉴定 巡检,增加修毛刺工序 巡检 仓库管理严格按照5S规范 量具进行周期鉴定 巡检,增加修毛刺工序 巡检 仓库管理严格按照5S规范 量具进行周期鉴定 巡检,增加修毛刺工序 巡检 仓库管理严格按照5S规范 量具进行周期鉴定 弹簧进货检验,性能参数全 检 巡检,增加修毛刺工序 巡检 仓库管理严格按照5S规范 量具进行周期鉴定 巡检,增加修毛刺工序 巡检 仓库管理严格按照5S规范 量具进行周期鉴定
无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无
8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 9 3 7 7 8 3 7 7 8
Key Process 关键过程 Inputs or Outputs 输入或输出
D/P Score (D) 检测 /预防评分
Possible causes of the failure or defect (Observed and potential)
Controls for preventing the failure or defect from occurring, or detecting it when it does 防止失效或缺陷发生的控制方 法/检测方法 Prevention occurs at, or upstream of the proc. step. Detection occurs at, or downstream of the proc. step. 尽量在发生问题的上游工序进 行预防;检测通常发生在下游
上海贝亭阀门有限公司
零件组合件3 表面质量 表面粗糙度 清洁度 螺纹尺寸 4 装配4 调整螺母 表面质量 表面粗糙度 清洁度 螺纹尺寸 零件组合件4 表面质量 表面粗糙度 清洁度 螺纹尺寸 零件组合件4 表面质量 表面粗糙度 清洁度 螺纹尺寸 螺母 5 装配5 表面质量 表面粗糙度 清洁度 配合尺寸 垫片 表面质量 表面粗糙度 清洁度 安全阀成品 装配高度 清洁度 毛刺 无法装配 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 7 9 压力表失真 低于公差下限 安全阀提前开启,使被保护 系统无法工作。 使被保护系统内部介质发生 泄漏,无法正常工作。 8 7 密封压力试验 密封压力 无法密封 7 密封面粗糙度不符合要求 密封面上嵌有杂物 6 3 3 密封面粗糙度用样板比对 使气源和试压系统管路保持 洁净。 前道工序未打毛边
仓库环境不符合5S规范 量具产生磨损 前道工序未打毛边
切削量过大,加工刃角过小
表面粗糙度不符合设计图纸要求 影响产品质量 满是油污,铁屑 超差 弹簧性能不符合设计图纸要求 毛刺 无法装配 无法装配或影响性能 影响安全阀机械性能 无法装配
仓库环境不符合5S规范 量具产生磨损 外协 前道工序未打毛边
切削量过大,加工刃角过小
Planned Improvement Activities 计划改进项目
(SxOxD)
法评分
结果
Failures or defects that could occur (Observed and potential)
(SxOxD)
失效或缺陷的可能原因 (观察项和潜在 项)
Occurrence Score (O) 发生率评分
3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 3 7 7 8 7 9 8 7 7