啤酒发酵论文
啤酒论文摘要模板

本设计主要通过高浓度稀释的方法酿造12ºP啤酒,从而提高了糖化设备的利用率,降低了能耗,提高了劳动生产率,降低了费用,使啤酒更加清淡,稳定性提高。
The 12 pale beer was brewed by using the method of high gravity dilute, which enhanced the availability of saccharification equipment, decreased the consume of energy, increased the labor productivity, reduced the expenditure of investment, made the beer milder and enhanced the stability.此啤酒的酿造方法采用65%的麦芽,20%的大米,15%的玉米淀粉,经过糊化,糖化,煮沸,过滤,冷却,发酵而成。
This beer picks 65% malt, 20% rice, 15% corn. the raw material processed the dextrinize, saccharification, filters, boils, cooling, and one set fermentation process.发酵设备采用圆筒体锥底发酵罐,发酵周期是14天。
The fermentation equipment is the bottom of the cone and cylinder body fermenter, the fermentation cycle is 14 days.本设计内容主要包括物料衡算,热量衡算,冷耗衡算和设备选型的计算及重点设备……的计算。
This design mainly includes, the calculation of mass balance, thermal consumption balance, coldly consumption balance, and the equipment selection as well as the key equipment …… computation.本设计的主要特点是在原料中加入了玉米淀粉,The main features of the design is the corn starch accessed into the raw materials.玉米淀粉代替部分大米,基本上不会影响到啤酒的质量,并且可以提高啤酒的醇厚感,The corn starch instead of rice will not affect the quality of beer, and beer can be improved the mellow.最重要的是大大的降低了啤酒的生产成本。
啤酒加工论文总结范文

摘要:啤酒作为一种广受欢迎的酒精饮料,其加工工艺在我国已有数千年的历史。
本文对啤酒加工工艺进行了概述,从原料选择、麦汁制备、啤酒酿造和灌装四个方面进行了详细阐述,以期为我国啤酒产业的发展提供参考。
一、引言啤酒,作为一种古老的酒精饮料,起源于欧洲,后来传入我国。
随着人们生活水平的提高,啤酒在我国市场占有率逐年上升。
啤酒加工工艺的优化与创新对于提高啤酒品质、满足消费者需求具有重要意义。
二、啤酒加工工艺概述1. 原料选择啤酒的主要原料为麦芽、啤酒花、水、酵母等。
其中,麦芽是啤酒加工的核心原料,其质量直接影响到啤酒的口感和品质。
优质麦芽应具备以下特点:色泽鲜亮、质地细腻、水分适中、淀粉含量高。
2. 麦汁制备麦汁制备是啤酒加工的第一步,主要包括粉碎、糊化、糖化、过滤等环节。
(1)粉碎:将麦芽粉碎成粉末,便于后续的糊化和糖化过程。
(2)糊化:将粉碎后的麦芽与水混合,加热至一定温度,使淀粉转化为糊状物。
(3)糖化:在糊化过程中,添加糖化酶,将淀粉分解为可发酵的糖分。
(4)过滤:将糖化后的麦汁进行过滤,去除未溶解的杂质。
3. 啤酒酿造酿造过程主要包括酵母发酵和熟成两个阶段。
(1)酵母发酵:将过滤后的麦汁与酵母混合,在适宜的温度和pH值条件下进行发酵,产生酒精和二氧化碳。
(2)熟成:将发酵好的啤酒放置一段时间,使其口感更加醇厚,品质更佳。
4. 灌装灌装是将熟成后的啤酒装入瓶、罐或桶中,进行密封。
灌装过程中,应注意保持无菌状态,防止细菌污染。
三、结论啤酒加工工艺是一个复杂的过程,涉及原料选择、麦汁制备、啤酒酿造和灌装等多个环节。
通过优化各环节的工艺参数,可以提高啤酒品质,满足消费者需求。
在我国啤酒产业发展过程中,应不断探索和创新啤酒加工工艺,以推动我国啤酒产业的可持续发展。
啤酒的制作工艺及其酿造过程

微生物发酵工程论文啤酒的制作工艺及其酿造过程姓名:牛欣欣学号: 01011102专业:生物技术学院:生命科学学院啤酒的制作工艺及其酿造过程摘要:啤酒是以麦芽为主要原料,加酒花,经酵母发酵酿制而成的,含有二氧化碳气、起泡的低酒精度饮料。
近年来啤酒工业得到了突飞猛进的发展,啤酒酿造的工业化程度大幅度提高。
本文对啤酒的酿造过程做了一个简单的论述。
关键字:啤酒、定义、原料、酿造过程、灌装一、啤酒简介:现行国家产品标准规定,啤酒的定义是:“啤酒是以麦芽为主要原料,加酒花,经酵母发酵酿制而成的,含有二氧化碳气、起泡的低酒精度饮料”。
于清代末期开始,国外的啤酒生产技术引入我国,属外来酒种。
啤酒是根据英语Beer译成中文“啤”,称其为“啤酒”,沿用至今。
啤酒以大麦﹑酿造用水﹑酒花﹑酵母以及淀粉质辅助原料(玉米﹑大米﹑大麦﹑小麦等)和糖类辅助原料等为主要原料﹐经酵母发酵作用酿制而成的饱含二氧化碳的低酒精度酒。
新中国成立后,尤其是20世纪80年代以来,啤酒工业得到了突飞猛进的发展,到现在中国已成为世界第一啤酒生产大国。
二、原料啤酒以大麦﹑酿造用水﹑酒花﹑酵母以及淀粉质辅助原料(玉米﹑大米﹑大麦﹑小麦等)和糖类辅助原料等为主要原料1.大麦适于啤酒酿造用的大麦为二棱或六棱大麦。
二棱大麦的浸出率高﹐溶解度较好﹔六棱大麦的农业单产较高﹐活力犟﹐但浸出率较低﹐麦芽溶解度不太稳定。
啤酒用大麦的品质要求为﹕壳皮成分少﹐淀粉含量高﹐蛋白质含量适中(9~12%)﹔淡黄色﹐有光泽﹔水分含量低于13%﹔发芽率在95%以上。
2.酿造用水通常﹐软水适于酿造淡色啤酒﹐碳酸盐含量高的硬水适于酿制浓色啤酒。
淡色啤酒用水要求为﹕无色﹐无臭﹐透明﹐无浮游物﹐味纯正﹐无生物污染﹔硬度低﹔铁﹑锰含量低(含量高对啤酒的色﹑味有害﹐而且能引起喷涌现象)﹔不含亚硝酸盐。
3.酒花又称啤酒花。
使啤酒具有独特的苦味和香气并有防腐和澄清麦芽汁的能力。
酒花始用于德国﹐学名为蛇麻﹐为大麻科葎草属多年生蔓性草本植物﹐中国人工栽培酒花的历史已有半个世纪﹐始于东北﹐目前在新疆﹑甘肃﹑内蒙﹑黑龙江﹑辽宁等地都建立了较大的酒花原料基地。
啤酒发酵论文
实验室啤酒发酵姚文亮(09级生物科学班)摘要:在实验室啤酒发酵过程中主要包括:啤酒酵母扩大培养、麦芽汁糖度测定、啤酒主发酵、酒精度测定及原麦汁浓度计算和啤酒后发酵及品质评价这几个关键的过程在这些过程中:在进行啤酒发酵之前,必须准备好足够量的发酵菌种。
在啤酒发酵中,接种量一般应为麦芽汁量的10%(使发酵液中的酵母量达1×107个酵母/mL),因此,要进行大规模的发酵,首先必须进行酵母菌种的扩大培养。
工业上一般根据啤酒品种的不同来制造不同类型的麦芽汁,因此及时分析麦芽汁的质量,调整麦芽汁制造工艺显得尤为重要。
麦汁的主要分析项目有:麦汁浓度、总还原糖含量、氨基氮含量、酸度、色度、苦味质含量等。
一般分析项目应在麦汁冷却30分钟后取样。
样品冷却后,以滤纸过滤,滤液放于灭菌的三角瓶中,低温保藏。
全部分析应在24小时内完成。
啤酒主发酵是静止培养的典型代表。
是将酵母接种至盛有麦芽汁的容器中,在一定温度下培养的过程。
由于酵母菌是一种兼性厌氧微生物,先利用麦芽汁中的溶解氧进行好氧生长,然后利用EMP途径进行厌氧发酵生成酒精。
这种有酒精产生的静止培养比较容易进行,因为产生的酒精有抑制杂菌生长的能力,容许一定程度的粗放操作。
由于培养基中糖的消耗,CO2与酒精的产生,比重不断下降,可用糖度表监视。
若需分析其他指标,应从取样口取样测定。
了解啤酒后发酵的工艺操作特点;了解品酒方法,品评各种类型啤酒。
关键字:扩大培养、主发酵、麦芽汁糖度、酒精度引言:学习酵母菌种的扩大培养方法,为啤酒发酵准备菌种,啤酒发酵中,接种量一般应为麦芽汁量的10%(使发酵液中的酵母量达1×107个酵母/mL),因此,要进行大规模的发酵,首先必须进行酵母菌种的扩大培养。
扩大培养的目的一方面是获得足量的酵母,另一方面是使酵母由最适生长温度(28℃)逐步适应为发酵温度(10℃)。
在麦芽汁糖度测定过程中,麦汁的好坏,将直接关系到啤酒的质量。
发酵技术在啤酒酿造中的应用

毕业设计(论文) 2012 届2012年 3月14日内容摘要啤酒是人类最古老的酒精饮料,是排名在水和茶之后的世界上消耗量第三的饮料。
啤酒是用部分发芽的谷物种子(麦芽)制造的非蒸馏酒精饮料。
本文介绍了啤酒酿造发展状况及发酵技术在啤酒酿造中的应用现状、存在问题,以及对未来的展望。
关键词:发酵技术,啤酒的发酵技术、应用现状,发展趋势目录1、发酵与发酵技术概述 (1)1.1 什么是发酵 (1)1.2 什么是发酵技术 (2)2、啤酒的发展状况 (2)2.1 啤酒的定义和特点、 (2)2.2 啤酒主要成分及营养价值 (3)2.3 啤酒的分类 (4)2.4 啤酒工业简史及发展状况 (7)2.5 啤酒工业现状及发展趋势 (9)3、啤酒的发酵技术 (7)3.1 啤酒的发酵工艺流程 (12)3.2 啤酒发酵技术存在的不足 (15)3.4 啤酒发酵技术的改进方法 (17)3.5 啤酒发酵技术研究发展方向 (23)参考文献 (24)致谢 (25)发酵技术在啤酒酿造中的应用林巧云一、发酵与发酵技术的概述(一) 什么是发酵发酵是指酵母作用于果汁或发芽谷物是产生的二氧化碳的现象。
发酵是在厌氧条件下,原料糖经酵母等生物细胞的作用进行分解代谢、向菌体提供能量,从而得到原料分解产物酒精和二氧化碳的过程。
然而,发酵对不同的对象具有不同的意义:对生物学家来说,它的意义就广泛得多。
从生物化学观点来说,发酵是指在无氧条件下一个有机化合物能同时作为电子供体和最终电子受体并产生能量的过程。
以酵母菌的乙醇发酵过程为例,酵母菌在无氧条件下作用于果汁和麦芽汁中的糖,将糖分子分解并失去分子内电子,而电子的最终受体为糖的分解产物乙醛,乙醛接受电子后被还原为乙醇。
此过程为生物化学意义上典型的“发酵”。
工业微生物学家则把发酵拓展到利用培养微生物来制得产物的需氧或厌氧的任何过程,现在又扩展到培养微生物细胞来制得产物的所有过程。
酿造和有机溶解的厌氧发酵,就具有双层意义,既能产生能量以供给菌体,又能获得产物,酵母发酵生产的酒精,就是微生物厌氧发酵的代谢产物。
啤酒酿造中的发酵过程研究与控制
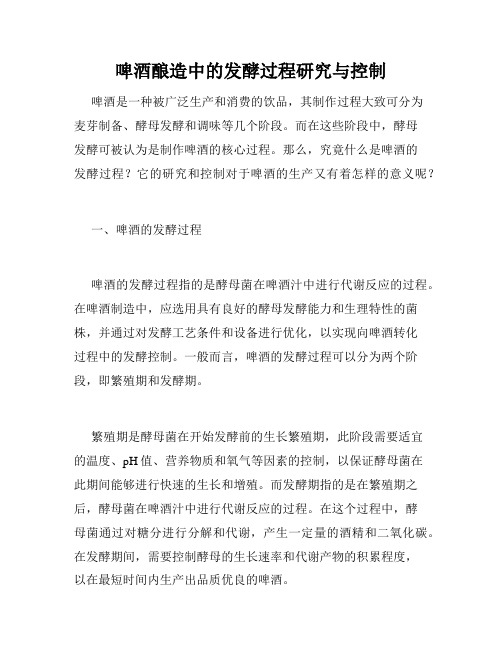
啤酒酿造中的发酵过程研究与控制啤酒是一种被广泛生产和消费的饮品,其制作过程大致可分为麦芽制备、酵母发酵和调味等几个阶段。
而在这些阶段中,酵母发酵可被认为是制作啤酒的核心过程。
那么,究竟什么是啤酒的发酵过程?它的研究和控制对于啤酒的生产又有着怎样的意义呢?一、啤酒的发酵过程啤酒的发酵过程指的是酵母菌在啤酒汁中进行代谢反应的过程。
在啤酒制造中,应选用具有良好的酵母发酵能力和生理特性的菌株,并通过对发酵工艺条件和设备进行优化,以实现向啤酒转化过程中的发酵控制。
一般而言,啤酒的发酵过程可以分为两个阶段,即繁殖期和发酵期。
繁殖期是酵母菌在开始发酵前的生长繁殖期,此阶段需要适宜的温度、pH值、营养物质和氧气等因素的控制,以保证酵母菌在此期间能够进行快速的生长和增殖。
而发酵期指的是在繁殖期之后,酵母菌在啤酒汁中进行代谢反应的过程。
在这个过程中,酵母菌通过对糖分进行分解和代谢,产生一定量的酒精和二氧化碳。
在发酵期间,需要控制酵母的生长速率和代谢产物的积累程度,以在最短时间内生产出品质优良的啤酒。
二、发酵过程中应注意的问题在啤酒的制作过程中,发酵过程是其中最容易受到环境影响的环节。
在啤酒生产中,应注意以下问题:1、温度的控制:啤酒发酵需要适宜的温度,一般应控制在13℃~22℃之间。
过高或过低的温度都会影响酵母的生长和发酵能力。
2、氧气的供应:发酵过程中,酵母需要一定量的氧气来进行代谢反应,控制适宜的氧气供应能够提高发酵效率。
3、pH值的控制:啤酒发酵需要控制适宜的pH值,一般应维持在4.5~5.0之间。
4、营养物质的供应:啤酒酵母菌在发酵过程中需要一定量的氮源、磷源和微量元素等营养物质来保证其生长和代谢能力。
5、控制酒精浓度:发酵过程中产生的酒精浓度会影响酵母的生长和代谢能力,因此应控制在一定范围内。
三、发酵控制对于啤酒生产的意义啤酒的发酵过程是制作啤酒的重要环节,其研究和控制对于啤酒生产有着重要的意义。
一方面,通过对发酵过程中影响因素的控制和优化,能够提高啤酒的生产效率和品质,最终实现成本控制和经济效益的提升。
《啤酒发酵工艺》——文献综述
《啤酒发酵工艺》——文献综述啤酒发酵工艺摘要:啤酒酿造主要采用大麦制麦,经过糖化工序、发酵工序、过滤工序、包装工序制成成品啤酒。
成品啤酒还需要经过质量检测以满足人类日益增长的物质需求。
啤酒厂的三废处理和副产品的利用不仅节约利用资源,还给啤酒工厂省下一笔不小的支出。
关键词:啤酒;发酵;酿造工艺引言:啤酒是世界性饮料酒,现在除了伊斯兰国家由于宗教原因不生产和不饮用酒外,啤酒生产几乎遍及世界各国,是世界产量最大的饮料酒,已经达到了11300万,人均年占有量23L。
中国在本世纪初从欧洲大陆阴精啤酒,所以,至今99%是下面发酵法啤酒。
随着中国快速发展得经济,未来的中国啤酒产量必然增加,国模必然扩大,啤酒品种将向多样化发展。
Abstract: Beer brewing by barley malting, mashing procedure, after the fermentation process, the filtering process, packaging process made beer. The beer is also need to go through quality inspection to meet the growing demand for the material. Beer factory 's waste treatment and utilization of byproducts not only saves the use of resources, to the beer factory to save a small expenditure.Key words: beer; fermentation; fermentation technologyIntroduction: Beer is cosmopolitan drink wine, except now the Islamic countries due to religious reasons not to produce and not drinking wine, beer production almost throughout the world, is the world's largest production of drinks wine, has reached 113000000, the average per capita share 23L. China is at the beginning of this century from continental Europe Yin essence of beer, so, since 99% is the following fermentation of beer. With the fast development of Chinese economy, the future Chinese beer production will increase, China will expand the mold, beervarieties will develop to diversification.一、制造啤酒的原料酿造啤酒的主要原料是大麦,这是因为:①大麦便于发芽,并产生大量的水解酶类。
啤酒的酿造工艺过程论文
啤酒的酿造工艺过程论文啤酒的酿造工艺是一个复杂的过程,涉及许多步骤和参数调控。
这篇论文将详细介绍啤酒的酿造工艺,并讨论其中涉及的关键步骤和技术。
首先,啤酒的酿造始于麦芽的制备。
麦芽是通过将大麦籽浸泡在水中,使其发芽后烘干而制成的。
在发芽过程中,大麦籽中的淀粉会被酶分解成可发酵的糖。
烘干后的麦芽会被研磨成麦芽糊。
接下来,麦芽糊会被混合水和热水,形成一种称为糖化液的混合物。
糖化液中的麦芽酶会将麦芽糊中的淀粉进一步分解成糖。
这个过程一般需要在特定的温度和pH条件下进行,以保证酶的活性和效果。
糖化过程完成后,糖化液会被过滤,将液体和固体分离。
过滤后的液体称为糖液,其中含有大量的麦芽糖和其他可发酵的糖类物质。
接下来的步骤是酵母发酵过程,这是啤酒酿造过程中最重要的步骤之一。
酵母会被加入糖液中,并在适当的温度和氧气条件下发酵。
酵母会将糖类物质分解成酒精和二氧化碳。
发酵过程一般需要几天到几周的时间,这取决于所使用的酵母菌株和酿造工艺。
发酵完成后,啤酒会经过一系列的处理步骤来改善其质量和口感。
首先是冷却和沉淀过程,这样可以将大部分的酵母和不溶性物质沉淀。
然后是过滤过程,将啤酒中的悬浮颗粒物质去除,以获得清澈的液体。
最后是瓶装或桶装等包装过程,以保证啤酒的保存和稳定性。
这个过程涉及到消毒和灌装等操作。
总结起来,啤酒的酿造过程可以概括为麦芽制备、糖化、发酵、处理和包装等关键步骤。
在每个步骤中,都有一些关键参数需要被控制,以保证酿造出高质量的啤酒。
这些参数包括温度、pH值、麦芽用量、酵母菌株的选择等。
除了上述步骤外,酿造工艺还会根据不同类型的啤酒进行调整。
例如,浅色啤酒和黑啤酒的发酵温度和时间可能会有所不同,以达到所期望的风味和质感。
因此,啤酒的酿造工艺是一个综合考虑原料、工艺和风味的过程。
总的来说,啤酒的酿造是一个复杂而精细的过程。
通过控制各个步骤和参数,酿酒师可以制作出各种风味和质量的啤酒。
未来的研究可以继续探索新的酿造技术和工艺,以提高啤酒的质量和口感。
啤酒发酵生产工艺论文
生物化工课程论文专业班级:姓名:学号:任课老师:啤酒发酵生产工艺啤酒是人类最古老的酒精饮料,是水和茶之后世界上消耗量排名第三的饮料。
啤酒于二十世纪初传入中国,属外来酒种。
啤酒是根据英语Beer译成中文“啤”,称其为“啤酒”,沿用至今。
啤酒以大麦芽﹑酒花﹑水为主要原料﹐经酵母发酵作用酿制而成的饱含二氧化碳的低酒精度酒。
现在国际上的啤酒大部分均添加辅助原料。
有的国家规定辅助原料的用量总计不超过麦芽用量的50%。
在德国,除出口啤酒外,德国国内销售啤酒一概不使用辅助原料。
在2009年,亚洲的啤酒产量约5867万升,首次超越欧洲,成为全球最大的啤酒生产地。
啤酒一般典型特征:表现在多方面。
在色泽方面﹐大致分为淡色﹑浓色和黑色3种﹐不管色泽深浅﹐均应清亮﹑透明无浑浊现象﹔注入杯中时形成泡沫﹐应洁白﹑细腻﹑持久﹑挂杯﹔有独特的酒花香味和苦味﹐淡色啤酒较明显﹐且酒体爽而不淡﹐柔和适口﹐而浓色啤酒苦味较轻﹐具有浓郁的麦芽香味﹐酒体较醇厚﹔含有饱和溶解的CO2﹐有利于啤酒的起泡性﹐饮用後有一种舒适的刺激感觉﹔应长时间保持其光洁的透明度﹐在规定的保存期内﹐不应有明显的悬浮物。
啤酒发酵过程是指啤酒酵母在一定条件下,利用麦汁中的可发酵性物质而进行的正常生命活动,而啤酒就是啤酒酵母在生命活动之中所产生的产物。
由于酵母菌类型的不同,发酵的条件和产品要求、风味等的不同,造成发酵方式也不相同。
根据酵母发酵类型不同可把啤酒分成上面发酵啤酒和下面发酵啤酒。
一般可以把啤酒发酵技术分为传统发酵技术和现代发酵技术。
现代发酵主要有圆柱露天锥形发酵罐发酵、连续发酵和高浓稀释发酵等方式,目前主要采用圆柱露天锥形发酵罐发酵。
啤酒发酵机制啤酒的生产是依靠纯种啤酒酵母利用麦芽汁中的糖、氨基酸等可发酵性物质通过一系列的生物化学反应,产生乙醇、二氧化碳及其他代谢副产物,从而得到具有独特风味的低度饮料酒。
啤酒发酵过程中主要涉及糖类和含氮物质的转化以及啤酒风味物质的形成等有关基本理论。
啤酒发酵中代谢工程的初步研究
啤酒发酵中代谢工程的初步研究啤酒是一种饮料,具有独特风味和香气,是世界上流行最广泛的酒类之一。
啤酒的制作过程中离不开发酵过程,发酵过程是啤酒制作过程中最关键的一步,也是为啤酒赋予独特风味和香气的根源。
本文基于生物化学原理结合有关文献,从啤酒发酵中的代谢工程角度,介绍啤酒制作过程中有关微生物活性,以及发酵产物形成过程和质量影响因素,为啤酒作者和质量控制工程师提供参考指导。
啤酒发酵是一种生物的发酵性过程,在啤酒发酵过程中,啤酒霉菌和发酵酵母经过复杂的生物反应,将啤酒原料中的糖分转化为酒精和二氧化碳,同时还会产生一些有机酸、芳香物质、维生素、矿物质、一些香料物质等。
啤酒发酵所需的微生物活性主要来自于发酵酵母。
发酵酵母是一种多肽酶老酵母,它分解原料中的淀粉、蛋白质及其他复合有机物,将糖分转化为酒精,亦生成一种称为酯化苯乙醇的化合物。
此外,发酵酵母还会产生一些多肽和芳香物质,这些物质为啤酒赋予独特的风味和香气。
同时,发酵酵母也能对原料中的其他有机物进行复合,以形成低聚肽和氨基酸,影响啤酒的体积,亮度和浊度,以及其他啤酒质量参数,如口感、香气和口味。
在啤酒发酵过程中,也可以加入一些不同类型的微生物,以调节啤酒的复合性能和品质。
啤酒发酵过程中有很多影响其质量的因素,如品种、温度、pH 值、酵母种类、添加的原料等。
啤酒发酵过程中,如果参数不合适,就会影响发酵产物的含量,影响啤酒的风味和香气,甚至影响啤酒本身的质量和口感。
因此,为了保证啤酒的质量,啤酒生产商必须充分考虑和控制发酵过程中的参数,如温度、酵母等,保证啤酒的质量。
综上所述,啤酒发酵在啤酒制作过程中起着至关重要的作用,科学的控制发酵过程中的参数,不仅可以提高啤酒的质量,也可以更好的给消费者带来独特的啤酒风味。
完善的发酵技术正成为啤酒行业提供质量优良,符合消费者口味的产品的关键。
总之,啤酒发酵具有复杂而有趣的过程,本文从啤酒发酵中的代谢工程角度,介绍了啤酒制作过程中有关微生物活性,以及发酵产物形成过程和质量影响因素,为啤酒作者和质量控制工程师提供参考指导。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
啤酒发酵过程的研究专业班级:作者:学号:指导老师:啤酒是人类最古老的酒精饮料,是水和茶之后世界上消耗量排名第三的饮料。
啤酒于二十世纪初传入中国,属外来酒种。
啤酒以大麦芽﹑酒花﹑水为主要原料﹐经酵母发酵作用酿制而成的饱含二氧化碳的低酒精度酒。
啤酒一般典型特征表现在多方面。
在色泽方面﹐大致分为淡色﹑浓色和黑色3种﹐不管色泽深浅﹐均应清亮﹑透明无浑浊现象﹔注入杯中时形成泡显﹐且酒体爽而不淡﹐柔和适口﹐而浓色啤酒苦味较轻﹐具有浓郁的麦芽香味﹐酒体较醇厚﹔含有饱和溶解的CO2﹐有利于啤酒的起泡性﹐饮用後有一种舒适的刺激感觉﹔应长时间保持其光洁的透明度﹐在规定的保存期内﹐不应有明显的悬浮物。
啤酒发酵过程是指啤酒酵母在一定条件下,利用麦汁中的可发酵性物质而进行的正常生命活动,而啤酒就是啤酒酵母在生命活动之中所产生的产物。
由于酵母菌类型的不同,发酵的条件和产品要求、风味等的不同,造成发酵方式也不相同。
1、啤酒发酵的过程方法和注意事项1.1 酵母扩大培养的目的啤酒酵母扩大培养是指从斜面种子到生产所用的种子的培养过程。
酵母扩培的目的是及时向生产中提供足够量的优良、强壮的酵母菌种,以保证正常生产的进行和获得良好的啤酒质量。
一般把酵母扩大培养过程分为二个阶段:实验室扩大培养阶段(由斜面试管逐步扩大到卡氏罐菌种)和生产现场扩大培养阶段(由卡氏罐逐步扩大到酵母繁殖罐中的零代酵母)。
扩培过程中要求严格无菌操作,避免污染杂菌,接种量要适当。
1.2 啤酒酵母扩大培养的方法1.2.1实验室扩大培养阶段斜面原菌种 --→斜面活化 --→ 10ml液体试管 --→ 100ml培养瓶--→ 1L培养瓶25℃,3~4天25℃,24~36h 25℃,24h 20℃,24~36h--→ 5L培养瓶 --→ 25L卡氏罐16~18℃,24~36h 14~16℃,36~48h⑵生产现场扩大培养阶段25L卡氏罐→ 250L汉生罐→ 1500L培养罐→ 100hL培养罐→ 20m3繁殖罐12~14℃,2~3天10~12℃,3天9~11℃,3天8~9℃,7~8天--→0代酵母1.2.2酵母扩培要求:酵母扩培是基础,只有培养出来高质量的酵母,才能生产出好的啤酒。
扩培必须保证两点:①原菌种的性状要优良;②扩培出来的酵母要强壮无污染。
扩培在实验室阶段,由于采用无菌操作,只要能遵守操作技术和工艺规定,很少出现杂菌污染现象。
进入车间后,如卫生条件控制不好,往往会出现染菌现象,所以扩培人员首先无菌意识要强,凡是接种、麦汁追加过程所要经过的管路、阀门必须用热水或蒸汽彻底灭菌,室内的空气、地面、墙壁也要定期消毒或杀菌,通风供氧用的压缩空气也必须经过0.2μm的膜过滤之后才能使用。
同时充氧量要适量,充氧不足酵母生长缓慢,充氧过度会造成酵母细胞呼吸酶活性太强,酵母繁殖量过大对后期的发酵不利的。
一般扩培酵母在进入培养罐前每天要通氧三次,每次20分钟。
发酵后的培养,要求麦汁中溶解氧9mg/L左右。
最后,每一批扩培的同时还应对酵母的发酵度、发酵力、双乙酰峰值、死灭温度等指标进行检测,以便及时、正确掌握酵母在使用过程中的各种性状是否有新的变化。
(3)酵母的添加:酵母添加前麦汁的冷却温度非常重要。
各批麦汁冷却温度要求必须呈阶梯式升高,满罐温度控制在7.5℃~7.8℃之间,严禁有先高后低现象,否则将会对酵母活力和以后的双乙酰还原产生不利的影响。
同时要准确控制酵母添加量,如果添加量太小,则酵母增长缓慢,对抑制杂菌不利,一旦染菌,无论从口味还是双乙酰还原都将受到影响。
添加量太小会因酵母增值倍数过大而产生较多的高级醇等副产物;添加量过大,酵母易衰老、自溶等,添加量控制在7‰左右。
(4)温度控制:在发酵过程中,温度的控制十分关键。
根据菌种特性,采用低温发酵,高温还原。
既有利于保持酵母的优良性状,又减少了有害副产物的生成,确保了酒体口味比较纯净、爽口。
如果发酵温度过高,虽然可缩短发酵周期,加速双乙酰还原,但过高的发酵温度会使啤酒口味比较淡泊,醇醛类副产物增多,同时也会加速菌种的突变和退化。
(5)酵母的回收与排放:酵母回收的时机非常关键,通常是在双乙酰还原结束后开始回收酵母,但酵母死亡率较高,大都在7%~8%左右,对下批的发酵非常不利,通过反复实验、对照,并对酵母进行跟踪检测,发现封罐4~5天后大部分酵母已沉降到锥底,只有少量悬浮在酒液中参与双乙酰还原,此时回收酵母,基本不会对双乙酰还原产生什么影响,而且回收酵母的死亡率也下降至2%~3%。
回收前的准备工作也很重要,首先要把酵母暂存罐用80℃热水彻底刷洗干净,然后降温至7℃~8℃,并备有一定量的无菌空气,以防止酵母突然减压细胞壁破裂,从锥形罐回收的酵母,应尽量取中间较白的部分。
回收完毕后缓慢降温到4℃左右,以备下次使用,在酵母罐保存的时间不得超过36小时。
当酒液降至0℃以后,还要经常排放酵母,否则由于锥底温度较高,酵母自溶后,一方面有本身的酵母臭味,另一方面自溶后释放出来的分解产物进入啤酒中,会产生比较粗糙的苦味和涩味。
另外,酵母自溶产生的蛋白质,在啤酒的酸性条件下,尤其在高温灭菌时极易析出形成沉淀,从而破坏了啤酒的胶体稳定性。
啤酒酵母为兼性厌氧菌。
在啤酒酿造过程中,啤酒酵母在有氧情况下吸收麦芽汁中的糖和其他营养成分,合成酵母细胞,该过程被称为同化作用或合成代谢,为吸能反应;而在厌氧情况下,酵母进行细胞内呼吸将葡萄糖不完全氧化而分解转变成乙醇和二氧化碳,称为异化作用或分解代谢(习惯称为啤酒发酵),该过程释放出能量为放能反应。
酵母在有氧条件下合成酵母细胞时,要消耗一定量的糖(通过呼吸作用)转变成CO2和H2O,同时释放出大量能量供酵母生长繁殖用。
啤酒的发酵过程实质上是啤酒酵母利用麦芽汁中的糖和其他营养物质在有氧和无氧情况下为维持正常生命活动而进行的一系列新陈代谢过程,啤酒酵母新陈代谢的最终产物就是我们所要的产品--啤酒。
2、麦芽汁的制备2.1 管道清洗2.2原料的粉碎○1按照工艺要求,准确称取18公斤大麦芽。
粉碎大麦芽时,为了获得比较好的粉碎效果,可以用喷雾器给大麦芽喷淋自来水,增加大麦芽麦皮的湿度。
湿度的掌握:手握一把麦芽,手心向下张开,手心有大麦芽附着,表明湿度比较合适。
○2接通粉碎机的电源,将粉碎机电源旋钮搬向顺转,两个辊筒开始旋转。
将麦芽加到粉碎机的料斗中,慢漫旋转进料手柄,原料就进入粉碎机。
○3进料速度的控制:由转动手柄控制,可根据实际需要调整进料速度,进料速度不可过快,否则会影响辊筒使用寿命且使粉碎效果受到影响。
○4辊筒开度的调整:两个辊筒,一个为固定形,另一个为可调整,这样可调节辊筒开度(间距),另外在可移动的轴承上装有弹簧,使得较大块硬物得以通过,以免辊筒表面损伤。
松开锁定螺母,旋动手柄,顺时针为减少间距,反之增大。
辊筒间距一般为0.5毫米。
调整完毕,必须将锁紧螺母锁紧。
○5在粉碎进行时,麦芽要分布均匀,不要集中在一处进行。
○6从麦芽粉碎机排出的物料,不应残留或堵塞在出口处,以免残留的麦粉变酸。
○7麦芽粉碎物的贮存时间不应过长。
3 糖化糖化的目的是使粉碎物中不溶物转化为水溶性物质。
低温阶段的休止(40-50℃),偏下限接近40℃的温度休止制出的麦汁低分子氮含量多,有利于提高酵母的营养;偏上限的温度休止制出的麦汁中分子氮含量多,有利于啤酒的泡沫和口感。
a-淀粉酶将长链分解成较小的糊精。
最佳作用温度为72-75℃,失活温度为85℃,最佳pH为5.6-5.8, B-淀粉酶从链的非还原末端分解,形成麦芽糖等,最佳作用温度在60-65℃,70℃失活,最佳pH为5.4-5.5。
按照麦芽与水的1:4比例添加,18公斤麦芽,72升水。
1)、37℃时开始投料,将粉碎的麦芽从糖化锅上方的进料口缓缓加入糖化锅,开启糖化锅搅拌。
投料完毕后,将糖化锅的温度缓慢升温到45℃(1分钟1度),保温40min,蛋白休止,再缓慢升温到62℃(1分钟1度),保温30min, (可添加淀粉酶和糖化酶),麦芽糖休止,再缓慢升温到72℃(1分钟1度),糖化休止,保温20min,可适当延长至30min。
用碘液查看淀粉是否全部分解。
快速升温到78 ℃。
2)、投料时进料速度不要过快,以免结块。
3)、加热时应控制好升温速度,并且开启搅拌,打开上方的排气阀。
4)、糖化时各段的时间应按照工艺执行。
5合醪6醪液的过滤1)、糖化终了时,过滤槽底部应先引入78℃热水,以没过筛板为度,以便排除过滤板与槽底之间的空气。
打开倒廖泵,将糖化锅的廖液倒入过滤槽内,静止15分钟,回流10分钟,等到麦汁澄清后,过滤到煮沸锅中。
2)、糖化醪泵入过滤槽后,开启耕刀搅拌均匀,使麦糟下沉形成过滤层。
3)、过滤开始,打开麦汁排出阀,然后迅速关闭。
此操作重复几次。
4)、过滤开始,麦汁排出阀小开,控制流速,然后根据麦汁的流速逐步开大。
5)、过滤一段时间,麦汁流速逐步减小,此时应开动耕刀。
6)、待露出麦糟时,打入热水进行洗糟。
第一次洗糟用水40L(78℃),第二次洗糟用水35L(78℃)。
7)、洗糟完毕,打开排糟孔进行排糟。
7煮沸、当煮沸锅的麦汁达到120升时,打开电源开关进行加热,打开上方的排气阀。
当温度达到100℃时,第一次添加50%酒花共40g,半个小时后,第二次添加50%酒花共40g,然后再煮沸60分钟。
8 回旋煮沸结束后,用旋流泵将麦汁打入到回旋沉淀槽中,静止30min.9 发酵罐清洗消毒称取1.5公斤的NaOH,倒入有50升水的碱水锅中,加热到80度,通过CIP将碱水打入发酵罐中,打入时,用木棍将发酵罐上方的排气孔打开,以免碱水喷出。
保温一段时间,开启移动泵将碱水放掉。
然后通过CIP打入少量清热水,再用移动泵将清水泵出,反复这样清洗,至少用掉2锅水清洗发酵罐才算洗干净。
10 麦汁冷却1) 预先制备好冰水,冰水温度2~4℃。
向冰水箱内加满水,开动搅拌电机, 冰水箱内的水与酒精水会热传递,温度下降.2)、开启凉水泵和酒水泵,使冰水达到交换器后,然后缓慢开启麦汁出口阀门,使麦汁达到工艺要求的温度。
同时进行麦汁充氧和添加酵母。
11 接种用75%酒精在发酵罐上方,接种口处,钳子和酵母培养瓶口周围喷洒后,旋开接种口,再在接种口玻璃上喷75%酒精,将10 L的酵母培养物倒入发酵罐内,再在盖子的玻璃喷75%酒精,盖在接种口,旋上盖子。
3、发酵控制3.1 发酵过程温度控制发酵温度为12℃±0.5℃,当糖度降至6.0-6.5时,温度降至10℃±0.5℃,期间,每天将二氧化碳气体放掉,当糖度降至3.2-3.4时,封罐。
控制罐压在0.09-0.11MPa,当双乙酰还原到0.06mg/L以下时,降温至4度,保温1天,然后温度降至0度,保温4天。
酒精水温度设置同“发酵罐发酵温度设置”,酒精水温度一般设置在-5℃----0℃.4、实验数据及处理图1上图是实验过程中所测到的糖度,菌数和双乙酰的含量的数据的统计表。