五金冲压连续模设计规范(间隙标准)
冲压模具公差及间隙标准

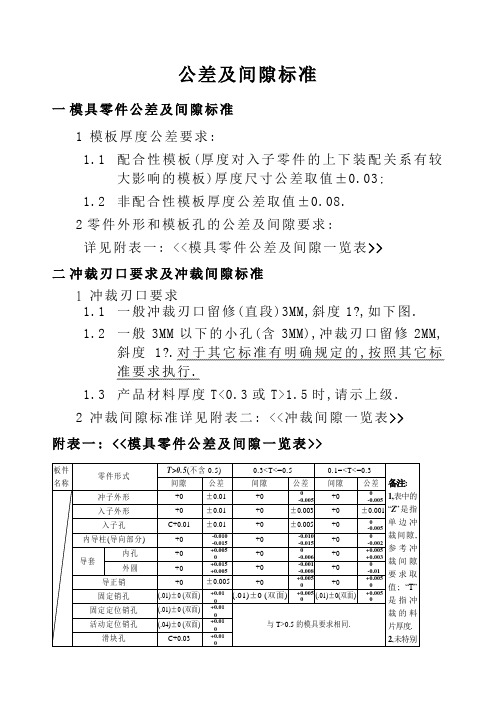
公差及间隙标准
一模具零件公差及间隙标准
1 模板厚度公差要求:
1.1 配合性模板(厚度对入子零件的上下装配关系有较
大影响的模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1?,如下图.
1.2 一般3MM以下的小孔(含3MM),冲裁刃口留修
2MM,斜度1?.对于其它标准有明确规定的,按照其
它标准要求执行.
1.3 产品材料厚度T<0.3或T>1.5时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条件
(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示上
级.。
冲压模具公差及间隙标准

公差及空隙标准一模具零件公差及间隙标准1模板厚度公差要求 :配合性模板(厚度对入子零件的上下装配关系有较大影响的模板)厚度尺寸公差取值± 0.03;非配合性模板厚度公差取值± 0.08.2零件外形和模板孔的公差及空隙要求 :详见附表一 : << 模具零件公差及间隙一览表 >>二冲裁刃口要求及冲裁间隙标准1冲裁刃口要求一般冲裁刃口留修(直段)3MM,斜度1?,以下图.一般3MM以下的小孔(含3MM),冲裁刃口留修2MM,斜度1?.对于其它标准有明确规定的 , 依照其他标准要求执行 .产品材料厚度或时,请示上级.2冲裁间隙标准详见附表二 : << 冲裁间隙一览表 >>附表一 : << 模具零件公差及空隙一览表 >>( 不含 0.5)板件零件形式名称空隙公差空隙公差空隙公差备注:冲子外形+0 ±+0 0 +0 0 1, 表中入子外形+0 ±+0 ±+0 ±入子孔 ± +0 ± +0 0 的 内导柱 ( 导向部分 ) +0 +0+0 0“Z ” 导套内孔 +0 +0 0 +0外圆 +0+0 +0 0是指单导正销 +0±+0+0固定销孔 (.01) ±0 +0.01(.01)±0 (双面(.01)± 边冲裁固定定位销孔 (.01) ±间 隙 ,活动定位销孔(.04) ±0与的模具要求相同.滑块孔参照冲滑块 +0 ±案内消孔±裁空隙冲孔、切边、半剪 +Z ± ZC+ZCC+要求取切边部分挡刀直壁 +0+0 下导正销逃孔 (.20) ±0 ±± ±值 ;模 ±( 内导柱孔 ( 不用导 (.01) +0 0公 模板内导套孔 (.01) ±0 母 下料母模外形 +0模)下料公模外形-ZC冲孔母模外形 +ZC冲孔公模外形 +0一般冲子导向孔打 内导柱孔 ( 不用导(.01) ±0打板内导套孔(.01) ±0 板成形模内打外形冲孔落料复合模不共享内打冲孔落料复合模共享内打外冲孔落料复合模不共享-Z+0外打.03 夹 冲子固定孔导正销固定孔 板内导柱孔 ( 不用导 (.01) ±0 冲子及导柱消孔 +1(设计定) 打背内打背外形 -1( 设计定) 下垫 落料孔+1(设计定) 下模 落料孔+1.5(设计±0 “T ”±± 与的模具要求相同.是指冲 ±裁的料±片 厚 +0 0 0度.±0 ±±与的模具要求相同.2, 未特±别注明 ±+0.01 的 , 都+0.01 (.01) ±0 ( 双 ± +0 ± 是指单与的模具要求相同. 边 间 隙.附 表二 : << 冲 裁间 隙一 览表 >>I. “ CRS/GI/不 锈 钢 ” 料料厚 TT≦0.5<T ≦材质CRS 工程模和连续模: 一律取 5%T工程模: 一律取 7%T 请示上级GI/ 不锈7%T钢连续模: 一律取 10%TII.“ 铝” 料料厚 T0.5<T<1. 1.5<T<3.T≦ 1.0 ≦ T≦T≧0 0材质铝请示上级5%T 4%T 3%T 2%T注: 1. 上表所列间隙值均是指单边冲裁间隙 Z.2.冲裁间隙 Z 的取值与冲裁的料片材质、厚度及生产条件 ( 模具形式等 )有关 .3.未作注明者均不区分模具形式是工程模 / 连续模 .4.对于 3MM 以下小孔 , 当冲裁的料片材质为 GI 或不锈钢 /CRS/ 铝时 , 单边冲裁间隙 Z=10%T.5.冲裁的料片材质上表未列出时 ( 如铜 ), 冲裁空隙请示上级 .。
五金冲压模具间隙分析及模具结构设计(二)

五金冲压模具间隙分析及模具结构设计(二)一、模具的刃磨1、模具刃磨的重要性定期刃磨模具是冲孔质量一致性的保证。
定期刃磨模具不仅能提高模具的使用寿命而且能提高机器的使用寿命,要掌握正确的刃磨时机。
2、模具需要刃磨的具体特征对于模具的刃磨,没有一个严格的打击次数来确定是否需要刃磨。
主要取决于刃口的锋利程度。
主要取决于刃口的锋利程度。
主要由以下三个因素决定:(1)检查刃口的圆角,如果圆角半径达到R0.1毫米(最大R值不得超过0.25mm)就需要刃磨。
(2)检查冲孔质量,是否有较大的毛刺产生。
(3)通过机器冲压的噪声来判断是否需要刃磨。
注:刃口边缘部变圆或刃口后部粗糙,也要考虑刃磨。
3、刃磨的方法:模具的刃磨有多种方法,可采用专用刃磨机,也可在平面磨床上实现。
冲头、下模刃磨的频度一般为4:1,刃磨后请调整好模具高度。
4、刃磨规则:模具刃磨时要考虑下面的因素:(1)刃口圆角在R0.1-0.25mm大小情况下要看刃口的锋利程度。
(2)砂轮表面要清理干净。
(3)建议采用一种疏松、粗粒、软砂轮。
如WA46KV。
(4)每次的磨削量(吃刀量)不应超过0.013mm,磨削量过大会造成模具表面过热,相当于退火处理,模具变软,大大降低模具的寿命。
(5)刃磨时必须加足够的冷却液。
(6)磨削时应保证冲头和下模固定平稳,采用专用的工装夹具。
(7)模具的刃磨量是一定的,如果达到该数值,冲头就要报废。
如果继续使用,容易造成模具和机器的损坏,得不偿失。
(8)刃磨完成后,边缘部分要用油石处理,去掉过分尖锐的棱线。
(9)刃磨完后,要清理干净、退磁、上油。
注:模具刃磨量的大小主要取决于所冲压的板材的厚度。
二、冲头使用前应注意1、存放(1)用干净抹布把上模套里外擦干净。
(2)存放时小心表面不要出现刮痕或凹痕。
(3)上油防锈。
2、使用前准备(1)使用前彻底清洁上模套。
(2)查看表面是否有刮痕、凹痕。
如有,用油石去除。
(3)里外上油。
3、安装冲头于上模套时应注意事项(1)清洁冲头,并给其长柄上油。
五金冲压模类品质规范

度超过150mm,下模板厚度约32mm;冲孔长度不超过500mm,
下模板厚度约38mm以上。
3-2-2下料模:【切断力﹦边长×厚度×30(抗剪压力)】。切断力15吨
以下,下模板厚度约25mm;切断力30吨以下,下模板厚度约
32mm;切断力50吨以下,下模板厚度约38mm;切断力100吨
品无明显压伤﹑拉伤﹑刮伤,毛边要在产品图面要求之内。
3-4-4主要模板要做统一基准角加工,方便以后维修。
3-5产品料带搭边及排版
3-5-1产品料带搭边及排版需设计在业内范围内(模具设计规范)。
3-5-2异形产品排版要做到材料最大利用,以节约素材﹑提高利用率,
(如对排﹑反正排法等等)。
四﹑定位销﹑定位块
3-4功能﹑结构﹑精度
3-4-1模具设计结构要合理,产品长度在100mm~120mm以下可用2
支辅助导柱,120mm以上者则用4支辅助导柱以确保模具使用
稳定性。
3-4-2冲压生产出的产品所有尺寸要在图面要求公差之内及图面所标
有特殊要求之内。
3-4-3要出料顺畅﹑无卡料﹑不脱料等状况。公母模间隙要合理,产
3-3材质
3-3-1母模板及公模板﹑冲孔是模具主要部件,产品在1万次以内可
以用Cr12mov (淬火硬度在HRC 58°~ 60°之间)。
3-3-2 1万次以上~5万次以下用国产的SKD11材料(硬度需求在58°
~61°之间)。
3-3-35万次以上用进口SKD11或同等品质的度速钢(硬度要求在59°~62°之间)。
以下,下模板厚度约50mm;切断力100吨以上,下模板厚度约
64mm。
五金冲压连续模设计规范

五金冲压连续模设计规范五金冲压连续模具设计是五金冲压工艺中的重要环节,直接关系到产品的质量和生产效率。
在连续模设计中,外导柱是一个关键部件,对模具的使用寿命和性能有着重要影响。
下面将介绍五金冲压连续模设计规范中外导柱的设计要点和注意事项。
一、设计要点:1.外导柱的定位准确性:外导柱是模具中的一个定位部件,它的定位准确性直接影响到模具的装配准确性和工作稳定性。
设计时应确保外导柱的尺寸和位置与其他定位部件匹配,达到精准定位的效果。
2.外导柱的刚度和稳定性:外导柱在模具工作过程中承受着较大的冲击载荷,因此其刚度和稳定性非常重要。
设计时应选择合适的材料和加工工艺,使外导柱具有足够的强度和刚度,以保证模具的工作稳定性和寿命。
3.外导柱的表面处理:外导柱与模具中其他部件的接触面积较大,表面粗糙度和润滑性对模具的使用寿命有着直接影响。
设计时应考虑外导柱的表面处理,如镀硬铬、磨削和润滑油脂等,以减少摩擦和磨损,提高模具的使用寿命。
4.外导柱的维护性和更换方便性:外导柱在使用过程中可能会出现磨损或其他故障,因此应考虑其维护性和更换方便性。
设计时应合理安排外导柱的位置和固定方式,以便于维护和更换。
二、设计注意事项:1.外导柱的长度和直径:外导柱的长度和直径应根据模具的具体要求进行选择,通常情况下,外导柱的长度应该略长于模具厚度的一半,直径应根据外导柱所承受的载荷和工作环境选择合适的尺寸。
2.外导柱的材料选择:外导柱材料的选择应考虑载荷、磨损和使用环境等因素。
通常情况下,外导柱应选择高强度的合金钢或工具钢,有些情况下还可以选择高速钢或硬质合金。
3.外导柱的固定方式:外导柱的固定方式应选择可靠且易于调整的方式,以便于实现模具的定位和调整。
通常情况下,可以采用螺纹固定、精确磨削或锁销等方式进行固定。
4.外导柱的润滑方式:外导柱与其他模具部件之间的间隙应适当设计,并配备润滑油脂或润滑剂,以减少摩擦和磨损。
外导柱还可以设计润滑孔或油管,方便润滑油脂的补充和更换。
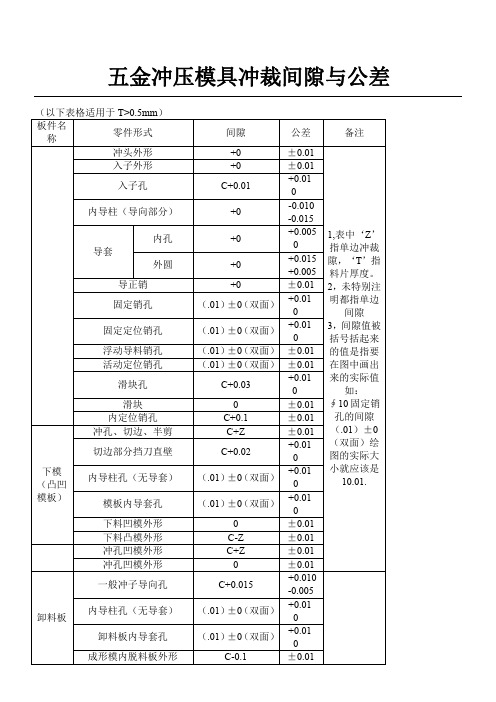
五金冲压模具冲裁间隙与公差
+0
±0.01
入子孔
C+0.01
+0.01
0
内导柱(导向部分)
+0
-0.010
-0.015
导套
内孔
+0
+0.005
0
外圆
+0
+0.015
+0.005
导正销
+0
±0.01
固定销孔
(.01)±0(双面)
+0.01
0
固定定位销孔
(.01)±0(双面)
+0.01
0
浮动导料销孔
(.01)±0(双面)
±0.01
固定板
冲子固定孔
C+0.02
±0.01
导正销固定孔
C+0.01
+0.01
0
内导柱固定孔(无)
(.01)±0(双面)
+0Leabharlann 010脱料板、脱料垫板
冲子及导柱销孔
+1
+0.1
0
内脱料板外形
+1
+0.1
0
下垫板
落料孔
+1
+0.1
0
下模座
落料孔
+1.5
±0.01
上表中Z值取值依下表所列:
G1,EG,SGCC, SECC、 CRS、SPCC材质
活动定位销孔
(.01)±0(双面)
±0.01
滑块孔
C+0.03
+0.01
0
滑块
0
±0.01
内定位销孔
C+0.1
冲压模具公差及间隙标准
公差及间隙标准
一模具零件公差及间隙标准
1 模板厚度公差要求:
1.1 配合性模板(厚度对入子零件的上下装配关系有较
大影响的模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1?,如下图.
1.2 一般3MM以下的小孔(含3MM),冲裁刃口留修2MM,
斜度1?.对于其它标准有明确规定的,按照其它标
准要求执行.
1.3 产品材料厚度T<0.3或T>1.5时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条件
(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示上
级.。
冲压模具结构连续模步骤(设计标准)
2021/10/10
2
2. SECC
(1).电镀锌钢板是一般的冷轧钢板在连续电镀锌产线 电镀及各种后处理后的产品。
经过脱脂、酸洗、
(2).SECC与SPCC一样,根据拉伸等级分为SECC、SECD、SECE。
(3).SECC的特点是自身带有镀锌层,防腐蚀性能良好,可以直接作为产品的外 观件,所以近几年来,在电子行业广泛应用并逐步取代SPCC。缺点是断口 容易生锈。
(如图2)﹔ c. 适用于需快速装卸的大中型滑块﹐依靠滑块底部的限位板
限位(如图3)﹔ d. 适用于需要滑块在接触料片前先复位的场合﹐靠滑块中的
顶料销作用﹐先將滑块复位﹐顶料销长度通常为7mm﹐浮出 端面2.0mm﹐选用紅色扁线弹簧。(如图4) e. 适用于要求中间垂直p上下运动﹐左右滑块水平运动的块合 ﹐中间滑块依靠內导柱导向﹐左右滑块用等高套筒限位﹐ 等高套筒长度取夾板厚度加0.5mm。(如图5)
2021/10/10
16
(2). 外側尺寸加算法:弯曲处很多时的计算法是先將外侧尺寸全 部加算,从其和減去取決于板厚和弯曲半径两要素的伸长量。
2021/10/10
17
四. 冲压模具常用标准化结构
1. 压线入子结构 压线的目的: (1). 材料预变形,减少折弯时的阻力,使折弯时的尺寸更为准确。 (2). 防止折弯时产生的拉料变形。
外形冲切加工其外形尺寸由母模决定,母模在冲切过程中 会不断磨损,所以产品尺寸会越来越小,为了提高产品的尺 寸精度,提高模具使用寿命,重组值应取小于公差中央值, 一般取公差公差负侧的50%~70%。
b. 孔尺寸之重组值
冲孔尺寸由冲头决定,由于冲头会不断磨损,使得冲孔 不断减小,所以冲孔的重组值取公差正侧的50%~70%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
項目
內容
UP
UB
PH
PPS
PS
DIE2
DIE
PS2
PH2
LB
LP
沖頭
+0.01
+1.0
+0.01
6%t直3.0錐1度
(下模刀口)
+1.0
+1.5
固定入塊
+0.005
+0.005
活動入塊
+0.015
浮升塊
+0.050
浮升引導銷
+0.015
浮升兩用銷
+0.015
頂料銷
+0.1
頂杆
+1.0
+1.0
+1.0
+1.0
合銷
+0.005
+0.5
+0.010
+0.010
+0.010
+0.005
輔助導柱
+0.010
+1.0
+0.008
+0.008
+0.008
+0.008
+0.010
輔助導套
+0.008
+0.008
外導套
+2.5
外導柱
+0.05
等高套筒
+0.5
+0.5
+0.5
+0.5
+0.5
+0.5
+0.5
螺絲
+0.5
+0.5
+0.5
+0.5
(+0.5)
+0.5
+0.5
(+0.5)
+0.5
+0.5
+0.5
類別:技術標準
制定日期:2002/06/11
版次:A
共1頁第1頁
五金冲压连续模具设计规范
零件與模板間隙設計標準
文件編號:SB-B0030
一.目的返回上頁
推行作業標准化﹐實現模具設計快速統一。
二.適用范圍
沖模設計
三.內容
1.為便于設計及加工的統一﹐在模具設計時﹐對模具零件與模板之間的間隙加以一定的規
定﹐據體請參考下表。此表以材料厚度在0.6mm以上﹐間隙取值為Cmm/單邊。薄材請依據料厚