粗纱工艺设计与计算共17页
工艺试纺工艺计算

工艺试纺工艺计算(1)一、工艺设计(一) 产品品种:20s 、30s 、32s 、40s 、45s 、60s 全棉纱 以32s 为例:全棉纱(22.1832583=tex ) 工艺流程 开清棉 梳棉 并条 粗纱 细纱 (A076C ) (FA204C ) (FA305C ) (FA422) (EJM128K )(三)各工序半制品的定量、牵伸倍数、并合数的确定1、 实际牵伸棉卷干定量:373.27 g/m纺纱需要实际牵伸倍数:2.22228100022.18%)5.81(27.373E =⨯+⨯= 2、 各机械牵伸倍数的分配与半制品定量的选择根据机器传动图,采用“抓两头带中间”方法计算。
(1)FA204C 梳棉机牵伸范围:55~110倍。
纯棉一般采用85~115倍。
化纤采用100~120倍 牵伸效率:106~108% 选η=107%A. 小压辊出条速度:V1(m/min )V1 = 60fd/3×94%×(18~22)/40×31/31×95/66×60π×1/1000 = (2.295~2.805)fd fd ——道夫电机频率。
车上电机端齿轮Z=22V1=2.805fdB. 喂入辊速度:n = 60fw/2×98%×1/80×18/53=0.1248fw (r/min )(纺棉)V2 = n ·π·70×1/1000 = 0.1248fw ×70π×1/1000 = 0.02745 fw (m/min ) fw ——给棉罗拉电机频率。
V2——给棉罗拉线速度。
C . 总牵伸倍数E (小压辊~棉卷罗拉)= V1 / V2 =2.805fd / 0.02745 fw = 102.186 fd / fwD. 生条定量:选22.7(g / 5m )84.76%10715/7.2227.3731E E =⨯=η⨯=实际机械 设道夫工作频率fd = 30 HZ ( 车上fw =40 ) 则:给棉罗拉电机频率fw =4084.7630186.102=⨯ HZ (2)FA305C 并条机(头并)牵伸范围:5.06~9.50倍。
纺纱工艺计算
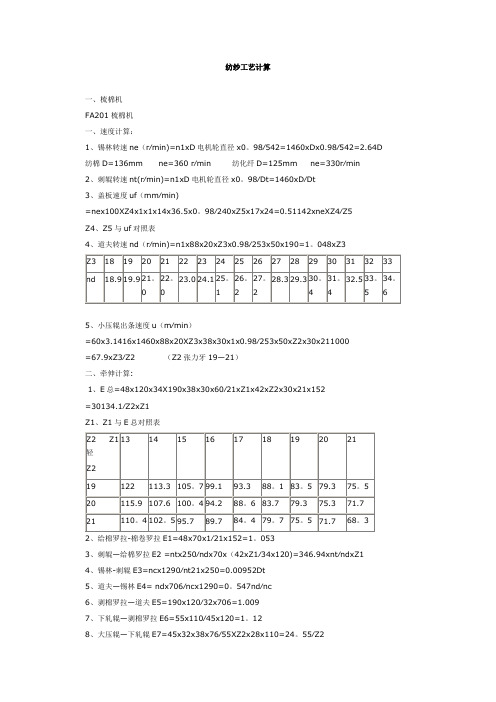
纺纱工艺计算一、梳棉机FA201梳棉机一、速度计算:1、锡林转速ne(r∕min)=n1хD电机轮直径х0。
98∕542=1460хDх0.98∕542=2.64D 纺棉D=136mm ne=360 r∕min纺化纤D=125mm ne=330r∕min2、刺辊转速nt(r∕min)=n1хD电机轮直径х0。
98∕Dt=1460хD∕Dt3、盖板速度uf(mm∕min)=neх100ХZ4х1х1х14х36.5х0。
98∕240хZ5х17х24=0.51142хneХZ4∕Z5Z4、Z5与uf对照表4、道夫转速nd(r∕min)=n1х88х20хZ3х0.98∕253х50х190=1。
048хZ35、小压辊出条速度u(m∕min)=60х3.1416х1460х88х20ХZ3х38х30х1х0.98∕253х50хZ2х30х211000=67.9хZ3∕Z2(Z2张力牙19—21)二、牵伸计算:1、E总=48х120х34Х190х38х30х60∕21хZ1х42хZ2х30х21х152=30134.1∕Z2хZ1Z1、Z1与E总对照表3、刺辊—给棉罗拉E2 =ntх250∕ndх70х(42хZ1∕34х120)=346.94хnt∕ndхZ14、锡林-刺辊E3=ncх1290∕nt21х250=0.00952Dt5、道夫—锡林E4= ndх706∕ncх1290=0。
547nd∕nc6、剥棉罗拉—道夫E5=190х120∕32х706=1.0097、下轧辊—剥棉罗拉E6=55х110∕45х120=1。
128、大压辊—下轧辊E7=45х32х38х76∕55ХZ2х28х110=24。
55∕Z29、小压辊—大压辊E8=28х30х60∕30Х21х76=1.053三、产量计算:G= ndх60х190х38х30х60х3。
1416хgх1∕Z2х30х21х1000х1000х5 =0.778 gхnd∕Z2(g—生条定量g∕5m)梳棉机各部位隔距(纺纯棉中特纱)FA204梳棉机 一、速度计算: 二、牵伸计算:1、 E 总=E 小压辊—棉卷罗拉=V1∕V2=(2.295或2.805)fd/0.02745fw =83。
07第二章 第七节 粗纱
三、粗纱机工艺流程
1、喂入机构 2、牵伸机构 3、加捻机构 4、卷绕成形机构
加压装置
• 粗纱加压装置: 弹簧摇架加压 装置、气动加 压装置ຫໍສະໝຸດ 左:弹簧加压 右:气动加压
牵伸装置
三罗拉双短皮圈牵伸
三罗拉长短皮圈牵伸 四罗拉D型牵伸 四罗拉 型牵伸
四、工艺配置
1、粗纱定量(g/10m) 一般为2~6 g/10m 2、牵伸倍数 (1)总牵伸倍数:根据细纱的线密度、细纱牵伸 倍数以及熟条定量决定。 一般为5~15倍 (2)牵伸分配 根据粗纱机的牵伸形式和总牵伸倍数而定。 后区:张力牵伸,偏小掌握, 1.08 ~1.35 主区:承担较高的牵伸倍数
4 捻幅 纱线截面上的一点在单位长度内转过的弧长。
PA = AA = tan β
/
5 捻系数 用途:反映纱线加捻的程度。 用途:反映纱线加捻的程度。
计算公式: 特数制捻系数α 计算公式: 特数制捻系数 tex = Ttex
NT
Tm 公制捻系数α 公制捻系数 m = Nm Te 英制捻系数α 英制捻系数 e = Ne 意义: 意义: ①影响纱线结构的紧密程度——纺织品设计时必须考虑。 ②影响加捻纱条的长度缩短程度——影响“捻缩”程度
熟 条
粗 纱
Zinser RO-WE-MAT 670内置式自 动落纱粗纱机
HY495型全自动落纱棉纺电脑粗纱 型全自动落纱棉纺电脑粗纱 机
二、粗纱机的发展 (一)竖锭式粗纱机 A454、A456 、 (二)悬锭式粗纱机 FA401、FA421、FA423、FA425、 FA401、FA421、FA423、FA425、 FA458、FA481、FA491、FA492、FA493、 、 、 、 、 、 FA494、HY493 、
纺纱学-粗纱
一、粗纱工序的任务
1.牵伸
2.加捻
将熟条抽长拉细,施以5~12倍的牵伸, 并进一步改善纤维的平行伸直度与分离度。
将牵伸后的须条加上适当的捻度,使粗 纱具有一定的强力,以承受粗纱卷绕和在细纱机 上退绕时的张力,防止意外伸长。
3.卷绕与成形
将加捻后的粗纱卷绕在筒管上, 制成一定形状和大小的卷装,便于搬运、贮存, 并适应细纱机的喂入。
(二)粗纱卷绕的条件 为了将管纱绕成上述的形状,粗纱卷绕时, 必须符合以下四个条件:
1.筒管与锭翼有相对运动
2.管纱的卷绕速度与卷绕直径成反比 3.下龙筋的升降速度与管纱的卷绕直Fra bibliotek径成反比
4.下龙筋的升降动程逐层缩短
1.筒管与锭翼有相对运动
一般筒管和锭翼的回转方向一致, 因而两者回转速度应有差异,两者
① 粗纱的捻度不变,即 Ns和VF不变。 ②因DX由小变大,所 以Nb将随DX的增大而减 小。 ③由此可见,Nb是由恒 速的Ns和变速的卷绕转速 VF/π·Dx两部分速度合成 的,而合成的结果仍是变 速。 ④在一落纱的时间内, 锭翼(子)转速不变,筒 管转速和卷绕转速随卷绕 直径的增大而逐层减小; 同一纱层里,筒管转速和 卷绕转速不变。
在一落纱
的时间内, 龙筋升降速
度随卷绕直
径的增加而
逐层减小;
同一层内, 龙筋升降速 度不变。
的转速之差为卷绕转速,即:
管导: 翼导: NW=Nb-Ns NW=Ns -Nb
式中:Nb——筒管转速(r/min) Ns——锭翼转速(r/min) NW——卷绕转速(r/min) 在棉纺粗纱机上,一般都采用管导
式,即Nb>Ns。
2.管纱的卷绕速度与卷绕直径成反比
太行426粗纱机工艺计算
太行426粗纱机工艺计算一、引言粗纱机是纺织工业中的重要设备,用于将纤维原料加工成粗纱。
以太行426粗纱机是一种常用的粗纱机型号,本文将介绍以太行426粗纱机的工艺计算方法。
二、工艺计算方法以太行426粗纱机的工艺计算主要包括纺纱速度、捻度和纺纱效率的计算。
下面将分别介绍这三个方面的计算方法。
1. 纺纱速度计算纺纱速度是指纺纱机在单位时间内纺出的纱线长度。
以太行426粗纱机的纺纱速度计算公式如下:纺纱速度 = 纱线齿轮转速× 纱线齿轮直径× π其中,纱线齿轮转速是指纱线齿轮每分钟转动的圈数,纱线齿轮直径是指纱线齿轮的直径,π是圆周率。
2. 捻度计算捻度是指纱线中单位长度的扭转数。
以太行426粗纱机的捻度计算公式如下:捻度 = 纺纱速度 / 纱线线密度其中,纱线线密度是指单位长度内的纱线质量。
3. 纺纱效率计算纺纱效率是指纺纱机在工作过程中的生产效率。
以太行426粗纱机的纺纱效率计算公式如下:纺纱效率 = (实际纺纱速度 / 理论纺纱速度)× 100%其中,实际纺纱速度是指纺纱机在实际工作中的纺纱速度,理论纺纱速度是指纺纱机在理想状态下的纺纱速度。
三、实际应用举例以太行426粗纱机工艺计算的具体应用可以通过以下实例进行说明。
假设以太行426粗纱机的纱线齿轮转速为1000转/分钟,纱线齿轮直径为0.5米,纱线线密度为0.02g/m,实际纺纱速度为800米/分钟。
根据上述计算公式,可得到以下结果:1. 纺纱速度计算:纺纱速度= 1000 × 0.5 × π ≈ 1570.8米/分钟2. 捻度计算:捻度= 1570.8 / 0.02 ≈ 78540扭/米3. 纺纱效率计算:纺纱效率 = (800 / 1570.8)× 100% ≈ 50.9%四、总结以太行426粗纱机的工艺计算是纺织工业中不可或缺的一部分。
通过纺纱速度、捻度和纺纱效率的计算,可以为生产提供准确的数据支持,提高生产效率和产品质量。
粗纱工艺设计
罗拉握持距 整理区:35mm; 主区:49mm; 后区:55mm
捻系数 设计为105。
锭数 初定为1000 r/min
2、速度计算
3、粗纱定量计算及线密度计算
4、牵伸计算27127 Nhomakorabea22671.2
3.23
19.38
主要速度
变换轮
定额产量
锭速 前罗拉 (r/ (r/mi min) n)
主轴皮带盘 中心牙
D(mm)
Z3
轻重牙Z7
后牵伸牙Z8
捻度阶段齿 轮 Z2/Z1
张力牙 Z5/Z4
升降齿轮 牙Z11
Kg/(台· h)Kg/(台· 天)
1013 305.08
169
200
48
41
41
91/82
23/30
TJFA458 A
7.0
牵伸分配(倍)
整理 主区 后区
7.49
7.0
759.5
6.29
6.48
1.03 105
3.81
罗拉握持距(mm)
整理 主区
后区
皮辊加压(N/双锭) 皮圈钳口(mm)
整×前×中×后
卷绕密度
轴向 (圈/cm)
径向 (层/cm)
1.05 5.535 1.15
35
49
55
6.5
90×200×150×150
减小粗纱意外伸长率; ✓ 合理使用集合器、喇叭口,安装高效假捻器,降低断头率,减
少飞花和纱疵。
粗纱工艺设计内容
—牵伸工艺参数 粗纱定量 总牵伸倍数 牵伸分配等
纺纱工艺设计及计算学案
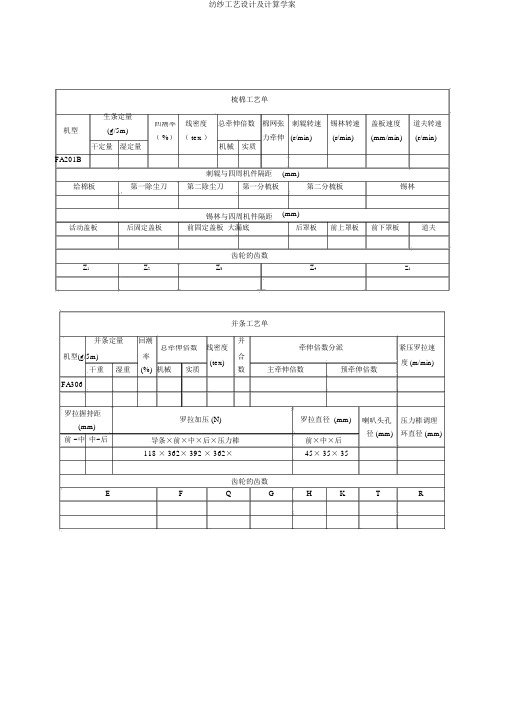
梳棉工艺单生条定量线密度总牵伸倍数 棉网张 刺辊转速锡林转速 盖板速度 道夫转速机型回潮率(g/5m)( tex )力牵伸 (r/min)(r/min)(mm/min)(r/min)( %) 机械 干定量 湿定量实质FA201B刺辊与四周机件隔距(mm)给棉板 第一除尘刀第二除尘刀第一分梳板 第二分梳板锡林活动盖板后固定盖板锡林与四周机件隔距前固定盖板 大漏底(mm)后罩板前上罩板前下罩板道夫齿轮的齿数Z 1Z 2Z 3Z 4Z 5并条工艺单并条定量回潮线密度 并 牵伸倍数分派紧压罗拉速 机型(g/5m)总牵伸倍数合 率(tex)度 (m/min)干重湿重(%) 机械实质数主牵伸倍数预牵伸倍数FA306罗拉握持距罗拉加压 (N)罗拉直径 (mm) 喇叭头孔压力棒调理(mm)径 (mm) 环直径 (mm)前 ~中 中~后导条×前×中×后×压力棒 前×中×后118 × 362× 392 × 362×45× 35× 35齿轮的齿数EFQGHKTR粗纱工艺单粗纱定量回潮 总牵伸倍数 后区 线密度 捻度 (捻 罗拉握持距 (mm)机型(g/10m) 牵伸 率 (%)(tex)回 /10cm)捻系数干重湿重倍数 前 ~中中 ~后机械 实质TJFA458A罗拉加压罗拉直径径向卷绕密度 转速 (r/min)(daN/ 双锭 )轴向卷绕密(mm)( 层 /10cm)前×中×后度 ( 圈 /10cm)前罗拉转速 锭翼转速前×中×后会合器口径(宽×高 )(mm)钳口隔齿轮的齿数前区后区喂入距 (mm) Z1Z Z Z 4ZZZZZZ ZZZ235678910111214细纱工艺单机型细纱定量 (g/100m) 实质回潮率公定回潮 总牵伸倍数 后区牵伸 线密度 捻度(捻 捻系数捻向干重湿重(%)率 (%)机械实质倍数(tex)/10cm)FA507B罗拉中心距 (mm) 罗拉加压 (daN/ 双锭 )罗拉直径 (mm)钢领钢丝圈 转速 (r/min)前 ~中中 ~后 前×中×后前×中×后型号直径 (mm)型号号数前罗拉 锭速钳口隔 卷绕圈距 级升隔距电机盘节径主轴盘节 后区牵 牵伸对牙捻度对牙撑头牙 卷绕对牙距(mm) 径 (mm)伸齿轮距 (mm)(mm)块n(mm) DDZZZZZZZ26122925341213梳棉工艺设计与计算内容一、设计梳棉生条定量及牵伸倍数1、计算实质牵伸倍数给定棉卷定量为370g/m棉卷定量5 E实质估=G生条估2、计算机械牵伸倍数E 实质估E机械估=1落棉率给定落棉率为3%依据设施说明书:E机械30.1341 z 2z1Z2, Z1 的齿数选择见下表:Z2 Z1131415161718192021 191222021从上表中查到与计算机械牵伸倍数最靠近的牵伸倍数是,即 E 机械=相应的Z1, Z2 分别是。
第六章粗纱
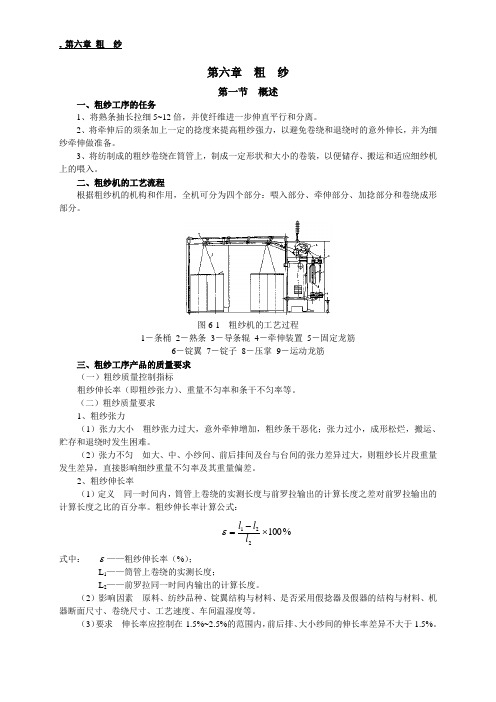
第六章 粗 纱第一节 概述一、粗纱工序的任务1、将熟条抽长拉细5~12倍,并使纤维进一步伸直平行和分离。
2、将牵伸后的须条加上一定的捻度来提高粗纱强力,以避免卷绕和退绕时的意外伸长,并为细纱牵伸做准备。
3、将纺制成的粗纱卷绕在筒管上,制成一定形状和大小的卷装,以便储存、搬运和适应细纱机上的喂入。
二、粗纱机的工艺流程根据粗纱机的机构和作用,全机可分为四个部分:喂入部分、牵伸部分、加捻部分和卷绕成形部分。
图6-1 粗纱机的工艺过程1-条桶 2-熟条 3-导条辊 4-牵伸装置 5-固定龙筋6-锭翼 7-锭子 8-压掌 9-运动龙筋三、粗纱工序产品的质量要求 (一)粗纱质量控制指标 粗纱伸长率(即粗纱张力)、重量不匀率和条干不匀率等。
(二)粗纱质量要求 1、粗纱张力(1)张力大小 粗纱张力过大,意外牵伸增加,粗纱条干恶化;张力过小,成形松烂,搬运、贮存和退绕时发生困难。
(2)张力不匀 如大、中、小纱间、前后排间及台与台间的张力差异过大,则粗纱长片段重量发生差异,直接影响细纱重量不匀率及其重量偏差。
2、粗纱伸长率(1)定义 同一时间内,筒管上卷绕的实测长度与前罗拉输出的计算长度之差对前罗拉输出的计算长度之比的百分率。
粗纱伸长率计算公式:%100221⨯-=l l l ε 式中: ε——粗纱伸长率(%);L 1——筒管上卷绕的实测长度;L 2——前罗拉同一时间内输出的计算长度。
(2)影响因素 原料、纺纱品种、锭翼结构与材料、是否采用假捻器及假器的结构与材料、机器断面尺寸、卷绕尺寸、工艺速度、车间温湿度等。
(3)要求 伸长率应控制在-1.5%~2.5%的范围内,前后排、大小纱间的伸长率差异不大于1.5%。
3、重量不匀率、条干不匀率萨氏条干不匀率、重量不匀率影响细纱的均匀度,应控制在一定范围内。
表6-1 粗纱质量参考指标纺纱类别Y311型单根喂入条干不匀率(%)重量不匀率(%)粗纱伸长率(%)纯棉纱粗特<40 <1.1 1~2.5中特<35 <1.1 1~2.5 细特及特细特<30 <1.1 1~2.5 精梳纱<25 <1.3 1~2.5 化纤混纺纱<25 <1.2 -1.5~+1.5第二节粗纱机的喂入牵伸机构与牵伸工艺一、粗纱机的喂入机构机构:分条器、导条辊、导条喇叭。