现行装配流程图
装配式建筑施工工艺流程图及测量放线制图标准
3、本表总尺寸为39600X37620(长X高),表格距离图框边线为891并且位置居中。
4、本表安排施工周期为六天一轮回,如有第七天、第八天请自行复制加行。
技术说明: 1、标准层单个构件吊装时间应符合以下规定:(1)外墙板为15-20分钟一块,预制外剪力墙板为2530分钟一块;内墙板、隔墙板为15分钟一块;叠合梁和叠合楼板为12分钟一块;楼梯梯段吊装为15 分钟每块;(2)模板吊装构件长度大于2.5米为10分钟一块,其余为6分钟每块安排;(3)剪力墙 混凝土吊装为1.5方量每次,每次每斗为20分钟;楼板混凝土每斗每次为10分钟每次; 2、第一块外墙板吊装应优先选择靠近楼梯口处大阴阳角处开始;吊装优先吊装外墙板,其次叠合梁 、内墙板,隔墙板和叠合楼板吊装安排在剪力墙混凝土浇筑完毕进行;楼梯梯段吊装根据项目情况而 定。 3、大模板吊装时间可以根据项目实际情况穿插在未吊装墙板的时间段内。 4、剪力墙钢筋绑扎、楼板钢筋绑扎为20平方/每人每工日,模板安拆为15平方/每人每工日,水电预 埋为50平方/每人每工日,支撑搭设为100平方(标准层面积)/每个人每工日。 5、第六代预制剪力墙灌浆必须在剪力墙混凝土浇筑前完成,并且保证灌浆后24小时内不得有振动。 6、叠合梁、叠合楼板支撑搭设应在该构件吊装前进行,就是该工序的前一天。 7、爬升架提升安排在外墙吊装完成以后,且浇筑混凝土之前。
装配பைடு நூலகம்建筑施工工艺流程图及测 量放线制图标准
目录
一.放线平面图 ➢ 放线图作图要求 ➢ 放线图制作原则 二.施工工艺流程图 ➢ 施工工艺流程图作图要求 ➢ 施工工艺流程图制作原则
对格式方面补充说明:
1.字体大小:放线的标注文字大小与轴线编号标注大小相 仿,“XX说明”字体大小为450,说明文字为350,图标题文 字大小为550 ,下划线宽度为100,均为仿宋字体。
基础篇:9)装配流程图

基础篇:9)装配流程图本章⽬的:作为结构⼯程师,学会制作装配流程图。
1.前⾔装配流程图在本博⽂中的作⽤很⼤,所以提前在基础篇中讲解。
这⾥的装配流程图,就是APQP中的初始过程流程图。
是过程流程图的最初版本。
这个流程结构⼯程师最好会画。
不要简单把装配流程图的⼯作丢锅给⼯艺⼯程师,因为装配的流程是由结构设计师/机械设计师所决定的。
(这句话牵扯到很多⼈性的问题,关于⼯作的界定也很难说,但⼤体还是对的)2.装配流程相关规定2.1 初始过程流程图(preliminary process flow chart) --APQP—应使⽤过程流程图描述预期的制造过程图;—流程图的制订依据:初始材料流程图和产品/过程的设想;—过程流程图是为了描述和编制进⾏的或有关的⼯作活动的⼀种直观⽅法,它为策划、开发活动和制造过程提供交流和分析的⼯具;—在产品质量先期策划中,应在过程流程图中反应减少缺陷和提⾼效率的质量⽬标,对涉及的控制及资源予以说明。
应将列⼊控制计划中的产品/过程特殊特性作适当的安排。
—过程流程图⽤于识别改进。
2.2 过程流程图(process flow chart ) --APQP—在初始过程流程图基础上,完成过程流程图;—过程流程图⽤来分析制造、装配的全过程中⼈、机、料、法、环的变差原因,它⽤来强调变差原因对过程的影响;—过程流程图有助于对整个过程进⾏分析,⽽不是只分析过程中的个别步骤;—过程流程图有助于在进⾏PFMEA和制订控制计划时,把注意⼒集中在过程中。
—使⽤附录A-6检查表。
2.3 装配层级定义原则-- GB T 26099.3-2010每⼀个装配模型对应着产品总装过程中的⼀个装配环节。
根据实际情况,每个装配环节⼜可分解为多个⼯序。
在分解⼯序和⼯步过程中应遵循DFA原则:a)根据⽣产规模的⼤⼩合理划分装配⼯序,对于⼩批量⽣产,为了简化⽣产的计划管理⼯作,可将多⼯序适当集中;b)根据现有设备情况、⼈员情况进⾏装配⼯序的编排。
装配工艺流程图及注意事项
装配工艺流程图及注意事项
嘿呀!今天咱们来聊聊装配工艺流程图及注意事项!
首先呢,咱们得搞清楚啥是装配工艺流程图呀?简单说,它就是一张指引我们把各种零部件组装成一个完整产品的“地图”哇!这张“地图”可重要了呢,能让整个装配过程清晰明了,一目了然!
那装配工艺流程图都有啥内容呢?比如说,它得标明每个零部件的名称和编号呀!还有它们安装的先后顺序呢!哎呀呀,这顺序可不能错,错了可就麻烦大啦!
接下来咱们说说注意事项。
第一,零部件的质量可得把好关呀!有瑕疵的零部件可不能用,不然装出来的东西能靠谱吗?第二,装配工具要选对选好哇!合适的工具才能让装配更轻松高效呀!第三,装配环境要整洁干净呢,乱糟糟的环境容易出差错哟!第四,操作人员得严格按照流程图来,不能想当然地乱搞呀!第五,装配过程中要注意安全,保护好自己,别受伤啦!第六,要做好检验工作,每完成一个步骤都得检查一下,有问题及时调整哇!第七,不同规格的零部件要区分清楚,千万别搞混了呀!第八,要注意零部件的安装方向,装反了可就糟糕啦!第九,装配完成后,要进行整体的测试和调试,确保产品性能良好呢!第十,要做好记录,把装配过程中的问题和解决方法都记下来,方便以后参考呀!
哎呀呀,这装配工艺流程图和注意事项可真是重要极了呀!大家可一定要重视起来,才能做出高质量的产品呢!。
装配连接器生产流程(工厂流程图)
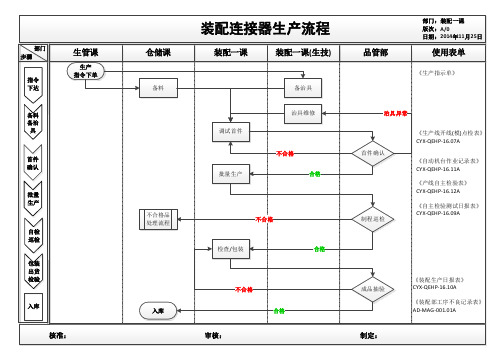
指令 下达
备料 备治
具
生管课
生产 指令 下单
首件 确认
批量 生产
自检 巡检
包装 出货 检验
入库
核准:Biblioteka 仓储课备料不合 格品 处理 流程
入库
装配连接器生产流程
装配一课
装配一课(生技)
调试 首件 批量 生产
备治 具 治具 维修
不合 格 合格
不合 格 检查/包装
合格
不合 格
合格
审核:
品管部
部门 :装配 一课 版次:A/0 日期:2014年11月25日
成品 抽验
制定:
《装配 生产日 报表》 CY X-QEH P-16.10A
《装配 部工序 不良记 录表》 AD-MAG-001.01A
使用表单
《生产 指示单 》
治具 异常
首件 确认 制程 巡检
《生产 线开线 (模)点检 表》 CY X-QEH P-16.07A
《自动 机台作 业记录 表》 CYX-QEHP-16.11A
《产线 自主检 验表》 CY X-QEH P-16.12A
《自主 检验测 试日报 表》 CY X-QEH P-16.09A
组装流程图

组装流程图组装流程图是一种图形化的表示方法,用于展示产品的组装流程。
下面是一个700字的组装流程图的例子:组装流程图组装流程图是一个图形化的展示产品组装过程的工具。
它包括了产品组装的各个步骤和每个步骤之间的关联关系。
下面是一个汽车组装的流程图的例子,用于展示汽车的组装过程。
1. 零件准备首先,需要准备整车所需的各个零部件。
这些零部件包括发动机、底盘、车身、车轮、车灯等。
这些零部件需要被准备好,并按照一定的顺序放置在指定的存储区域中。
这一步需要保证每个零件的数量和质量符合要求。
2. 发动机安装在组装流程中的第二步,需要将准备好的发动机安装到车身上。
第一步是将发动机置于指定位置,然后将发动机与车身上的相应零部件连接起来。
这包括安装冷却系统、传动系统和排气系统等。
3. 底盘安装第三步是将底盘安装到车身上。
底盘是汽车的基本结构部分,包括底盘框架、悬挂系统、制动系统等。
在这一步中,需要将底盘各个部分按照一定的顺序安装到车身上,并且确保连接牢固。
4. 车身安装第四步是将车身安装到底盘上。
车身是汽车的外部结构部分,包括车门、车窗、车顶等。
在这一步中,需要将车身与底盘结合起来,确保连接稳固,并按照一定的顺序安装车身上的各个零部件。
5. 内饰安装第五步是安装车辆的内饰。
内饰包括座椅、方向盘、仪表盘等。
在这一步中,需要将内饰零部件按照一定的顺序安装到汽车内部,并确保安装正确和连接稳固。
6. 车轮安装第六步是安装车轮。
在这一步中,需要将车轮安装到底盘上的轮毂上,并确保每个车轮的位置和方向正确。
7. 车灯安装第七步是安装车灯。
车灯包括前灯、后灯、转向灯等。
在这一步中,需要将车灯安装到车身上,并确保灯泡的连接可靠和灯光的正常发出。
8. 装配检查在组装完成后,需要进行装配检查。
这包括对整车进行外观和功能方面的检查,以确保产品质量符合要求。
如果发现问题,需要及时修复。
9. 车辆测试最后一步是进行车辆测试。
测试包括行驶测试、加速测试、刹车测试以及其他性能测试。
装配检验流程图
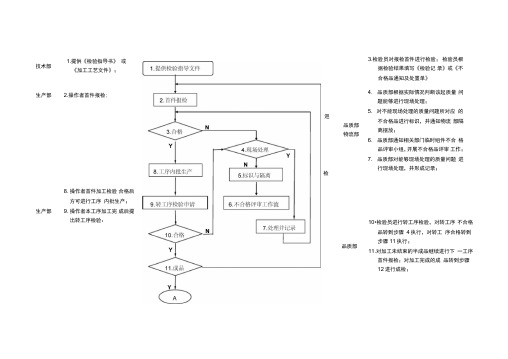
技术部1.提供《检验指导书》或《加工工艺文件》;生产部 2.操作者首件报检;生产部8. 操作者首件加工检验合格后方可进行工序内批生产;9. 操作者本工序加工完成后提出转工序检验:巡检品质部物流部品质部3.检验员对报检首件进行检验;检验员根据检验结果填写《检验记录》或《不合格品通知及处置单》4. 品质部根据实际情况判断该起质量问题能够进行现场处理;5. 对不能现场处理的质量问题所对应的不合格品进行标识,并通知物流部隔离摆放;6. 品质部通知相关部门临时组件不合格品评审小组,开展不合格品评审工作;7. 品质部对能够现场处理的质量问题进行现场处理,并形成记录;10•检验员进行转工序检验,对转工序不合格品转到步骤4执行,对转工序合格转到步骤11执行;11.对加工未结束的半成品继续进行下一工序首件报检;对加工完成的成品转到步骤12进行成检;生产部12.操作者提出成品报检; 品质部品质部物流部品质部13.检验员对产成品进行检验,并将结果填写《钣金成品检验记录》;对不合格成品按照步骤4执行;14.检验员对检验合格的成品开具合格证明,并通知物流部办理登记入库;15.每月对钣金加工过程中出现的不合格记录进行统计与分析,必要时开展QC小组活动。
技术部1.提供《检验指导书》或《装配工艺文件》;r"1•提供检验指导文件物流部生产部2. 按生产计划集件;3. 操作者按步骤进行组装,并对要进行组装的零部件进行自检,发现不合格品及时通知检验员;开始2.集件品质部生产部生产部生产部8.操作者合箱;10. 生产组织人员对不合格成品进行拆箱、调试;11. 对需要更换零部件的转到步骤5执行,不需要更换零部件的转到步骤8执行;3.组装自检巡检关键工序检Y4.合格5.更换零部件6.不合格品评审7•不合格品评审工作流程8.合箱NY9.成检10.拆箱、调试Y12•出具合格证11.更换部件13.办理入库T"14.统计与分析结束品质部物流部品质部品质部品质部品质部物流部品质部4. 检验员对操作者提出的不合格件和在巡检和关键工序检查过程中发现不合格品要进行记录并填写《过程检验记录》;5. 检验员要及时与库房联系,对不合格件进行更换,保证装配线的正常运转;6. 检验员对更换下来的不合格件进行判断是否需要进行不合格品评审;7. 品质部对需要进行不合格评审的质量问题按照不合格品评审工作流程执行;9 检验员进行产品成检,并填写《成品检验记录》;12. 对检验合格的成品开具合格证;13. 对合格品办理入库手续;14.每月对装配过程中出现的不合格记录进行统计与分析,必要时开展QC小组活动;。
装配工艺流程图

返修
测试或检验 不合格
返修
合格
无法修好 报废
装配工序
测试或检验 不合格
返修
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
装配工序
装配工序
版本
编制人
编制日期
审核人
审核日期
批准人
批准日期
装配工序 装配工序
装配工序 装配工序
装配工序 装配工序 装配工序
装配工序 页次 1/1
装配工序
装配工序 装配工序 装配工序 装配工序 装配工序
文件编号
装配工序 装配工序
产品装配工艺流程图
装配工序
合格
无法修好 报废
测试或检验 不合格
返修
装配工序 装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
装配工序
合格
无法修好 报废
测试或检验 不合格
返修
合格
无法修好 报废
Байду номын сангаас
测试或检验 不合格
装配车间流程图

装配车间流程图一、引言装配车间是创造业中重要的环节之一,用于将零部件组装成成品。
流程图是描述装配车间工作流程的有效工具。
本文将详细介绍装配车间的流程图,包括主要步骤、所需设备和人员、质量控制等。
二、装配车间流程图概述装配车间的流程图主要包括以下步骤:1. 零部件准备:从仓库中取出所需的零部件,并进行检查和准备工作。
2. 零部件清洗:对零部件进行清洗,以确保其表面干净无尘。
3. 零部件测量:使用测量工具对零部件进行尺寸测量,以确保其符合要求。
4. 零部件组装:根据装配指导书或者工艺流程,将零部件组装成成品。
5. 成品检验:对装配完成的产品进行全面检查,确保其质量合格。
6. 包装和标识:将合格的成品进行包装,并进行标识以便后续追溯。
7. 成品入库:将包装好的成品送入成品仓库,进行入库管理。
三、装配车间流程图详细描述1. 零部件准备a. 从仓库中获取所需的零部件清单。
b. 根据清单,从仓库中取出对应的零部件。
c. 对取出的零部件进行检查,确保其无损坏或者缺陷。
d. 将检查合格的零部件放置在指定的工作台上,准备进行下一步工作。
2. 零部件清洗a. 将零部件放置在清洗槽中,使用适当的清洗剂进行清洗。
b. 使用刷子或者喷枪清洗零部件的表面,确保其干净无尘。
c. 将清洗干净的零部件放置在干燥区域,等待下一步工作。
3. 零部件测量a. 使用测量工具(如卡尺、量规等)对零部件的尺寸进行测量。
b. 将测量结果与设定的标准进行比较,判断零部件是否符合要求。
c. 将符合要求的零部件放置在指定区域,同时记录测量结果。
4. 零部件组装a. 根据装配指导书或者工艺流程,将零部件按照正确的顺序进行组装。
b. 使用相应的工具和设备,如扳手、螺丝刀等,进行组装操作。
c. 在组装过程中,确保每一个零部件的位置和连接正确无误。
d. 完成组装后,对组装好的部件进行初步检查,确保其外观和连接状态良好。
5. 成品检验a. 对装配完成的产品进行全面检查,包括外观、尺寸、功能等方面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现行装配流程图根据调查内容,汇出台钻装配流程程序,如图:
工作内容:台钻装配
编号:
开始:底座搬运
结束:合格品包装
研究者:日期:审阅者:日期:
统计
项别次数时间/s 距离/m 加工○19 712
检查□ 2 90
搬运→
9 45
等待 D 5 25
储存▽ 1
工位工作说明距离/m 时间/s 人数
工序系列
加工检查搬运等待
储
存
第一道工位1、运机械手
臂运底座到
工作台
45 1●□→D▽
2、组装立柱
跟底座
50 1 ●□→D▽
3、组装手轮
与立柱
60 1 ●□→D▽
4、安装主轴
箱50 1 ●□→D▽
5、安装锁紧
环10 1 ●□→D▽
6、移动到下
一个工作台
5 ○□→D▽
7、等待
5 ○□→ D ▽
第二道8、安装下罩
盖30 1 ●□→
D
▽
工位9、安装导杆35 1 ●□→D▽
10、安装正转
带轮25 1 ●□→D▽
11、移动到下
一个工作台
5 ○□→D▽
第三道工位12、等待
5 ○□→ D ▽13、安装电动
机导线
30 1 ●□→D▽14、安装电动
机开关
30 1 ●□→D▽
15、安装主轴20 1 ●□→D▽
16、移动到下
一个工作台 5 ○□→D▽
第四道工位17、等待
5 ○□→ D ▽18、安装电动
机部件30 1 ●□→D▽
19、粘贴标签
5 1 ●□→D▽20、安装弹簧
和上罩盖
15 1
●
□→D▽21、移动到下
一个工作台 5 ○□→D▽
第五道工位22、等待 5 ○□→ D ▽
23、组装导线
与电动
50 1 ●□→D▽24、检验主轴
径向跳动
45 1 ○□→D▽25、移动到下
一个工作台
5 ○□→D▽
第六道工位26、等待
5 ○□→ D ▽27、检验垂直
度
45 1 ○□→D▽28、移动到下
一个工作地
5 ○□→D▽
第七道工位29、清洗并贴
防锈纸
20 1 ●□→D▽
30、移动到下
一个工作地
5 ○□→D▽
第八道工位31、贴出厂标
签
5 1 ●□→D▽
32、搬运
10 1 ○□→D▽
33、装箱
30 1
●
□→D▽
34、搬运
5 1 ○□→D▽
35、储存
1 ○□→D▽。