OPF(one_piece_flow)生产分解
精益生产名词解释
精益生产名词解释之迟辟智美创作一、何为精益生产?精益生产管理,是一种以客户需求为拉动,以消除浪费和不竭改善为核心,使企业以最少的投入获取本钱和运作效益显著改善的一种全新的生产管理模式.它的特点是强调客户对时间和价值的要求,以科学合理的制造体系来组织为客户带来增值的生产活动,缩短生产周期,提高质量,从而显著提高企业适应市场万变的能力.精益生产管理就是控制浪费、降低本钱的最有效的一种生产管理方式.二、什么叫八年夜浪费八年夜浪费是界说工厂在JIT生产方式中的,其浪费的含义与社会上通常所说的浪费有所区别.对JIT来讲,凡是超越增加产物价值所必需的绝对最少的物料、设备、人力、场地和时间的部份都是浪费.因此,JIT生产方式所讲的工厂的浪费归纳为八年夜种,分别是:不良、修理的浪费,过分加工的浪费,举措的浪费,搬运的浪费,库存的浪费,制造过多过早的浪费,等候的浪费和管理的浪费,简称为八年夜浪费.三、何为6S6S 起源于日本,指的是在生产现场中将人员、机器、资料、把持方法等生产要素进行有效管理,它针对企业中每位员工的日常行为方面提出要求,建议从小事做起,力求使每位员工都养成事事“讲究”的习惯,从而达到提高整体工作质量的目的.6S就是整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)、素养(SHITSUKE)、平安(SAFETY)六个项目,因均以“S”开头,简称6S.四、价值流价值流是指从原资料转酿成制品的物料、信息流、时间流等,并给它赋予价值的全部活动,包括从供应商处购买的原资料达到企业,企业对其进行加工后转酿成制品再交付客户的全过程,企业内以及企业与供应商、客户之间的信息沟通形成的信息流也是价值流的一部份.一个完整的价值流包括增值和非增值活动,如供应链成员间的沟通,物料的运输,生产计划的制定和安插以及从原资料到产物的物质转换过程等.五、团队和团队建设团队是指为了实现某一目标而由相互协作的个体所组成的正式群体.是由员工和管理层组成的一个共同体,它合理利用每一个成员的知识和技能协同工作,解决问题,达到共同的目标.团队建设是指有意识地在组织中努力开发有效的工作小组.每个小组由一组员工组成,通过自我管理的形式,负责一个完整的工作过程或其中一部份工作.团队建设是在该过程中,介入者和管理者城市彼此增进信任,坦诚相对,愿意探索影响工作小组能缔造出更高的业绩. 优秀团队的要素是同一目标、互信互助、团结一致,形成不成战胜的合力.六、继续改善继续改善(Kaizen)方法最初是一个日本管理概念,指逐渐、连续地增加改善.是日本继续改进之父今井正明在《改善—日本企业胜利的关键》一书中提出的,Kaizen意味着改进,涉及每一个人、每一环节的连续不竭的改进:从最高的管理部份、管理人员到工人.“继续改善”的战略是日本管理部份中最重要的理念,是日自己竞争胜利的关键.所谓继续改善,是以不竭改进、不竭完善的管理理念,通过全员介入各个领域的目标化、日常化、制度化的改进活动,运用知识的方法及低本钱的“改善”手法,确保现场管理水平逐步上升,增进企业式的继续进步稳健发展.七、TQM全面质量管理全面质量管理,即TQM(Total Quality Management)就是指一个组织以质量为中心,以全员介入为基础,目的在于通过顾客满意和本组织所有成员及社会受益而达到长期胜利的管理途径.质量是用户对一个产物(包括相关的服务)满足水平的质量要求.质量是产物或服务的生命.质量受企业生产经营管理活动中多种因素的影响,是企业各项工作的综合反映.要保证和提高产物质量,必需对影响质量各种因素进行全面而系统的管理.全面质量管理,就是企业组织全体职工和有关部份介入,综合运用现代科学和管理技术功效,控制影响产物质量的全过程和各因素,经济地研制生产和提供用户满意的产物的系统管理活动.八、TPM全面生产维护TPM英文Total Productive Maintenance的缩略语,中文译名叫全面生产维护,又译为全员生产保全.是以提高设备综合效率为目标,以全员预防维护为过程,全体人员介入为基础的设备调养和维护管理体系.TPM有八年夜支柱两年夜基石:两年夜基石是6S活动和小组活动,八年夜支柱是人才培养、早期管理、品质管理、课题改善、平安管理、事务改善、专业保全、自主管理.九、多能工多能工就是具有把持多种机器设备能力的作业人员.在JIT准时化生产过程中,为了使生产线平衡生产,以减少搬运、缩短流程,促使求工人一人多职. 多能工是与设备的单位式安插紧密联系的.在 U 型生产线上,多种机器紧凑的组合在一起,这就要求作业人员具有能够应对循环时间和标准作业组合的变动以及在大都情况下能应对一个个作业内容变动的能力.十、后拉式生产拉动式生产,就是以后道工序根据需要加工几多产物,要求前道工序制造正好需要的零件.拉动式生产是丰田生产模式两年夜支柱之一“准时生产(Just In Time)”得以实现的技术承载.这也是年夜野耐一凭借超群的想象力,从美国超市售货方式中借鉴到的生产方法.拉式生产是指一切从市场需求动身,根据市场需求来生产产物,借此拉动前面工序的零部件加工.每个生产部份、工序都根据后向部份以及工序的需求来完成生产制造,同时向前部份和工序发出身产指令.十一、单价流作业单件流指的是通过合理的制订标准生产流程并安插好每个工序的人员量、设备量,使每个工序耗时趋于一致,以达到缩短生产周期、提高产物质量、减少转运消耗的一种高效管理模式.单件流也叫one piece flow,简称OPF.通过OPF,我们可以把生产过程中那些不能缔造价值的工序或举措尽可能的减少,以此来提升生产效率.单件流生产过程中能及时发现品质不良,从而及时去解决问题;而传统的批量生产,当年夜批量的产物生产出来,这时才发现品质不良,损失的是年夜批量.单件流它实际上就是一种为了实现适时适量生产,致力于生产同步化的最小批量生产方式,如再加上看板的运用,就完全地实行了JIT了.它是以定单为需求,以需求为拉动,以工艺流程为导向,以最小化批次为目标,达到连续生产并实现在线零库存.请注意这里的单件,不要生硬的理解为数量上的一,可以理解为单位一,单位一的年夜小是可以继续改进的,改进的结果就是本钱降低的结果.十二、快速转产通过工业工程的生产规划,结合生产计划,将设备规划、生产流程、物料情况、生产启动时间等尽可能减少的一种型体转换的方法.SMED(Single Minute Exchange of Dies) SMED的全称是“六十秒即时换模”(Single Minute Exchange of Dies),是一种快速和有效的切换方法,快速换模法这一概念指出,所有的转变(和启动)都能够而且应该少于10分钟----- 因此才有了单分钟这一说法.所以又称单分钟快速换模法、10分钟内换模法、快速作业转换,用来不竭设备快速装换调整这一难点的一种方法- 将可能的换线时间缩到最短(即时换线). 它可以将一种正在进行的生产工序快速切换到下一生产工序. 快速换模法同时也常指快速切换.十三、看板管理看板管理是丰田生产模式中的重要概念,指为了达到准时生产方式(JIT)控制现场生产流程的工具.准时生产方式中的拉式生产系统可以使信息的流程缩短,并配合定量、固定装货制具等方式,而使生产过程中的物料流动顺畅.看板有分管理看板和生产看板.生产看板管理方法是在同一道工序或者前后工序之间进行物流或信息流的传递.JIT是一种拉动式的管理方式,它需要从最后一道工序通过信息流向上一道工序传递信息,这种传递信息的载体就是看板.没有看板,JIT是无法进行的.因此,JIT生产方式有时也被称作看板生产方式.十四、目视化管理目视管理是利用形象直观而又色彩适宜的各种视觉感知信息来组织现场生产活动,达到提高劳动生产率的一种管理手段,也是一种利用视觉来进行管理的科学方法.目视管理是一种以公开化和视觉显示为特征的管理方式.综合运用管理学、生理学、心理学、社会学等多学科的研究功效.以视觉信息显示作为一个基本手段,通过信息的显现化,公开化,透明化让谁来都能看得见,明白无误的去理解它的意图,这样来确保做到位.我们经经常使用到的一些目视管理的形式包括横幅、实物的展示,颜色的运用,文字的描述,线条的运用,做现场“6S”也经经常使用到照片、牌匾、文档、看板,这些都是目视管理的运用形式.十五、标准化作业标准化是继续改进的基础.标准化是企业内部制定相关术语原则、方法、以及法式的一个静态过程.标准化的目的在于实现稳定, 从而巩固获得功效并作为改进的基础.将现行作业方法的每一把持法式和每一举措进行分解,以科学技术、规章制度和实践经验为依据,以平安、质量、效率为目标,对作业过程进行改善,从而形成一种优化作业法式,逐步达到平安、准确、高效、省力的作业效果,并把这套法式书面化(用文字、图片、影像等方法形成文件)作为作业标准十六、零库存管理JIT讲究的就是在拉动式的生产过程中,所需的各类物料都能在指定的时间按指定的方式送到指定的地址,从而年夜年夜减少了库存的资金,场地及人员等本钱占用.零库存是一种特殊的库存概念,零库存其实不是即是不要储藏和没有储藏.所谓的零库存,是指物料(包括原资料、半制品和产制品等)在推销、生产、销售、配送等一个或几个经营环节中,不以仓库存储的形式存在,而均是处于周转的状态.它其实不是指以仓库贮存形式的某种或某些物品的贮存数量真正为零,而是通过实施特定的库存控制战略,实现库存量的最小化.所以“零库存”管理的内涵是以仓库贮存形式的某些种物品数量为“零”,即不保管经常性库存,它是在物资有充沛社会储藏保证的前提下,所采用的一种特殊供给方式.十七、JIT准时化生产JIT,准时生产,又译实时生产系统,简称JIT系统,在1953年由日本丰田公司的副总裁年夜野耐一提出,是由日本丰田汽车公司创建的一种共同的生产方式.指企业生产系统的各个环节、工序只在需要的时候,按需要的量,生产出所需要的产物.JIT生产方式(JIT,Just in time),其实质是坚持物质流和信息流在生产中的同步,实现以恰当数量的物料,在恰当的时候进入恰当的处所,生产出恰当质量的产物.这种方法可以减少库存,缩长工时,降低本钱,提高生产效率.准时化生产是一种“拉动”式生产管理模式,看板系统是准时化生产的重要工具之一.准时化生产方式通过看板管理,胜利地制止了过量生产,实现了“在需要的时刻生产需要数量的需要产物(或零配件)”,从而完全消除在制品过量的浪费,以及由之衍生出来的种种间接浪费.十八、IE工业工程“工业工程是对人、物料、设备、能源、和信息等所组成的集成系统,进行设计、改善和实施的一门学科,它综合运用数学、物理、和社会科学的专门知识和技术,结合工程分析和设计的原理与方法,对该系统所取得的功效进行确认、预测和评价.”工业工程又分传统IE和现代IE.传统IE是通过时间研究与举措研究,工厂安插,物料搬运,生产计划和日程安插等,以提高劳动生产率.现代IE以运筹学和系统工程作为理论基础,以计算机作为先进手段,兼容并蕴涵了诸多新学科和高新技术.十九、平安生产平安生产是国家的一-项长期基本国策,是呵护劳动者的平安、健康和国家财富,增进社会生产力发展的基本保证,也是保证社会主义经济发展,进一步实行改革开放的基本条件.因此,做好平安生产工作具有重要的意义.所谓“平安生产”,是指在生产经营活动中,为了防止造成人员伤害和财富损失的事故而采用相应的事故预防和控制办法,使生产过程在符合规定的条件下进行,以保证从业人员的人身平安与健康,设备和设施免受损坏,环境免遭破坏,保证生产经营活动得以顺利进行的相关活动.。
单件流生产模式PPT课件

最新课件
22
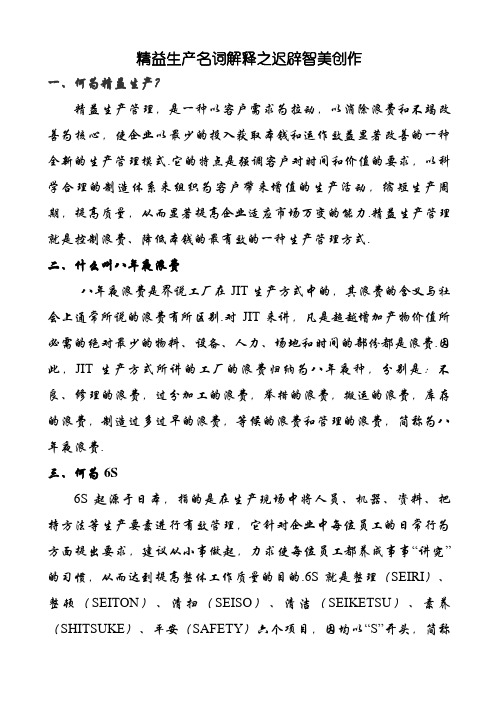
生产线平衡-例4
ONE PIECE FLOW
工作單元
時間(0.01分鐘)
1.穿內褲
10
2.穿內衣
11
3.穿左襪
9
4.穿右襪
9
5.穿長褲
22
6.穿襯杉
42
7.穿左鞋
26
8.穿右鞋
26
9.穿腰帶
30
10.放物件入褲袋
20
11.打領帶
63
12.穿外套
1
2
11
1
3
9
1
I
4
9
1
6
42
1
5
22
103
103
1
7
26
2
8
26
2
II
9
30
2
10
20
102
205
2
11 來自II 63
3
III 12
32
3
13
6
101
306
3
最新课件
30
ONE PIECE FLOW
在寻找最理想方案的过程中﹐需要有一些指引去作 出评价各方案的效果﹐有满意效果时便不须再找更 理想的方案了。
27
ONE PIECE FLOW
现在可以尝试将工作单元平均地分配到3个 工作岗位﹐开始时可依据前列图再整理为下 表﹕
最新课件
28
ONE PIECE FLOW
階段 工作單元 備注 單元時間 合計時間 累積總和
3
=>II
9
1
10
I
05ONE PCS FLOW基本概念汇总

一、產品別、垂直式佈置
從傳統的機能別、水平式佈置改造成產品別、垂直式的佈置,生產線的名稱也改為以 產品的類別來稱呼。換句話說,它只要求將機器設備,依照產品加工順序,連結起來 即可。 透過垂直式佈置,可以剔除不必要的搬運浪費,也建立了一個流生產方式的基礎,使 得在製品數量能夠保持在最少且必要的「手持量」。減少了在製品數量的堆積,自然 就可以再減少生產空間的需求。 萬一,有不良品發生時,又能很快地被發覺出來,減少後續不良品的持續發生,不 會有整批不良報廢的危險,又能使生產交期便快,現場管理輕鬆愉快。
7、消除管理死角,如IQC應先驗而未驗;庫存有料而沒發出來;特採或驗退延誤處理等。
註一‧ERP的真正技術瓶頸——詳細生產排程
1、 絕大部分ERP重點是假設生產能力無限,利用以出貨日倒排、以BOM解決MRP物料需求計劃,之 后再 解決生產過程的記錄和統計。恰恰在企業最需要的詳細作業計劃方面最薄弱。 2、 而生產作業計劃、生產過程的調度仍然是在用最初最原始的那種老但是有效的方式——多數時候是經 驗,加上以EXCELL為工具的報表運算。表面風風火火的ERP與企業最關鍵的運轉過程發生了斷層。 較差者ERP只成了資料輸入、輸出、查詢的平台。 3、 企業生產調度是要對企業最底層的生產資源——人員、設備、場地等,按照它們的能力進行合理安排。 但是上層的ERP不去考慮這些資源和它們的能力,或者假設生產能力無限倒推備料,或者按照一個(人 為定義)的瓶頸資源進行簡單四則計算。ERP無法解決這種關鍵矛盾與技術瓶頸。而且ERP針對不同 企業的二次開發就類似于把企業的生產特征逐一寫到程序中。軟件企業很難接受頻繁和復雜的二次開 發要求。 4、 生產作業計劃,工序之間必須滿足特定的邏輯關系,其次,作業計劃必須滿足資源能力限制,一個 資源在一個時間內或只能干一件事情,其中不能有資源沖突;最后,作業計劃必須滿足物料供應的限 制。也就是說:作業計劃必須同時滿足多種復雜的約束條件。這是ERP系統共同面對的真正瓶頸問 題。 其中的關鍵在于算法,算法的基礎是數學模型,特別是高級圖論、離散數學與線性代數中的矢 量矩陣技術。 5、 多數ERP將一個機型(MODEL),若其有四個模組,則開立四張工單。 生產排程無法一目瞭然連貫; 數量僅是做總量控制;每張工單都必須入庫。這都違反了一個流原則。更增加管理的複雜性。
05ONE PCS FLOW基本概念汇总
五、工廠佈置:接近性評等法(closeness ratings)1 步驟一:收集與分析所有製程與產品及各部門間的互動以確認兩部門相鄰的必要性。 步驟二:建立活動關係表來集合步驟一所得之資訊。 步驟三:依據步驟二與相關資料畫出一個活動關係圖。 步驟四:估計每個部門所需的空間並轉換活動關係圖為一個空間關係圖並依空間及其他 限制條件產生新的佈置。
七、生產排程經驗交流:
1、既有資源下試順排客戶定單,以沒有發生工作空檔為原則 2、針對無法滿足客戶交期的訂單再分成二類: ※絕對無法限期解決資源能力限制者;依其限制排程,提高 報告層級。 ※有可能限期解決資源能力限制者;依解決後狀況排程。 3、隨時掌握資訊調整計劃,督促限期解決資源能力限制項目之進度。
十、工廠佈置:輸送帶
(1)設定每一工作站之距離(一般為80公分) (2)在輸送帶上畫上「節距線」 (3)依據產距時間(Takt Time)、目標生產時間調整輸送帶之速度。能具有節拍器的作用 (4)產品不可從輸送帶拿下來裝配、再送回輸送帶 (5)產品在輸送帶傳動過程中,同時完成裝配工作。生產量若超前或落後時,能立即顯現出來。 (6)要有「停線」之功能,做為改善的之用
三、品管六大手法
1、品質是規劃出來的:市場+客戶+RD+QA
2、品質是設計出來的:RD+QA+ME 3、品質是製造出來的:MFG'G+製檢 4、品質是檢驗出來的:IQC+IPQC+FQC+OQC… 5、徹底消除特採與重工:1 ~ 4 項工作的績效 6、品質是以客戶滿意為依歸:1 ~ 4 項工作的結果
六、工廠佈置:接近性評等法(closeness ratings)2 A=絶對必要(absolutely necessary) —兩活動需要位置彼此緊接相鄰。 E=特別重要(especially important) —兩活動關係特別密切。 I=重要(important) —兩活動關係是密切的。 O=普通接近(ordinary closeness) —兩活動位置普通接近。 U=不重要(unimportant) —兩活動位置是否接近並不重要。 X=不要接近(undesirable) —兩活動位置不要接近。
05ONE PCS FLOW基本概念

二、整流生產、源流清晰 整流生產、
整流的意義,是指前後工程之間的來源及去向都是一對一的, 整流的意義,是指前後工程之間的來源及去向都是一對一的,沒有一個前工程流到了 兩個以上的後工程;也沒有一個後工程接受兩個以上的前工程流入。 兩個以上的後工程;也沒有一個後工程接受兩個以上的前工程流入。 違背了這個原則,整流的狀況就會被破壞,而形成亂流的現象。 違背了這個原則,整流的狀況就會被破壞,而形成亂流的現象。更重要的是這使得生 產線作業人員的自主全數檢查的做法,變得容易可行, 產線作業人員的自主全數檢查的做法,變得容易可行,能夠提早發覺不良現象及減少 不良來源誤判的發生,從而做出更好的『品質保證』 不良來源誤判的發生,從而做出更好的『品質保證』
七、工廠佈置:靠近程度之評等 工廠佈置:
八、工廠佈置:製程佈置程序 工廠佈置:
步驟一: 步驟一: 分析各部門間的互動(即相互間的流動量)並建立一個矩陣以顯示部門 間的流動量。 間的流動量。 步驟二: 決定各部門所需之面積。 步驟二: 決定各部門所需之面積。 步驟三: 畫出一個初步的部門流量圖把部門間有巨大流量的兩部門盡量靠近。 步驟三: 畫出一個初步的部門流量圖把部門間有巨大流量的兩部門盡量靠近。 步驟四: 步驟四: 決定此種佈置的物品(人員)移動成本即計算 步驟五: 用嘗試錯誤法嘗試求出一種更佳的佈置方式。 步驟五: 用嘗試錯誤法嘗試求出一種更佳的佈置方式。 步驟六: 在考慮各部門大小空間需求下,分配空間以滿足建築物的形狀限制。 步驟六: 在考慮各部門大小空間需求下,分配空間以滿足建築物的形狀限制。
五、工廠佈置:接近性評等法(closeness ratings)1 工廠佈置: 步驟一:收集與分析所有製程與產品及各部門間的互動以確認兩部門相鄰的必要性。 步驟一:收集與分析所有製程與產品及各部門間的互動以確認兩部門相鄰的必要性。 步驟二:建立活動關係表來集合步驟一所得之資訊。 步驟二:建立活動關係表來集合步驟一所得之資訊。 步驟三:依據步驟二與相關資料畫出一個活動關係圖。 步驟三:依據步驟二與相關資料畫出一個活動關係圖。 步驟四: 步驟四:估計每個部門所需的空間並轉換活動關係圖為一個空間關係圖並依空間及其他 限制條件產生新的佈置。 限制條件產生新的佈置。
精益生产名词解释

精益生产名词解释一、何为精益生产?精益生产管理,是一种以客户需求为拉动,以消除浪费和不断改善为核心,使企业以最少的投入获取成本和运作效益显著改善的一种全新的生产管理模式。
它的特点是强调客户对时间和价值的要求,以科学合理的制造体系来组织为客户带来增值的生产活动,缩短生产周期,提高质量,从而显著提高企业适应市场万变的能力。
精益生产管理就是控制浪费、降低成本的最有效的一种生产管理方式。
二、什么叫八大浪费八大浪费是定义工厂在JIT生产方式中的,其浪费的含义与社会上通常所说的浪费有所区别。
对于JIT 来讲,凡是超出增加产品价值所必需的绝对最少的物料、设备、人力、场地和时间的部分都是浪费。
因此,JIT生产方式所讲的工厂的浪费归纳为八大种,分别是:不良、修理的浪费,过分加工的浪费,动作的浪费,搬运的浪费,库存的浪费,制造过多过早的浪费,等待的浪费和管理的浪费,简称为八大浪费。
三、何为6S6S 起源于日本,指的是在生产现场中将人员、机器、材料、操作方法等生产要素进行有效管理,它针对企业中每位员工的日常行为方面提出要求,倡导从小事做起,力求使每位员工都养成事事“讲究”的习惯,从而达到提高整体工作质量的目的。
6S就是整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)、素养(SHITSUKE)、安全(SAFETY)六个项目,因均以“S”开头,简称6S。
四、价值流价值流是指从原材料转变为成品的物料、信息流、时间流等,并给它赋予价值的全部活动,包括从供应商处购买的原材料到达企业,企业对其进行加工后转变为成品再交付客户的全过程,企业内以及企业与供应商、客户之间的信息沟通形成的信息流也是价值流的一部分。
一个完整的价值流包括增值和非增值活动,如供应链成员间的沟通,物料的运输,生产计划的制定和安排以及从原材料到产品的物质转换过程等。
五、团队和团队建设团队是指为了实现某一目标而由相互协作的个体所组成的正式群体。
4ANPS一件流生产方式简体字

One-Piece-Flow Production 一件流生产方式
Features of Conventional Batch Production
传统批量生产的特征
Horizontal (Functional) Layout 水平机能别布置 Single Skill Operator 单能工 Multi-Machine operation 多机台操作 Transportation Necessary 需要搬运 Reduce Frequency of Transportation 减少搬运次数 Increase Transportation Batch Size 增加搬运批量 Increase WIP 增加在制品 Increase Space 增加空间 Increase Throughput Time 交期时间变长
One Piece Flow 一件流生产
Almost zero 极低
Short
短
Less
少
Low
低
Flexible
变化
Higher
较高
Easy
易
Easy and fast 易且快
One-Piece-Flow Production 一件流生产方式
What is Lead Time (LT) 何谓交期时间
One-Piece-Flow Production 一件流生产方式
Features of One-Piece-Flow 一件流生产的特征
The final goal of line is one-piece-flow. 流线生产的终极目标是一件流 One-Piece-Flow means 一件流的意义:
服装生产单件流可行性分析

服装生产采用单件流水线可行性分析
一、服装行业现状
近年来,服装企业面临着原材料价格和劳动力成本不断上涨的双重压力,行业竞争越来越大。
众所周知,制衣行业主要是劳动密集型行业,在整个服装生产环节中,约有80%都是依靠手工操作,这无疑给产品质量的稳定、生产线的平衡以及生产率的提高都带来了很大的难度。
另外,因款式多、单量小、交期紧等因素的影响,更易导致工厂“过量生产”、“不良品”、“搬运”、“加工”、“存货”、“等待”、“动作”和“管理”等常见八大浪费的发生。
在市场竞争激烈的今天,作为快速消费品的服装产业,“招工难、成本高”,已经是当今服装加工业的一大难题。
但是,目前仍有不少的制衣企业仍以捆扎大流水生产方式为主,但是随着社会的不断进步和客户越来越苛刻的要求,传统的生产方模式已不能再适应激烈的市场竞争和经济的高速发展。
据统计,中国中小企业的平均寿命大概是3~5 年,而目前服装企业的平均利润大部分介乎3%~5%,甚至部分小企业无法保证3%的微薄利润,可见服装业利润空间不断被压缩,淘汰机制在不断加快运行。
二、JIT发展历史与服装单件流概念
服装行业为了继续生存,为了提高竞争力,不得不寻找一种新的生产模式——单件流(ONE PIECE FLOW),这能最大程度地减少产品成本。
目前,这种JIT生产模式在电子、汽车等行业已被广泛应用,而且创造了良好的经济效益。
JIT的英文全拼是“JUST IN TIME”,可以理解为:“在必要时,做必要的事,生产必要的量”,统称为适时的生产管理系统。
1960年,日本以丰田汽车为代表的汽车制造业通过实施JIT生模式,以低成本、高质量的突出优势,迅速占领美国汽车市场。
日本厂商应
1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• • • •
推行OPF生产的重要性
• 目前生产制造行业中普遍存在的问题: 1.在制品跟在库品严重堆积,造成管理成本上升 2.堆积严重,造成操作不便,差错率高 3.WIP数量多,造成大量的搬运,储存与盘点的浪费 4.大量的WIP隐藏了生产的问题 5.WIP数量多,影响了换线速度,不能很好的应对市场 需求 6.订单尾数多,清尾工作艰巨; 尾数不清,PMC对下一订单安排困难,交货延误; 清尾不及时,造成更多的WIP,积压资金,对盘点及 资金周转造成巨大影响。
为何要推行OPF生产
•
•
•
•
•
• •
1.WIP数量少,投入到产出的制造周期短,基本上 投入多少就产出多少。LT(Lead time),中文称作 制造周期,定义如下:某一产品从投料到出货所经过 的时间之和。 2.WIP数量少,容易暴露出生产系统的问题,便于 及时解决生产系统问题,如: 后工序转换频繁,生产效率低搬运成本高,这时需 解决流程布局问题 后工序频繁停产,这时需解决欠料排产,配套排产, 能力排产,同步排产问题 产线设备,设施,工装损坏停线,需建立稳健的 TPM管理机制 员工离岗后流水作业中断,需解决多能工顶位问题 员工离岗取料后流水作业中断,需解决生产中物料 配送问题
提高生产效率的方法
• • • • 应用SMED换线方法减少产品切换时间,建立产品 生产切换机制(电子制造业需建立的是快速切换一 条生产线的管理方法) 减少因员工离岗取料导致的连续生产中断,建立物 料配送到每个工位的机制与管理方法 减少因员工离岗导致的连续生产中断,培养多能工 协助作业或离岗顶位机制 培训员工技能,使之达到或超过IE制订的作业标准 要求
如何减少传统生产模式的浪费
• 尽量减少工位在制品,在生产范围内,初始应对工 位在制品的数量作出硬性的规定,规定每个工序的 在制品数量,然后循序渐进,减少和控制工序间的 在制品数量。 对盛装的容器进行改造,一个容器能放置一定数量 的部品,如果有异常,即可反映在某道工序的容器 数量上。 强化平衡意识,保持工序间的的平衡率。 现场管理人员对整条生产线进行巡查,发现呆料和 堆积,马上解决问题,维持生产的顺畅。 全制程工艺改善,对工装夹具进行改良。对难度较 大,技术含量较高的工序进行简化,或者设计新的 工装夹具进行辅助工作。
WIP的维护的方法
• • • • 提高生产线平衡率 设定U型生产线,合并生产线出入口 培训多能工,各工序间相互协调 PMC配合,减少车间半成品和WIP数量
OPF生产管理要素
•
•
• • •
节拍时间=产距时间 有效工作时间/生产计划量 (市场需求量) 一人多能,多能工培训培养(培训计划与示范生产 线推广计划) 工序重新排定,ECRS应用,IE工程分析,工时分 析,动作分析,人机配置改善 生产线平衡,消除瓶颈,达到生产平稳化 看板管理,目视化管理,生产节奏得到有效控制, 生产数据一目了然
如何推行OPF生产
• • • • 对工序的要求: 工程站产能要平衡,能连续不间断生产,生产线各 工序作业平衡,传递方便,能连续一个流稳定生产。 对工装设备的要求 性能稳定,结构简单,便于调试与作业熟练度的提 高,并有稳健的TPM做为保障。 对物料的要求 物料质量有保证,供应及时,物料的摆放标识规范。 建立解决问题的团队,及时解决问题 有问题共同检讨,共商改善方法,发现问题及时跟 进,对于解决不了的问题及时上报,并寻求支持与 资源配置。
推行OPF生产的步骤
推行OPF生产的三个要点
1. 减少WIP数量,一次只加工一个工件或部品,工位 间的WIP可视产品的质量,尺寸等来确定合理的数 量。 2. 及时解决生产过程中的问题,能当场解决就当场解 决,不能当场解决的要给出解决的时间并及时反映 给相关人员处理。 3. 做好7S工作,物料,工具的标识和摆放要规范统一, 保持工作现场,生产线,率的高低取决于所有工序的平衡,单一 工序效率的提高与整体效率没有直接关系。 • 反方:生产效率的高低取决于所有工序的平衡,单一 工序效率的提高与整体效率有直接关系。
错误的观点
• 不能为OPF而OPF,实施OPF的目的是通过该生产模 式来发现生产系统隐藏的问题,以改善现状达到提升 生产效率,保证品质,降低成本,只需要将整体速度 放慢,便可以达到OPF生产的效果
OPF生产
编制:陈翔
OPF生产基础知识
• OPF(one piece flow)是指一个流的生产模式,即 生产过程中,作业员一次只加工一个产品或部件,在 理想的状态下,工位间的在制品(WIP)为零。 • WIP(Work in process),中文称作工序在制品, 定义如下:某工序段在生产过程中某一刻所有半成品 (相对各工位而言)的和。
OPF生产团队的成员职责
1. 了解当前生产情况,收集当前生产数据资料,做当 前生产流程和平面布局文件,对当前流程测定工时, 计算制程容量和节拍时间,设计标准工作分析相关 表格。 2. 基本流程与平面布局转化,计划可行的新生产流程 与平面布局,移动设备,制作新制程文件,测试新 制程以确认进步。 3. 持续改善制程,缩短制造周期时间,缩短换线时间, 消除产品不良,减少设备故障。
减少工位取料时间
• • • 物料摆放规范,标识清楚。 物料尽可能的距离工位近。 设定专人进行物料的存取与配送。
执行中对WIP数量的规定
• 一次只加工一个工件或部件,生产线上流动给下工位 的待加工品也是一个,在生产线线靠近作业员处,可 整齐暂存正在生产或下一个准备要生产的物料,工位 间的WIP可视产品质量,外形尺寸来确定合理数量。
• • • •
• 作业员: • 保证一次只加工一个部品,工位间的WIP最多为2(特殊工序除 外)做好7S工作,保持生产线与工作台面整洁;出现问题时,及 时向班组长&助拉或PIE反映。 • 班组长 &助拉: • 指导监督作业员按OPF生产的要求进行操作;协助PIE对作业方法, 工位平衡,传递方式,距离进行调整;出现设备,工装夹具损坏 问题及时向ME反映;清点生产线上物料,提前向物料人员追查 物料,并做好配料上线,保证生产线上物料供应顺畅。 • 物料员: 保证物料及时发送,在缺料时及时通知生产线班组长。 • 以上推行前先修改WIP管理制度以适应OPF生产方式 • PIE: 制定OPF生产模式下的工艺文件,物流规划,流程改善,线平衡, 生产节拍,切换程序,装载标准制订与实施监督,并对制程异常 问题及时作出处理。 • ME: 协助生产发现设备,工装夹具问题并及时处理及备用准备。
•
• • •
• •
3.WIP数量少,出了质量问题,受影响的程度低, 可以: 降低批量性的品质事故与作业不良 半成品的储存机会少,控制了因堆压造成的品质问 题 搬运,周转的机会减少,控制了因搬运造成的品质 问题与搬运浪费造成的成本上升 4.工作台面整洁,操作方便 目前制造行业普遍存在的问题是现场,生产线,工 作台面堆积严重,操作不便,再看OPF生产改善后 的现场,现场,生产线,工作台面整洁,操作方便, 不良品少,这里就对IE在生产线的设计与工作台面 的摆放规范提出了更高的要求,应尽量减少不必要 的动作对产品的不良影响。
TKS