湿热灭菌原理和常用灭菌设备-.
培养基湿热灭菌原理
培养基的湿热灭菌原理由于培养基灭菌大多数用湿热灭菌,在这里我主要介绍湿热灭菌。
衡量热灭菌的指标很多,最常用的是“热死时间”,即在限定的温度下杀死原有微生物中一定比例所需的持续时间。
影响热灭菌的温度和时间的因素很多,包括:微生物种类、性质、浓度和培养基的性质、浓度等。
(一)热灭菌的原理1、微生物的热阻在这里先讲几个概念:①致死温度:杀死微生物的极限温度。
②致死时间:在致死温度下,杀死全部微生物所需要的时间。
③微生物的热阻:表示微生物对热的抵抗能力,即指微生物在某一特定条件下(主要是温度)的致死时间。
其对热的抵抗能力越大,可以理解为热阻越大,衡量不同的微生物对热的抵抗能力的大小,可以使用相对热阻的概念。
④相对热阻:某一微生物在某一特定条件下的致死时间与另一微生物在相同条件下的致死时间之比。
例如:芽孢/大肠杆菌=3000000/1;病毒/大肠杆菌=1—5/1等。
2、对数残存定律微生物的湿热灭菌过程,其本质上就是微生物细胞内蛋白质的变性的过程。
因此,可以把灭菌过程看成是蛋白质的变性的过程,从这个意义上讲,灭菌过程应遵循单分子反应的速度理论,那么,则有下列方程:-dN/dt = k * N式中,N—残存的活菌数;t—灭菌时间(s);K—灭菌速度常数(s-1),也称反应速度常数或比死亡速度常数,此常数的大小与微生物的种类与加热温度有关;dN/dt—活菌数瞬时变化速率,即死亡速率。
该方程称为对数残存定律,表示微生物的死亡速率与任一瞬时残存的活菌数成正比。
3、理论灭菌时间的计算将上式积分,转换得:t=1/k×lnN0/Nt=2.303/K×lgN/Nt式中:N—开始灭菌(t=0)时原有活菌数; Nt----经时间t后残存活菌数。
k:意义同上;t :表示理论灭菌时间k=(2.303/t)logNt /N;比死亡速率常数K,K值大,表明微生物容易死亡。
理论灭菌时间的计算需要注意以下几个问题:(1)K值因不同的微生物种类不同、不同的生理状态、不同的外界环境,差别很大,实质上,它是微生物热阻的一种表示形式,微生物的热阻越大,K值也越小。
消毒与灭菌常用方法及设备
消毒与灭菌常用方法及设备(一)干热灭菌【原理】高温对细菌有明显的致死作用,主要机理是凝固菌体蛋白质,也可能与细菌DNA单螺旋断裂、细菌膜功能受损及菌体内电解质浓缩有关。
干烤箱为常用的干热灭菌器,其杀菌作用是通过脱水干燥和大分子变性完成的。
【构造】干烤箱是中间夹着石棉的双层金属制成的方形或长方形箱,箱底装有热源,箱内有数层金属架,并附有温度计和自动温度调节器等装置。
把待灭菌的物件均匀地放入恒温干燥箱,加热至160℃~170℃维持2小时即可达灭菌目的。
【使用方法及注意事项】1.将包扎好的待灭物品(培养皿、吸管器等)放于箱内,注意不要摆得太挤,以免妨碍气流流通。
2.关门,插上电源插头(常为220伏),拨动开关,旋动恒温调节器,至红灯亮。
3.待温度上升160℃~170℃时,借恒温调节器的自动控制,保持此温度2小时。
4.灭菌后停止加热,待温度下降至40℃以下方可开门取物,在这之前切勿自行打开箱门,否则其内物品(如玻璃器皿等)会因温度骤然下降而爆裂。
【应用】干热灭菌主要用于要求干燥的、耐高温的物品灭菌,如玻璃器材、瓷器、凡士林、液体石蜡、药粉等的灭菌。
一般不耐高温的、含有水份的物质,不能用这种方法灭菌。
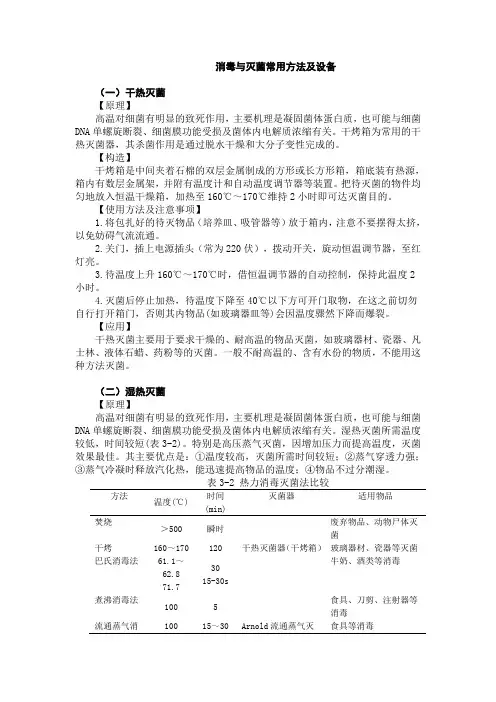
(二)湿热灭菌【原理】高温对细菌有明显的致死作用,主要机理是凝固菌体蛋白质,也可能与细菌DNA单螺旋断裂、细菌膜功能受损及菌体内电解质浓缩有关。
湿热灭菌所需温度较低,时间较短(表3-2)。
特别是高压蒸气灭菌,因增加压力而提高温度,灭菌效果最佳。
其主要优点是:①温度较高,灭菌所需时间较短;②蒸气穿透力强;③蒸气冷凝时释放汽化热,能迅速提高物品的温度;④物品不过分潮湿。
表3-2 热力消毒灭菌法比较方法温度(℃) 时间(min)灭菌器适用物品焚烧>500 瞬时废弃物品、动物尸体灭菌干烤160~170 120 干热灭菌器(干烤箱)玻璃器材、瓷器等灭菌巴氏消毒法61.1~62.871.73015-30s牛奶、酒类等消毒煮沸消毒法100 5 食具、刀剪、注射器等消毒流通蒸气消100 15~30 Arnold流通蒸气灭食具等消毒毒法菌器间歇灭菌法100 30 流通蒸气灭菌器(重复3次)不耐高温的含糖、牛奶等培养基高压蒸气灭菌法121 15~30高压蒸气灭菌器耐高温、高压及不怕潮湿的物品高压蒸气灭菌器是目前应用最广泛、灭菌效果最好的灭菌器具,其种类有手提式、直立式、横卧式等。
湿热灭菌验证与干热灭菌验证的比较
湿热灭菌验证与干热灭菌验证的对比1、概念:(1)湿热灭菌验证:主要是对产品、灭菌设备和装载方式的验证。
验证活动包括:对照灭菌设备设计的灭菌参数来校核灭菌器的性能、建立某产品灭菌程序及装载方式的有效性和重现性、估计灭菌过程中产品可能发生的变化。
(湿热灭菌(118-134℃)——蒸汽、过热水)(2)干热灭菌验证:主要用于内包装用的玻璃容器或金属制品的灭菌和去热源,所使用的灭菌程序应通过验证试验。
(干热灭菌(160-320 ℃)——热空气)2、验证目的:(1)湿热:通过一系列验证试验提供足够的数据和文件依据,从而找到最有效最合理的灭菌参数,并把已经验证过的饱和蒸汽灭菌设备和灭菌工艺参数应用到产品生产的除菌过程中去,以证明用于药品生产过程中的每一台饱和蒸汽灭菌设备过程和灭菌效果具有可靠性和重现性。
主要适用于能耐受高温、高压饱和蒸汽的产品。
(2)干热:间歇式或隧道式热空气灭菌常用来处理可耐受较高温度而不适宜用湿热灭菌法的物品,如玻璃瓶、粉末、油类、玻璃器皿、不锈钢设备等。
3、灭菌原理:(1)湿热灭菌—导致细胞内关键性蛋白质和酶发生热变性或凝固,湿度对该破坏性过程起促进作用。
(2)干热灭菌—使微生物氧化而不是蛋白质变性。
4、灭菌工艺:(1)湿热:采用附加排气系统的饱和蒸汽灭菌工艺、采用附加真空系统的饱和蒸汽灭菌工艺、采用附加空气加压系统的饱和蒸汽灭菌工艺。
(2)干热:1)残存几率法:该法以灭菌为目的。
通常适用于热不稳定性物质。
灭菌程序应保证在灭菌后物品的微生物残存几率为10-6,即在一百万个已灭菌单元中,染菌单元的数目不得超过 1 个。
2)过度杀灭法:该法也以灭菌为目的。
通常适用于耐热性能较好的物质。
灭菌程序应保证在灭菌后物品的微生物的残存几率小于10 -6, “ 过度杀灭 ” 的灭菌程序所获得干热灭菌值F H 可使耐干热灭菌生物指示剂的总量下降 12 个对数单位。
3)无菌无热原法:该法的目的是达到无菌和无热原。
湿热灭菌(1)
表1
温度 T/℃ 121 120 119 118 117 116 115 114 113 112 111 110 109
灭菌率L 1.00 0.794 0.631 0.501 98 0.316 0.251 0.199 0.158 0.126
0.1001 0.0791 0.0631
灭菌时间F/ 分 1.00
F0值即标准灭菌时间,系灭菌过程赋予待灭菌物品在121℃下的等效灭菌 时间,即T=121℃、Z=10℃ 时的F值。121℃为标准状态,F0值即为标准灭菌时间,以分(钟)表示
5. 灭菌率L L值系指在某温度下灭菌1分钟
所相应的标准灭菌时间(分钟), 即F和F的比值(L=F/F)。当Z= 10℃时,不同温度下的L值是不 同的(见表1)。不同Z值下的灭菌 率均可查得。
1.259 1.585 1.995 2.513 3.162 3.984 5.012 6.329 7.943 0.000 2.600 5.873
2湿热灭菌设备
❖ 1)高压蒸汽灭菌器
❖ 是应用最早、最普遍的一种灭菌设备。常用 的有手提式、卧式、立式热压灭菌器。
❖ 以蒸汽为灭菌介质,用一定压力的饱和蒸汽, 直接通入灭菌柜中,对待灭菌品进行加热, 冷凝后的饱和水及过剩的蒸汽由柜体底部排 出。
❖ 用于输液瓶、口服液的灭菌,操作简单方便
❖ (1)灭菌原理 ❖ 高压蒸汽灭菌是在密闭的高压蒸汽灭菌器(锅)中进行的。其原理是:
将待灭菌的物体放置在盛有适量水的高压蒸汽灭菌锅内。把锅内的水加 热煮沸,并把其中原有的冷空气彻底驱尽后将锅密闭。再继续加热就会 使锅内的蒸汽压逐渐上升,从而温度也随之上升到100℃以上。为达到 良好的灭菌效果,一般要求温度应达到121℃(压力为0.1MPa),时间维 持15-30min。也可采用在较低的温度(115℃,即0.075MPa)下维持 35min的方法。此法适合于一切微生物学实验室、医疗保健机构或发酵 工厂中对培养基及多种器材、物品的灭菌。蒸汽压力与温度的关系如表 2-2所示。 ❖ 在使用高压蒸汽灭菌器进行灭菌时,蒸汽灭菌器内冷空气的排除是否完 全极为重要,因为空气的膨胀压大于水蒸汽的膨胀压;所以当水蒸汽中 含有空气时,压力表所表示的压力是水蒸气压力和部分空气压力的总和, 不是水蒸气的实际压力.它所相当的温度与高压灭菌周内的温度是不一 致的。这是因为在同一压力下的实际温度,含空气的蒸汽低于饱和蒸汽。 见表2-3所示。
湿热灭菌的指导原则及灭菌工艺验证
用于最终灭菌药品(注射剂)的蒸汽灭菌工艺及验证指南一、范围由于蒸汽-湿热灭菌本身具备无残留,不污染环境,不破坏产品表面,并容易控制和重现等优点,被广泛应用于最终灭菌药品(注射剂)的除菌过程中。
本指南为有关人员提供最终灭菌药品(注射剂)的蒸汽灭菌柜的验证指南,以及蒸汽灭菌工艺及验证的一些操作方法的指南。
本指南依据《药品生产质量管理规范》(1998年修订)的相关准则,但本指南叙述的通用原则和方法不是法定的。
本指南的着重于最终灭菌药品(注射剂)的蒸汽-湿热灭菌工艺的验证,但有些通用原则和方法对于冻干机的湿热灭菌、某些设备的在线蒸汽灭菌等可能也具备参考价值。
二、目的蒸汽-湿热灭菌验证的目的,就是通过一系列验证试验提供足够的数据和文件依据,从而找到最有效最合理的灭菌参数,并把已经验证过的饱和蒸汽灭菌设备和灭菌工艺参数应用到药品生产的除菌过程中去,以证明用于药品生产过程中的每一台饱和蒸汽灭菌设备都能起到灭菌的效果,并且对不同灭菌物品的灭菌过程和灭菌效果具有可靠性和重现性,即验证结果必须证明生产中所采用的灭菌过程对经过灭菌的物品能够保证残存微生物污染的概率或可能性低于百万分之一。
蒸汽-湿热灭菌周期的设计和开发与蒸汽灭菌柜的性能以及被灭菌产品的适用性有关。
蒸汽-湿热灭菌介质包含以下几种:饱和蒸汽,空气-蒸汽混合气体,过热水等等。
其中:饱和蒸汽的加热速度最快,但是对于大型的软包装产品,过热水浸泡灭菌的方法效率更高,然而在过热水灭菌法中,热量的转移很大程度上依赖于容器中介质的强制运动。
饱和蒸汽是与液体状态的水保持平衡时的水蒸汽,因此饱和蒸汽只能存在于水汽的分界线上,即温度与压力之间的关系是固定的。
灭菌效果是通过蒸汽,蒸汽-空气混合物,过热水等介质与灭菌物品的热传递或产生冷凝水的水合作用来实现的。
蒸汽-空气混合物与受压的水或蒸汽相比,单位体积所包含的热容量较低,但是,蒸汽-空气混合物作为灭菌戒指具有能够适当调整蒸汽-空气比例达到不同结果的优点。
热力灭菌的原理及应用
热力灭菌的原理及应用1. 原理热力灭菌是一种常用的微生物灭活方法,利用高温或蒸汽对目标物进行处理,以达到杀灭细菌、病毒和其他微生物的目的。
热力灭菌的原理主要是通过热量的传递和能量转化,破坏微生物的生物化学结构,使其无法繁殖和生存。
热力灭菌主要包括两种方法:湿热灭菌和干热灭菌。
1.1 湿热灭菌湿热灭菌是指利用高压蒸汽对目标物进行处理的方法。
高压蒸汽的温度可以达到121摄氏度,并保持一定的压力。
湿热灭菌主要通过以下步骤实现:1.加热:将目标物放入蒸汽中,加热使目标物温度升高,与微生物发生热交换。
2.杀菌:高温下,微生物的生物化学结构会发生变化,蛋白质、核酸和细胞膜等物质受到破坏,导致微生物无法生存。
3.冷却:将目标物从高温环境中取出后,通过冷却使其恢复正常温度,进行后续的包装和贮存。
湿热灭菌通常用于消毒医疗器械、生物制品、培养基和培养器皿等物品的处理。
1.2 干热灭菌干热灭菌是指利用热空气对目标物进行处理的方法。
干热灭菌通常采用高温和较长时间的处理。
干热灭菌主要通过以下步骤实现:1.加热:通过加热设备将目标物加热至一定温度,使微生物受到破坏。
2.热传导:高温空气会使微生物内部的水分蒸发,导致细菌细胞膜受损,细胞内部构造发生变化。
3.杀菌:微生物的蛋白质会发生变性,DNA的双链结构会被破坏,从而使微生物无法繁殖和生存。
干热灭菌通常用于灭活制药工业中的药物、原料以及一些粉末和玻璃器皿等。
2. 应用热力灭菌在医疗、制药及食品行业有着广泛的应用。
以下是热力灭菌在不同领域的具体应用示例:2.1 医疗行业•医疗器械消毒:湿热灭菌常用于对手术器械、注射器、电极等进行消毒处理。
•医疗废弃物处理:热力灭菌也常用于医疗废弃物处理,有效杀灭其中的病原体。
•医疗器械灭菌:干热灭菌广泛应用于一次性使用的医疗器械的制造过程中,确保其无菌。
•医药制造:在药品制造中,热力灭菌被用于灭活细菌、病毒和其他微生物,以保证产品的安全性。
2.2 制药行业•药物灭菌:热力灭菌被广泛应用于制药过程中,确保药物的安全性和无菌性。
湿热灭菌的指导原则及灭菌工艺验证
用于最终灭菌药品(注射剂)的蒸汽灭菌工艺及验证指南一、范围由于蒸汽-湿热灭菌本身具备无残留,不污染环境,不破坏产品表面,并容易控制和重现等优点,被广泛应用于最终灭菌药品(注射剂)的除菌过程中。
本指南为有关人员提供最终灭菌药品(注射剂)的蒸汽灭菌柜的验证指南,以及蒸汽灭菌工艺及验证的一些操作方法的指南。
本指南依据《药品生产质量管理规范》(1998年修订)的相关准则,但本指南叙述的通用原则和方法不是法定的。
本指南的着重于最终灭菌药品(注射剂)的蒸汽-湿热灭菌工艺的验证,但有些通用原则和方法对于冻干机的湿热灭菌、某些设备的在线蒸汽灭菌等可能也具备参考价值。
二、目的蒸汽-湿热灭菌验证的目的,就是通过一系列验证试验提供足够的数据和文件依据,从而找到最有效最合理的灭菌参数,并把已经验证过的饱和蒸汽灭菌设备和灭菌工艺参数应用到药品生产的除菌过程中去,以证明用于药品生产过程中的每一台饱和蒸汽灭菌设备都能起到灭菌的效果,并且对不同灭菌物品的灭菌过程和灭菌效果具有可靠性和重现性,即验证结果必须证明生产中所采用的灭菌过程对经过灭菌的物品能够保证残存微生物污染的概率或可能性低于百万分之一。
蒸汽-湿热灭菌周期的设计和开发与蒸汽灭菌柜的性能以及被灭菌产品的适用性有关。
蒸汽-湿热灭菌介质包含以下几种:饱和蒸汽,空气-蒸汽混合气体,过热水等等。
其中:饱和蒸汽的加热速度最快,但是对于大型的软包装产品,过热水浸泡灭菌的方法效率更高,然而在过热水灭菌法中,热量的转移很大程度上依赖于容器中介质的强制运动。
饱和蒸汽是与液体状态的水保持平衡时的水蒸汽,因此饱和蒸汽只能存在于水汽的分界线上,即温度与压力之间的关系是固定的。
灭菌效果是通过蒸汽,蒸汽-空气混合物,过热水等介质与灭菌物品的热传递或产生冷凝水的水合作用来实现的。
蒸汽-空气混合物与受压的水或蒸汽相比,单位体积所包含的热容量较低,但是,蒸汽-空气混合物作为灭菌戒指具有能够适当调整蒸汽-空气比例达到不同结果的优点。
湿热灭菌
湿热灭菌湿热灭菌法比干热灭菌法更有效。
湿热灭菌是利用热蒸汽灭菌。
在相同温度下,湿热的效力比干热灭菌好的原因是:①热蒸汽对细胞成分的破坏作用更强。
水分子的存在有助于破坏维持蛋白质三维结构的氢键和其他相互作用弱键,更易使蛋白质变性。
蛋白质含水量与其凝固温度成反比(表2-1);②热蒸汽比热空气穿透力强,能更加有效地杀灭微生物:③蒸汽存在潜热.当气体转变为液体时可放出大量热量,故可迅速提高灭菌物体的温度。
多数细菌和真菌的营养细胞在60℃左右处理15min后即可杀死,酵母菌和真菌的胞子要耐热些,要用80℃以上的温度处理才能杀死,而细菌的芽胞更耐热,一般要在120℃下处理15min才能杀死。
湿热灭菌常用的方法有常压蒸汽灭菌和高压蒸汽灭菌。
表2-1蛋白质含水量与其凝固温度的关系蛋白质含水量/% 蛋白质凝固点/℃50 5625 74-8018 80-906 145(一)常压蒸汽灭菌(1)常压蒸汽灭菌是湿热灭菌的方法之一,在不能密闭的容器里产生蒸汽进行灭菌。
在不具备高压蒸汽灭菌的情况下,常压蒸汽灭菌是一种常用的灭菌方法。
此外,不宜用高压蒸煮的物质如糖液、牛奶、明胶等,可采用常压蒸汽灭菌。
这种灭菌方法所用的灭菌器有阿诺氏(Aruokd)灭菌器或特制的蒸锅,也可用普通的蒸笼。
由于常压蒸汽的温度不超过100℃,压力为常压,大多数微生物的营养细胞能被杀死,但芽胞细菌却不能在短时间内死亡,因此必须采取间歇灭菌或持续灭菌的方法,以杀死芽胞细菌,达到完全灭菌。
1)巴氏消毒法是用于牛奶、啤酒、果酒和酱油等不能进行高温灭菌的液体的一种消毒方法,其主要目的是杀死其中的无芽胞病原菌(如牛奶中的结核分枝杆菌或沙门氏菌),而又不影响其特有风味。
巴氏消毒法是一种低温消毒法,具体的处理温度和时间各有不同,一般在60-85℃下处理15-30min。
具体的方法可分两类,第一类是较老式的,称为低温维持法,例如在63℃下保持30min可进行牛奶消毒;另一类是较新式的,称为高温快速法,用于牛奶消毒时只要在85℃下保持5min即可。
常用6种灭菌方法有哪些
常用6种灭菌方法有哪些
常用的6种灭菌方法包括高温湿热灭菌、高温干热灭菌、滤过灭菌、辐射灭菌、化学灭菌和电离辐射灭菌。
1. 高温湿热灭菌:高温湿热灭菌是通过暴露于高温和蒸汽环境中来杀灭微生物。
常用的方法包括蒸汽压力灭菌器和自动气候控制灭菌器。
该方法适用于不耐高温的物品,如塑料制品。
2. 高温干热灭菌:高温干热灭菌是通过将物品暴露于高温干热环境中来杀灭微生物。
常用的方法包括热空气灭菌箱和烘烤灭菌器。
该方法适用于不适宜接触水的物品,如金属器械。
3. 滤过灭菌:滤过灭菌是通过使用微孔滤膜来过滤掉微生物。
常用的滤膜包括微孔滤纸、膜滤器和深过滤器。
该方法适用于液体或气体的灭菌。
4. 辐射灭菌:辐射灭菌是通过使用电离辐射来杀灭微生物。
常用的辐射源包括紫外线灯、X射线机和γ射线机。
该方法适用于灭菌液体、固体和气体。
5. 化学灭菌:化学灭菌是通过使用化学药剂来杀灭微生物。
常用的化学灭菌剂包括过氧化氢、氯化酚和乙醚。
该方法适用于灭菌表面、器具和厕所等。
6. 电离辐射灭菌:电离辐射灭菌是通过使用高能电子或电离辐射来杀灭微生物。
常用的辐射源包括电子束辐射机和离子束辐射机。
该方法适用于灭菌医疗用品和食品等。
需要注意的是,不同的灭菌方法适用于不同的情况和物品。
在选择灭菌方法时,应根据需要考虑灭菌的效果、时间、成本和对物品的适应性。
此外,灭菌过程中应严格按照操作规程进行,以确保灭菌的有效性和安全性。
医疗器械常用灭菌方法、环氧乙烷、辐射、湿热灭菌工作原理
常见的名词解释1.灭菌:经确认的使产品无存活微生物的过程。
目前国际上规定,灭菌过程必须使物品污染微生物存活概率减少至IJ10-θWTo2.灭菌剂:能够杀灭特定外环境或物品中一切微生物(包括细菌繁殖体、芽抱、真菌、病毒、立克次体、原生动物和藻类等)的化学物质或其复方制剂。
3彳微生物:在显微镜下才能看到的微小实体,包括细菌、真菌、原生动物和病毒。
4.生物指示物:对规定的灭菌过程有特定的抗力,含有活微生物的测试系统。
5.化学指示物(非生物指示物):根据暴露于某一灭菌过程所产生的化学或物理变化,显现一个或多个预定过程变量变化的测试系统。
6.无菌保证水平(SAL):灭菌后产品上存在单个活微生物的概率。
常用的灭菌方法介绍常用的灭菌方法有湿热灭菌法、干热灭菌法、辐射灭菌法、气体灭菌法、过滤除菌法、汽相灭菌法、液相灭菌法等,可根据被灭菌物品的特性采用一种或多种方法组合灭菌。
一、湿热灭菌法本法系指将物品置于灭菌设备内利用饱和蒸汽、蒸汽-空气混合物、蒸汽-空气-水混合物、过热水等手段使微生物菌体中的蛋内质、核酸发生变性而杀灭微生物的方法。
该法灭菌能力强,为热力灭菌中最有效、应用最广泛的灭菌方法,适用于药品、容器、培养基、无菌衣、胶塞以及其他遇高温和潮湿性能稳定的物品。
湿热灭菌条件通常采用温度-时间参数或者结合FO值(FO值为标准灭菌时间,系灭菌过程赋予被灭菌物品121℃下的等效灭菌时间)综合考虑。
二、干热灭菌法本法系指将物品置于干热灭菌柜、隧道灭菌器等设备中,利用干热空气达到杀灭微生物或消除热原物质的方法。
适用于耐高温但不宜用湿热灭菌法灭菌的物品灭菌,如玻璃器具、金属制容器、纤维制品、陶瓷制品、固体试药、液状石蜡等。
干热灭菌条件通常采用温度-时间参数或者结合FH值(FH值为标准灭菌时间,系灭菌过程赋予被灭菌物品160。
C下的等效灭菌时间)综合考虑。
三、辐射灭菌法本法系指利用电离辐射杀灭微生物的方法。
常用的辐射射线有60Co或i37Cs衰变产生的Y射线、电子加速器产生的电子束和X 射线装置产生的X射线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Boiling point Gauge pressure o Bar(g) C 17.5 24.1 29.0 32.9 99.6 102.3 104.8 107.1 109.3 111.4 113.3 115.2 116.9 118.6 120.2 121.8 123.3 124.7 1.4 1.5 1.6 1.7 1.8 1.9 2.0 2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9 3.0 3.2
– PDA_TR-1-Technical_Report_No.1.pdf
湿热灭菌基础
• 影响芽孢耐热性的因素
– 物理/化学条件 – 湿度 – 能量转移
»传导 »对流 »辐射
湿热灭菌基础
-微生物杀灭的数学模式
• 实验表明,在恒定的灭菌条件下,微生物(只 指芽孢)的死亡遵循一级动力学规则。 • 芽孢的杀灭率(体现为残存曲线)是耐热性的 函数,与芽孢的数量无关。 • 采用内生芽孢(生物指示剂BI)的悬浮液或放 在载体形式的芽孢进行灭菌试验的结果表明, 在湿热灭菌中,半对数规则适用于芽孢的灭活 过程。
湿热灭菌原理和 常用灭菌设备介绍
内容
• • • • • • 范围 湿热灭菌基础 灭菌法选择的基本原则 灭菌方法的开发及选定 记录仪表 几种常用的湿热灭菌设备介绍
范围
• 蒸汽-湿热灭菌具备无残留,不污染环境 ,不破坏产品表面,易于控制和重现性 好等优点,被广泛应用于注射剂的除菌 过程之中。 • GMP的产生和发展(包括理论和实践) 都与药物制剂的灭菌过程有关。对无菌 产品的制造厂而言,没有什么比灭菌更 为重要
» 已灌装入最终容器(如小瓶、软包装、玻瓶或安瓿)的产品(溶 液、混悬剂或乳剂) » 已检验或加工后剩下的可能含有致病菌的废液。 » 灭菌-方法-设备-确认-练习.doc
10 3 10 2 10 1 10 0 10 -1 10 -2
杀灭的 %
残存概率区
10 -3 10 -4 10 -5 10 -6
T度下的等效灭菌时间(FT,z 值)
湿热灭菌基础
-微生物杀灭的数学模式
• 残存曲线的半对数模式必须满足二个先 决条件:
– 挑战菌应是均一的(没有其它杂类芽孢) – 挑战菌的灭菌条件相同,或能折算成相同的 灭菌条件,例如,折算标准灭菌时间
这是细菌内 毒素
也叫热原
杀灭微生物
106 105 104 103 102
对数表示
1 x 103 = 1000 1 x 101 = 10
微生 物数
101 100
灭菌剂量
(时间)
无菌保证水平 达到 > 10-6
杀灭微生物
106 105
微生物数 以恒定的 速率下降 (D value)
104 103 102 101 100 10-1
冷凝水的管理
• 冷凝水是以下任何一个地方都需要加以管理的 问题
– – – – 蒸汽发生器 蒸汽分配系统 灭菌柜管路 灭菌柜腔室
• 冷凝水始终不断地产生
冷凝水的管理
蒸汽流动的方向应有斜坡
冷凝水跟着蒸汽流动
冷凝水的管理
冷凝水比蒸汽重, 它会向下流动
湿热灭菌基础
• 湿热灭菌的机理
– 细胞繁殖的最终停止 – 蛋白质变性 – 湿热灭菌工艺验证指南-08-12-08.doc
灭菌剂量
(时间)
我们想提高灭菌的“概率”
继续灭菌 以提高无 菌保证的 水平
10-2 10-3 10-4 10-5 10-6
提高无菌信心的安全限度
无菌保证的水平要优于百万分之一!
杀灭微生物
106 105
微生物数 以恒定的 速率下降 (D value)
104 103 102 101 100 10-1
我们可以检验微生物数的下降情况
表 压
绝 对 压 力
通常的 压差值
表压
Gauge pressure Bar(g)
绝压值
Absolute pressure Bar(a) 0.02 0.03 0.04 0.05 1.0 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2.0 2.1 2.2 2.3
沸点
表压
绝压值
压力沸点表
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3
蒸汽的质量
• 对灭菌柜及SIP而言
– – – – – Dryness/干度 潜热的量 Superheat/过热 超过的温度℃ NCG/不凝气体 不凝气体的 % Condensate Quality 冷凝水质量 GB 18278-2000 医疗保健产品灭菌确认和常规控 制要求工业湿热灭菌.pdf A5.2.2.1 – HTM2010\HTM2010-3[1].pdf 9.0 – 湿热灭菌工艺验证指南-08-12-08.doc 附录
对微生物数的说明
• BI 的每单元的最低数量
– USP > 104 – EP > 5 × 105 – ISO 11138 > 1 × 105
• 通常 > 106 以获得6个对数下降单位的证 据
D 值标准
• D 值及第一单元 (BI) 的数量
– USP > 104 D121 = 1.5 至 3分 钟 – EP > 5 × 105 D121 > 1.5 – ISO 11138 > 1 × 105 D121 > 1.5
蒸汽干度
• 蒸汽干度是蒸汽中潜热的量度
• 最理想是100%潜热,有最大的能量来加热装 载 • 限度标准
– 一般多孔性装载:>0.90 (>90%)
– 金属装载:>0.95 (>95%)
蒸汽的特性
温度
蒸汽干度
过热
100oC
潜热
显热
0oC
热 (能量) 干度为 0.9 = 90% 的潜热 干度为 1.0 = 100% 的潜热
灭菌剂量
(时间)
继续灭菌 以提高无 菌保证的 水平
10-2 10-3 10-4 10-5 10-6
我们可计算可信度增加 的程度/无菌保证水平
无菌保证水平 达到 > 10-6
过程控制示意
全过程强化环境控制
SIP 原料的 质量检验
对接触产品表 面消毒并控制 生物负荷 设备消毒 灌封操作。 最终密封 容器 在密封的 容器中最 终灭菌
湿热灭菌基础
-微生物杀灭的数学模式
• 残存曲线 可用如下 的一级方 程式来描 述: – Log NF = Log No F(T,z)/ DT
NF 挑战微生物灭菌F分钟后的残存数
No
灭菌前微生物的数量
微生物在T℃和Z值下的耐热参数。注意 ,DT中的温度T需和FT中的温度相一致。 在温度T℃和温度系数Z值条件下,经计 算获得的湿热灭菌程序的杀灭力,以T℃ 下的时间(分钟)表示
Z VALUE Z值
• Z值是指使某一种微生物的D值下降一个对数单位时, 灭菌温度应升高的度数。 10
Log of D Value 1 D值的Log数
Z Value = 10 oC Z 值 = 10 oC
0.1 131.1 121.1 Temperature oC 温度 111.1
Z值对于比较不同灭菌过程温度的标准灭菌时间F0值计算是必须的
» 物理杀灭力FPHY为12分钟, » 生物杀灭力 FBIO =D121×(LogN0-Log NF)=12分钟
灭菌方法的开发和选定
• 残存概率法
– – – – – – 假设产品的生物负荷测试中: N0=102 D121=1分钟 Z=10℃ 经灭菌后,微生物残存概率NF小于10-6 利用上面的数值,可以计算出微生物残存概率小于 10-6所需的FPHY和FBIO如下: – F0=FPHY=FBIO=D121×(LogN0-Log NF)=8 分钟
Z VALUE Z值
• • • • •
嗜热芽胞杆菌在不同溶液中的Z值 溶液 Z值(℃) 5%葡萄糖水溶液 10.3 注射用水 8.4 5%葡萄糖乳酸液 11.3 PH=7磷酸盐缓冲液 7.6
•
• 平均
9.4
灭菌方法的开发和选定
• 过度杀灭法。
– – – – – 假设: N0=106 D121=1分钟 Z=10℃ 将数据代入公式,得L=1,再按计算,达到微生物 残存概率为一百万分之一所需的物理及生物杀灭力 如下:
• 对密封容器中的液体而言
– 冷凝水质量 (根据风险分析确定)
不凝气体 测试点
灭菌工艺 (灭菌柜的SIP)
干度和过热 测试点
蒸汽温度 参考点
不凝性气体
• 造成不凝性气体的原因:
– 蒸汽发生器的供水温度低(建议 > 80℃) – 在蒸汽分配系统中滞留空气 (不良的系统设计,疏水器出故障) – 蒸汽启动程序不当 (没有将分配管路中的空气吹除掉)
灭菌方法的开发和选定
• 装载类型的界定
– 考虑到装载的特性及特定装载的方式。例如,多孔/固体物品 通常包括但不局限于以下物品:
» 过滤器(薄膜式过滤器、筒式过滤器、预过滤器等) » 胶塞和其它聚合物密封件 » 管道和软管 » 工作服、口罩 » 清洁用具 » 设备更换部件,如药液灌装
– 液体装载通常包括但不局限于以下物品:
• 通常
– 数量 – D121 > 1 × 106 > 1.5 分钟
无菌保证水平
106 105
可测试部分
活微生物以 恒定速度 /D下降数
104 103 102 101 100 10-1 10-2
灭菌时间 计算部分
继续灭菌 以提高无 菌保证水平
10-3 10-4 10-5
10-6
无菌保证水平 达到10-6