检查基准书
保险管检查基准书

保险管检查基准书
(ISO9001-2015/IATF16949)
1.0目的:
规范保险管的检验标准,确保检验工作有充分依据。
2.0范围
此标准适用于保险管检验,其中斜体字部分,因当前测试设备所限,暂不强制要求检验。
3.0职责
质量控制部依据本检验标准进行保险管检验。
4.0定义
4.1缺陷类别分为:严重缺陷缺陷(CR)、主要缺陷(MA)和次要缺陷(MI);
4.2严重缺陷(CR):不符合安全规范或可能对使用者、维护者造成人身危害的缺陷;
4.3主要缺陷(MA):关键质量特性不合格,影响生产并可能导致故障或降低产品性能的缺陷;
4.4次要缺陷(MI):一般质量特性不合格,但不影响使用功能及性能的缺陷。
5.0检验条件
5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准
备注:
1、尺寸、外观、结构以本公司品质部样品为准。
2、常见安规认证:美国UL、加拿大CUL、德国VDE、英国ASTA、韩国KTL、瑞典SEMKO、日本PSE、中国CCC&CQC等;
3、保险管产品按尺寸分2*6、2*7、3*6、6*6、4*8、8*8、3*10、4*15、5*15、5*20、6*30、6*32、10*38等玻璃管、陶瓷管、塑封。
PPAP提交范本--检验基准书
供
产品图号
应
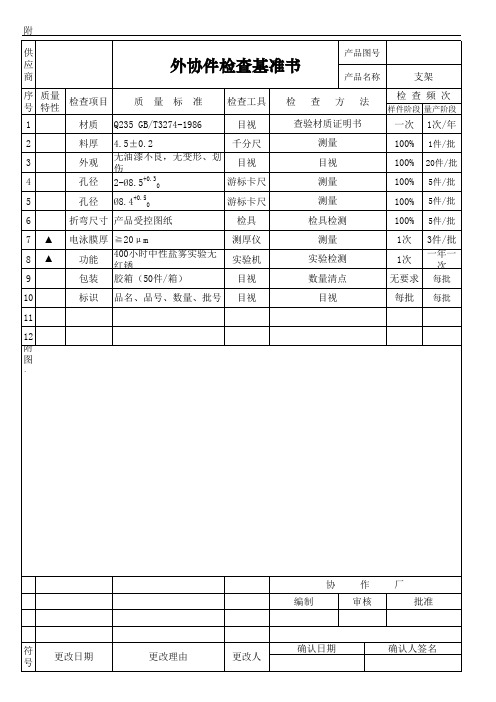
外协件检查基准书
商
产品名称
支架
序 质量 号 特性
检查项目
质量标准
1
材质 Q235 GB/T3274-1986
检查工具 目视
检查方法 查验材质证明书
检查频次
样件阶段 量产阶段
一次 1次/年
2
料厚 4.5±0.2
千分尺
3
外观
无油漆不良,无变形、划 伤
目视
4
孔径 2-Ø8.5+0.30
游标卡尺
5
Байду номын сангаас
孔径 Ø8.4+0.50
游标卡尺
6
折弯尺寸 产品受控图纸
检具
测量 目视 测量 测量 检具检测
100% 1件/批 100% 20件/批 100% 5件/批 100% 5件/批 100% 5件/批
7 ▲ 电泳膜厚 ≧20μm
测厚仪
8▲
功能
400小时中性盐雾实验无 红锈
实验机
9
包装 胶箱(50件/箱)
目视
测量 实验检测 数量清点
1次 3件/批
1次
一年一 次
无要求 每批
10
标识 品名、品号、数量、批号 目视
目视
每批 每批
11
12 附 图 :
符 号
更改日期
更改理由
协 编制
作 审核
厂 批准
更改人
确认日期
确认人签名
表 单 编 号 : FM 20 03
检查基准书
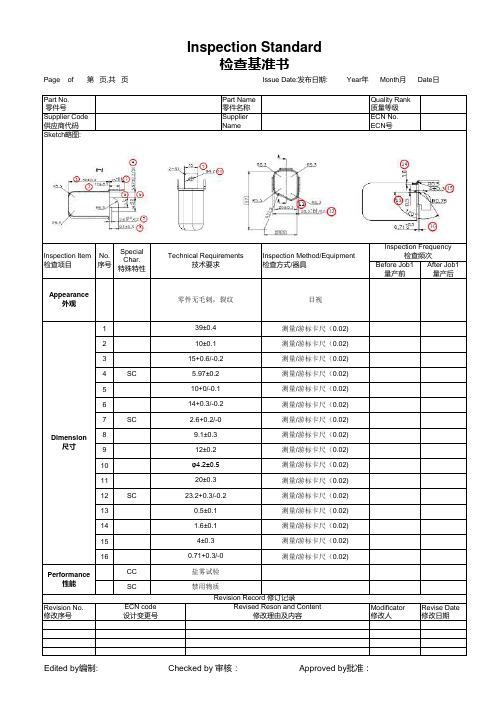
Part No. 零件号Part Name 零件名称Quality Rank 质量等级Supplier Code 供应商代码Supplier NameECN No.ECN 号Before Job1量产前After Job1量产后Appearance外观1234SC567SC 89101112SC 13141516CC SC Revision No.修改序号Modificator 修改人Revise Date 修改日期Inspection Standard检查基准书Page of 第 页,共 页Issue Date:发布日期: Year 年 Month 月 Date 日Inspection Frequency检查频次零件无毛刺,裂纹目视39±0.4测量/游标卡尺(0.02)Sketch 略图:10±0.1测量/游标卡尺(0.02)15+0.6/-0.2测量/游标卡尺(0.02)5.97±0.2测量/游标卡尺(0.02)10+0/-0.1测量/游标卡尺(0.02)14+0.3/-0.2测量/游标卡尺(0.02)2.6+0.2/-0测量/游标卡尺(0.02)9.1±0.3测量/游标卡尺(0.02)12±0.2测量/游标卡尺(0.02)φ4.2±0.5测量/游标卡尺(0.02)20±0.3测量/游标卡尺(0.02)23.2+0.3/-0.2测量/游标卡尺(0.02)0.5±0.1测量/游标卡尺(0.02)1.6±0.1测量/游标卡尺(0.02)4±0.3测量/游标卡尺(0.02)0.71+0.3/-0测量/游标卡尺(0.02)盐雾试验禁用物质Revision Record 修订记录ECN code 设计变更号Revised Reson and Content修改理由及内容Edited by 编制: Checked by 审核: Approved by 批准:Inspection Item 检查项目Dimension尺寸Performance性能No.序号SpecialChar.特殊特性Inspection Method/Equipment 检查方式/器具Technical Requirements技术要求。
检查基准书

供应商代号:使用材料:图纸号/版本号
首件
首批
批量
1B 材料材料:EPDM 报告供应商1次/年
2B 外观
泡棉表面无明显凹坑、无裂纹,底部带胶,接头处要求粘结牢固,不产生明显脱离和裂断现象,预留抽头,方便撕
开。
目测双方检测100%100%
3B 剪切力胶带粘接后剪切力≥
10N。
目测双方检测4B 尺寸
①30±1②4±0.5③13±0.5
游标卡尺双方检测
数显游标卡尺
100%
核准
审核
制表
PE
SQE
QE
版 次
修改日期修定者理 由
——CC 关键特性
——SC特殊特性
示意图:
1次
5件/批
依
GB/T2828.1-2003正常检验一次抽样方案(Ⅱ,AQL=0.6
5)
序号重要度符号检测项目规格/标准
检测设备/仪器
零件号:检验频次
备注:
1、每批出货必须随附供方自检报告,质检报告内容必须按此表格检测项目及频次体现;
2、其它未在检查基准书中明确的检测项目及要求,以图纸为准;
供应商填写更 改 栏
客户 承认(印)检查方法及其他
检查基准书
供应商名称:零件名称:EPDM闭孔。
焊接质量检查基准书

焊接质量检查基准书(ISO9001-2015/IATF16949)1.0目的:确定本公司焊接产品品质的判定标准,以提供焊接零部件品质检验的依据。
2.0引用标准下列文件中的条款通过本规范的引用成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范。
凡是不注日期的引用文件,其最新版本适用于本规范。
ISO9712 无损检测—无损检测人员资格鉴定和认证ISO17635 焊缝的无损检测—金属材料一般原则ISO5817 焊接-熔化焊-钢、镍、钛及其合金熔化焊接头(能束焊除外)-缺欠质量分级3.0职责质保部负责此规范的维护及执行。
4.0检验要求4.1焊前试验及检验在施焊之前,检验人员应对下列项目进行检验和验证。
4.1.1 焊工和焊接操作工证书的适用性、有效性;查看焊接工证书与焊接要求的一致性,证书在有效期内;4.1.2 焊接工艺规程的适用性;查看焊接工艺规程与产品的符合性;4.1.3 母材的标识;母材标识与图纸及工艺规程要求相符合;4.1.4 焊接材料的标识;焊接材料有CE标记与工艺规程一致,并在有效期内;4.1.5 下料零件的几何尺寸、平整度、切割面质量;符合图纸、工艺、检验规范要求;4.1.6 焊接坡口(形式及尺寸);符合图纸、工艺、检验规范要求;4.1.7 组对、夹具及定位;符合工艺要求的工装夹具;4.1.8 焊接工艺规程中的任何特殊要求,如防止变形;无特殊要求;4.1.9 工作条件(包括环境)对焊接的适用性。
工作环境符合工艺规程要求;4.2焊接过程中的试验及检验在焊接过程中,检验人员及焊接监督人员应在现场进行巡回检查,对工艺执行的情况进行监督检验、监督的内容应包括:4.2.1 主要焊接参数(如焊接电流、电弧电压及焊接速度);依据产品焊接工艺要求;4.2.2 预热/道间温度;依据产品焊接工艺要求;4.2.3 焊道的清理与形状,焊缝金属的层数;单道焊,无需清理;4.2.4 根部气泡;依据产品焊接工艺要求;4.2.5 焊接顺序;按单道顺序进行焊接4.2.6 焊接材料的正确使用及保管;焊接材料使用符合焊丝采购规范要求;4.2.7 变形的控制;符合焊接工艺规程内的现有工艺参数焊接,变形在要求范围内;4.2.8 所有的中间检查,如尺寸检验。
标准检查基准书
100%
5件/批
目测
○
另外,请保证各页面的字体、样式保持一致,引用的图保证清晰明了。
编号:SMA7135E-2500-588 检查方法
目视
检查供应商检验报告 Q/JLY J7110281A-2011
检查供应商检验报告 Q/JLY J7110281A-2011
检查供应商检验报告 Q/JLY J7110281A-2011 检查供应商检验报告 Q/JLY J7110281A-2011
○
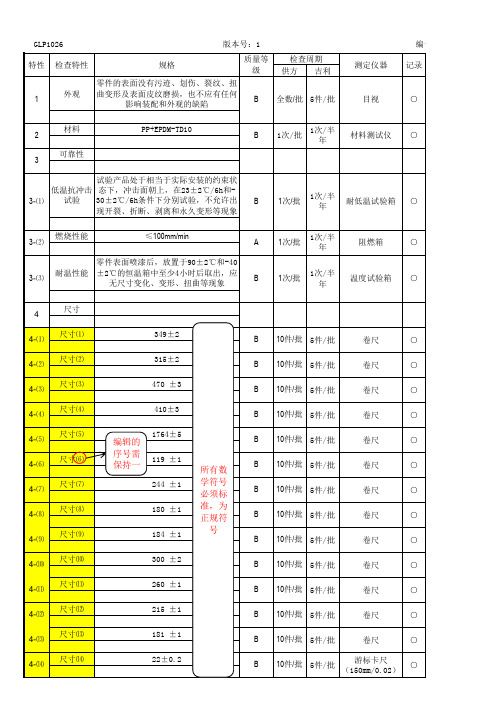
试验产品处于相当于实际安装的约束状 低温抗冲击 态下,冲击面朝上,在23±2℃/6h和试验 30±2℃/6h条件下分别试验,不允许出 3-⑴ 现开裂、折断、剥离和永久变形等现象 燃烧性能 ≤100mm/min
B
1次/批 1次/半年 耐低温试验箱
○
3-⑵
A
1次/批 1次/半年
阻燃箱
○
3-⑶
零件表面喷漆后,放置于90±2℃和-40 耐温性能 ±2℃的恒温箱中至少4小时后取出,应 无尺寸变化、变形、扭曲等现象 尺寸 尺寸⑴ 尺寸⑵ 尺寸⑶ 尺寸⑷ 尺寸⑸ 尺寸⑹ 尺寸⑺ 尺寸⑻ 尺寸⑼ 尺寸⑽ 尺寸⑾ 尺寸⑿ 尺寸⒀ 尺寸⒁ 349±2 315±2 470 ±3 410±3 1764±5 119 ±1 244 ±1 180 ±1 184 ±1 300 ±2 260 ±1 215 ±1 181 ±1 22±0.2
GLP1026 特性 检查特性 外观 规格
版本号:1 质量等级 检查周期 供方 吉利 全数/批 5件/批 测定仪器
编号 记录
1
零件的表面没有污迹、划伤、裂纹、扭 曲变形及表面皮纹磨损,也不应有任何 影响装配和外观的缺陷 PP+EPDM-TD10
检查基准-Time check
常用:145*210mm 185*260mm 150*2215mm
每2HR
直尺
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 1 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1000±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法 图示参照
配页数量
配页顺序
OBT
OBT-LQC-04 制订日:16.04.08
Time Check 指导书 (说明书通用)
页: 2 / 2 修改No: 修改日: / /
检验条件:-检验位置:被检验件放在自己前面1250±10mm处的检验桌面上,检验距离20-30cm; -检验桌面光线不能昏暗,灯光必须照射充分。 No 检查项目 检查方法
外部观看
图示参照
打开中心页观看
装订外观 无漏订、歪订 无空胶、脱胶 歪钉不良 歪钉不良 脱胶不良
1
外观
侧方捻开查看,翻开查看
裁切外观
无切字、切斜、切爆角、 毛边、连页
切字不良
连页不良
毛边不良
ቤተ መጻሕፍቲ ባይዱ
切斜不良
爆角不良
2
尺寸
长宽尺寸
直尺测量长宽
145mm
210mm
185mm
260mm
OBT
OBT-LQC-03 制订日:16.04.08
Time Check 基准书 (说明书通用)
检查内容 判定基准
折页内容与生产型号一致
页: 1 / 1 修改No: 修改日: /
注塑部品检查基准书(SIP)
包装检 验
包装材料与装箱数量
项目 检验类别 FA 首末件检查 PQC 工程检查 FQC 入库检查
包装箱、隔板、装箱数量符合“捆包仕样书”之规定。
频率 首检:生产前,生产暂停后再生产时。末检:生产结束后。 外观:每2小时一次,每次抽查10pcs/1模;尺寸:2模/4小时。 外观AQL=0.65(ISO2859-1),尺寸抽检2模
FA/O FA/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O FA/P/F/O
O
模具取数
重要度 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 主要 重要 重要 重要 重要 重要
E
O
重要
产品颜色 原料与型号
产品图样
图面版本 日期
色调
自然色
使用材料(型号)
POM
使用材料(安规等级) UL94HB(HBF)以上认可品
顶针迹
凹0.2以下
通纸面,摺动面
划伤、缩水、融接线、PL线、凸出等不可(一点划线部)
[1]
尺寸检 oHS适合品(构成部材·副资材RoHS适合证明清单+分析数据)
RoHS RoHS
XX有限公司
注塑部品检查基准书(SIP)
客户
品名
品番
模具编号
项目
检查内容
样品核对
检查要领 形状、结构、刻印等符合标准样板
表面状态
无污垢、异物及油类附着等
一般外观
符合外观品质基准
形状
与图面形状无不同
变形· 破损
无
裂纹·白化·短喷射 无
外观检 毛边量(含分型面) 查 取毛边屑
0.1以下 无附着
M01-53070020 检查基准书、送货检验指导书V02
检查基准书
产品检验简图(可附页)
重要度 区分
□关键 □重要 ■一般
7 6 5 4 3
2
1 序号
02 01 符号
型式试验 材料性能
尺寸 焊接性能 功能及子件
产品外观
包装与标识 检查项目
见量产PV试验计划
量产PV试验计划
量产PV试验计划
DV/PV要求
1次/年 (6月份提交)
化学成分检测 机械性能检测
光谱仪、显微镜、 光谱仪、显微镜、 拉伸试验机等 拉伸试验机等
1件/批
1件/批
见测点图/尺寸测量报告要求
检具、三坐标等
检具
5件/批
3件/批
破坏性检验(熔深等)结果符合要求
显微镜
显微镜
焊缝数量及长度符合图纸要求
孔数量及位置符合图纸要求
游标卡尺、扭力扳 目视、游标卡尺、
螺栓/螺母/螺纹管数量及型号符合图纸要
SOP前
SOP后
检查频率
供方
供应商全称 上海友升铝业有限公司
责任人
日期
2020/3/23 2018/10/22 更改日期
更新SOP检查项 创建
更改理由
宋永亮 李军 审核
张远 刘方成 批准
研发 日期
理想汽车代表确认
PTC 日期
车型
M01
零件名称 仪表板管梁右下安装支架 零件号
M01-53070020
手等
扭力扳手等
求,扭矩满足规范
100%
3件/批Байду номын сангаас
子件完整无缺失、无多余
零件表面无裂痕,无损伤,无锈蚀
钢印码标识检查 毛刺<0.3mm,拉毛以指甲挂不住为合格
检查基准书
产品型号2031-前壳成品检验文件编号版本修订记录编制审核序号名称规格数量1手套双12大理石桌张13螺纹通、止规套14游标卡尺个15塞规套16色差仪台17菲林卡张18高度规台19二次元台1102031前拉手个1112031前壳塑胶件个14、匹配性检验:1)取1PCS合格的2031前拉手及前壳塑胶件装配,各连接面段差/间隙用塞规检验,间隙/段差≤0.5mm;2)适配外观轮廓线清晰一致。
5、外观全检:1)材质应符合规格书或设计图纸要求2)表面处理符合规格书或设计图纸要求3)颜色符合色板或签样3)外观面参照《萤石智能锁压铸件通用检验规范》检验整体外观6、不良履历:1)2)2)3)2、机加工处理检验:1)对照封样或图纸检查机加工处理工序无漏工序现象2)检查装配位无披锋、毛刺1、结构检验:1)对照图纸用相应的螺纹通止规检验螺孔:a.螺纹孔深4mm允许止规旋进2圈;b.螺纹孔深6mm允许止规旋进3圈 ;c.螺纹孔深8mm允许止规旋进4圈;d.螺纹孔深10mm以上允许止规旋进5圈;e.通规不能通的螺孔使用相对应螺钉适配,(可以匹配2-4次)3、尺寸检验:1)对照图纸用相应的测量工具测量图纸带“*”重点管控尺寸,尺寸在公差范围内判定为合格;成 品 检 验 指 导 书1、保持台面清洁,物料摆放整齐有序;2、金银首饰(手镯、戒指、手表等)不可佩戴上岗;3、作业前需准备好相关检具、辅材A0HD-WI02-工站名称作业前准备设备、工具、辅材编号//管控事项样品表面(观察面)与照明平行,视线呈45度进行观察,被检验产品在荧光灯下1.2米处,光照强度≥300LUX,眼睛距物30厘米观察3-5秒,如下图样品和视线垂直的情况下进行观察,如下图/////////。