舵系制造和安装查验
舵系安装检验指导书
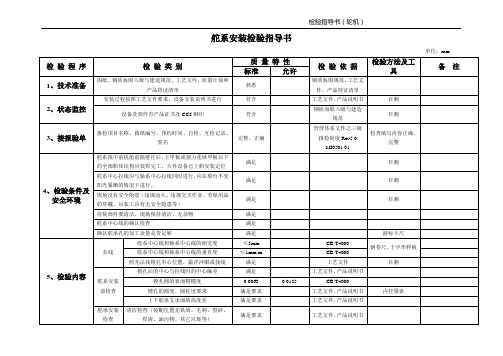
≤0. 50
CB/T4000、工艺文件
舵杆和舵叶配合锥面过盈量的检查
满足
CB/T4000、工艺文件
舵杆压入量和压力值的检查、记录
满足
CB/T4000、工艺文件
压力表、百分表
下舵承和舵杆的间隙配合检查
满足
工艺文件、厂家说明书
舵机止跳块安装间隙检查
满足要求
工艺文件、厂家说明书
液压螺母的防松检查
满足要求
工艺文件、厂家说明书
舵杆和舵叶的转动灵活性检查
符合
工艺文件、厂家说明书
目测
舵叶的零位检查
吊线法检查舵叶的零位
符合要求
工艺文件、厂家说明书
目测/做标记
舵机安装检查
舵处于零度时舵机液压缸的油缸长度检查
ቤተ መጻሕፍቲ ባይዱ满足
工艺文件、厂家说明书
钢卷尺
止推块和垫片研磨检查
接触面
≥85%
CB/T4000、工艺文件
塞尺
0.03mm塞尺不能插入
色油点(25mmX25mm)
≥3点
CB/T4000、工艺文件
目测
铰制孔圆度
≤0.01
CB/T4000、工艺文件
内径千分尺
铰制孔圆柱度
≤0.02
CB/T4000、工艺文件
内径千分尺
铰制孔用螺栓圆度
≤0.01
CB/T4000、工艺文件
外径千分尺
铰制孔用螺栓圆柱度
≤0.02
CB/T4000、工艺文件
外径千分尺
符合
钢质海船入级与建造规范
目测
3、接报验单
报检项目名称、图纸编号、预约时间、自检、互检记录、签名
完整、正确
舵系安装工艺规范

舵系安装工艺规范1范围本规范规定了舵系安装的施工前准备、人员、工艺要求、工艺过程和检验。
本规范适用于大型钢质海船的半悬挂舵系的安装,其他类型的舵系安装,可参照使用。
2术语和定义2.1挂舵臂指支撑半悬挂舵臂状构件。
2.2半悬挂舵指舵的上半部,支撑于挂舵臂处的舵钮(销)上,下半部悬挂的舵。
2.3舵叶指舵上产生舵压力的主体部分。
2.4舵钮指挂舵臂等后缘供装舵销用的突出部分。
2.5舵销指用以将舵连接在挂舵臂上的销轴或螺栓。
一般制成锥状体,按其部位和作用不同,分别称为上舵销和下舵销。
2.6舵杆连接法兰指舵杆下端与舵杆垂直,用于和舵叶相连接的安装面。
2.7舵杆指连接舵叶和舵机或舵柄,传递转舵钮距的转动杆件。
2.8上舵承指位于舵头处用来支撑舵的重量,及其所受到的径向和轴向力的舵承。
2.9上舵承基座支撑上舵承的构件。
2.10舵系中心线指舵杆中心线及其延长线。
2.11轴系中心线指按装螺旋桨的轴系中心线及其延长线。
3舵系安装的准备3.1图纸a)舵系布置图;b)舵杆;c)上、下舵钮衬套;d)上舵承座;e)上舵承;f)舵杆上螺栓及螺母;g)舵柄安装图、舵机安装图;h)其他。
3.2场地清除船舶艉部安装舵叶处周围的杂物垃圾,在液压小车轨道附近,凡妨碍液压小车运作的脚手架应拆除,工作场所附近应有足够的照明,除了有固定的照明设备外,还应装有足够的可移动的照明设备。
4人员4.1安装人员和检验人员,应具备专业知识,并经过专业培训,考核合格后方可上岗。
4.2安装人员和检验人员,应预先阅读与本系统有关的图纸,若有问题,应预先向有关部门提出,求得解决。
4.3安装人员和检验人员,应熟悉本规范要求,严格遵守工艺纪律和安全操作规程。
5工艺要求5.1舵系统安装应在船体尾部结构装焊工作、火工工作、密性试验完毕后进行。
5.2应掌握舵杆及舵叶完工后的实际尺寸,以作施工依据。
(可利用质检部门的验收报告)。
5.3舵系中心线拉线应与轴系中心线拉线同时进行,应在船体不受阳光曝晒的情况下施工。
船舶建造检验_06第四章船体舾装检验讲解

缝符合规定要求;
(2)锚机安装时检查机座垫片接触面间隙;
(3)注意锚机绞缆筒端处支架轴承的安装定位;
(4)锚机底座安装侧向垫片,检验后焊接妥。
锚及锚链安装检验
(1)检查锚、锚链、转环、连接环; (2)按图纸要求确定锚链节数,通过连接环、转环接成整 根锚链;每节锚链做好标记; (3)锚链连接牢固并用铅
用C、D两点的光靶调整位于舵杆顶部的水平准直仪;用临时螺
栓将舵杆和舵叶连接,然后检查A、B两点的中心,要求同轴度 ≤0.30mm。
十字光靶 光学准直仪
舵系安装检验
舵系中心线检验
舵系中心拉线一般应与轴系中心拉线同时进行。
该工序应在清晨、傍晚、阴天操作,防止阳光暴晒船体变形。
船体艉部结构焊装完整。 拉线前,舵系基准点应先检验认可。 拉线用钢丝应有足够拉力,拉线支架装妥。 用钢丝确定上舵承、下舵销照光靶中心,作为照光基准点。
第四章 船体舾装检验
舵系制造和安装检验
船舶舵系结构型式
一、按支承方式分类 (1)多支承舵
(2)双支承舵
(3)半悬挂舵 (4)悬挂舵
半悬挂舵
船舶舵系结构型式
二、按舵杆轴线位置分类
(1)不平衡舵
(2)平衡舵
(3)半平衡舵
二、按舵的剖面形状分类
(1)平板舵
(2)改良型平板舵
(3)流线型舵
(4)反应舵
船舶舵系结构型式
3.按舵剖面样板1检查胎架模板2线
型的正确性
舵叶平台划线
舵叶旁板、构架和铸钢件装配检验
1.检查舵叶旁板与胎架模板的紧贴度、旁板定位焊和旁板
对接缝的装配质量。
2.检查构架划线位置的正确性。 3.铸钢件安装前应核对船级社的钢印标记和材质证书。 4.按划线检查构架和舵钮等装配 位置的正确性。
舵系修理
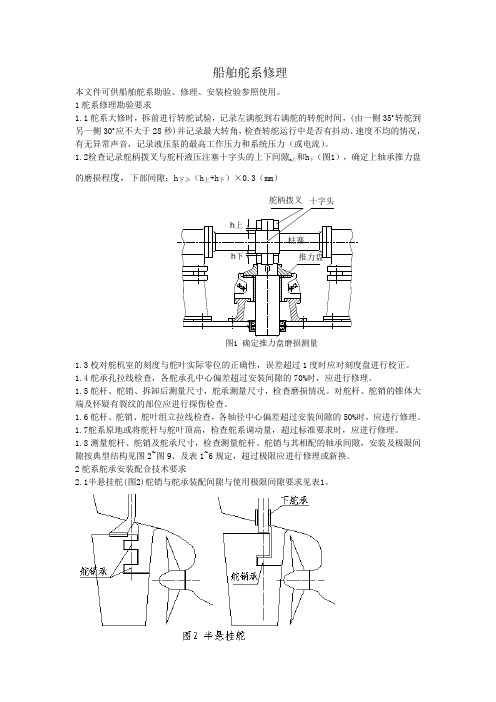
船舶舵系修理本文件可供船舶舵系勘验、修理、安装检验参照使用。
1舵系修理勘验要求1.1舵系大修时,拆前进行转舵试验,记录左满舵到右满舵的转舵时间,(由一侧35o转舵到另一侧30o应不大于28秒)并记录最大转角,检查转舵运行中是否有抖动、速度不均的情况,有无异常声音,记录液压泵的最高工作压力和系统压力(或电流)。
1.2检查记录舵柄拨叉与舵杆液压注塞十字头的上下间隙h 上和h 下(图1),确定上轴承推力盘的磨损程度,下部间隙:h 下≥(h 上+h 下)×0.3(mm )h上h 下柱塞图1 确定推力盘磨损测量推力盘十字头舵柄拨叉1.3校对舵机室的刻度与舵叶实际零位的正确性,误差超过1度时应对刻度盘进行校正。
1.4舵承孔拉线检查,各舵承孔中心偏差超过安装间隙的70%时,应进行修理。
1.5舵杆、舵销、拆卸后测量尺寸,舵承测量尺寸,检查磨损情况。
对舵杆、舵销的锥体大端及怀疑有裂纹的部位应进行探伤检查。
1.6舵杆、舵销、舵叶组立拉线检查,各轴径中心偏差超过安装间隙的50%时,应进行修理。
1.7舵系原地或将舵杆与舵叶顶高,检查舵系调动量,超过标准要求时,应进行修理。
1.8测量舵杆、舵销及舵承尺寸,检查测量舵杆、舵销与其相配的轴承间隙,安装及极限间隙按典型结构见图2~图9、及表1~6规定,超过极限应进行修理或新换。
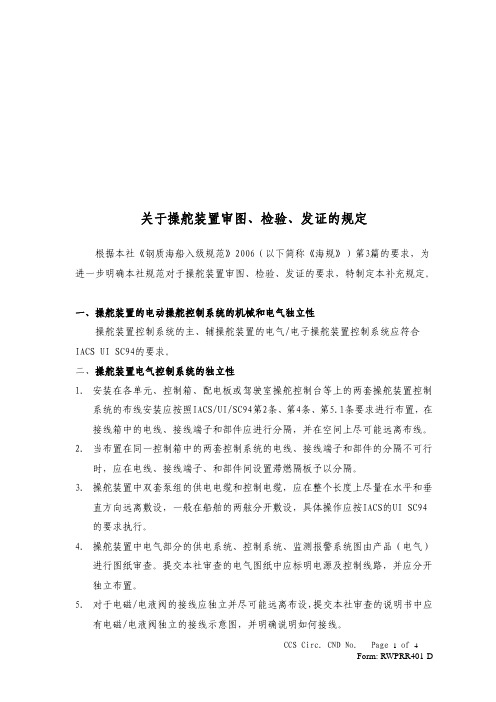
2舵系舵承安装配合技术要求2.1半悬挂舵(图2)舵销与舵承装配间隙与使用极限间隙要求见表1。
表1 (mm)舵销直径铜及轴承合金舵销承铁梨木及层压胶木舵销承赛龙合成材料舵销承安装间隙极限间隙安装间隙极限间隙安装间隙极限间隙≤50 0.30~0.45 3.50 0.40~0.55 4.00 0.35~0.50 4.00 >50~80 0.45~0.60 4.00 0.55~0.70 4.50 0.50~0.65 4.50 >80~120 0.60~0.80 5.00 0.70~0.90 5.50 0.65~0.85 5.50 >120~180 0.80~1.05 6.00 0.90~1.15 6.50 0.85~1.05 6.50 >180~250 1.05~1.30 7.00 1.15~1.40 7.50 1.05~1.30 7.50 >250~315 1.30~1.60 8.00 1.40~1.70 8.50 1.30~1.60 8.50 >315~400 1.60~2.00 9.00 1.70~2.10 9.50 1.60~2.00 9.50 2.2双支承平衡舵(图3)及导管舵(图4),下舵承及舵底承装配间隙及使用极限间隙按表2规定。
ccs关于操舵装置审图、检验、发证的规定
关于操舵装置审图、检验、发证的规定根据本社《钢质海船入级规范》2006(以下简称《海规》)第3篇的要求,为进一步明确本社规范对于操舵装置审图、检验、发证的要求,特制定本补充规定。
一、操舵装置的电动操舵控制系统的机械和电气独立性操舵装置控制系统的主、辅操舵装置的电气/电子操舵装置控制系统应符合 IACS UI SC94的要求。
二、操舵装置电气控制系统的独立性1.安装在各单元、控制箱、配电板或驾驶室操舵控制台等上的两套操舵装置控制系统的布线安装应按照IACS/UI/SC94第2条、第4条、第5.1条要求进行布置,在接线箱中的电线、接线端子和部件应进行分隔,并在空间上尽可能远离布线。
2.当布置在同一控制箱中的两套控制系统的电线、接线端子和部件的分隔不可行时,应在电线、接线端子、和部件间设置滞燃隔板予以分隔。
3.操舵装置中双套泵组的供电电缆和控制电缆,应在整个长度上尽量在水平和垂直方向远离敷设,一般在船舶的两舷分开敷设,具体操作应按IACS的UI SC94的要求执行。
4.操舵装置中电气部分的供电系统、控制系统、监测报警系统图由产品(电气)进行图纸审查。
提交本社审查的电气图纸中应标明电源及控制线路,并应分开独立布置。
5.对于电磁/电液阀的接线应独立并尽可能远离布设,提交本社审查的说明书中应有电磁/电液阀独立的接线示意图,并明确说明如何接线。
三、舵机具有双泵同时操舵运行时的液压阻塞报警对于驾驶台具有双泵同时操舵功能的操舵装置,均应按本社规范要求设置液压阻塞报警。
传感器的形式应得到本社批准。
四、对于操舵控制系统失电报警的要求1.对《海规》第13.1.9.3条的解释:不管控制系统的供电方式如何,操舵控制系统的电源供应发生故障时,均应在驾驶室发出听觉和视觉报警;控制系统的供电应满足《海规》第13.1.8.5(4)条的要求并尽量取自动力电源。
2.驾驶室配置的操舵系统报警装置应能分别显示不同系统的故障。
3.对操舵控制系统的冗余电源(额外增加1路DC24V供电时),应满足如下条件:1)在操作位置应有该电源的专用独立电源指示,当DC24V失电且无论另2路控制电源是否有电,该指示灯应不亮;2)该冗余DC24V电源的接入不应破坏原两路控制系统的独立性,原两路控制电源失电后应仍能发出控制电源失电报警,且对应的控制电源指示灯应熄灭。
船舶制造质量检验[1]
![船舶制造质量检验[1]](https://img.taocdn.com/s3/m/0bc8213b87c24028915fc34a.png)
船舶建造质量检验内容简介本书系统地阐述了船舶建造质量检验的原理和方法。
内容包括:质量检验概论,以及船用材料、船体、船装、机装、电装、涂装、内装和试验等方面的检验方法和接受准则。
全书共由十一章组成:第一章概论,第二章船用金属材料检验,第三章船体建造检验,第四章船体舾装检验,第五章管系制造和安装检验,第六章轴系及螺旋桨制造和安装检验,第七章柴油机和辅机安装检验,第八章电气系统安装检验,第九章涂装和内装检验,第十章系泊试验,第十一章航行试验。
本书可供船舶质量检验人员,设计和工艺师、验船师、监理人员,工程管理人员使用,也可供专业人员作为培训教材和工作参考书。
第一章概论第一节质量检验的概念和历史一.质量检验的历史二.船舶的入级、法定和监督检测三、质量检验方面的术语第二节质量检验过程一.质量检验活动和职能二.质量检验的实施三.不合格品的控制和纠正措施四、质量问题的处理第三节质量检验组织一.质量检验部门的设置二.质量检验人员的配置第二章船用金属材料检验第一节概述一、材料检验的基本要求二、材料复检的程序和内容第二节钢材检验一、钢板和型钢检验二、钢管检验第三节焊接材料检验一、概述二、焊接材料的检验程序三、电弧焊条检验四、埋弧自动焊焊丝和焊剂检验五、电焊条保管第四节铸钢件和锻钢件检验一、铸钢件检验二、锻钢件检验第三章船体建造检验第一节放样和号料检验一、放样检验二、号料检验第二节零件和部件检验一、零件检验二、部件检验第三节分段制造检验一、胎架检验二、划线检验三、平面和曲面分段检验四、立体分段检验五、分段完工检验第四节船台装配检验一、分段预修整检验二、船台基准线检验三、分段安装检验第五节焊接质量检验一、焊缝的焊前检验二、焊缝的焊接规格和表面质量检验三、焊缝内部质量检验第六节船体密性试验一、船体密性试验要求二、船体密性试验方法和标准三、船体密性试验条件和程序第七节船体完工检验一、船体主尺度和外形检验二、船舶载重线标志与吃水标志检验三、船体下水前的完整性检验第八节船体建造精度标准和偏差许可一、船体建造精度标准类别与说明二、船体建造偏差许可和修复工艺第四章船体舾装检验第一节舵系制造和安装检验一、舵叶制造检验二、舵系零部件机械加工和装配检验三、舵系安装检验第二节锚泊及系泊设备安装检验一、锚、锚链和锚机安装检验二、系泊设备安装检验第三节舱口盖、桅和门窗及其它舾装件检验一、钢质水密货舱口盖检验二、桅、起重柱和吊货杆检验三、门、窗、盖及其它舾装件检验第五章管系制造和安装检验第一节概述一、管子的分类和等级二、管子材料第二节管子制造检验一、弯管检验二、校管和焊缝检验三、管子及附件液压试验第三节管子表面处理检验一、管子酸洗检验二、管子支架、垫床和色标检验三、管子安装检验和密性试验第六章轴系及螺旋桨制造和安装检验第一节螺旋桨、轴和尾轴管加工检验一、螺旋桨锥孔加工检验二、轴加工检验三、轴系拉线检验四、轴系中心线的定位检验五、尾轴管镗孔检验六、尾轴管前后轴承加工检验第二节轴系安装检验一、尾轴管前后轴承安装检验二、螺旋桨轴安装检验三、螺旋桨安装检验四、尾轴管理管封装置安装检验五、轴系安装检验六、轴系连接螺栓安装检验第三节侧推装置安装检验一、概述二、侧推装置安装检验程序第七章柴油主机和辅机的安装检验第一节柴油主机安装检验一、主机基座加工检验二、主机机座安装检验三、曲轴安装检验四、机架、气缸体和扫气箱安装检验五、贯穿螺栓安装检验六、活塞组、十字头和连杆等部件安装检验七、气缸盖(头)安装检验八、时规齿轮或链条安装检验九、柴油主机安装完工检验十、柴油主机整机安装检验第二节柴油发电机组和辅机安装检验一、柴油发电机组安装检验二、辅机安装检验三、通海阀和舷旁阀安装检验第八章电气系统安装检验第一节电气舾装件安装检验一、支承舾装件安装检验二、电缆贯通件安装检验第二节电缆敷设检验一、电缆敷设完工检验二、电缆贯通件密封性检验第三节电气接线和设备安装检验一、电缆接线检验二、电缆管和屏蔽罩等构件接地检验三、电气设备安装检验第九章涂装和内装检验第一节涂装检验一、钢材预处理检验二、二次除锈检验三、涂层检验第二节内装检验一、绝缘敷设检验二、甲板敷料敷设检验三、舱室内壁和顶板安装检验四、舱室完整性检验第十章系泊试验第一节主机和轴系系泊试验一、投油清洗检验二、动力系统泵的试验三、主机保护装置试验四、主机报警装置试验五、集控台主机报警点试验六、主机起动及换向试验七、主机和轴系系泊运转试验第二节柴油发电机组和配电板试验一、发电机组和配电板绝缘电阻测量二、柴油发电机组起动试验三、安全报警装置试验四、主配电板保护装置试验五、柴油发电机组负荷试验六、柴油发电机特性试验七、柴油发电机并联运行试验八、配电板联锁试验第三节甲板机械及各类辅机试验一、锚机系泊试验二、舵机系泊试验三、救生设备试验四、起得设备试验五、水密门、窗和风雨密小舱口盖密性试验六、舷梯、引航员舷梯及机械升降机试验七、空气压缩机及系统试验八、燃油锅炉试验九、燃油和滑油分油机试验十、制淡装置试验十一、焚烧炉试验十二、舱底油水分离器试验十三、生活污水处理装置试验十四、系缆及拖曳设备试验十五、机舱行车试验十六、集装箱堆装试验十七、传令设备试验第四节船舶系统试验一、泵及系统的效用试验二、灭火系统和消防设备试验三、冷藏装置试验四、空调装置试验五、通风系统试验第五节电气设备试验一、试验的一般过程二、充放电板与蓄电池检验三、应急切断系统试验四、照明设备及专用灯具试验五、船内通讯和信号装置试验六、雾笛、刮水器及扫雪器试验七、无线电设备试验八、助航设备试验第六节倾斜试验一、试验条件的检查二、试验的实施第十一章航行试验第一节航行试验的条件一、概述二、航行试验的准备工作第二节船舶性能试验一、航速测定二、停船试验三、回转试验和初始回转试验四、Z型操纵试验五、威廉逊(Willamson)溺水救生试验六、航向稳定性试验七、侧向推进器试验八、船体振动试验九、机械设备振动试验十、轴系振动试验十一、船舶噪声试验第三节主机、轴系和其它装置试验一、主机和轴系试验二、废气锅炉试验三、海水淡化装置试验四、操舵试验五、抛锚试验第四节航海和通讯设备试验一、航海设备试验二、无线电通讯设备试验第五节船舶自动化系统试验一、机舱集控台检测报警试验二、自动电站试验三、泵的自动转换试验四、主机遥控试验五、机舱自动化试验第一章概论第一节质量检验的概念和历史一、质量检验的历史质量检验,包括船舶检验,作为一项管理手段,它是随着生产力和科学技术水平的提高而产生、发展起来的。
浅析建造船舶液压舵机检验要点及注意问题
浅析建造船舶液压舵机检验要点及注意问题摘要:本文通过以50kN.m摆缸式液压舵机为例,根据贵港航区液压舵机安装工艺,浅析了建造船舶液压舵机的检验要点及注意问题。
关键词:建造船舶液压舵机检验要点注意问题《钢质内河船舶建造规范》(2009)中明文规定:“操舵装置(舵机):系指在正常航行情况下,为驾驶船舶而使舵产生动作所必需的设备,包括操舵装置控制系统、舵机装置动力设备及其附属设备和转舵机构。
”舵机是利用装在船尾的舵来操纵船舶航向的转舵变向法,克服水压力对舵轴所产生的转舵力矩。
为了克服转舵力矩,船舶就必须安装舵机。
舵机是船舶最重要的机械设备之一,它在保证船舶的安全航行,使船舶具有良好的操纵性方面,起着重要的作用。
目前贵港航区的建造船舶,基本都是安装摆缸式液压舵机。
本文以在广西贵港市江南船业有限责任公司建造的工号为“JNC2012-11”船舶的50kN.m摆缸式液压舵机作为浅析对象。
该舵机的特点是:运转平稳、快速、结构紧凑、操作轻便、灵敏度高、效率高,能缓冲风浪对舵叶的冲击,运转噪音低、振动小,而且可实现无级变速,功率的范围广。
1.液压舵机检验要点及注意问题液压舵机检验项目繁多、时间跨度长,分为在船台上、下水前及下水后的检验。
根据贵港航区液压舵机安装工艺的先后顺序,浅析了验船师在检验过程中的检验要点及注意问题。
1 . 1在船台对舵杆、舵叶的检验(1)舵杆检验。
主要检验舵杆材料、直径(上、下舵承处舵杆直径)、水平法兰(厚度、直径φ)、绞配螺栓直径φ、螺栓中心至法兰边缘的距离等技术参数是否与设计图纸相符。
(2)舵叶检验。
①检验舵叶材料、面积及焊接情况、舵叶板厚度、水平加强筋间距、厚度、宽度等技术参数。
②舵叶的密性试验。
将水罐至顶板以上2.5m(舵叶可横放),检验是否有渗漏现象。
也可以用压缩空气充入舵叶内部,在外表面涂以肥皂水进行试验,气压不小于0.02MPa,但也不大于0.03MPa,若无肥皂泡产生,即无泄漏。
舵机系统安全检测方法及安装讲解
摘要船舶舵机是船舶航行的重要设备,船舶就是要依靠操纵舵机来控制或改变航向。
所以对船舶实施PSC或FSC安全检查时,安检人员必须对舵机进行相应设备检查或船员操作检查,以验证设备的性能及船的适应能力是否符合公约及有关法律的要求。
本文通过船舶舵机技术规范的介绍以及船舶舵机检查中易出现的问题和检查重点进行分析,使安检人员在进行舵机安检工作时能有所启迪。
通过介绍舵机原理及组成,分系其发生故障的主要原因,提出舵机系统安全检测方法及防范措施,提高了舵机系统的可靠性。
关键词:舵机;公约规定;安全检测AbstractModern shipbuiding ider is updating along with theDevelopment of scientific technology and productive and theDemend of management which is scientific and modern sinceTwenty-first century,the world shipbuilding mode is coming intu Times of development speedly ,we must widen our horrizon all the More,build advanced shipbuilding system with historicalandDeveloping eyes sight and overall and entirely concept。
So the Precision control is a more significant link in the processofShipbuilding in order to heighten whole level , we must push Precision mannagement, come true precision control with efficiency,exploit and introduce into the modern measure technology means, mend the process arts and crafts,reduce amend capacity of fieldworke,improve the working efficiency ,reduce the building cost , so that it can keepthe technology capability and quality of ship ,improve hull‘s building level and walking in world modren level accordingly。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
舵系制造和安装查验船舶舵系的结构型式较多,有双支承平稳舵、穿心舵轴平稳舵、多支承一般舵、悬挂舵和半悬挂舵、襟翼舵及特种舵等。
其中半悬挂舵利用较广,已大体上作为新造船舶的典型舵系结构。
为此,在舵系制造查验方面,本章以半悬挂舵为主进行表达。
由于半悬挂舵的制造查验方式大体上包括了其他类型舵系的查验方式,故都可参照该舵的查验方式与要求进行。
一、舵叶制造查验船舶航行时依托舵叶的转动来操纵航向。
舵叶的结构、强度、面积、对称性和水密性是考核舵叶质量的四大要素。
船舶的舵叶普遍采纳流线型,现以半悬挂舵为例,说明舵叶制造的查验方式。
(一)舵叶胎架查验舵叶胎架为卧式胎架,即舵的中心线剖面处于水平状态,其查验内容和要求如下:1.设置胎架的平台应平整牢固;2.胎架制造前应先查验平台上的舵中心线、垂直线、长度和宽度等舵叶外形线的正确性,用钢卷尺测量平台上划线尺度,包括长、宽、舵中心线位置等,其误差均不得大于。
3.胎架的查验内容和要求(1)检查胎架模板牢固性;(2)按舵剖面样板1(包括舵壳板厚度)检查胎架模板2线型的准确性,胎架中心线应用线锤挂至平台上与中心线相吻合,样板上的水平线(即舵中心线)与胎架模板上水平线相吻合。
胎架模板上的水平线应事前用水平软管或激光经纬仪进行检查,应处于同一水平面内。
舵叶胎架检查 1样板;2-胎架模权;3-平台(二)舵叶旁板、构架和铸钢件装配查验1.检查舵叶旁板与胎架模板的紧贴度,和旁板定位焊接和旁板对接缝的装配质量。
2.检查构架划线位置的正确性。
3.铸钢件安装前,须查对船检认可的钢印标记和材质证书。
4.按划线检查构架和舵钮等装配位置的正确性。
舵轴中心线位置应按拉紧的钢丝检查上舵钮孔内侧周围距钢丝的距离,同时注意加工面的余量配置状况。
5.检查构件间的装配连接型式和剖口等是不是符合图样规定。
6.最后复盖的舵叶旁板装配后,检查旁板与其他构件的装配紧密性,专门是塞焊孔处舵叶旁板与内部构件的装配紧密性。
(三)焊接查验1.检查舵叶旁板对接焊缝、构件和舵钮等彼其间的角焊缝质量。
2.最后封装的旁板焊接后,查验舵叶外部各类焊缝的焊接质量。
3.舵叶制造完工后假设有挠曲变形,那么焊缝查验应在变形矫正后进行。
(四)查验标准舵叶制造质量查验标准见表1所示。
表1 舵叶质量标准(五)完工查验完工查验在所有装配、焊接和矫正工作终止后进行。
第一按图样查对所有零件是不是装焊齐全,然后对舵叶的外观质量进行检查,舵叶旁板外表不得有伤痕、焊疤等缺点。
最后对舵叶进行完工测量,现在,舵叶应处于自由状态,即不在强制状态下进行测量。
测量记录见表2所示。
表2 舵叶制造完工测量记录表(六)船叶密性实验舵叶用水压实验检查密性,即将水罐至顶板以上2.5m(舵叶可横放),检查是不是有渗漏现象。
也可用充气实验查验其密性。
一样用紧缩空气充入舵叶内部,在外表涂以香皂水进行密性实验。
充气实验的气压应不小于,但不该大于。
充气实验时假设无香皂泡产生,即无泄漏,为合格。
假设发觉泄漏必需补焊,直至无泄漏为止。
密性实验合格后,将实验工艺孔焊封,并目视检查封孔焊缝质量。
二、舵系零部件机械加工和装配查验舵系的型式较多,下面将着重介绍经常使用的悬挂舵及半悬挂舵舵系零部件的机械加工和装配查验。
(一)舵杆加工查验舵杆型式较多,下面仅介绍带有偏心连接平面的舵杆加工查验,此种舵杆的加工难度较大,其他型式舵杆的加工查验都可参照此方式和有关要求。
1.舵杆的精加工查验(1)加工前应具有的条件①舵杆毛坯件应具有船检证书,及原材料材质报告;②舵杆上应有产品船检钢印标记,加工前应在验船师在场时抄写钢印内容,或拓印钢印;③加工前对舵杆进行划线,应具有按图加工的余量;④上轴套材料报告。
舵杆和临时支架图1-上轴套;2-上舵承槽;3-锥体;4-螺纹;5-键槽;6-加工用临时支架(2)舵杆粗加工内容①舵杆下端方体部位,包括连接平面的四个侧面按图样尺寸要求加工;②舵杆连接平面粗加工(须按图样尺寸留有约10mm余量);③舵杆上端圆体部位,包括上轴套颈、锥体等处进行粗加工(按图样尺寸每边留有约10mm的加工余量),加工前应在舵杆下端焊接临时支架,便于车床切削时安装顶针及起到平稳作用,如图4-5所示。
(3)舵杆粗加工的查验标准舵杆下端方体部位包括连接平面的四个侧面,其加工后的尺寸和表面粗糙度应符合图样规定的要求。
舵杆上端圆体部位粗加工尺寸复测,应有足够的加工余量。
(4)查验方式舵杆方体部位尺寸用钢直尺测量,舵杆上端圆体部位用外卡钳及钢直尺测量,表面粗糙度用目测法进行查验(此表面粗糙度要知足超声波探伤要求)。
2.舵杆的精加工查验(1)精加工前的查验①舵杆粗加工后,其表面应进行超声波探伤查验,须符合要求并具有探伤报告;②舵杆粗加工后应进行回火处置,以排除舵杆内应力,须符合要求并具有热处置报告。
(2)舵杆精加工内容①舵杆的圆体部位,包括上轴套颈和上舵承槽按图样要求的尺寸加工,加工部位应达到表面粗糙度的要求;②舵杆锥体部位按锥度样板加工,并达到粗糙度要求;③舵杆螺纹按预先制作的螺母加工配置;④舵杆法兰连接平面加工;⑤舵杆锥体部位健槽及上舵承键槽加工。
(3)舵杆精加工查验标准①舵杆的圆体部位、上轴颈、上舵承槽符合图样尺寸及精度要求;②舵杆锥体部位按锥度样板查验;③舵杆轴向各挡长度尺寸测量应符合图样要求;④舵杆螺纹按螺母查验螺纹之间的间隙,应符合螺纹公差要求;⑤舵杆法兰连接平面加工,要求平面与舵杆中心线的垂直度不大于(指法兰平面范围内);⑥舵杆键槽宽度、深度应符合图样要求的尺寸公差;⑦舵杆法兰连接平面螺孔粗加工按图样尺寸检查,并应留足够加工余量。
(4)舵杆精加工查验方式①用外径千分尺测量舵杆圆体部位、上轴颈,上舵承槽加工尺寸,轴颈同一断面处彼此成90°的两个直径之差即为圆度,轴颈同一方向两头处直径之差即为圆柱度,其测得的结果应符合图样规定的要求;②舵杆轴向各挡长度尺寸用钢直尺测量,应符合图样要求;③舵杆锥体部位用锥度样板查验,舵杆锥体部位大小端尺寸及距离与锥度样板相一致时,能够为锥度合格;④舵杆螺纹间隙测量。
将查验合格的螺母旋入舵杆,在螺母上部放一只百分表,下部用千斤顶顶高,然后松掉千斤顶,观看百分表读数值转变,此值即为螺纹总间隙,应符合图样要求。
⑤舵杆法兰平面与舵杆中心线垂直度检查。
由于舵杆工件较大,加工时一样采取现场查验。
其方式是在舵杆本体机加工时,在舵杆本体两头预先加工两道粗糙度要求较高的校中基准,见图4-5所示。
查验时舵杆应水平放置,在机床头上装一只百分表,测量两基准圆水平,使舵杆与机床平面、导轨平行,当确认已校中时,即可用机床动力头加工舵杆下端连接平面。
各厂在加工时,可依照机床条件制订具体的查验方式;⑥在上述舵杆与机床平行的状态下进行上舵承的键槽加工。
然后使舵杆锥体的一边与机床相平行,加工锥体部位键槽。
键槽宽度用内径千分尺测量,键槽深度用游标深度尺测量,测量结果应符合图样尺寸与公差要求;⑦舵杆加工后,按中国船级社的《船用产品查验规那么》的规定进行舵杆船检钢印标记移植。
钢印标记移植的内容包括产品证书编号、船检标志、查验口岸、验船师姓名的首字、日期。
钢印的位置一样在舵杆顶端,如舵杆安装后顶端不能显露在外时,那么打在舵杆与舵扇或舵柄接触部位的下方,其样式举例如下:(5)不锈钢轴套加工查验舵杆轴套内孔与外圆按图样(或工艺尺寸)加工。
轴套在加热套至舵杆之前,应用内、外径千分尺别离复测轴套内孔与舵杆轴径尺寸,其过盈量应符合要求。
(6)测量记录测量并记录舵直加工数据,见表3所示。
表3 舵杆加工测量记录表单位:mm(二)舵叶加工查验1.舵叶销孔加工查验半悬挂舵的上、下销孔的加工难度较大。
主若是上、下销孔间有舵叶结构件使上下销孔隔开,加工销孔时只能别离加工,并要保证上、下舵销中心在一直线上。
悬挂舵的销孔结构图。
6 舵叶销孔结构图1-上舵销;2-上销孔;3-下舵销;4-下销孔;5-舵叶连接平面(1)加工前应具有的条件①舵叶制造尺寸符合要求;②舵叶密性实验合格,并具有实验报告;③划线确信舵叶中心及上下销孔镗孔线。
(2)舵叶销孔加工查验标准①上、下销孔锥度符合图样尺寸公差及表面粗糙度要求;②上、下销孔中心应在一直线上,同轴度误差不大于③锥孔端面环槽加工尺寸符合图样尺寸公差。
(3)舵叶销孔查验方式①一样利用锥型铣刀加工,可用游标卡尺复测锥型铣刀锥度或测量锥孔锥度,表面粗糙度应符合要求;②上、下锥孔直线性要紧靠机床保证,其方式是在上下销孔镗孔前,调整舵叶销孔中心线与机床中心线的平行度,即在进行第一只销孔镗孔时,用内径分厘卡测量机床镗杆离机床平面的距离与镗杆伸出机床距离,当移到另一只锥孔加工时,再复测机床镗杆离机床平面的距离与镗杆伸出机床距离,其复测数据应与加工第一只锥孔时的数据相同。
用此方式加工的上下锥形销孔中心线能够为是一直线的。
如厂内有高精度机床,也可利用机床的上下起落及进刀刻度来保证。
③用游标深度尺测量锥孔端面凹形槽的深度,用内径千分尺测量其孔径,其所测得尺寸应符合图样要求;(4)查验记录舵叶销孔加工后,应测量上下锥孔的各项尺寸,和锥孔端面凹槽宽度及直径,并做好记录。
2.舵叶连接平面加工查验连接平面加工内容包括平面机加工、连接平面螺孔粗加工和平面手工修刮。
(1)查验标准①连接平面与上、下舵销孔中心线要求相互垂直,垂直度应不大于(指法兰平面范围);②螺孔粗加工应留有足够的加工余量,孔的直径一样应比图样尺寸小5mm以上;③连接平面手工修刮的要求:色油接触均匀,在每25×25(mm2)面积上很多于2~3点,接触面积大于60%;用塞尺检查不能插入,如能插入,那么深度不大于20mm。
(2)查验方式①舵叶连接平面与上、下舵销孔的垂直度要紧靠机床加工来保证,其方式是机床在加工上下销孔后,在工件不移动的情形下,即由该机床加工连接平面;②螺孔粗加工后用钢直尺测量孔距及螺孔尺寸;③舵叶连接平面机加工完工后,用平板对连接平面进行接触查验。
(3)查验记录测量螺孔中心距及螺孔尺寸,并做好原始记录。
(三)舵销加工查验1.加工前应具有的条件(1)舵销毛坯件应有原材料报告、具有船舶查验部门的合格证书及产品查验钢印标记;(2)舵销应有原材料报告,不锈钢销套的原材料报告;(3)毛坯件的船检钢印抄件或拓印件。
2.加工及安装查验标准(1)按图样尺寸公差及表面粗糙度要求加工。
舵销锥体部位按舵叶锥孔锥度配制,舵销螺纹按螺母配车,螺纹间隙应符合螺纹标准要求。
(2)舵销机加工后进行无损探伤,应无裂纹。
(3)舵销孔锥体部位用手工修正,要求有良好接触,每25×25(mm2)面积上应有2~3个接触点,接触面应大于60%。
(4)舵销衬套与销配合的过盈量应符合图样或工艺文件要求。
不锈钢衬套与销配合过盈量:d1-d2=(5~10)d1/10000;青铜衬套与销配合过盈量:d1-d2=(10~20)d1/10000。