香肠火腿关键控制点作业指导书
香肠生产加工项目关键节点和控制点

香肠生产加工项目关键节点和控制点香肠生产加工行业相对来说对于土地和资源要求较低,生产过程中所需的原材料也相对容易获取,这为企业降低成本、提高效益提供了有利条件。
香肠生产加工行业属于劳动密集型产业,可以为当地创造就业机会,促进经济增长和社会稳定。
随着科学技术的不断发展,香肠生产加工技术也在不断创新和改进。
通过研发新的生产工艺和添加剂,以及改进生产设备,可以提高香肠的品质和口感,满足消费者对于食品安全和营养健康的需求。
香肠的生产加工具备了市场需求旺盛、技术进步与设备更新、政策支持和环境优势等有利条件。
随着消费需求的增长和科技的进步,香肠生产加工行业有望迎来更多的发展机遇,为经济社会的发展做出积极贡献。
本文内容信息来源于公开渠道,对文中内容的准确性、完整性、及时性或可靠性不作任何保证。
本文内容仅供参考与学习交流使用,不构成相关领域的建议和依据。
一、香肠生产加工环境与对策(一)环境分析1、市场需求:香肠是一种受欢迎的肉制品,具有广泛的消费群体。
随着人们对食品安全和营养健康的关注增加,市场对高质量、安全合规的香肠需求也在不断增长。
2、竞争态势:香肠生产加工行业竞争激烈,存在许多规模不同的企业。
大型企业拥有先进的生产设备和技术,具有一定的竞争优势;小型企业则面临着缺乏资金和技术支持的困境。
3、食品安全:香肠生产过程中需要参考食品安全法规与标准,确保产品符合安全、卫生和质量要求。
此外,香肠添加剂的使用也需要合理控制,以避免食品安全风险。
4、生产环境:香肠生产需要一定的场地、设备和人员配备。
生产车间应符合卫生标准,设备应具备良好的操作性能和卫生性能,并采取相应的清洁和消毒措施。
(二)对策1、产品质量管理:建立完善的质量管理体系,从原料采购到生产加工、包装运输等环节严格控制,确保产品的质量与食品安全。
开展合理的质量检测和监控,及时处理不合格产品,做到问题发现和解决的及时性。
2、技术创新:提升生产加工技术水平,引进先进设备和工艺,提高生产效率和产品质量。
肉制品质量关键控制点的操作作业指导书

质量关键控制点的操作作业指导书一、原料验收1.1购买的原材料必须来自国家无疫区,鲜度良好,组织紧密有弹性,无异味无外来杂质,不得含有毒有害物质。
1.2 对购买的原料进行检验或验证,原料应选用定点屠宰、有检验检疫证明的原料,要求色泽新鲜,无异味。
符合GB9959.2-2001、GB16869-2005标准要求。
必须符合相应国家行业标准和有关规定。
1.3所购买的原料必须所要供方公司的三证和产品的检验报告等证件。
1.4所购产品要求包装完整,生产日期和有效期印刷清楚,产品在有效期内。
二、配料2.1配料时使用的工具要做到干净,卫生,每天工具使用前后要认真的洗刷,要将各种辅料分开,不能将不同种类的辅料混装。
2.2 辅料出现杂质,潮湿及异样时禁止使用。
2.3电子称使用前要由相关负责人进行校准,校准准确后在使用。
2.4配料人员对配料表进行核对,核对无误后按比例计算出辅料的使用量,填制配料表。
2.5调理肉制品的配料表:(100公斤禽肉)原料100公斤; 水15公斤;淀粉2公斤;白砂糖1.5公斤;食用盐1.2公斤;色拉油1公斤;辣椒粉0.5公斤;白胡椒0.3公斤;味精0.3公斤;三聚磷酸钠10克、辣椒红5克。
2.6配料完成后由核对人员进行核对配料表和使用的辅料名称和数量,确定正确后将配料进行搅动使其溶解均匀后已备吓到工序使用。
2.7对配料表中使用的食品添加剂三聚磷酸钠和辣椒红进行登记使用量和放入专用容器存放;并标示清晰。
三、速冻3.1 速冻机操作员开启速冻机,要求速冻机的温度达到零下28℃以下后使用。
3.2 将产品摆放在单冻盘中,速冻机的温度达到要求的温度后放入速冻机。
3.3速冻时间要求30分钟。
3.4由检验员检测速冻的产品中心温度,要求中心温度达到零下18℃以下。
3.5达到要求的产品转到下道包装工序。
最新中式香肠HACCP计划书制作指导手册

壹、前言HACCP系统是一种有组织、有系统、有条理及有计划的『厂商自主管理』食品加工制程的科学方法。
以食品的危害分析(Hazard Analysis;HA)与重要管制点(CCP;Critical Control Point) 的设定作为主轴﹐经由规画(Plan)、实施(Do)、查核(Check)、行动(Action)的循环管理规则﹐进行系列的质量保证(Quality Assurance;QA)作业。
完善的HACCP系统﹐须有:←标准卫生作业程序(Sanitation Standard Operation Procedures;SSOPs)﹐↑工厂良好作业规范(Good Manufacturing Practices;GMP)﹐及→标准作业程序(Standard Operating Procedures;SOPs)作为建立 HACCP计划的基础。
HACCP的七个原则(Seven Principle of HACCP )﹐依据美国食品微生物标准咨询委员会(National Advisory Committee on Microbiological Criteria of Foods;NACMCF﹐1992)的说明为:1.进行危害分析(Conduct a hazard analysis):2.确定加工过程中的重要管制点(Identify the critical controlpoints in the process):3.设定重要管制点之管制界限(Establish critical limits forpreventive measures associated with each identified CCP):4.设定监控程序(Establish CCP monitoring requirements)5.设定矫正措施(Establish corrective action(s) to be takenwhen monitoring indicates that there is a deviation from an established critical limit.)6.执行记录及文件整理应用(Establish effective record-keepingprocedures that document the HACCP system.)7.进行查核与确认(Establish procedures for verification thatthe HACCP system is working correctly.)肉品工厂导入HACCP系统之初﹐应有的预备动作:1.先成立HACCP小组﹐至少专门针对某一项个别的产品进行建立HACCP系统。
工艺流程、作业指导书档案

熏煮香肠工艺流程熏煮火腿工艺流程图唐山顺鸿酱卤制品工艺流程图★原料肉验收注:带“★”为关键工序质量控制点唐山市顺鸿食品生产作业指导书灌制品加工工艺作业指导书(一)原辅料、包装材料验收原辅料、包装材料的验收按《原辅材料、产品检验规程》执行,对采购原料肉,查验动物产品检疫合格证明、产品运载工具消毒证明,并在有效期内。
(二)原料的预处理1、原料肉解冻:将解冻盘或解冻池清洗干净;将从冷库中取出的原料肉放置于洁净自来水中解冻,直至肉块变得松软为止;2、选料:瘦肉呈现红色、枣红色,色泽分明,外表有光泽;肥肉(脂肪)呈乳白色,色泽分明,外表有光泽;所用肉应干净,无污物;按班长下达的瘦肉与肥肉搭配比例,用磅秤称取所需用量。
3、修整:去除瘦肉中的脆骨或肥碎;用绞肉机,将瘦肉绞成肉末,将肥肉绞成丁状。
4、配料:按下达的配方(表1)准备:盐、味精、白糖、水、西瓜红色素等;严格执行所下达的配比要求,遵循配料的顺序。
用搅拌机将绞好的瘦肉搅拌十五分钟。
按配方,在肉中依次加入盐、味精、白糖和水,搅拌十五分钟。
按配方,加入香辛料、淀粉,搅拌十分钟。
将搅拌后的肉料倒进清洗干净的腌制盘或腌制池中。
5、及时将废弃碎肉、肉脂、垃圾清理进垃圾桶。
(三)腌制1、清洗修整平台、腌制缸、配料盆、切割工具等,清洗干净;2、根据腌制猪肉的总量分别计算出腌制配料的重量(见表一),并到辅料库领取腌制配料,辅料和食品添加剂称量必须准确;3、用配料盆调好配料;4、把猪肉按总量的多少分别平均放入腌制缸,把配料盆的配料撒入腌制缸内并拌匀,盖好。
(四)灌装1、清洗灌装设备、器具、灌装工作平台等,清洗干净;2、将腌制好的瘦肉和肥肉分别再次绞碎成细肉丝;3、将绞碎成细肉丝的瘦肉和肥肉按 2 : 1的比例混合均匀,装入搅拌机搅拌均匀;4、在灌装过程中,肉料灌入速度应均匀,灌装时,应查看肠衣是否充、是否松紧知度、是否有空气;5、肠捆扎完成后,对肠体内有空气的香肠进行穿刺排气,要严格掌握穿刺的密度,防止香肠破损;6、将灌装合格的肠运运至烘烤车间,进入烘烤工序;7、及时清理食品经过过程中产生的废弃碎肉、肉脂、垃圾。
HACCP计划书(火腿肠)

山东泉日兴食品有限公司熏煮香肠火腿HACCP计划文件编号:QRX—04—2010版本号:B版状态码:编号:编制:HACCP小组审核:张传亮批准人:吴维忠2010年2月1日发布 2010年2月1日实施目录一、原辅料描述二、辅料描述三、包材描述四、熏煮香肠火腿描述五、熏煮香肠火腿加工工艺流程图及简述六、熏煮香肠火腿类制品工艺描述:七、熏煮香肠火腿危害分析工作单八、熏煮香肠火腿关键限值的建立九、熏煮香肠火腿关键控制点(CCP)监控程序十、熏煮香肠火腿纠正措施计划十一、熏煮香肠火腿HACCP体系验证程序十二、熏煮香肠火腿HACCP计划表二、辅料描述三、包装物描述四、熏煮香肠火腿描述产品名称:熏煮香肠火腿产品说明:产品以猪肉为主要原料,经精选、切块、盐水浸渍腌制后,加入辅料,再经滚揉、充填蒸煮、烟熏、冷却、包装等工艺制作的火腿熟肉制品。
生产原料:鲜冻猪瘦肉、淀粉、食用盐、白砂糖、亚硝酸钠、食品添加剂,工厂所用原料主要来源于经评审合格的供方。
经检验员检验合格并经过精细的修整,去除不符合要求的部分。
加工种类:经滚揉、充填、蒸煮、烟熏、冷却加工而成的熟肉制品。
包装方式:采用PVDC膜内包装,瓦楞纸箱外包装。
储存温度和保质期:0~4℃条件下产品保质期6个月。
销售方式:批发、零售。
食用方式:开袋即食或深加工后食用。
标签说明:1.产品名称:见肠体标签2.储藏条件:0~4℃3.保质期:6个月4.生产日期:当天生产日期5.产品批号:同生产日期6.净含量:符合国标7.配料表:猪肉、白砂糖、食用盐、味精、淀粉、亚硝酸钠、食品添加剂、胶原蛋白肠衣。
五、熏煮香肠火腿加工工艺流程图六、熏煮香肠火腿类制品工艺描述:1.选用公司自产的来自非疫区的鲜(冻)猪瘦肉,必须符合GB9959.2-2008《分割鲜冻猪瘦肉》所规定的要求;2.验收合格的分割鲜猪瘦肉贮存在-1~4℃的冷藏间,分割冻猪瘦肉贮存在-18℃以下的冷藏间;3.接受的辅料和包装材料时查看供方资质及产品合格证明材料,质量验证合格后分别存入相应库房内;4.原料肉严格按照工艺要求进行修整、切块、洗净;5.辅料按照配方进行配制,配料时严格执行作业指导书的规定的工艺要求;6.将配好的原料、辅料加入滚揉机内按工艺要求低速滚揉,滚揉机间歇运转滚揉8小时;7.倒入料斗车内,按工艺要求进行低温腌制,保持车间内温度不高于7℃。
火腿haccp计划书
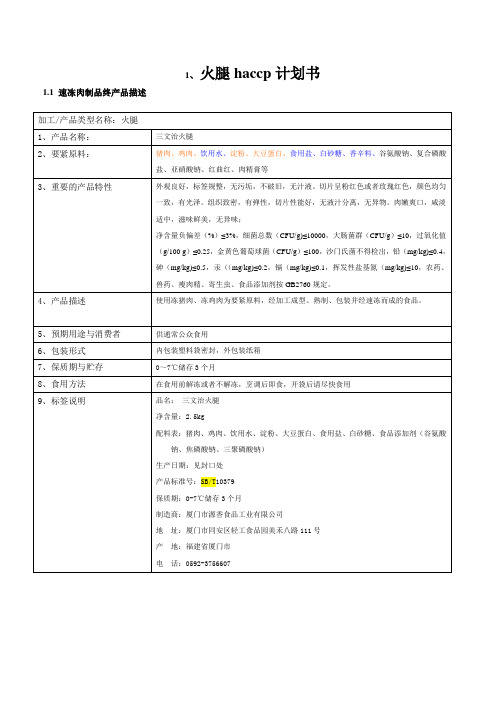
1、火腿haccp计划书1.1速冻肉制品终产品描述1.2原辅料及包装材料描述1.31.3.1二氧化氯2.产品工艺流程图3.工艺流程图说明(1).进料验收:由专人负责,严格按照进料验收规范进行验收。
(2).原料进库:原料经检验合格,由仓管签收,冻库库工拉进冻库冷藏。
(3).领料:生产车间人员凭领料单领料。
(4).原料肉解冻:防止原料解冻过快而导致汁液大量流失,解冻后,肉的表面温度操纵在8℃下列,肉中心温度在4℃左右。
亦防止原料肉解冻不充分而绞肉时肉粒过碎而影响到成品的外观与质量,解冻时间5-10小时。
(5).绞肉:绞肉要求颗粒均匀,通常要求绞孔规格14㎜;(6).配料:按照配方准备好各类通过处理的原料、辅料与添加剂。
(7).斩拌料:将准备好的原料肉、淀粉与其他辅料加入揉滚筒,抽真空,充分拌匀各类成分。
(8). 腌制:已拌好的半成品在0℃~﹣3℃的库温条件下的放置4小时,使肉馅充分发色,提高产品的保水性与风味。
(9).灌装:用符合卫生标准的塑料袋作为内包装材料,长度45cm,半成品重约2500g。
手工排气之后,进行封口、清洗剩料,剪除过剩包装袋,接着进行装模,最后装上蒸煮车。
(10).蒸煮:操纵蒸气压力,蒸煮温度78℃,时间120分钟。
(11).冷却:将蒸煮后的火腿(带模具)放入冷水槽中冷却,使其温度低于35℃.(12).出品:将冷却成型的火腿从模具中取出的过程。
(13).预冷:将火腿置于过道,使其进一步冷却,中心温度低于10℃.(14).喷码:按照生产需要,在内包装袋上打印生产日期、批号等等标识。
(15).金属检测器:内包装好的产品务必通过金属检测器的检验,以证实产品内不含金属碎片,之后才能进行外包装。
(16).外包装/检验:将通过金属检验的产品用纸箱包装,集合装成件,边包装边检验内包装,盖上品名、生产日期、保质期、重量等标签。
(17).入库:完成包装的产品,由冻库库工拉入库,进行冷藏储存,库温0℃~5℃。
肉制品作业指导书
肉制品作业指导书一、背景介绍肉制品是一种广泛消费的食品,包括各种肉类加工品,如火腿、香肠、腊肉等。
为了确保肉制品的质量和安全,制定一份详细的作业指导书是必要的。
二、产品要求1. 质量要求:肉制品应符合国家相关标准,如无异味、无色素添加、无添加剂等。
2. 安全要求:肉制品应符合食品卫生安全标准,如无细菌污染、无重金属残留等。
3. 外观要求:肉制品应具有良好的外观,如色泽鲜艳、形状规整、表面光滑等。
4. 储存要求:肉制品应储存在低温环境下,以确保其保质期和口感。
三、生产流程1. 原料准备:a. 选择新鲜、优质的肉类作为原料。
b. 对原料进行清洗、去骨、去皮等处理。
2. 调配配料:a. 根据产品配方,准确称量各种配料。
b. 将配料充分混合搅拌,确保均匀分布。
3. 细绞混合:a. 将原料和调配好的配料一起放入细绞机中。
b. 运行细绞机,将原料和配料混合均匀。
4. 塑形成型:a. 将细绞混合好的肉料放入成型机中。
b. 运行成型机,将肉料塑形成产品的形状。
5. 加工熟化:a. 将成型好的肉制品放入熟化室中。
b. 控制适当的温度和湿度,使肉制品熟化。
6. 烹饪处理:a. 根据产品要求,选择适当的烹饪方式,如蒸、煮、烤等。
b. 控制烹饪时间和温度,确保产品熟透。
7. 冷却包装:a. 将烹饪好的肉制品放入冷却室中,使其降温。
b. 将冷却好的产品进行包装,确保产品的卫生和保鲜。
四、质量控制1. 原料检验:a. 对原料进行检验,包括外观、气味、细菌检测等。
b. 检查原料是否符合质量要求,如有问题及时报告。
2. 过程监控:a. 在生产过程中,定期抽样检验产品的质量。
b. 检查产品的外观、口感、气味等,确保符合要求。
3. 成品检验:a. 对生产好的肉制品进行全面检验。
b. 检查产品的外观、质地、口感、包装等,确保质量合格。
4. 不良品处理:a. 对于发现的不良品,及时进行记录和处理。
b. 分析不良品的原因,并采取相应的纠正措施。
食品生产火腿工艺作业指导书
食品生产火腿工艺作业指导书(一)原辅料、包装材料验收原辅料、包装材料的验收按《原辅材料、产品检验规程》执行,对采购原料肉,查验动物产品检疫合格证明、产品运载工具消毒证明,并在有效期内。
二、工艺要求:1、原料的解冻:①地面清洁卫生,无血污积水。
②选用新鲜的冻结的猪肉,自然解冻,时间为8—10小时。
肉中心温度为0-4℃。
2、原料的修整:①每个工作人员必须按照卫生要求进行消毒,操作前对工作台、生产用具必须清洗消毒。
(备注:修整刀每30分钟,消毒一次)。
②按照肉的自然纹路修去筋膜、骨膜、血膜、血管、淋巴、淤血、碎骨等,剔除PSE肉,修去大块脂肪(如三角脂肪),允许保留较薄的脂肪层,必须将猪毛及其它异物挑出(修整完的肉立即送0-4℃库,备用)③环境温度:10℃以下。
3、配料①配料人员应按照配方配料,不得有缺项。
②添加剂符合GB2760《食品添加剂使用标准》。
③所用辅料如有异常变化应停止使用,通知生产部。
④配料室闲人免进,如离开配料件间,应将房门锁好。
⑤配料室所用的器具要天天清洗,对于磅秤、天平、电子秤要天天校对,配料时要细心准确,避免出错,要认真复查。
⑥配料齐合后,移交当班操作工。
4、绞肉①用φ12mm的孔板绞制(肉馅为2-6℃)。
②冻脂肪切片过后用φ12mm的孔板绞制(肉馅温度为-3℃至-6℃)。
③禁止绞肉机空转。
5、斩拌①斩拌前要检查刀是否锋利,是否有裂纹。
②原料肉斩拌:启用200转/分,将原料肉缓慢倒入斩拌机中,再启用1850转/分,斩3-4圈,观察肉馅颗粒约6-7mm左右即可出馅(肉馅最终温度为不能超过8℃),肉馅立即入滚揉间。
③基础馅斩拌:启动200转/分,将绞好的猪肉倒入斩拌机中,添加磷酸盐,用1850转/分,斩拌3-4圈;再启用3850转/分,斩拌7-8圈;启用200转/分,加入食盐、脂肪缓慢加入1/3冰片,启用3850转/分,斩3-4圈;等斩成肉糜状时,转低速加入蛋白、1/3冰水,提中速(1850转/分)连续斩3-4圈后,再启动200转/分加入淀粉和剩余的1/3冰水,提高速(3850转/分),斩肉糜成粘稠的乳化馅。
西式火腿的危害分析与关键控制点
第六组
目录
HACCP体系的概念与基本原理
西式火腿的制作工艺
产品的危害分析
消除危害的措施
HACCP基本概念
• HACCP(危害分析和关键控制点)是“Hazard Analysis Critical Control Point”英文词的首字母缩写 。HACCP是控制食品安全的经济有效地管理体系。 HACCP的目标是确保食品的安全性。
•
•
危害分析
加工工序 工序被引入 控制或增加 的潜在危害
西式火腿危害分析表
潜在危害是 否显著 对第三栏的 显著危害的 该工序是否为 ccp 判定依据 控制措施 1鲜、冻猪 肉可能存在 的生物性危 害对人体有 害2化学性 危害可能造 成食用者中 毒3物理性 危害对人体 造成物理性 危害 1原料验收 是 宰前有检验 否 合格证明的 是 原料后道蒸 煮可杀灭致 病菌2原料 验收是凭肉 联厂残留检 验合格证明 接收3金属 探测可消除 金属危害
煮制
致病菌残存 是 洗涤剂残留
煮制温度时 严格执行杀 间掌握不当 菌公式控制 造成微生物 温度与时间 残存 洗涤剂残留 ssop控制
是
下架
致病菌再污 否 染
定量包装
致病菌 再 否 污染 否 洗涤剂、消 是 毒剂残留 金属杂质 金属碎片 是
ssop控制 后道工序金 下架过程中 属探测控制 可能有卡扣 及碎屑混入
否
原料可能含 金属探测工 有金属杂质 序可消除
否
淀粉过筛
杂质异物
是
淀粉里可能 过滤可消除 含有玻璃、 金属杂质
否
原料解冻
芽孢菌
是
解冻不当可 通过SSOP控 否 导致微生物 制卫生、 繁殖 GAM控制解 冻温度。蒸 煮可消除微 生物
熏煮香肠火腿基本流程及关键控制点
基本生产流程及关键控制点肉制品(熏煮香肠火腿制品)签发部门:品控部2013年 01月修订(二)、肉制品(熏煮香肠火腿)的关键控制工序为原材料接收工序、蒸制工序、杀菌工序,操作规程如下:1、原料的接收:供方必须随货附有产品合格证及厂方的检验报告,采供部负责向供方索取,同时每半年需索取县级以上检验部门的检验报告。
每批原材料必须经品控部检验合格方可接收。
2、热加工工序:生区装炉,在冷点产品内外安放中心温度及炉腔温度探头;熟区蒸熏炉操作人员按照操作限制控制产品中心温度和恒温时间,恒温结束后出炉验证中心温度和切面。
3、杀菌工序:杀菌时使产品在温度95℃的热水中保持3分钟。
(三)、容易出现的质量安全问题设备、环境、原辅材料、包装材料、人员等环节的管理控制不到位,易造成化学和生物污染,而使产品的卫生指标等不合格;原料质量及配料控制等环节易造成风味不稳定、食品添加剂超范围和超量使用。
二、熏煮香肠火腿生产工艺要求(一)原辅材料验收处理原料采购验收:保证原料肉来自非疫区的合格供方,具备检疫合格证、检验合格证、检测报告,并抽样检验;其他原辅料供应商提供三证,符合食用标准,规格标准符合采购计划或合同要求。
仓库保管或车间根据质检员开具的物料进厂检验单对原材料验质验量入库(二)原料预处理、配料原料肉解冻、修整、清洗等工序对原料的卫生、温度、时间、操作程序等严格执行生产流程;配料应根据原料定量标准投放辅料,以保证产品的风味一致。
(三)斩拌、滚揉、腌制、灌装将称量好的肉料加入其他辅料,斩拌或滚揉均匀,进行一定时间的腌制;腌制完成的物料进入灌装机进行灌装,包装材料事先进行过适当的紫外杀菌。
(四)蒸煮、熏烤、冷却将灌装好的半成品夹层锅蒸汽加热、熟制,产品中心温度达到85℃,保持10~20分钟,然后放入烟熏炉熏制,产品温度降至38℃以下时进行出炉,出炉后注意观察产品外观是否正常,中心温度是否达到工艺要求,最好切开观察产品切面是否正常。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
******************** 康泰食品厂香肠火腿关键控制点作业指导书
关键控制点1:原辅材料验收
(一)工艺要求:
1、质检科负责制定原材料检验标准和对其进行感官检验的各类检测规程、检测点、检测频率、抽样标准、检测项目和判定依据,使用的检测设备等。
2、对采购的原材料,由供销科开具《原材料检验通知单》,送质检科进行抽样和感官检验,质检科填写《来货登记表》和检验《原始记录》,索取产品质量证明(产品合格证、卫生检验检疫合格证明、检验报告等)进行验证,出具感官《检验报告》。
3、质检科根据《原材料验收标准》和《感官检验报告》对原材料做出判定。
4、仓库根据判定结果办理入库手续,入库过程中,由仓库保管员负责核对并检查到货规格、数量、等级是否与发货单和本公司采购合同一致,有无运输损坏;验证无误后,办理入库手续。
(二)测量与监控:
1、检测频率:每次原辅材料进厂检测一次。
2、检测点:供销科。
3、检测方法:
A、感官检查;
B、查看产品质量证明(产品合格证、检验报告等)进行验证;
C、记录结果数据。
(三)检测标准:
依据《进货检验和试验程序》。
(四)异常处理:
A、拒收的原材料由供销科负责办理退货;
B、让步接收的原材料,由供销科与供货方交涉,供销科按降级后的等级挂牌标识,入库存放;
关键控制点2:配料过程
(一)工艺要求:
1、配料前准备:
配料前,先检查配料容器和斩拌机内是否清理干净,有无异物、运转是否正常,查看电子秤和架盘天平是否准确有效。
2、熏煮火腿配料:
选精肉1350kg,复合磷酸盐2.5kg,碘盐55 kg,亚硝酸钠80g,异vc50g,白糖10kg,卡拉胶1kg,山梨酸钾30g,大豆蛋白30kg,淀粉100kg,香精8kg,水200kg。
3、滚揉腌制:
(1)用0~2℃的冷水460kg,将磷酸盐倒入水中搅拌,使其充分溶解,再将碘盐倒入水中搅拌溶解。
(2)将亚硝酸钠先用少量温水溶解后倒入盐水中搅拌均匀,再将其他原料再加入60 kg的水均匀搅拌,加入盐水中再搅拌。
(3)将料盐水、碎肉放入滚揉机中滚揉,温度控制在0-4℃之间进行。
腌制液温度控制在2~4℃之间,腌制完后进入下道工序。
4、滚揉腌制间严格执行岗位责任制,实行定人定机管理,严格按设备操作规程操作开机和停机,严格执行交接班制度,应加强设备日常保养和维修工作,定期进行清洗、润滑、调整。
(二)测量与监控:
1、检测频率:每次配料检测一次。
2、检测点:配料室。
3、检测方法:
A、感官检查配料容器和斩拌机内是否有杂质;
B、配料添加量由计量器具实际测量;
C、记录结果数据。
(三)检测标准:
依据《盐水火腿生产工艺流程》产品生产工艺。
(四)异常处理:
A、若发现可见杂质,立即清理生产线,并追踪至下一工序;
B、若配料时不符合要求,责令配料员更正,并追踪至下一工序;
C、若配料添加量、品种不符合标准要求,清理出生产线;
D、若发现配料搅拌时间不符合《产品生产工艺》要求,影响腌制质量的,清理出生产线。
关键控制点3:灌装、蒸煮过程
(一)生产工艺
1、操作员开机前要认真检查灌装机、挂车、挂竿的运转情况及岗位卫生,操作员要双手消毒并带
手套。
2、事先按要求对包装膜(肠衣)进行消毒处理。
3、使灌装车间的温度控制在15℃以下,进行定量灌装。
4、灌装好的半成品上架,均匀排开,通过物流口进入蒸煮间进行蒸煮。
5、蒸煮温度与时间。
蒸煮的温度调至82℃,蒸煮时间为90分钟。
是火腿的中心温度达到82℃,然后拉出蒸煮间送入冷却间进行冷却。
6、产品进入冷却间,60分钟内使冷却间的温度降至10℃以下。
7、灌装间、蒸煮间严格执行岗位责任制,实行定人定机管理,严格按设备操作规程操作开机和停机,严格执行交接班制度,应加强设备日常保养和维修工作,定期进行清洗、润滑、调整。
(二)测量与监控
1、检测频率:每班检测一次。
2、检测方法:
A、从灌装间、蒸煮车间温度表、时间表读取显示值,查看真温度表、时间表是否处于正常状态;
B、检查熏煮火腿的色泽、香味、熟制程度。
C、记录数据。
(三)检测标准
按《熏煮火腿生产工艺流程》和有关工艺文件执行。
(四)异常处理
A、若灌装后火腿的温度、色泽不符合要求,有异味、杂质、包装不规则达不到要求,立即通知工人调整,并追踪至下一工序,严格执行《不合格品控制程序》。
B、操作员消毒不彻底,包装膜未进行消毒处理,达不到规定要求,立即通知工人进行调整。
关键控制点4:包装过程
(一)生产工艺
1、操作员包装之前要认真检查包装岗位卫生,操作员要双手消毒并带手套。
2用包装纸箱对熏煮火腿进行外包装,首先将衣肠身体打上生产日期,挑出透气的产品。
并检查包装标签是否符合GB7718标准要求。
3、打包结实、美观、整洁,清点生产数量,填写产品入库记录表,做好入库准备。
4、严格执行岗位责任制,严格按设备操作规程操作,严格执行交接班制度,
(二)测量与监控
1、检测频率:每班检测一次。
2、检测方法:
A、包装岗位卫生,操作员要双手消毒并带手套。
是否处于正常状态;
B、检查熏煮火腿包装标签是否符合GB7718标准要求,及包装效果。
C、记录数据。
(三)检测标准
按《熏煮火腿生产工艺流程》和有关工艺文件执行。
(四)异常处理
A、若包装后火腿的包装不符合要求的,立即通知工人调整,并追踪至下一工序,严格执行《不合格品控制程序》进行处理或立即通知工人进行调整。