品管系统简介
品质管理系统介绍

诚 信 经 营
Devotedly Business
科 学 管 理
Scientific management
精 益 求 精
Keep Improvement
QA Department Organization
QA Manager
QE
Lab Test Center
QP
Quality Control Flow
•
开罚厂商 : SONY
•
开罚原因 : 检验出产品成份违反RoHs管制元素 ( 有铅污染 )
問題分析
NO
改善效果確
NG
辦理補退貨
NO
填寫進料品質
異常回饋單
是否特采
YES
填寫特采單
不良原因解析&預
防再發對策回饋與
實施
會辦意見
會辦意見
繼續生產
YES
YES
知會客戶
同意特采
NO
NG
改善效果確認
繼續生產
YES
OEM產品須經客户同意
制造單位
檢測(品管)單位
倉管單位
成品製造完成
最終(出货)品質管制及異常處理流程
定期文件盤點
HR Training Dept.
Other Depts
提出年度訓練需求調查
填寫年度訓練需求調查
擬訂年度訓練計劃
教育訓練作業流程
擬訂部門內年度訓練計劃
NG
NG
厂区主管核准
部門主管核准
OK
OK
頒布年度訓練計劃
頒布部門內年度訓練計劃
制訂月訓練執行計劃
制訂月訓練執行計劃
實施月訓練執行計劃
教育訓練考核
品质评价管理(QEM)系统规定

1.目的为了促使质量管控体系有效运行,产品标准、过程方法得到全面落实执行,确保 PC 产品品质可控;及时发现不足、持续改善,不断提升 PC 生产质量管控能力和产品品质,满足客户需求。
2.适用范围制造本部、各 PC 构件生产工厂。
3.规定要求3.1管理规定3.1.1根据质量管控总流程要求,质量管理实行逐级监督管理。
质量管理的执行及产品质量实施品质评价检查制度,验证质量管理及产品质量水平;并根据验证结果评价和考核责任主体。
3.1.2品质评价管理(QEM)系统分为质量管理的执行及产品质量两大模块,品质评价管理(QEM)工作按测量、评价、考核三个方面进行。
3.1.3测量与评价:制造本部按季度对各工厂进行测量和综合评价,各工厂配合执行。
制造本部可不定期对单个工厂进行督导和帮助。
各工厂品管主导品质评价管理(QEM)工作,工艺、生产相关人员配合执行,按照标准要求每周对本工厂产品进行品质评价,每月月报前对工厂质量管理进行一次品质评价。
按部门、产线或班组为责任主体进行检查及综合评价,并将自评结果上传至总部。
质量管理执行及产品的品质评价采用百分制计分,每项评价总分为 100 分。
因各工厂生产产品的难易度存在差异,为确保评价、考核的公平性,将第六代外墙、异形件增加 2%的难度系数,即评价分=检查测量总分*1.02。
3.1.4考核规定:制造本部对各工厂按季度、半年度、年度进行考核,半年度考核为一、二季度平均值,年度考核为四个季度的平均值;第二、四季度不单独考核。
考核标准以年度质量目标为准,制造本部每年元月份以公文的形式公布当年年度质量目标。
考核计分权重:制造本部监督检查单项品质评价占 70%,工厂自评单项占 30%。
制造本部对各工厂考核时以两项评价的总分分值排名,并根据评价结果对工厂实行激励机制。
原则上奖惩按责任划分比例执行,奖励不得高于上限值,处罚不得低于下限值。
奖惩责任人由工厂落实到人,并在结果通报 5 日内将奖惩责任人名单上报至制造本部质量组。
质量管理系统

参数设置
aqci100
一般检验水准样本 代码数据录入作业
aqci101
特殊检验水准样本 代码数据录入作业
aqci103
C=0检验水准样本代 码数据录入作业
aqci110
单次抽样计数据 维护作业
aqci120 料件检验项目AQL
设置
aqci140
料件供货商检验数 据维护作业
一、系统特色介绍
实施质量管制的目的,是要降低生产成本、增加生产数量,达到企业 经营的目的。 「TIPTOP」质量管理系统,利用品管的抽样理论与实施技巧,提供 质量历史记录,作为不良原因分析与料件及供货商质量履历评分的依 据,达到改善经营绩效与厂商评鉴之目的
一、系统特色介绍
模块特色(效益) 符合MIL-STD-105D/E标准品质检验,企业可以建立自己的企业
检验水准
一般aqci100 特殊aqci101 C=0 aqci103
判别标准
单次aqci110
检验项目
料件aqci120 材料类型aqci122 站别料件aqci121
检验条件
供应商料件aqci140 料件aqci130
105D/105E根据级 数、样本字样、 检验程度决定抽 样数
C=0根据AQL和 级数决定抽样数
料件系统
采购系统
QC系统
生管系统
计数抽样计划
抽样计划
检验水准 允收水准
MIL-STD-105E 一般 I 一般 II 一般 III 特殊 I 特殊 II 特殊 III 特殊 IV
AQL AC RE
三、质量管理基本资料建立
•一般检验水准样本代码数据录入作业(aqci100) •特殊检验水准样本代码数据录入作业(aqci101) •单次抽样计划数据维护作业(aqci110) •料件检验项目AQL别设置作业(aqci120) •料件供货商检验数据维护作业(aqci140) •绘制图控制作业因子表维护作业(aqci600) •C=0检验水准样本代码数据录入作业(aqci103) •站别料件检验项目AQL别设置作业(aqci121) •材料类型检验项目AQL别设置作业(aqci122) •料件检验条件设置作业(aqci130) •不良原因维护作业(aqci102)
品管系统基础知识
55.FMEA包含对问题点重要程度的几要参数:风险度、严重度、难检度。
56.一组测定值中最大值与最小值差称为全距
57.抽样计划中凡有危害产品的使用者,生命安全之缺点称为致命缺点
58.将两个种类的数据显示在坐标图上,从此判断两者是否相关,这种图称为散布图
59.QIT Quality ImprovementTeam中文为质量改善小组
82.在管制图中,UCL表示为管制上限
83.P Chart是不良率管制图
84.为找出产生问题的主要原因,以设定改善目标,通常使用的工具是柏拉图
85.为验证产品质量及制程的稳定性, 通常在以下条件下开立初件,正确的时机为:每批生产时、修机后
86.制程品管人员需管制:制程中出现的物料异常、机台/模具参数、制程人员的作业方式、产线的5S
-STD-105E表使用步骤:1).选择批量;2)、选用检验水准;3)、决定AQL允收水准;4)、决定抽样计划的类别/种类;5)、由抽样表中查出适当的代字;6)、由样本代字查出样本数n;7)、查AQL之列与样本代字之行的相交栏得Ac与Re;8)、抽取样本检验,针对结果作出处理。
7.某QC在一周共检查出不良品20pcs,其中外观不良8pcs,装配不良6pcs,功能不良3pcs,异物1pcs,少件1pcs,实机测试不良1pcs,用柏拉图分析质量改善方向:
28.PPM(中英全称均可):Percent Per Million百万分之一
29.通常用鱼骨图(特性要因图)方法来找原因, 而用层别法来看分布
30.在制程管制中,通常用管制图来对关键制程的主要参数进行监控,以及时预警将要发生的不良
31.制程异常的处理首先是对不良品进行标示,隔离。
质量管理体系部分介绍
第二章 与质量相关的术语
3.1.4 顾客满意 customer satisfaction:顾客对其要求(3.1.2)已被满足的程 度的感受。 注1:顾客抱怨是一种满意程度低的最常见的表达方式,但没有抱怨并不一定表明 顾客很满意。 注2:即使规定的顾客要求符合顾客的愿望并得到满足,也不一定确保顾客很满意。 3.1.5 能力capability:组织(3.3.1)、体系(3.2.1)或过程(3.4.1)实现产品 (3.4.2)并使其满足要求(3.1.2)的本领。 注:ISO3534-2中确定了统计领域中过程能力术语。 3.2.1 体系(系统)system:相互关联或相互作用的一组要素。
3.2.2
管理体系management system:建立方针和目标并实现这些目标的体系
(3.2.1) 。 注:一个组织(3.3.1)的管理体系可包括若干个不同的管理体系,如质量管理体系 (3.2.3)、财务管理体系或环境管理体系。
第二章 与质量相关的术语
3.2.3 质量管理体系quality management system:在质量(3.1.1)方面指挥和控 制组织(3.3.1)的管理体系(3.2.2) 。
核心标准 ISO9000:2005 ISO9001:2008 质量管理体系 基础和术语 质量管理体系 要求
ISO9004:2000
ISO19011:2002 ISO10012:2002 ISO/TR10006 ISO/TR10007 ISO/TR10013 ISO/TR10014 ISO/TR10015 ISO/TR10017
第一章 ISO与ISO9000族标准介绍
9、实施ISO9000族标准的意义 有利于提高产品质量,保护消费者利益 为提高组织的运作能力提供了有效的方法 有利于增进国际贸易,消除技术壁垒 有利于组织持续改进和持续满足顾客的说明:为体现品质管理的严谨性,本章内容均系ISO9000:2005原条款摘选 3.1.1 质量quality:一组固有特性(3.5.1)满足要求(3.1.2)的程度。 注1:术语“质量”可使用形容词如差、好或优秀来修饰。 注2:“固有的”(其相反是“外来的”)就是指在某事或某物中本来就有的,尤 其是那种永久的特性。 3.1.2 要求requirement:明示的、通常隐含的或必须履行的需求或期望。 注1:“通常隐含”是指组织(3.3.1)、顾客(3.3.5)和其他相关方(3.3.7)的惯例 或一般做法,所考虑的需求或期望是不言而喻的。 注2:特定要求可使用修饰词表示,如产品要求、质量管理要求、顾客要求。
质量体系管理涉及的概念
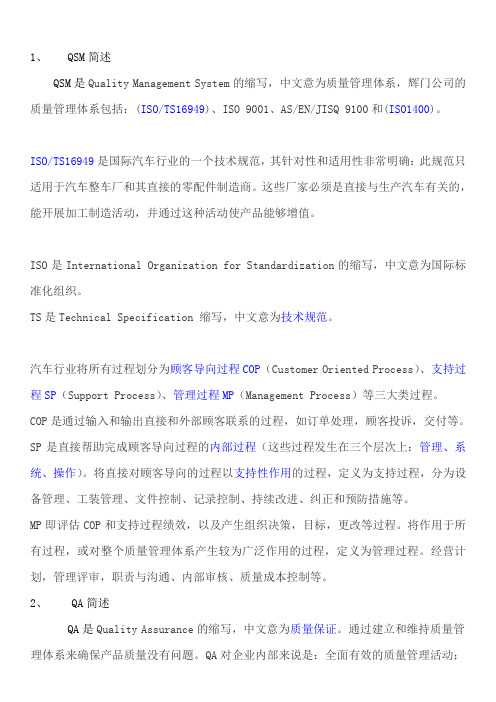
1、QSM简述QSM是Quality Management System的缩写,中文意为质量管理体系,辉门公司的质量管理体系包括:(ISO/TS16949)、ISO 9001、AS/EN/JISQ 9100和(ISO1400)。
ISO/TS16949是国际汽车行业的一个技术规范,其针对性和适用性非常明确:此规范只适用于汽车整车厂和其直接的零配件制造商。
这些厂家必须是直接与生产汽车有关的,能开展加工制造活动,并通过这种活动使产品能够增值。
ISO是International Organization for Standardization的缩写,中文意为国际标准化组织。
TS是Technical Specification 缩写,中文意为技术规范。
汽车行业将所有过程划分为顾客导向过程COP(Customer Oriented Process)、支持过程SP(Support Process)、管理过程MP(Management Process)等三大类过程。
COP是通过输入和输出直接和外部顾客联系的过程,如订单处理,顾客投诉,交付等。
SP是直接帮助完成顾客导向过程的内部过程(这些过程发生在三个层次上:管理、系统、操作)。
将直接对顾客导向的过程以支持性作用的过程,定义为支持过程,分为设备管理、工装管理、文件控制、记录控制、持续改进、纠正和预防措施等。
MP即评估COP和支持过程绩效,以及产生组织决策,目标,更改等过程。
将作用于所有过程,或对整个质量管理体系产生较为广泛作用的过程,定义为管理过程。
经营计划,管理评审,职责与沟通、内部审核、质量成本控制等。
2、 QA简述QA是Quality Assurance的缩写,中文意为质量保证。
通过建立和维持质量管理体系来确保产品质量没有问题。
QA对企业内部来说是:全面有效的质量管理活动;对企业外部来说则是:对所有的有关方提供证据的活动。
一般包括体系工程师,SQE (Supplier Quality Engineer 供应商质量工程师),CTS(客户技术服务人员),6sigma 工程师,计量器具的校验和管理等方面的人员。
四大管制系统
1.用人的原则:“选人—用人—育人—留人”。
(“选、用、育、留“政策)。
1.1“物竟天择,适者生存”。
——我们提倡竟争,“竟争,务实,效率、创新”。
1.2选人——“伯乐与千里马”的关系,建立完善的考核制度,“德、智、体”全面考核,实行筛选制,竟争上岗,优胜劣汰。
用人——“十个指头有长短”;“好钢应用在刀刃上”;“寸有所长,尺有所短”;“实践是检验真理的唯一标准”。
育人——建立完善的教育训练体制,营造良好的学习氛围,“活到老,学到老”;尤造物,先造人”;“始于教育,终于教育”。
企业持续发展必须坚持教育训练,从“理念、管理、技能”三方面着手提高整体素质,以满足顾客的需求。
留人——“十年树木,百年树人”。
人力是公司最大的资源,最重要的资源。
留人必须营造留人的环境:须有工作历练之机会;须有正确的思想文化;须有健康稳定之生活。
“人才是本,品质为先”。
2.四大管制系统:工管系统—品管系统—生管系统—经管系统。
2.1架构图如下: Array2.2T wo keys to company:工管系统----工程管理系统品管系统----品质管理系统生管系统----生产管理系统经管系统----经营管理系统2.3架构图2.4四大管制系统指导思想(1)组织架构(2)管理循环(2.1)工管系统—标准(2.2)品管系统—品质(2.3)生管系统—交期(2.4)经管系统—成本3.概念:系统= 流程+ 表单+ 资讯标准= 时间+ 空间+ 正确目标= 定点+ 定位+ 定量市场= 客户+ 产品+ 服务策略= 方向+ 时机+ 程度品质=价值+尊严+明天产品=料+工+费集合—整合—融合经验=时间+金钱品检品管品保好品质≠高品质T ime to money,Time to market,Time to value. 时间=金钱+市场+价值。
SMT整个工艺流程细讲
SMT整个工艺流程细讲SMT整个工艺流程细讲第一章品管系统简介一、前言质量是企业生存的命脉,在现代经济高度发达的社会,竞争日益猛烈,而一个企业能否在竞争中生存下去,良好的品质关于企业来讲至关重要,这点作为本公司品管系统,品质保证部的每一位职员都要有强烈的品质意识。
我公司一贯坚持质量第一,以质量求生存的宗旨。
二、公司品质政策快速提供客户具竟争力之优良产品与服务,全面质量治理,在公司内部每一位职员差不多深入贯彻,同时已于1997年4月顺利通过ISO9001品质认证。
三、品管架构我们公司品管架构为品质保证部〔QA DEPT〕IQC组 IPQC组 OQC组 QE 组IQC:In-Coming Quality Control〔进料检验〕IPQC:In-Process Quality Control〔制程检验〕OQC:Out-going Quality Control〔出货检验〕QA:Quality Assurance〔品质保证〕QE:Quality Enginer 〔品质工程〕四、我公司的生产工艺流程及流程图见附件一生产工艺流程仅为我公司的各项差不多生产工序,品保部还依照不同的产品制定该产品的«制程品质打算»,具体来对产品品质进行操纵例:制程品质打算For VA-740〔见附件二〕第二章:料件的差不多知识2.1 PCB〔Printed Circuit Board〕即印刷电路板2.1.1.PCB组成成份:电脑板卡常用的是FR-4型号,由环氧树脂和玻璃纤维复合而成。
2.1.2. PCB作用①提供元件组装的差不多支架②提供零件之间的电性连接〔利用铜箔线〕③提供组装时安全、方便的工作环境。
2.1.3. PCB分类①依照线路层的多少分为:双面板、多层板。
双面板指PCB两面有线路,而多层板除PCB两面有线路外,中间亦布有线路,目前常用的多层板为四层板,中间有一层电源和一层地。
②依照焊盘镀层可分为:喷锡板、金板、喷锡板因生产工艺复杂,故价钱昂贵,但其上锡性能优于金板。
品管系统简介
对性和有效性。
制定实施计划
02 根据企业实际情况,制定详细的实施计划,包括时间
表、责任人及任务分配等。
确定关键绩效指标
03
为确保品管系统的实施效果,需制定相应的关键绩效
指标,以便后续评估。
建立品质管理体系
组织与协调
建立品质管理团队,明确各部门的职责与协调方式,确保体系的 顺利运行。
制定品质管理标准
品管系统的种类与构成
• 六西格玛(Six Sigma):是一种以数据为基础的质量管理方法,通过消除缺陷和减少变异来提高产品质量和 过程质量。它的核心是定义、测量、分析、改进、控制五个步骤。
品管系统的种类与构成
01 构成
02
组织架构:建立质量管理委员会或质量管理部,明确
各部门的职责和协调机制。
03
05
品管系统的未来发展趋势
智能化品管系统的发展
总结词
智能化品管系统是未来发展的必然趋势,通过引入人工智能、机器学习等技术,实现品管系统的自动化和智能化 ,提高工作效率和准确性。
详细描述
智能化品管系统通过运用人工智能、机器学习等技术,能够自动化处理大量数据,并利用数据挖掘和分析工具, 对产品质量进行实时监控和预测,及时发现潜在问题,减少质量损失。同时,智能化品管系统还能够根据历史数 据和实时数据,对产品质量进行预测和优化,为生产过程中的决策提供科学依据。
其他领域
航空航天
航空航天领域对产品质量和安全性要求极高,品管系统在航空航天领域的应用能 够帮助制造商实现高质量的产品和安全性控制。
科学研究
科学研究领域中,品管系统能够帮助科研人员对实验数据进行分析和处理,提高 科研成果的质量和可靠性。
04
品管系统的优势与局限
AQC-品质管理
5Min 10Min 10Min 60Min 60Min 30Min
课 程 大 纲
一. 教育训练目的 二. 系统功能及效益简介 三. 纵览品管系统架构 四. 品管基础资料管理 五. 日常业务流程管理 六. 重要查询和报表
让 ERP 在中 60Min 60Min 30Min
参数设置
勾选该制程将走PQC流程 勾选该制程将走PQC流程 PQC
3
PQC管理流程 PQC管理流程
工单开立 yes Run card否 no 检验否 yes Run card PQC 质量记录维护 aqct511 no 生产日报表 yes 合格否 no 返工流程 no 合格否 PQC检验报告 检验报告 aqcr350 返工流程
参数设置
勾选后方将启用FQC功能 勾选后方将启用FQC功能 FQC
2
FQC管理流程 FQC管理流程
生产完工 no 检验否 yes FQC质量 FQC质量 维护作业 aqct410 no 合格否 yes 工单完工入库 维护作业 asft620
工单及完工入库已在生 产模块中介绍, 产模块中介绍 , 这里不 再赘述 本章围绕FQC FQC质量记录维 本章围绕FQC质量记录维 护作业介绍
根据 AQL 和 样 本字 号 根据 本 字号 等信息查找出本次抽 验的接受数量和拒绝 数量
简单举例示意
1、根据送检批量到“一般检验水准样本代码”中查询到样本字号“J”,以及抽样量
2、根据样本字号和AQL到“单次抽样计划资料”中查询接受数量和拒绝数量
3、可以看出,本次检验抽检80PCS,接受数量=0,拒绝数量=1 即, 当出现1个不合格品时即判定不合格
TIPTOP GP 教育训练
品质管理系统(QC) 品质管理系统(QC)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IQC 自检 IPQC IPQC FQC
退回供应商
不良品
标示&隔离 不良处理
入库 挑选 重工
报废
特采
OK
品质 再确认
NG
资料仅供参考,不当之处,请联系改正。
CS 客服作业流程
✓ 客诉处理作业流程:
客户发现问题/需求提出 赶到客户现场&其它方式联络
1 客诉详情了解 2 不良样品搜集 3 客户库存check 4 相关信息反馈工厂
继续努力
归档
NG
真因分析
改善&提高
资料仅供参考,不当之处,请联系改正。
MS 测量管理流程
新设备
校验
OK
NG
使用单位
校验申請
拒收
分类
REMARK:1.新设备使用前的校准。 2.使用单位的日点检 3.使用的定期校验
第三方校验 厂外校验
厂內校验
维修/报废 NG
校验报告 OK
存档
继续使用
资料仅供参考,不当之处,请联系改正。
资料仅供参考,不当之处,请联系改正。
品管系统架构
DQA(设计品保) SQE(供应商管理) MQA(制造品保) CS (客户服务) MS (检测系统)
DQA
资料仅供参考,不当之处,请联系改正。
设计品质保证
参与产品开发设计各阶段之品质审
DR1 : 开发评估阶段 DR2 : 设计规划阶段 DR3 : 设计及设计审查阶段 DR4 : 产品功能验证阶段 D/R5: 送样及客户认可审查 D/R6: 制程改善检讨 / 移转审查 D/R7: 结案检讨 / 大量生产规划审查
OK 品质检验
入库
NG 拒收
NG 拒收
不合格处理流程
品质记录
资料仅供参考,不当之处,请联系改正。
MQA 制造品质保证
制造流程
端子冲压 塑件成型
端子电镀
装配
入库
出货
品质记录
初检/巡检/自检/入库检验/制程条件设定等
品质特性 外观检验/尺寸测量/功能测试/包裝检验
出貨检验 包装确认
资料仅供参考,不当之处,请联系改正。
内部会议检讨
1 临时对策实施(8小时内回复) 2 长期对策实施计划(24小时内回复)
完成改善报告
Customer CS/Sales CS/Sales
工厂改善团队
工厂改善团队 工厂改善团队
资料仅供参考,不当之处,请联系改正。
CS 客服作业流程
✓ 客诉满意度调查:
选定 对象
调查实施 客户回馈
Yes
客户是否 满意?
~THE END~
资料仅供参考,不当之处,请联系改正。
SQE进料品质保证
✓ 供应商管理模式:
供应商 选择
评鉴小组
实施评鉴
取消资格
NG
结ቤተ መጻሕፍቲ ባይዱ 检讨
OK
合格供应商
OK
评鉴 小组
采购部 品管部 ME部
辅导&提升
品质监控
重新评鉴
NG
辅导
NG
资料仅供参考,不当之处,请联系改正。
SQE进料品质保证
✓ 进料检验作业流程:
原材料
數量/标示/材质 OK 核对
MQA 制造品质保证
✓ 客产品追溯性管理流
原材料
1 供应商出货检查记录 2 IQC检验记录
成型
冲压 电镀
装配
入库 客户
3 初件检验记录 4 制程自主检验记录 5 制程巡回检验记录 6 FQC检验记录 7 LOT 管理单
8 入库验收单
9 客户抱怨相关信息
资料仅供参考,不当之处,请联系改正。
MQA 制造品质保证