500MM四辊不可逆轧机技术规格书
四辊冷轧机设计之压下系统设计说明书

毕业设计(论文)任务书摘要近年来世界上的冶金工业技术及设备又有长足进步,新工艺、新技术、新设备的出现,使冶金生产过程发生了本质的变化,特别是中国的钢铁工业迅速发展,这就要求对轧钢设备进行充实和更新。
本轧机为Φ190/Φ500*450四辊冷轧机小型四辊冷轧机,本次设计重点为电动压下部分。
电动压下是最常用的上辊调整装置,通常包括:电动机、减速机、制动器、压下螺丝、压下螺母、压下位置指示器和球形垫片等,其特点有轧辊调整量小、调整精度高、动作快,灵敏度高等。
同时,该轧机的主传动方式为传动工作辊,这种形式对于轧制过程比较有利。
设计中运用斯通公式计算轧制力,传动方式采用不可逆式轧机工作制度,电动压下装置是电动机通过蜗轮减速箱传递运动的,其移动距离可达到较大的数值,速度和加速度亦可达到一定的要求,压下能力较大,采用电动压下装置。
关键词:四辊冷轧机,上辊调整,电动压下AbstractIn recent years the metallurgical industry in the world technology and equipment and rapid progress, new technology, new technology, new equipment, metallurgy process appears essential changes happened, especially in China's steel industry developing rapidly, it is required to rolling equipment to enrich and updated.This mill for Φ 190 / Φ 500 * 450 four cold rolling mi ll small four cold rolling mill, and this graduation project focused on the design of the electrical pressure. Electric pressure is the most commonly used on the roll of the adjustment device, usually including: electromotor, reducer, arrester, pressure screws, pressure nut, ball pressure pads, etc.; characterized by a small amount of roll adjustment, the adjustment of high precision, fast action, high sensitivity, and so on. At the same time, drive work roll is the main drive mode for this mill, which form is more favorable for the rolling process.Design using stone formula, the transmission way rolling force by not reversible rolling mill work system, electric pressure the device is motor through the worm gear reducer relay, the mobile distance movement can be up to larger values, speed and acceleration can also achieve certain request, press ability, using electric pressure the larger device.Keywords:Four-roller cold rolling mill,roller adjust ,electric pressure前言改革开放30多年来,我国轧钢技术装备同其他行业一样有了突飞猛进的发展,目前我国已经从引进消化国外先进技术装备,发展到自主创新自我集成,基本掌握了独立设计制造全线成套技术,能够提供整条生产线工艺装备。
设备技术规格书
附件2设备技术规格书(机械部分)目录2.1炉区设备 (4)2.1.1 上料辊道 (4)2.1.2 称量辊道 (4)2.1.3 推料机 (4)2.1.4 炉前运输辊道 (4)2.1.5 入炉辊道 (5)2.1.6 推钢机 (5)2.1.7 入炉滑架 (6)2.1.8 固定挡板 (6)2.1.9 出钢机 (6)2.1.10 返回辊道 (6)2.1.11 出炉辊道 (7)2.2 粗轧机区设备 (7)2.2.1 粗轧除鳞机 (7)2.2.2 R1轧机前运输辊道 (7)2.2.3 R1轧机前工作辊道 (8)2.2.4 R1轧机前推床 (8)2.2.5 E1 机架辊 (8)2.2.6 E1立辊轧机 (9)2.2.7 R1四辊粗轧机 (10)2.2.8 R1机架辊 (11)2.2.9 R1轧机主传动 (11)2.2.10 R1轧机工作辊换辊机 (12)2.2.11 R1轧机支承辊换辊机 (12)2.2.12 R1轧机后工作辊道 (12)2.2.13 R1轧机后推床 (13)2.2.14 中间辊道 (13)2.2.15 废钢推出机 (13)2.2.16 保温罩 (13)2.2.17 热卷箱(参考项) (14)2.3剪切区设备 (14)2.3.1 测量辊 (14)2.3.2剪前辊道 (14)2.3.3 剪前侧导板 (14)2.3.4切头飞剪 (14)2.3.5 溜槽 (15)2.3.6 料头收集装置 (15)2.4精轧区设备 (15)2.4.1 精轧除鳞机 (15)2.4.2 F1E立辊轧机 (16)2.4.3 精轧机组 (17)2.4.4 F1~F7精轧机主传动 (18)2.4.5 F1~F7精轧机导卫及活套 (18)2.4.6 精轧机工作辊换辊机 (19)2.4.7 支承辊换辊机 (20)2.5卷取区设备 (20)2.5.1 输出辊道 (20)2.5.2 层流冷却 (20)2.5.3 卷取机前侧导尺 (21)2.5.4 №1、№2夹送辊 (21)2.5.5 №1、№2卷取机 (22)2.5.6 卸卷小车 (23)2.5.7 打捆机 (23)2.5.8 №1步进梁式运输机 (23)2.5.9 №1卷取机上辊道及导板 (24)2.5.9.1 №1卷取机上辊道 (24)2.5.9.2 卷取机上导板 (24)2.5.10 带钢拦截装置 (25)2.6钢卷运输线 (25)2.6.1 快速运输链 (25)2.6.2 №2步进梁式运输机 (25)2.6.3 提升机 (25)2.6.4 №3步进梁式运输机 (26)2.6.5 称量装置 (26)2.6.6 №1慢速链式运输机 (26)2.6.7 №4步进梁式运输机 (27)2.6.8 翻卷机 (27)2.6.9 №2慢速链式运输机 (27)2.7检查站设备(可选项) (27)2.8磨辊间设备 (27)2.8.1 精轧工作辊轴承座拆卸装置 (27)2.8.2 粗轧机支承辊、工作辊及精轧机支承辊轴承座拆装,旋转装置 (28)2.8.3 轴承座翻转装置: (29)2.8.4 工作辊轴承清洗机 (29)2.8.5 轧辊存放架 (29)2.9地脚螺栓及套管 (29)2.1 炉区设备2.1.1上料辊道用途:接受冷坯、将连铸的热坯送至称量辊道。
轧机技术规格书
390mm,公称扭矩 125KNm,伸缩量 800mm,两头带轴套,按图制造 接轴托架:机械式,更换轧辊时用 水平轧机和立式轧机辊系完全互换 轧机中轴承采用干油润滑 轧机不带导卫横梁 2.2.4 6V、8V、10V 轧机 轧机形式:摩根型,二辊高刚度牌坊轧机 轧辊尺寸:Φ480/Φ420x750 最大轧制力:2000KN 最大轧制力矩:200KN.m 机架升降行程:±300mm 轧辊轴向调整量:±3mm 轧辊支撑:四列圆柱辊子轴承 轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承 轧辊平衡:上下辊弹性阻尼减振器平衡 轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片 轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓 机架升降(换孔型、换辊):电动机械升降,22KW 电机,提升力: 1200KN,提升速度:1.44/0.43mm/s,提升行程:1150mm 机架横移(换辊):用液压缸驱动,行程 2300mm,推力 321KN 机架锁紧:4 个液压缸,Φ200/Φ160,弹簧压紧力 23KN 万向接轴:减速机和轧机之间采用万向接轴连接,SWC 型,回转直径 390mm,公称扭矩 125KNm,伸缩量 800mm,两头带轴套,按图制造 接轴托架:液压缸,行程 125mm,推力 31KN 水平轧机和立式轧机辊系完全互换 轧机中轴承采用干油润滑 轧机不带导卫横梁 2.2.5 11H、13H、15H、17H 轧机 轧机形式:POMINI 型,二辊高刚度短应力线轧机 轧辊尺寸:Φ320/Φ380x650 最大轧制力:1500KN 最大轧制力矩:100KN.m 机架横移行程:±285mm 轧辊轴向调整量:±2mm 轧辊支撑:四列圆柱辊子轴承 轧辊轴向固定:操作侧推力球轴承,同时辊系和底座之间设计防窜动装置 轧辊平衡:上下辊弹性阻尼减振器平衡 轧辊径向调整:液压马达/手动调节辊缝,对称调整,轧制线固定 轧辊轴向调整:内藏式蜗杆-蜗轮-前后双螺纹结构 机架横移(换辊、换孔):用液压缸驱动,Φ100/Φ63,行程 580mm 机架锁紧:4 个液压缸 万向接轴:减速机和轧机之间采用鼓形齿万向接轴连接,11H、13H 回转直 径 285mm,公称扭矩 50KNm,15H、17H 回转直径 225mm,公称扭矩 20KNm,伸缩量 700mm,两头带轴套
轧机技术规格书

轧机技术规格书轧机及活套1、设备使用环境及条件环境温度:-20—+40℃相对湿度:工作环境:不适用于易燃易爆海拔高度:~108m2、技术要求2.1 来料方向:左进料(从操作侧看,见车间设备平面布置图)2.2技术参数2.2.1 1H、3H轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ610/Φ520x800最大轧制力:2800KN最大轧制力矩:350KN.m机架横移行程:±350mm轧辊轴向调整量:±4mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架横移(换辊、换孔):用液压缸驱动机架锁紧:4个液压缸万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径490mm,公称扭矩315KNm,伸缩量900mm,两头带轴套,按图制造接轴托架:机械式,更换轧辊时用水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁在1H轧机入口,设一个卡断剪,由1条气缸驱动上下两条剪刃,靠咬入轧机的钢坯拉力,来剪断钢坯。
气缸型号:QGBⅡ200×270Mpa2,气缸内径:Φ200mm,气缸行程:270mm,工作压力:0.4~0.6Mpa,轧件断面:165×165mm2.2.2 2V、4V轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ610/Φ520x800最大轧制力:2800KN最大轧制力矩:350KN.m机架升降行程:±350mm轧辊轴向调整量:±4mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架升降(换孔型、换辊):电动机械升降,22KW电机,提升力:1200KN,提升速度:1.44/0.43mm/s,提升行程:1220mm 机架横移(换辊):用液压缸驱动,行程2300mm,推力321KN 机架锁紧:4个液压缸,Φ240/Φ200,弹簧压紧力35~40KN万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径490mm,公称扭矩315KNm,伸缩量900mm,两头带轴套,按图制造接轴托架:液压缸,行程125mm,推力31KN水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁2.2.3 5H、7H、9H轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ480/Φ420x750最大轧制力:2000KN最大轧制力矩:200KN.m机架横移行程:±300mm轧辊轴向调整量:±3mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架横移(换辊、换孔):用液压缸驱动机架锁紧:4个液压缸万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径390mm,公称扭矩125KNm,伸缩量800mm,两头带轴套,按图制造接轴托架:机械式,更换轧辊时用水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁2.2.4 6V、8V、10V轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ480/Φ420x750最大轧制力:2000KN最大轧制力矩:200KN.m机架升降行程:±300mm轧辊轴向调整量:±3mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡。
国产轧辊磨床技术规格书
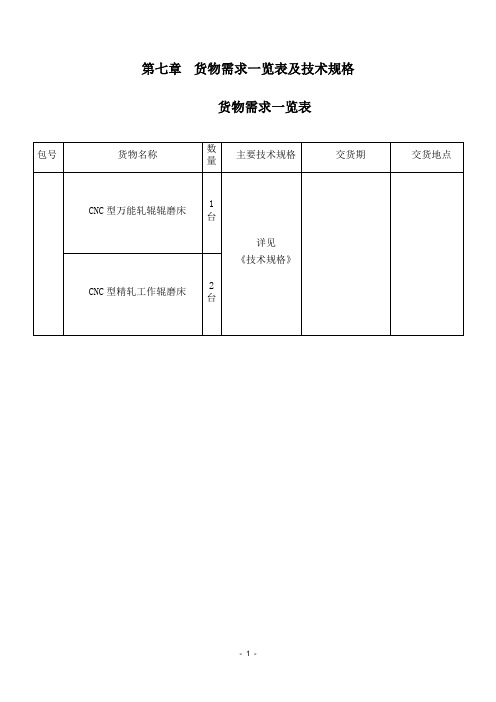
第七章货物需求一览表及技术规格货物需求一览表1.总体说明1.1本项目属1580mm热连轧项目。
1.2该项目计划于xxxx年xx月投产。
为满足生产需要,磨辊间拟配置万能轧辊磨床设备1台,精轧工作辊磨床设备2台。
1.3本次招标的轧辊磨床主要包括机械设备、电控系统、探伤系统及润滑系统等的设计、制造和供货,以及相应的服务部分。
投标人所投标设备的功能、精度、质量和效率必须满足本技术规格书的有关要求,投标设备应采用国际上成熟可靠的先进工艺和设备,其产品质量、生产成本、各项消耗指标和劳动生产率等均应达到国际先进水平,具有可靠,工艺完善和生产成熟等特点。
投标人应具有设计、制造本技术规格书所规定设备的资格和能力,对设备的设计、加工能力、质量、使用性能、供货的完整性、安装指导及调试负责。
1.4投标人应以技术附件的形式编写投标文件中的技术规格书部分。
技术附件的组成及名称见第6节。
1.5投标人在参加本项目投标时,投标人将为总负责单位,需负责招标设备的设计与供货,同时对其供货设备和服务的正确性、完整性、先进性负责。
*1.6投标人应具备与本招标设备相当或类似的同类型产品的设计及制造业绩,并在国内钢铁行业热连轧生产线有五家以上已使用的业绩,投标人在投标书中(以附录形式单列)提供供货实绩或相关介绍。
2.设备的技术要求总体要求2.1投标人需提供1台万能轧辊磨床和2台工作辊磨床,用于1580mm热连轧轧机的工作辊、支承辊,卷取机的夹送辊和助卷辊的磨削加工,并预留平整机的工作辊和支承辊的磨削加工。
*2.2轧辊的辊身辊形加工内容:圆柱、正弦、制表曲线、CVC、抛物线、组合曲线。
2.3投标人所提供轧辊磨床的功能、精度、质量和效率应满足1580mm热连轧轧机生产的要求。
2.4 投标设备所采用的标准机电零部件和液压元器件应选用国际先进水平产品。
2.5 投标设备所采用的表面油漆色彩按招标人的色标要求。
2.6 投标设备为每天24小时连续工作制。
轧机技术规格书
轧机及活套1、设备使用环境及条件环境温度:-20—+40℃相对湿度:工作环境:不适用于易燃易爆海拔高度:~108m2、技术要求来料方向:左进料(从操作侧看,见车间设备平面布置图)技术参数1H、3H轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ610/Φ520x800最大轧制力:2800KN最大轧制力矩:机架横移行程:±350mm轧辊轴向调整量:±4mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架横移(换辊、换孔):用液压缸驱动机架锁紧:4个液压缸万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径490mm,公称扭矩315KNm,伸缩量900mm,两头带轴套,按图制造接轴托架:机械式,更换轧辊时用水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁在1H轧机入口,设一个卡断剪,由1条气缸驱动上下两条剪刃,靠咬入轧机的钢坯拉力,来剪断钢坯。
气缸型号:QGBⅡ200×270Mpa2,气缸内径:Φ200mm,气缸行程:270mm,工作压力:~,轧件断面:165×165mm2V、4V轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ610/Φ520x800最大轧制力:2800KN最大轧制力矩:机架升降行程:±350mm轧辊轴向调整量:±4mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架升降(换孔型、换辊):电动机械升降,22KW电机,提升力:1200KN,提升速度:0.43mm/s,提升行程:1220mm机架横移(换辊):用液压缸驱动,行程2300mm,推力321KN机架锁紧:4个液压缸,Φ240/Φ200,弹簧压紧力35~40KN万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径490mm,公称扭矩315KNm,伸缩量900mm,两头带轴套,按图制造接轴托架:液压缸,行程125mm,推力31KN水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁5H、7H、9H轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ480/Φ420x750最大轧制力:2000KN最大轧制力矩:机架横移行程:±300mm轧辊轴向调整量:±3mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架横移(换辊、换孔):用液压缸驱动机架锁紧:4个液压缸万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径390mm,公称扭矩125KNm,伸缩量800mm,两头带轴套,按图制造接轴托架:机械式,更换轧辊时用水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁6V、8V、10V轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ480/Φ420x750最大轧制力:2000KN最大轧制力矩:机架升降行程:±300mm轧辊轴向调整量:±3mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架升降(换孔型、换辊):电动机械升降,22KW电机,提升力:1200KN,提升速度:0.43mm/s,提升行程:1150mm机架横移(换辊):用液压缸驱动,行程2300mm,推力321KN机架锁紧:4个液压缸,Φ200/Φ160,弹簧压紧力23KN万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径390mm,公称扭矩125KNm,伸缩量800mm,两头带轴套,按图制造接轴托架:液压缸,行程125mm,推力31KN水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁11H、13H、15H、17H轧机轧机形式:POMINI型,二辊高刚度短应力线轧机轧辊尺寸:Φ320/Φ380x650最大轧制力:1500KN最大轧制力矩:机架横移行程:±285mm轧辊轴向调整量:±2mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:操作侧推力球轴承,同时辊系和底座之间设计防窜动装置轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,对称调整,轧制线固定轧辊轴向调整:内藏式蜗杆-蜗轮-前后双螺纹结构机架横移(换辊、换孔):用液压缸驱动,Φ100/Φ63,行程580mm机架锁紧:4个液压缸万向接轴:减速机和轧机之间采用鼓形齿万向接轴连接,11H、13H回转直径285mm,公称扭矩50KNm,15H、17H回转直径225mm,公称扭矩20KNm,伸缩量700mm,两头带轴套接轴托架:液压缸,Φ80/Φ56,行程110mm水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑导卫横梁:在轧机机架入口和出口侧设置导卫横梁,以便安装进出口导卫,导卫底座为燕尾形,带固定导卫的平键和压板,为了便于调整,导卫横梁支座由手动丝杠进行横向调整12V、14V轧机轧机形式:POMINI型,二辊高刚度短应力线轧机轧辊尺寸:Φ320/Φ380x650最大轧制力:1500KN最大轧制力矩:机架横移行程:±285mm轧辊轴向调整量:±2mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:操作侧推力球轴承,同时辊系和底座之间设计防窜动装置轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,对称调整,轧制线固定轧辊轴向调整:内藏式蜗杆-蜗轮-前后双螺纹结构机架升降(换孔型、换辊):液压缸机架横移(换辊):用液压缸驱动机架锁紧:4个液压缸万向接轴:减速机和轧机之间采用鼓形齿万向接轴连接,回转直径285mm,公称扭矩50KNm,伸缩量700mm,两头带轴套接轴托架:液压缸,Φ80/Φ56,行程110mm水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑导卫横梁:在轧机机架入口和出口侧设置导卫横梁,以便安装进出口导卫,导卫底座为燕尾形,带固定导卫的平键和压板,为了便于调整,导卫横梁支座由手动丝杠进行横向调整16H/V、18H/V轧机轧机形式:POMINI型,二辊高刚度短应力线轧机轧辊尺寸:Φ320/Φ380x650最大轧制力:1500KN最大轧制力矩:机架横移行程:±285mm轧辊轴向调整量:±2mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:操作侧推力球轴承,同时辊系和底座之间设计防窜动装置轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,对称调整,轧制线固定轧辊轴向调整:内藏式蜗杆-蜗轮-前后双螺纹结构机架横移(换辊、换孔):用液压缸驱动,Φ100/Φ63,行程580mm机架锁紧:4个液压缸万向接轴:回转直径225mm,公称扭矩20KNm,伸缩量700mm,一端为轴套和鼓形齿,另一端为外花键齿,便于和分配齿轮箱连接接轴托架:液压缸,Φ80/Φ56,行程110mm传动方式:主电机位于地面,水平状态时电机驱动分配齿轮箱,将电机力矩传给轧机。
四辊破碎机技术说明书

4PGФ1200×1000四辊破碎机(产品使用)说明书目录一、机器概述1、机器用途·(3)2、机器技术参数··(3)3、机器工作原理··(4)4、机器主要组成部分及特点··(4)5、机器主机电气设备及原理··(5)二、机器安装1、安装一般注意事项··(6)2、机器安装··(6)三、机器试运转1、无负荷试车··(9)2、负荷试车··(9)四、机器日常检查与维护·(10)五、机器的检修周期及检修内容·(14)六、机器液压保护调整系统1、液压系统工作原理··(14)2、其它说明··(16)七、其他1、车削装置··(17)2、附图目录··(17)一、机器概述1、机器用途四辊破碎机是一种结构合理、紧凑、运转可靠的中碎和细碎破碎机。
2、技术参数3、机器的工作原理本设备的工作原理是依靠辊子表面的摩擦力把物料带入两辊子的工作腔中,通过挤压和剪切力使物料被辗研而破碎。
产品粒度的控制是通过液压保护调整系统调节辊子的间隙来实现的。
本设备具有足够大的破碎力,破碎机过载保护也通过液压系统实现控制,过载时辊子退让及复位迅速,工作稳定可靠,且在破碎物料时能保持辊子间隙不变。
4、机器主要组成部分及特点(1)本设备主要由机架(1)、辊子(2)、主轴(3)、传动系统(一)(4)、传动装置(二)(5)、液压保护调整系统(6)、防护罩(7)等组成。
(参看附图一);(2)机架是设备的主要受力载体,它由优质钢板焊接而成,具有足够的强度和良好的受力结构;(3)本设备上辊表面堆焊有高硬度的耐磨堆焊层,该材料已获“湖南省科技进步奖”;(4)设备有传动装置(一)和传动装置(二)。
四辊轧机说明书
三、设备组成及结构特点机组由电动机、齿轮联轴器、减速机、齿轮联轴器、人字齿轮座、万向接轴托架、万向接轴、工作机座等组成。
由电动机通过一系列传动机构驱动轧机工作辊进行轧制。
工作机座由电动压下装置、平衡装置、工作辊装配、支承辊装配、机架装置、轨座等部件组成。
1 电动压下装置:电动压下装置是调整上轧辊位置的传动机构,以保证按给定的压下量轧制出所要求的断面尺寸。
该装置是由电动机带动两级蜗轮机构,传给压下螺杆移动轧辊向上或向下运动所达到的。
其中低速级传动蜗杆为球面蜗杆,这种蜗杆承载能力大,体积小,传动效率高。
电动压下装置由两套独立传动机构组成,这可保证在调整轧机时,两个上轧辊的轴承座可以单独运动,该装置在控制电路的配合下,可单独点动,亦可左右连动。
并配有数字显示装置,分别显示左右压下螺杆的压下量。
2 平衡装置:为了避免轧件进出轧辊时产生冲击,因此在机架窗口板上装有液压平衡装置,借此来消除轧机空载时上支撑辊轴承座与压下螺杆间的间隙以及压下螺杆螺纹间的间隙,液压平衡装置由四个液压油缸通过活塞杆对上轧辊轴承座进行平衡,油缸压力最大为130kg/cm2。
平衡力大小可自动调节。
3 辊子装配:工作辊材质为60CrMo,两端采用三列滚针轴承以承受径向载荷,并在辊子换辊侧用两只推力球轴承以承受左、右轴向载荷。
支承辊材质为9Cr2Mo,采用双列圆柱滚子轴承(FC轴承),辅以四点接触球轴承承受轴向分力。
每个支承辊轴承座内各装一只,其两个轴承的外侧与端盖及支承辊轴承座内孔底部留有一定的游动间隙,以免在运转过程中发热卡死。
在工作辊轴承座设有槽子,用压板插入槽内作固定轴承座之用。
下支承辊轴承座通过圆弧板与机架窗口底面实现圆弧接触,用以克服轧辊负载后产生变形给轴承带来的不利影响,从而延长其寿命。
工作辊出厂时加工成圆柱形辊身,使用时由用户按需要自行加工合适的辊形,工作辊辊身磨损后可重新加工再用,当辊子直径减小到图纸规定最小值时,就不能再继续使用,应以堆焊方法修复或者更换新工作辊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Technology Proposalof500mm 4Hi Non-reversing cold rolling mill 500mm 4辊不可逆冷轧机组25th Dec, 20081.0. Summary概述500MM four roller irreversible cold rolling mill is used to roll hot rolled coils,which are ordinary carbon steel as material and 2mm as thickness, into cold rolled coils which are 1.5mm thick and have required surface hardness500MM 四辊不可逆轧机组是在常温状态下,将材质为普通碳钢,厚为2MM热轧带卷,轧制成厚为1.5MM 并具有所需光洁度的冷轧带卷2.0. Material specification材料规格Material: hot rolled coilds材料: 低碳钢Delegate steel No.: Q235B Q355B代表钢号2.1. Input material size来料的尺寸Width: 300mm - 400 mm宽度Thickness: 2.0 mm厚度Outer diamete r of steel coil: MaxΦ2000钢卷外径Inner diameter of steel coil: Φ610mm钢卷内径Max. coil weight: 8t最大卷重2.2. Finished product size成品的尺寸Width: 300mm - 400 mm宽度Thickness: 1.5mm厚度Outer d iameter of steel coil: MaxΦ2000mm钢卷外径Inner diameter of steel coil: Φ480mm- Φ510mm钢卷内径Max. coil weight: 8MT最大卷重Annual production capacity: 70,000 MT年产量3.0 Specification of Rolling mill轧机规格参数⏹Rolling speed:0 - 150m/min轧制速度⏹Threading speed:20m/min穿带速度⏹Max. rolling force:3000kN最大轧制力⏹Max. rolling moment:18KN.M最大轧制力矩⏹Max. gap of the work roll:20mm工作辊最大开口度⏹Dimension of the work roll:ф200×500 mm;工作辊尺寸⏹Dimension of back-up roll:ф500×450 mm;支撑辊尺寸⏹Column of the housing (cast steel):250 x 300 mm2机架牌坊的立柱(铸钢)⏹Main motor power:350kw主电机功率⏹Motor power of tension reel:120kw卷取机电机功率⏹Max. Coiling speed:160m/min最大卷取速度⏹Coiling tension:50kN卷取张力⏹Coil drum diameter of tension reel: ф485 -ф510mm卷取机卷筒直径⏹Motor power of payoff reel:60kw开卷机电机功率⏹Max. payoff speed:100m/min最大开卷速度⏹Payoff tension:20kN开卷张力⏹Coil drum diameter of payoff reel:ф610mm⏹开卷机卷筒直径:ф585 –ф625mm⏹Auxiliary hydraulic system pressure:12MPa辅助液压系统压力⏹Elevation of pass line :+1000MM轧制线标高:+1000MM4.0 Main features of the mill设备主要特点4.1. Motor screw down, Main drives with DC motors电动压下,主传动用DC电机4.2. Adopt SIEMENS PLC of S7-300 for automation and PROFIBUSS network communication.机组采用西门子S7-400 PLC自动控制,并采用现场总线网络系统。
4.3. Main operation desk equipped with human-machine interface, showing dynamic menu, forrolling parameters set- up, trouble alarm and printing report.主操作台设有人--机界面,完成画面显示,轧制参数设定,故障报警和打印报表。
4.4. All DC motors adopt digital 4Q DC to drive 6RA70.所有直流电机采用数字四象限直流驱动6RA704.5. With Strip break protection, trouble alarm and tension reel clamp positioning function.断带保护、事故报警、卷取机钳口位置准停.4.6 Automatic loading and unloading of coils自动上,下钢卷自动化4.7. Pass line set-up with tilted wedge adjustment automatically.轧制线自动调零4.8. Work rolls and backup rolls quick exchange工作辊,支承辊快速换辊4.9. Driving motors adop t the “Z” series which has the larger overloading capacity.传动电机用“Z”系列具有较大的过载能力4.10. Grease lubrication for both working rolls and back-up rolls.工作辊,支撑辊均采用干油润滑4.11 Center control for the pay-off reel.开卷机对中控制(CPC)4.12 Edge control of the tension reel卷取机齐边控制(EPC)4.13. Adopting γ-ray (or X-ray as option) gauge meter.采用γ线(或X线作为可选方案)测厚仪5.00. Equipment Composition and Function机组组成及各单机的功能:The 500mm 4Hi non-reversing cold rolling mill is consist of a pay-off reel, a loading car, a tail opening straighter, an unit before stand, a 4hi rolling mill, an unit after stand, a tension reel, a wrapper, a unloading car and a roll exchanging device and so on.500四辊不可逆冷轧机机械设备由开卷机,上卷小车,开头矯直机,机前装置,四辊冷轧机,机后装置,卷取机,助卷机,卸卷小车还和换辊装置等组成5.1 Loading Car上卷车The loading car is composed of a up & down car, one set of moveable cylinder (two coil position), car rail, towline of oil pipe and so on. Loading car is used for loading the pickled steel coil on the pay-off reel or setting coils in front of the pay-off drum.上卷车由升降小车,行走缸(两卷位),小车轨道,液压胶管托链等组成。
升降小车的升降和行走均为液压传动。
用于将酸洗好的带钢安放在开卷机上,沿开卷机轴线布置在开卷机前面。
5.2. Pay-off Reel开卷机The only one pay-off reel is positioned at the left end of the rolling line to act during the first rolling time and supply tension for rolling process. The pay-off reel is using cantilevered and moveable structure. The drum is four pyramid type and is droved by DC motor through the reducer. The main body of the pay-off reel moves around the base through the straight line rail bearing to achieve CPC center control. In order to uncoil easier and prevent strips loose, the press roll is used on the drum and controlled by the hydraulic cylinder for its up & down movement.开卷机共一台,布置在轧制线的最左端,用于带钢第一道次轧制,为带钢轧制提供张力。
开卷机为悬臂浮动结构,卷筒为四棱锥型式,由直流电机经减速机旋转卷筒,开卷机本体经直线导轨轴承沿底座滑动,实现CPC对中。
为方便开卷和防止松带,在卷筒上方有压辊,压辊升降由液压缸提供。
5.3. Opening Straighter开头矯直机The straighter is at a`side of the pay-off reel and and composed by the expansion and swinging guiding plate, press roll, pinch roll, 3Hi tail straighten device and hydraulic shear. All of the movement of the guiding plate, pinch roll up and down are drove by hydraulic. The straighten roll is droved by the AC motor through the universal spindle and clutch to meet the requirement during the threading and the rolling process.位于开卷机旁边,由开头伸缩摆动导板,压辊,夹送辊,三辊直头装置和液压剪组成。