冷轧钢带表面常见缺陷及改进措施
冷轧带钢浪形缺陷的成因和解决措施
冷轧带钢浪形缺陷的成因和解决措施
冷轧带钢浪形缺陷是指在冷轧过程中,带钢表面出现波浪状的凹凸不平的缺陷。
这种缺陷通常是由于带钢在辊道间的摩擦力过大造成的。
冷轧带钢浪形缺陷的解决措施包括:
1.调整辊系参数,减少辊道间的摩擦力。
2.改善辊系的润滑方式,使用较低粘度的润滑油或液压油。
3.更换辊系中的老化辊,以提高辊道间的摩擦系数。
4.改善冷轧工艺,使用更高的辊速或更大的压力。
5.在冷轧过程中加入润滑剂,减少辊道间的摩擦力。
6.在带钢表面喷涂防滑剂,提高带钢的抗摩擦性。
冷轧带钢边鼓缺陷产生原因与控制措施

冷轧带钢边鼓缺陷产生原因与控制措施全文共四篇示例,供读者参考第一篇示例:冷轧带钢是一种重要的金属材料,广泛应用于建筑、汽车、机械制造等领域。
在生产过程中,冷轧带钢常常会出现边鼓缺陷,影响产品质量。
本文将从冷轧带钢边鼓缺陷的产生原因和控制措施两方面进行探讨。
一、冷轧带钢边鼓缺陷产生原因:1. 轧辊质量不良:轧辊表面粗糙度大、硬度不足或不均匀,会导致轧件表面质量不良,进而引起边鼓缺陷的产生。
2. 轧辊边缘磨损严重:轧辊边缘磨损加剧,造成轧件边部挤压不平整,易产生边鼓缺陷。
3. 轧件冷却不均匀:冷却水量不足或水压不稳定会导致轧件温度分布不均匀,使得边部冷却速度不一致,进而引发边鼓缺陷。
4. 锯切不准确:如果在冷轧带钢的切割过程中,锯切位置不准确或锯切刀具损坏,容易导致边部挤压变形,产生边鼓缺陷。
5. 压下力控制不好:在轧制过程中,如果压下力控制不好,会造成轧辊与轧件之间的挤压不均匀,容易形成边鼓缺陷。
1. 提高轧辊质量:选用优质的轧辊材料,确保轧辊表面光滑、硬度均匀,减少轧辊对轧件表面的损伤。
2. 加强轧辊维护:定期检查轧辊边缘磨损情况,及时更换或修复磨损严重的轧辊,确保轧辊边缘的平整度。
3. 控制冷却工艺:合理设置冷却水量和水压,确保轧件冷却均匀,避免轧件边部出现温差过大的情况。
4. 加强锯切管理:对切割设备进行定期维护保养,确保切割精度和品质,避免因切割不准确导致的边鼓缺陷。
冷轧带钢边鼓缺陷的产生原因复杂多样,需要生产企业在生产过程中严格控制各项工艺参数,加强设备维护保养,提高操作技术水平,才能有效避免边鼓缺陷的产生,确保产品质量。
希望通过本文的介绍,能够对冷轧带钢生产企业提供一定的参考和帮助。
【以上内容仅供参考】。
第二篇示例:冷轧带钢是一种重要的金属材料,广泛应用于各种领域。
但是在生产过程中,冷轧带钢边鼓缺陷是经常出现的一种质量问题,给生产造成了一定的影响。
本文将从边鼓缺陷的产生原因和相应的控制措施进行探讨,希望对相关行业提供一些参考。
浅析冷轧带钢表面缺陷成因及控制措施
1概 述
冷轧 薄板表 面缺陷主要分为常规缺 陷和非常规缺 陷两大类 ,常规缺陷的产 生 与 冷 轧 工 艺 质 量 密 切 相 关 ,而 非 常 规 缺 陷 的形 成 机 理 则 比较 复 杂 ,难 于 严 格 判 断 。 前 人 也 针 对 各 类 冷 轧 中 出 现 缺 陷 进 行 过 讨 论 ,但 缺 乏 系 统 的 归 纳 。 冷 轧 产 品 的表 面 质 量 是 影 响 产 品 质 量 提 升 的 关 键 ,也 是 决 定 市 场 前 景 的 重 要 因素 , 要 想 占领 更 广 阔 的 市 场 就 要 生 产 出 质 量 更高 的产品 ,本 文主要介 绍了冷轧薄板 生 产 过 程 中板 带 表 面 缺 陷 的 种 类 ,产 生 原 因 以及 改 进措施 。 2 冷 轧带 钢缺 陷 的分 类 2 . 1 表 面缺 陷 ( 1 ) 钢板与钢带不允许存在 的缺陷。 例如 :气泡 、裂 纹 、夹 杂 、折 叠 、分 层 、 结疤等。 ( 2 )允许存在的且根据其程度 不 同来 划分 不 同 表 面 质量 等级 的缺 陷 。
亓 爱 涛
( 莱芜钢铁 集 团有限公 司板带厂 ,山 东 莱芜 2 7 1 1 2 6 )
摘 要 :冷 轧 产 品 的表 面质 量是 影 响产 品质 量提 升 的 关键 ,也是 决定 市 场前 景 的重要 因素 。要 想 占领 更广 阔 的 市场就 要
生产出质量更高的产品。本文主要介绍了冷轧薄板生产过程 中板 带表 面缺陷的种类,产生原因以及改进措施 。 关键词 :冷轧带钢;表面缺陷;改正措施
4 . 2明确各 专业 分工 的分 界 面 在5 0 0 千 伏 智 能 化 变 电 站 中 ,二 次 系统 的继保 、通信以及 自动化等专业 已 经 高 度 融 合 ,这 导致 各 专 业 之 间 的 界 线 越 来越 模 糊 。 以间 隔层 的 G O O S E交 换 机 为例 ,其所实现的功能简而言之就是传 统 保 护 装 置 之 间 的联 络 电缆 ,所 以 要 明 确其维护职 责,进行归 口管理 。此外 , 还 要 明确 设 计 、 验 收 与 运 行 管 理 之 间 的 工作职责与分工分界 面。以 S C D文件为 例 ,其 作 为智 能 化变 电站 中对 二次 回路 连 接 的 描 述 ,是 智 能 化 变 电 站 二 次 系 统 设 计 的 核 心 内容 ,所 以 要 重 点 明确 S C D 文件各个阶段的管理职责 ,使得工程建 设 同生 产 运 行 之 间 实 现全 面 而无 缝 的衔 接。 ・ 4 . 3 完善智能化变电站监控系统功能 在智能变电站中 ,由于监控 系统未 实 现 统 一 的 标 准 和 模 式 ,导 致 了监 控 系 统 的 画 面及 系 统 功 能 不兼 容 ,造 成 后 台 厂家所设 置的监 控画面互 不统一。特别 是 如果 所有 信息量 的上报方式必须采用 报文 ,就将会对如何规范信息提 出具体 的要 求 。此 外 ,也 要 明 确 和 规 范 在 监 控 后 台软压板 上保 护装 置的设 置,所 以建 议制定统一 的标准及规范 ,以进一步提
冷轧板带缺陷及消除方法
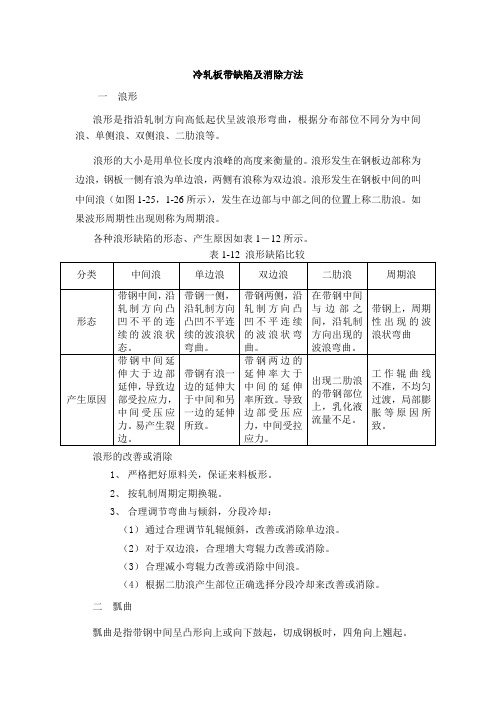
冷轧板带缺陷及消除方法一浪形浪形是指沿轧制方向高低起伏呈波浪形弯曲,根据分布部位不同分为中间浪、单侧浪、双侧浪、二肋浪等。
浪形的大小是用单位长度内浪峰的高度来衡量的。
浪形发生在钢板边部称为边浪,钢板一侧有浪为单边浪,两侧有浪称为双边浪。
浪形发生在钢板中间的叫中间浪(如图1-25,1-26所示),发生在边部与中部之间的位置上称二肋浪。
如果波形周期性出现则称为周期浪。
各种浪形缺陷的形态、产生原因如表1-12所示。
浪形的改善或消除1、严格把好原料关,保证来料板形。
2、按轧制周期定期换辊。
3、合理调节弯曲与倾斜,分段冷却:(1)通过合理调节轧辊倾斜,改善或消除单边浪。
(2)对于双边浪,合理增大弯辊力改善或消除。
(3)合理减小弯辊力改善或消除中间浪。
(4)根据二肋浪产生部位正确选择分段冷却来改善或消除。
二瓢曲瓢曲是指带钢中间呈凸形向上或向下鼓起,切成钢板时,四角向上翘起。
(一)产生原因:1、工作辊凸度太大,或在轧制时轧辊中间温度太高,使带钢中间延伸大于两边。
2、由于某种原因压下量变小,产生中心延伸大于两边。
3、原料瓢曲大,轧后不易消除。
4、板形调节不当。
(二)改善或消除措施:1、合理分配辊型,正确分配压下量。
2、精心操作,勤观察板形。
3、原料横向厚度公差应尽量小。
三辊印辊印是一种常见的缺陷,各工序都能产生。
一般由辊面凸凹缺陷引起,缺陷的部位确定并有周期性。
酸洗辊辊印主要是金属碎块粘在张力辊表面上,又压在带钢表面上产生,压印有规律性。
轧制辊印种类比较多,但其特点是周期出现,印坑形状大小相同。
周期长度L Y与工作辊径D有关,即:L Y = uπ D在成品道次时u=l,其它道次可根据延伸情况计算出来。
按缺陷特点辊印可分为4种形式:第一种是粘辊辊印。
它是由于轧辊表面粘有金属,从而在轧制时,在带钢表面形成压印。
其形状与粘有金属形式一致,多呈点状、条状或块状。
当原料有破边、折叠等缺陷进入轧机,或者穿带、甩尾时,辊缝不大,带钢与轧辊接触并相对滑动,造成金属粘于轧辊表面上,称做粘辊,如不磨除干净,就在轧制时造成辊印。
冷轧板带缺陷及消除方法

冷轧板带缺陷及消除方法浪形浪形是指沿轧制方向高低起伏呈波浪形弯曲,根据分布部位不同分为中间浪、单侧浪、双侧浪、二肋浪等。
浪形的大小是用单位长度内浪峰的高度来衡量的。
浪形发生在钢板边部称为边浪,钢板一侧有浪为单边浪,两侧有浪称为双边浪。
浪形发生在钢板中间的叫中间浪(如图1-25,1-26所示),发生在边部与中部之间的位置上称二肋浪。
如果波形周期性出现则称为周期浪。
各种浪形缺陷的形态、产生原因如表1-12所示表1-12浪形缺陷比较1、严格把好原料关,保证来料板形。
2、按轧制周期定期换辊。
3、合理调节弯曲与倾斜,分段冷却:(1)通过合理调节轧辊倾斜,改善或消除单边浪。
(2)对于双边浪,合理增大弯辊力改善或消除。
(3)合理减小弯辊力改善或消除中间浪。
(4)根据二肋浪产生部位正确选择分段冷却来改善或消除瓢曲瓢曲是指带钢中间呈凸形向上或向下鼓起,切成钢板时,四角向上翘起。
(一)产生原因:1、工作辊凸度太大,或在轧制时轧辊中间温度太高,使带钢中间延伸大于两边。
2、由于某种原因压下量变小,产生中心延伸大于两边。
3、原料瓢曲大,轧后不易消除。
4、板形调节不当。
(二)改善或消除措施:1、合理分配辊型,正确分配压下量。
2、精心操作,勤观察板形。
3、原料横向厚度公差应尽量小。
三辊印辊印是一种常见的缺陷,各工序都能产生。
一般由辊面凸凹缺陷引起,缺陷的部位确定并有周期性。
酸洗辊辊印主要是金属碎块粘在张力辊表面上,又压在带钢表面上产生,压印有规律性。
轧制辊印种类比较多,但其特点是周期出现,印坑形状大小相同。
周期长度L Y 与工作辊径D 有关,即:L Y = u 冗D在成品道次时u= l,其它道次可根据延伸情况计算出来。
按缺陷特点辊印可分为4 种形式:第一种是粘辊辊印。
它是由于轧辊表面粘有金属,从而在轧制时,在带钢表面形成压印。
其形状与粘有金属形式一致,多呈点状、条状或块状。
当原料有破边、折叠等缺陷进入轧机,或者穿带、甩尾时,辊缝不大,带钢与轧辊接触并相对滑动,造成金属粘于轧辊表面上,称做粘辊,如不磨除干净,就在轧制时造成辊印。
冷轧带钢表面黑斑缺陷的成因及控制
冷轧带钢表面黑斑缺陷的成因及控制带钢表面的乳化液去除不干净,在退火后极易形成黑斑缺陷,严重影响带钢表面质量。
分析认为有以下原因:
1、退火基板冷硬卷板型冷硬卷板形质量会明显影响到退火加热过程中的乳化液挥发,如带钢存在中浪,浪形就十分不利于层间乳化液的挥发。
2、带钢表面粗糙度粗糙度越大,钢卷层与层界面间隙增大,有利于乳化液的挥发。
3、轧制成品道次卷取张力降低卷取张力,增加了层与层之间的间隙,保护气体在钢卷层间流动,可保证乳化液的充分挥发。
4、乳化液挥发性乳化液良好的热挥发性可以大大降低冷轧卷产生黑斑的几率。
5、退火工艺退火工艺中,合理的吹氢工艺可以减轻冷轧卷黑斑缺陷。
6、带钢表面残留氯离子漂洗时处理不干净,氯离子残余在带钢表面,会发生电化学腐蚀,会生成黑色的Fe3O4。
因此控制措施为:
1、改善冷硬卷板形根据板形对退火后带钢表面质量的影响,退火基板轧制时应采用微边浪轧制。
2、优化工作辊粗糙度轧机工作辊粗糙度为0.8-1.0μm较理想。
3、优化轧制成品卷取张力卷取张力取值范围20-40Mpa较合适。
4、合适乳化液
乳化液应适当降低乳化液的浓度,尽量避免在轧制油中混入低链烃油类,以提高挥发性。
奎克N680-2DPD乳化液效果较好。
5、调整轧机乳化液吹扫系统
增大吹扫压力,防缠导板气墙的间隙合理控制,确保气墙压力,防止压力不足乳化液滴落到带钢表面。
6、控制氯离子
氯离子浓度应小于20mg/L;工艺段挤干辊正常挤干,避免带钢表面残留氯离子;加快钢卷流通,避免钢卷长时间堆放,形成腐蚀,导致黑斑。
冷轧钢带表面常见缺陷及改进措施
目录一、冷轧卷缺陷辊印....................................................................................4 粘结....................................................................................5 压痕....................................................................................6 锯齿边.................................................................................7 树纹....................................................................................8 划伤....................................................................................9 凹坑....................................................................................10 锈-1....................................................................................11 锈-2....................................................................................12 锈-3....................................................................................13 氧化皮.................................................................................14 氧化色.................................................................................15 污板....................................................................................16 振纹....................................................................................17 碳化边.................................................................................18 边部折皱..............................................................................19 脱脂不良..............................................................................20 油斑....................................................................................21 卷印....................................................................................22 擦伤....................................................................................23 撞伤....................................................................................24 浪形 (25)刀印....................................................................................26 中间折皱..............................................................................27 燕窝 (28)二、热轧卷缺陷边部开裂..............................................................................29 分层....................................................................................30 条伸....................................................................................31 夹杂....................................................................................32 孔洞 (33)33-633-733-833-933-1033-11 33-1233-1333-1433-1533-1633-17 33-1833-1933-2033-2133-2233-2333-2433-2533-2633-2733-28 33-2933-30缺陷名:分层不良代码:39 发生形态:发生原因:热轧不良对产品的影响:热轧 H/C 缺陷,呈带状或线状不规侧地此缺陷为致命缺陷,用户无法使用沿轧制方向分布,受力变形后易翘,容易发现防止对策: H/C 商确认 33-31缺陷名:开裂(EDGE-CRACK)不良代码:发生形态:发生原因: 1)热轧 H/C 包装破损,导致外圈松动,溢出,吊运的时候碰撞导致 2)热卷卷取不齐,导致碰撞开裂热轧原料边部出现的机械损伤,时有翘取,时有开裂集中在卷取不齐处对产品的影响:对我司 PPL 作业时,影响切边,易损坏导辊防止对策:1)H/C 商包装包装质量和卷取质量 2)吊运的时候防止撞伤 33-3233-33。
冷轧-涂镀产品质量缺陷及改正措施
冷轧薄板之所以说是精品,一个主要的原因就是冷轧薄板对表面质量的严格要求,。
在可整以个说冶金行业中,冷轧薄板对表面质量是要求最高最严其,是宽而薄的冷轧钢带产品和对冲压成型性能有严格要求的产品。
这也是下游工序如涂漆、涂镀、冲压成型的要求,如宝钢经多轮攻关并3开、O发5板,就是为了向汽车创造厂家供应高级表面质量要求的冷轧产一。
而言,冷轧产品的表面质量按表面缺陷情况分为普通表面质量、较高级表面质量和高级表面质量三个的,定义在相关的标准中有规。
表列出冷轧产品可能浮现的表面缺陷的种类及可能产生的工序及原因,所当列然缺,陷不一定彻底,产生原因及工序也不一定彻底正确,这有待于在今后的实际生产中逐渐补充完善。
序号缺陷名称产生缺陷的可能工序冷轧钢板与钢带表面缺陷一、表面缺陷(一)、钢板与钢带不允许存在的缺陷1 气泡炼钢可能的产生原因炼钢时产生气泡,在热轧时又未焊合,酸洗冷轧后暴露在外2 3 45 6 78 9 1011 裂纹结疤或者结瘤拉裂夹杂折叠分层黑膜或者黑带乳化液斑点波纹和折印倒刺或者毛刺炼钢、热轧与冷轧及各加工工序酸洗与冷轧冷轧、镀锌与平整炼钢热轧、冷轧炼钢、热轧与冷轧酸洗冷轧与平整酸洗剪切过程由于炼钢热应力、轧制形变或者加工致应力集中造成酸洗未洗尽氧化皮,轧制时镶嵌于表面形成结疤张力过大、张力波动过大以及张力不稳定等原因造成炼钢原因轧制时呈粘性流动的金属被再次轧制后镶嵌于板材表面炼钢时成份偏析以及组织偏析、大块夹杂等原因造成并最终在轧制过程中表现为分层酸洗后烘干效果不好造成乳化液残留于钢带表面所致过酸洗等(待查)剪刃不锋利、上下剪刃错开角度大、剪刃角度不许等原因造成(二)、允许存在的且根据其程度不同来划分不同表面质量等级的缺陷12 34 麻点划痕擦伤兰色氧化色冷轧、光整与平整各工序及搬运吊装过程等搬运、吊装过程冷轧与平整轧制时塑性基体金属粘附于高速转动的轧辊表面所致由于轧制磨擦力使基体金属升温从而造成基体发蓝,特别是带钢边部更易于形成此缺陷5 浅黄色酸洗色酸洗6 轧辊压痕冷轧、光整与平整7 划伤搬运、吊装过程8 凹坑冷轧(三)、其他表面质量缺陷1 粘接罩式退火2 表面碳黑罩式退火3 生锈与腐蚀钢卷存放以及运输过程4 欠酸洗酸洗5 过酸洗酸洗二、板形缺陷1 切斜酸轧、精整等2 镰刀弯冷轧、光整与平整浪形(细分为单3 边浪、双边浪、冷轧、光整与平整中浪、斜浪等)4 瓢曲热轧、冷轧、光整与平整三、卷型缺陷1 塔型卷曲过程2 鼓包卷曲过程3 鼓耳卷曲过程四、尺寸缺陷1 厚度超差轧制过程2 宽度短尺切边过程3 长度超差钢板分切过程热镀锌钢板与钢带表面缺陷1 锌粒热镀锌过程2 厚边热镀锌过程酸洗后未烘干造成轧辊原因轧辊原因以及表层夹杂被轧出基体表面等原因形成凹坑由于在全氢气氛下长期加热造成钢卷表面残铁粉被还原为铁而造成,此外粘接还与卷取张力以及冷却速度等有关在全氢高温气氛下,钢铁表面残存轧制油发生分解形成碳黑沉积于钢卷表面防锈油质量不好或者未涂防锈油或者涂油量不足等,或者是存放环境湿度高等原因造成表现为还有氧化铁皮未洗掉表现为基体表面可见清晰轧制纹路指钢卷或者钢带切边时切斜带钢两边轧制力不平衡,轧制力响应时间滞后或者辊缝不均匀(辊缝调节不好)或者原料密度与硬度不均匀等造成原料密度与硬度不均匀、轧制时轧制力以及弯辊力调节响应不快或者不许、带钢张力波动过大等所致,此外上下轧辊辊径相差大也会造成浪形原料厚度方向上密度或者硬度不均匀,造成钢板上下两面塑性不均匀造成,卷取机卷曲精度不高造成钢带边部超薄并在连续卷曲过程中形成钢卷鼓起对于镀锌卷,如存在边部超厚,则可能卷取时钢卷两端鼓起轧制控制不许等切边不许或者原料边部缺陷原因控制精度原因等底渣被机械搅起或者因为锌液温度高而浮起,从而附着在镀锌板面上,并在冷却过程中形成锌铁化合物FeZn10气刀的角度调整不佳,造成对吹从而形成绕流;此外由于边部气流向外散失一部份使喷吹压力不够,也会造成厚边缺陷在冷却相变过程中,如果锌铁合金层迅速长大3 4 5 6 7 8 910111213141516171819 灰色镀锌层气刀条痕锌突起贝壳状表面条状花纹锌浪气刀刮痕颤动条痕沉没辊锌疤卷取皱纹光整花钝化斑点白锈粗糙度不合要求浪边镀层划伤钢基划伤热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程热镀锌过程镀锌带钢卷取过程光整过程钝化过程存放运输过程热镀锌过程热镀锌从而使表面纯锌层消失,即没有锌的结晶花纹从而显现为灰色.普通认为,如果钢i 含量大于0。
冷轧带钢缺陷
冷轧带钢缺陷及处理办法缺陷名称产生原因缺陷后果塔形卷形不良、卷取张力波动板形不良等引起影响下道工序生产速度或下道工序难以进行破边主要因导位装置调整或使用不当、吊运过程种磕碰等引起生产过程中破边易扩散和断带凹边吊运过程中磕碰等引起生产困难,尤其蚀圆盘剪切边困难边裂主要因边部夹杂、边部机械性能等引起生产过程中易引起断带锈蚀主要因钢卷表面有水或存放时间过长引起影响带钢表面质量和轧制参数油污生产蚀设备漏油或存放地点有油污杂介质和影响轧制(打滑或难以咬入)辊印主要由轧辊表面剥落和粘钢等造成影响带钢表面质量软点轧辊表面硬度不均或局部受到较大的冲击负荷等影响带钢表面质量重量不符称重装置故障或操作工操作不精心等原因造成给机组金属平衡等造成麻烦毛刺剪刃间隙调整不合适影响带钢边部质量切边锯齿主要由剪刃崩缺造成经过轧制后出现边裂或断带欠酸洗主要因为酸液、温度、浓度、速度等参数不匹配造成,同样预破麟不良液会造成欠酸洗影响带钢表面质量,在轧制过程中易造成打滑从而导致高速断带过酸洗主要因为酸液、温度、浓度、速度等参数不匹配造成,在轧制过程中易轧穿停车斑在酸洗过程中由于停车过长造成影响带钢表面质量,在轧制过程中易造成打滑从而导致高速断带镰刀弯由于原料出现楔形,辊缝倾斜不正又没有前张力或前张力过小等造成在轧制过程中易跑偏从而导致事故发生分层由于钢坏沿宽度方向出现组织不均、机械性能不均、本身有凹陷或夹杂等原因轧制过程中易断带、粘辊夹杂主要由炼钢过程中除杂不净或局部聚集造成在轧制过程中出现变形不均,从而导致眼睛、轧穿、拉裂氧化铁皮压入主要蚀热轧除麟不尽造成轧制出现轧穿、轧漏或轧后出现麻坑单边浪辊缝不正或来料楔形影响带钢表面质量,卷形质量双边浪辊缝中大两边小造成、弯辊或中间辊使用不当等造成影响带钢表面质量,卷形质量、退火易粘结中间浪辊缝中小两边大造成、弯辊或中间辊使用不当等造成影响带钢表面质量,卷形质量、退火易粘结散卷未打捆或打捆强度不够增加修复工序塌卷带头较薄且张力过大造成使机组上料困难擦伤跟带钢接触的机械设备不运转或跟带钢运行速度不匹配等原因影响带钢表面质量划伤跟带钢接触的机械设备不运转或跟带钢运行速度不匹配且由尖锐棱角造成影响带钢表面质量溢出边边浪或中部浪影响带钢表面质量、退火机组堆垛困难乳化液斑轧制时由于乳化液残留所致退火后带钢表面出现印迹、影响表面光洁度厚度超差主要因工艺条件限制,来料厚度超差和控制不当导致影响产品合格率和给下道工序生产带来困难表面积碳氧化色炉内气体含氧量过高影响带钢表面质量回火色退火色暗淡卷心松脱星形卷轧制过程中张力过大:薄带易出现粘结\"对于罩式退火炉,产生结痕的主要原因式来料的张力过大、板面粗糙度不够、板形不好及温度过高和保温时间过长,并主要出现在薄带钢中\"复合浪横折印黑带黑斑罩式炉本身不会造成碳黑斑缺陷,仅式由于未清洗净轧件上残留的轧制油所制。
冷轧带钢表面缺陷的研究与原因分析
冷轧带钢表面缺陷的研究与原因分析摘要:冷轧带钢的表面缺陷是影响带钢产品质量的重要影响因素,随着汽车工业的不断发展,对于冷轧带钢的质量要求愈发严格。
然而冷轧带钢由于生产过程长,规格薄等因素,更易出现各种表面缺陷,较为常见的有:线状或条带状缺陷、夹杂、孔洞以及氧化铁皮压入等。
本文主要分析冷轧带钢表面缺陷的研究与原因。
关键词:带钢表面;缺陷;断裂;起皮;数值模拟引言根据过往的研究成果,发现夹杂物、表面裂纹、气泡以及氧化铁皮压入是引起带钢表面缺陷的主要原因。
为了能够及时发现缺陷来源,进而改善带钢产品质量,本文针对某钢厂生产的冷轧带钢的表面缺陷,从缺陷的宏观形貌分布、微观组织形貌以及成分角度进行分析,以期为钢厂在生产中提供重要的理论依据。
1、实验材料与方法选用某钢厂生产的低合金钢作为实验材料,尺寸为635mm×76mm×1mm,。
首先观察冷轧带钢表面缺陷的宏观形貌,然后使用锯床于带钢表面缺陷处切取若干个10mm×10mm的试样,试样需要贯穿缺陷位置,以便观察缺陷形貌。
采用JSM-6510LV型扫描电镜观察试样的组织形貌,并结合能谱分析分析缺陷成分、确定缺陷表面物质的成分。
2、成因分析2.1卷取边浪的特点带有卷取边浪缺陷的冷轧带钢经过了平整和纵切工序后,边部会表现出严重的边浪,浪高可达80mm。
由于这种边浪仅在卷取之后产生,因此被称为卷取边浪。
卷取边浪有以下四个特点:1)缺陷仅在卷取后产生,带钢在前工序不存在浪形。
2)卷取后,钢卷在纵切处开卷,带钢操作侧边浪严重,浪高可达80mm。
3)带钢外圈的卷取边浪最重,之后逐渐减轻,内圈几乎没有边浪。
4)带钢操作侧和传动侧厚度差达到公称厚度的1%~3%。
2.2平直的横截面平直横截面的带钢无论卷取多少层,钢卷沿宽度方向上壁厚分布都是均匀一致的。
2.3内凹的横截面同板差为2%的内凹截面在卷取200层后,钢卷边部的壁厚要比带钢中部厚4mm;卷取500层后,带钢边部壁厚比带钢中部壁厚大10mm,因此卷取此类带钢的过程中,带钢边部要比中部的受力大很多。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目 录
一、冷轧卷缺陷
辊印 (4)
粘结 (5)
压痕 (6)
锯齿边 (7)
树纹 (8)
划伤 (9)
凹坑 (10)
锈-1 (11)
锈-2 (12)
锈-3 (13)
氧化皮 (14)
氧化色 (15)
污板 (16)
振纹 (17)
碳化边 (18)
边部折皱 (19)
脱脂不良 (20)
油斑 (21)
卷印 (22)
擦伤 (23)
撞伤 (24)
浪形 (25)
刀印 (26)
中间折皱 (27)
燕窝 (28)
二、热轧卷缺陷
边部开裂 (29)
分层 (30)
条伸 (31)
夹杂 (32)
孔洞 (33)
缺陷名:辊印(ROLL-MARK)
不良代码:12
发生形态:
1)沿轧制方向有周期性的,板面有点状、块状、条状突起或凹陷进去的有间隔的不良。
2)平整辊印与轧钢辊印的区分:平整辊印伤疤处无粗糙度且发亮;轧钢辊印伤疤处发暗,有一定的粗糙度。
发生原因:
1)轧钢辊表面受损
2)TM辊表面粘有异物
3)ANN不良产生氧化皮后,脱落粘附在TM辊上,TM时产生
4)作业各Line其它辊面受损
对产品的影响:
1)外观不良,加工(冲压)时易发生破裂
2)影响镀层效果
防止对策:
1)需要防止由各种杂质飞入钢带影响辊面质量2)对轧钢及TM工程中工作辊的硬度确认(爆辊)
3)ANN保护气体的纯净度保证,防止氧化皮的产生
缺陷名:压痕(DENT)
不良代码:10
发生形态:
1)有一定周期性的压痕:异物粘附于发生原因:
1)作业line各辊上粘有凸起的异物引起
2)钢卷摆放位置有异物,导致产生
3)小车压痕
4)行车吊钩撞击后产生对产品的影响:对产品的影响:
缺陷名:锈-1(RUST)
不良代码:01
发生形态:
1)贯穿与钢带表面不规则或局部存在,多发生原因:
ECL机组在生产宽料时,热风燥机烘干不良,加上卷取速度快,钢卷边部残留水迹,ANN后,边部成灰白色
锈迹,后工程涂油后成黑色或黑褐色。
缺陷名:锈-2(RUST)
不良代码:01
发生形态:
1)贯穿与钢带表面不规则或局部存在,多发生原因:
1)渗透状锈主要是ANN前库和后库,由于下雨漏水和行车漏油造成
2)ANN钢卷出炉时,炉罩漏水造成
对产品的影响
:
缺陷名:锈-3(RUST) 不良代码:01 发生原因:
1)主要是作业周期太长,(ECL→ANN→TM
缺陷名:边部折皱(EDGE-BREAK) 不良代码:15
发生形态:发生原因:
1)TM在拉矫过程中,当超过屈服点时发生不均匀的塑性变形,开卷时沿开卷方向发生局部屈服。
缺陷名:燕窝(NEST)
不良代码:24
发生形态:
卷取状态下,内圈变形弯曲,易发现,发生原因:
1)卷取张力控制不当
2)薄料内圈厚板切除后易出现燕窝
对产品的影响:
影响钢板的不平整,面板类成品影响较大
缺陷名:孔洞(HOLE)
不良代码:04
发生形态:
1)贯穿与钢带表面不规则或局部存在,形发生原因:
1)热轧原料存在严重的破裂现象或原料内部存在气泡及非金属物质
2)冷轧过程中带钢断面局部疏松,该处的应力超过材料的变形极限(如塑性),导致拉破。
3)轧制过程中工作辊的严重不良(或有异物卷入)
缺陷名:条伸(POKET-WAVE)
不良代码:26
发生形态:
1)贯穿于钢带表面整个压延方向,单侧或两侧发生,打开为口袋浪,卷曲状态下,拱发生原因:
1)热轧原料的缺陷,当热轧原料存在局部高点的时候,冷轧加工后会形成局部波浪或钢卷局部隆起“起筋”
对产品的影响:
缺陷名:分层
不良代码:39
发生形态:
热轧H/C缺陷,呈带状或线状不规侧地发生原因:
热轧不良
对产品的影响:
此缺陷为致命缺陷,用户无法使用
缺陷名:开裂(EDGE-CRACK)
不良代码:
发生形态:
热轧原料边部出现的机械损伤,时有翘取,时有开裂集中在卷取不齐处发生原因:
1)热轧H/C包装破损,导致外圈松动,溢出,吊运的时候碰撞导致
2)热卷卷取不齐,导致碰撞开裂
对产品的影响:
对我司PPL作业时,影响切边,易损坏导辊。