第十二节__飞机构型定义、控制和制造资源管理
航空公司机务工程技术管理之飞机构型管理

在本篇文章中,我们将针对构型管理的基本工作范围进行阐述。与之相关的可属于构型管理范畴的工作,包括维修方案和MEL的制定,将在后续的文章中介绍。飞机的引进和退租相关知识,请看航佳技术“论文精选”里的“飞机退租攻略”。
航空公司机务工程技术管理之飞机构型管理
飞机构型管理的范围和目的:
航空公司的业务发展情况和飞机制造厂家对飞机系统、部件的更新换代决定了多元化飞机机型和飞机构型需求。很多航空公司安排专人做飞机构型管理工作,但不同的公司其工作范围有较大区别。一般来说,机队基本信息、使用性能、改装状态、装机部件及位置是构型管理的基本工作范围。除此之外,维修方案制定、MEL制定、飞机的引进和退租也可纳入构型管理工作的范畴。
2、对飞机系统加改装后,应更新飞机构型数据。
飞机系统不断在更新换代,增加一套新功能系统,比如防油箱爆燃的氮气发生系统、翼尖小翼等,或者一套冗余系统,比如新增座舱压力传感系统等,这些都需要在航空公司的飞机构型数据中体现和不断更新。这些加改装可能有很多种形式,比如波音的SB、厂家的STC、MDA等。一般来说,符合AC-121-55中规定的重要改装定义的加改装都应当作为飞机构型数据的一部分进行控制。
飞机构型管理的基本要求:
1、进行飞机选型的技术谈判时,新引进的飞机构型应与本公司机队构型尽量保持一致。
飞机的选型是机队规划的重要组成部分,是航空公司最重要的战略决策之一。航空公司在飞机选型时主要考虑的是国际国内政策环境、公司财务状况、市场分析、飞机性能要求和飞机运营经济效益,而构型的一致性往往是最后才考虑的,这就造成了很多公司的构型管理人员疲于不断更新各种新增加的构型。其实多一种构型就多一道风险,维修手册的构型混乱、工作者对大量新构型不熟悉和混淆、工程管理难度和工作量的几何级增大,都会造成很多人为因素的差错,从而影响飞行安全。因此工程技术管理部门在介入飞机选型工作时,在符合公司战略规划的前提下,应建议飞机引进部门将机队构型统一。
飞机构型管理及其控制技术研究与应用探讨

飞机构型管理及其控制技术研究与应用探讨作者:李辉来源:《科学家》2017年第03期摘要本文分析了飞机构型管理的过程,并且简化了飞机构型管理的理念,在模块设计的基础上,完善了飞机构型的管理,实现了分级管理的方式。
关键词飞机构型;管理;控制中图分类号 V2 文献标识码A 文章编号2095—6363(2017)03—0004—02随着市场环境的完善和材料、工艺的改进,飞机在制造的过程中,在构型的处理中实现了动态化的发展,而且飞机的零部件比较多,零部件的规模非常大,在进行数字化技术改造的过程中已经实现了飞机构型管理的理念。
1简化飞机构型管理如今,在飞机产品的制作过程中,已经实现了不同形式的构型方式,如果还是采用传统的管理方式,那么就不能实现复杂结构的管理。
客户在定制的过程中也逐渐朝着多元化的方向发展,而且,各类飞机产品在制作成成品的过程中,也会采用不同的原材料,飞机制造的工艺和材料的形式越来越多。
为了完善飞机产品构型的方式,防止在飞机构型的过程中管理不当,要对飞机构型管理的流程进行简化。
在对飞机构型管理简化的过程中,可以采用飞机产品结构模块化管理的方式,通过模块化的管理可以对产品的结构进行组织,并且通过模块的有效性确保整个飞机构型的合理性,这种简化的方式实现了飞机构型的合理的控制,而且实现了一种分级的思想。
由于整个飞机的规模较大,飞机产品的构型应该采用模块的形式,对构型的每个环节进行定义、控制和审核等。
在对每个模块进行构型的过程中,应该通过对零部件的分析来决定,对每个零部件分析的基础上,进行构型活动的管理。
通过分级的构型管理方式,可以对飞机构型管理流程进行简化。
如美国的波音747大型客机在构型的过程中,每件的数量能达到600万件,如果采用的是传统的构型方式,那么要对600万个零部件进行分别的管理。
但是如果在管理中树立了模块思想,从而可以对数量进行比较,将每300个零部件组成一个模块,从而在整架飞机中就有2万的模块。
航空器制造中的质量控制与管理

航空器制造中的质量控制与管理在现代科技飞速发展的时代,航空器制造无疑是高端制造业的代表之一。
航空器的安全性、可靠性和性能直接关系到乘客的生命安全以及航空运输的效率和效益。
因此,在航空器制造过程中,质量控制与管理至关重要。
质量控制是确保产品符合特定标准和要求的一系列活动,而质量管理则是对这些活动的规划、组织、协调和监督。
在航空器制造领域,质量控制与管理涵盖了从设计、原材料采购、零部件加工、组装到测试和交付的整个生产流程。
设计阶段是航空器质量控制与管理的源头。
一个优秀的设计方案不仅要考虑航空器的性能和功能,还要充分考虑其可制造性、可维护性和安全性。
设计团队需要运用先进的设计工具和方法,进行大量的分析和模拟,以确保设计的合理性和可靠性。
同时,设计方案需要经过严格的评审和验证,确保其符合适航标准和客户的需求。
原材料的质量直接影响到航空器的整体质量。
在采购原材料时,必须选择具有良好信誉和质量保证的供应商。
对每一批原材料都要进行严格的检验和测试,包括化学成分分析、物理性能测试等,确保其符合设计要求和相关标准。
此外,还需要建立完善的原材料追溯体系,以便在出现质量问题时能够迅速追溯到源头。
零部件加工是航空器制造的重要环节。
在这个过程中,需要采用高精度的加工设备和工艺,确保零部件的尺寸精度和表面质量。
同时,要制定严格的工艺规范和操作流程,对加工过程进行实时监控和检验。
对于关键零部件,还需要进行无损检测等特殊检测手段,以确保其内部质量无缺陷。
组装是将各个零部件组合成一个完整的航空器的过程。
在组装过程中,需要严格按照工艺规程进行操作,确保零部件的安装位置和顺序正确无误。
同时,要对组装过程中的连接部位进行严格的检查,如螺栓连接的扭矩、焊接质量等。
组装完成后,还需要进行全面的功能性测试和系统调试,确保航空器的各项功能正常。
测试是对航空器质量的最终检验。
包括地面测试和飞行测试。
地面测试主要包括静态测试、动态测试和系统测试等,以验证航空器的结构强度、性能参数和系统功能。
飞机构型管理

飞机构型管理
飞机构型管理是指对飞机的构型进行综合管理的一种方法。
它涉及到飞机的设计、制造、维护、运营等多个环节。
在飞机的整个生命周期中,构型都是一个重要的方面,它关系到飞机的性能、安全性、维护成本等多个方面。
在飞机的设计阶段,构型管理需要考虑到飞机的设计参数,如重量、气动特性、机载设备布置等,以确保飞机在满足性能要求的同时,能够保证安全性和舒适性。
在制造阶段,构型管理需要确保生产过程中的工艺符合设计要求,以确保飞机的质量。
在维护阶段,构型管理需要保证维修和保养工作在整个飞机构型管理体系中得到充分的支持。
在运营阶段,构型管理需要对飞机进行监测和评估,以保证飞机在使用过程中的性能和安全性。
综上所述,飞机构型管理是一项综合性的工作,需要各个环节之间的协作,以确保飞机的构型能够得到科学有效的管理。
- 1 -。
飞机构型管理及控制技术的应用研究

飞机构型管理及控制技术的应用研究陈双凤◎市场经济的快速发展,科学技术水平得到了显著提升,在这种发展环境中,飞机制造行业也受到了一定的影响。
由于飞机构型在不断变化,要想更好的适应当前的发展形势,行业在发展期间需要抓住市场中的发展机遇,对飞机构型控制技术进行深入分析,实现对飞机构型管理技术的有效控制,改善以往飞机制造工作中存在的问题,这对提升管理效率高,优化管理效果有着重要作用,本文主要对飞机构型管理及控制技术的应用进行了研究。
一、传统飞机构型管理方法中存在的不足传统的飞机构型管理模式在应用的过程中,无法保证整体的工作效率,有些企业在生产制造的过程中还应用了二维技术,不利于对飞机结构的优化和改进,无法将产品结构立体化效果的展现出来,这就会对各项参数的测量造成一定的影响。
另外,管理数据不完善,数据数量比较少,无法为产品的加工和制作提供有效参考,也没有将信息技术的作用充分发挥出来,虽然建立了相关数据库,但是整体的应用效率比较多,数据库中有效的数据信息种类比较少,不能满足飞机构型管理工作的开展需要,也无法提供有效的参考数据。
另外,传统飞机构型管理模式在应用过程中,在对飞机构型图纸进行设计和管理的过程中,需要投入大量的人力、资金和时间,如果出现新构型,则需要对相关图纸进行重新绘制,运用新图纸来替换旧图纸,在此过程中需要消耗大量的时间和精力,而且也容易出现资源浪费的情况。
在这种飞机构型管理模式中,经常会出现图纸套用的情况。
设计人员在修改和绘制图纸期间,一般都会按照以往的图纸进行重新绘制,但是有些工作人员会直接在原来的图纸上进行修改,很容易出现线条不清晰的情况,这就会对下一环节的工作造成影响。
同时,各个部门无法进行有效协调也是传统管理模式中存在的问题,由于图纸的特殊性,在备份方面存在一定的困难,在实际应用的过程中,需要在各部门之间传递,在此期间,有些部门如果没有对图纸进行有效管理,图纸很容易受到破坏,精确性和完整性得不到保证,同时也容易引发部门之间的矛盾,影响企业的和谐、稳定发展。
飞机技术状态(构型)管理研究与分析
飞机技术状态(构型)管理研究与分析【摘要】介绍了国内外飞机构型管理的发展状况,及国外构型管理标准内容的简要概述,对国外几份构型管理标准进行了主要差异分析,结合国内民用飞机的发展,提出企业制定一套构型管理标准流程,对于提高企业的管理体系具有重要意义。
【关键词】:标准技术状态(构型)管理差异分析1.引言构型管理的概念最早起源于美国的军事工业,尤其在美国航空航天局、欧空局等管理飞机、舰艇、火箭等大型武器装备的研制过程中,随着产品复杂度的增加,研制过程可能要经历几年,不可能由一个人或一组人来控制设计和生产,同时这些产品的研制涉及到不同专业、不同学科之间的人员进行协调设计,在这过程中当控制权从一个人交给另一个人时,很可能丢失了一些相关的信息,产品的状态也就随之处于变化之中,最终生产出的产品有可能与前期需求的设计产品结果不一致。
这样美国军方就提出并总结出产品构型管理的雏形概念。
而我国对于飞机构型的概念在过去一直没有明确提出,直到在民机转包生产中才将这个概念引入飞机项目,其目的是为了控制复杂飞机产品的开发与维护,使得飞机制造商和开发商能够灵活地对各种需求变化,因此,在飞机研制过程中推广应用构型管理技术,不仅是现代化管理的需要,也是研制具有国际先进水平航空产品的需要。
2.国外构型管理发展概况在国外的一些比较知名的、先进的军工企业,构型管理已经非常成熟,他们大都已经形成了完整的管理体系,在国外的企业内部,有关构型管理的相关企业标准规范数以千份,非常严格,每个流程需要哪些环节,每个环节需要哪些人来参与,需要什么样的支撑条件,都定义得非常详细,因为他们发现,只有做好构型管理,才能够确保满足预定的计划和目标,并且随着激烈的市场竞争压力和信息化的发展,国外先进航空国防企业纷纷在构型管理中引入了信息化技术,极大地提高了产品研制的构型管理水平,使航空产品研制和生产方式也产生了深刻的变革,可以说这是国外企业成功的一笔巨大财富。
现代飞机制造技术之飞机装配复习题
第二节、飞机研制工作的一般过程及特殊要求1、飞机研制工作一般包括哪几个过程?飞机研制的一般过程包括:概念性设计、初步设计、详细设计、原型机试制、原型机试飞、批生产(准备)。
第三节、飞机装配准确度和飞机装配过程1、简述飞机结构的分解、以及设计分离面和工艺分离面的定义。
某些部件、段件和组合件之间采用可拆卸的连接,部件和部件之间、部件和可卸件之间所形成的可拆卸的分离面,称为设计分离面。
主要便于在使用和维修过程中迅速拆卸和重新安装。
除飞机机体按设计分离面划分为部件、段件、组件之外,为了生产上的需要,再将部件进一步划分为段件,将段件进一步划分为板件和组件。
这些板件、段件或组合件之间一般采用不可拆卸的连接,它们的分离面称为工艺分离面。
2、飞机装配准确度要求包括哪几个方面。
主要包括:1、部件气动力外形准确度;2、部件内部组合件和零件的位置准确度;3、部件间相对位置的准确度。
3、简述制造准确度和协调准确度的定义。
飞机零件、组合件或部件的制造准确度是指:产品的实际尺寸与图纸上所规定的名义尺寸相符合的程度。
(符合程度越高,则制造准确度越高,也就是说,制造误差越小)协调准确度是指:两个飞机零件、组合件或部件之间相配合部位的实际几何形状和尺寸相符合的程度。
(同上)4、在飞机装配中常用的补偿方法有哪几种?补偿方法就是零件、组合件或部件的某些尺寸在装配时可进行加工或者调整,这可以部分抵消零件制造和装配的误差,最后能够达到技术条件所规定的准确度要求。
常用的补偿方法有:①、修配;②、装配后精加工;③、可调补偿件。
5、在飞机装配过程中,使用哪两种装配基准,叙述每一种装配基准的装配过程和部件外形误差。
装配基准有:1、以骨架为装配基准;2、以蒙皮为装配基准。
以骨架为装配基准的装配过程有两种:其一:1:翼肋按定位孔定位,铆上桁条,组成骨架;2:放上蒙皮,用橡皮绳或钢带拉紧;3:进行骨架与蒙皮的铆接。
其二:1:翼肋按卡板定位,和大梁、桁条等组成骨架;2:放上蒙皮,用卡板压紧;3:进行骨架与蒙皮的铆接。
飞机构型管理及其控制技术的应用探究
飞机构型管理及其控制技术的应用探究作者:闫强来源:《经济技术协作信息》 2018年第34期我国社会经济的快速发展,推动了航天事业的发展进程。
在科学技术水平不断提升的基础上,飞机制造行业也正朝着现代化的方向发展。
飞机制造中,飞机构型管理是保证飞机制造质量以及飞机性能的要点内容。
要想全面提升飞机制造的整体水平,就必须掌握先进的控制技术,能够保证飞机构型的管理质量。
文中,在针对飞机构型管理的特点以及目标进行探讨之后,又对常用的构型管理方法中存在的问题进行分析,最后探讨构型管理控制技术在飞机制造中的应用。
希望可以进一步提升飞机构型管理的水平,使航天事业得到健康发展。
在不断发展的过程中,飞机制造行业的发展面临着新的挑战。
飞机的型号以及架次正处于不断变化的阶段。
而飞机型号以及架次的转变,必定会对飞机构型的管理造成更大的管理难度。
为了保证我国飞机制造行业的健康有序发展,对飞机构型管理进行研究以及应用控制技术显得尤为重要。
而实际上,飞机构型管理控制技术可以分为模块管理技术、有效性定义技术以及系统生成技术。
文中就对这些技术内容以及实际应用进行一一阐述。
一、飞机构型管理的概述l特点。
飞机构型管理的主要内容就是对飞机制造结构的各类数据进行综合管理。
主要包括飞机的外形参数、加工技术以及各类质量检测数等。
分析我国当前的飞机构造管理工作,可以将其特点总结为以下内容:第一点表现为,数据管理的全面性。
实际进行飞机构型管理工作时,是从飞机的设计阶段到制作生产阶段的全过程管理,其中涵盖了飞机生产全过程的数据内容;第二点表现为,数据划分的科学性。
在进行具体管理工作时,会根据飞机结构的类型,对各类数据内容进行合理科学的划分,从而实现对飞机制造数据的科学管理;第三点表现为,数据更新的实时性。
飞机构型管理还需要承担着对各个生产环节生产数据的实时更新,为相关的技术人员提供有效的数据参考;第四点表现为,数据信息的透明性。
利用飞机构型管理工作,可以将各类生产数据同步到各个企业部门,确保信息内容的实时共享。
大型客机构型管理研究_阴庞龙
技术管理大型客机构型管理研究阴庞龙 何景武(上海飞机设计研究所,北京航空航天大学大型飞机高级人才培训班)摘要:在分析飞机制造企业面临的挑战以及国内外企业构型管理应用现状的基础上,强调了构型管理在大型客机研制过程中的重要性。
在对构型管理的目的、基本要素和发展进行概述的基础上,借鉴波音公司和空客公司构型管理的思想,研究了简化构型管理的几大构型控制技术,并结合中国商用飞机有限责任公司商业模式和组织特点,设计了构型更改流程。
关键词:构型管理;构型控制;大型客机0 引言构型管理是美国军方在大型军事装备研制过程中总结出来的管理体系,起初是对承包商的强制要求[1]。
随着经济全球化,客户需求多样化,市场竞争日趋激烈的严峻挑战,飞机制造企业必须以最短的时间和最低的成本提供给客户最满意的产品,构型管理也就成为飞机制造企业的共识。
波音公司于1993年提出了基于产品数据管理的飞机构型定义与控制和制造资源管理(DCAC/ M R M)计划[2],以达到飞机研制周期缩短50%、问题减少50%、成本降低25%以及较大地提高客户满意程度的目的。
空客公司则组建了空中客车并行工程ACE领导小组,该小组结合公司的特点于1998年提出了空中客车技术信息系统ATIS(A ir-Bus Techni ca l I n f o r m ation Syste m)。
中国商用飞机有限责任公司肩负着国家大型客机项目的研制任务,在较短的研制周期,以较低的成本,提供高质量和客户满意的大型客机,实现商业成功,成为公司当前的重要任务。
在整个研制过程中,大型客机全生命周期构型管理成为需要解决的技术之一。
1 构型管理1.1 概述构型管理是一种面向产品全生命周期,以产品结构为组织方式,将各阶段产品数据关联起来并对其进行管理和控制,进而保证产品数据一致性、有效性和可追溯性的管理技术。
其主要目的是[3]: 从宏观上把握并建立产品整体结构; 利用最少的零件,产生更多产品构型,满足客户的多样化需求,增强零件的重用性; 维护产品数据的全部有效版本,确保在各个阶段能够获得产品的完整、准确、有效的技术描述。
民机研制阶段构型管理要求研究
民机研制阶段构型管理要求研究摘要:我国第一所民用飞机技术研究中心于2010年正式在北京成立,随着科研技术的不断发展,近年来我国民机研制取得了突破性的进展,目前我国民机研制与发展处于“生产一批、研制一批、畅想一批”可持续发展阶段。
一项民用飞机的发展都要经历设计、研制、生产、测试4个阶段,为了提高民机研制精准性,在研发民机的过程中,要对每个阶段进行细化管理,该文以研制阶段为突破口,对民机构型管理进行论述。
中国论文网/8/view-12907755.htm关键词:民机发展研制阶段构型管理中图分类号:V260.2 文献标识码:A 文章编号:1672-3791(2017)02(c)-0135-02一项民机研制项目从研发到下线投入使用需要很长一段时间,以我国C919型客机为例,该客机是我国自主研发第二款客机,也是目前我国最先进的民用客机,C919于2008年正式立项,2015年11月下线,研制周期长达7年。
民用飞机从预研概念到飞机退役都离不开预研项目的支持,只有通过严谨的管理才能保证民机产品技术的稳定性。
无论是国际上民机研发公司,还是国内飞机制造商目前针对民机研制阶段都采用构型管理方式,尽管在管理标准方面存在相应的差异,但是构型管理已经成为民机研制发展的必然趋势。
1 民机构型管理的含义1.1 概念构型管理主要是指:在民机寿命时间段内,即从民机研发到退役,以民机的物理特征、功能性特征以及产品需求的角度为出发点,按照预先制定的构型文件来维系一切管理活动。
在民机构型管理的过程中,通常要经过标识、控制、纪实、审核4个阶段管理活动,并且在每个活动管理阶段都要对管理内容与管理流程进行详细记录,通过记录信息不仅可以及时了解民机的性能状态,也为将来民机研发提供参考性依据。
只有这样才能保证民机研发的技术性能、实用性能以及民机生产的完整性与连续性。
1.2 结构型管理的发展构型管理的概念提出于20世纪60年代。
美国军方与航空航天局在研发飞机、火箭、潜艇等武器装备的过程中总结出了一套科学、合理的管理方式,随着时间的发展,该管理理念不断丰富最终以构型管理的方式呈现在人们的面前。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全球协同网络环境GCE
DCAC/MRM系统
737-X 787
CATIA,DELMIA, ENOVIA, SMARTEAM集成系统 (MBD)
……
GCE(Global Collaborative Environment)
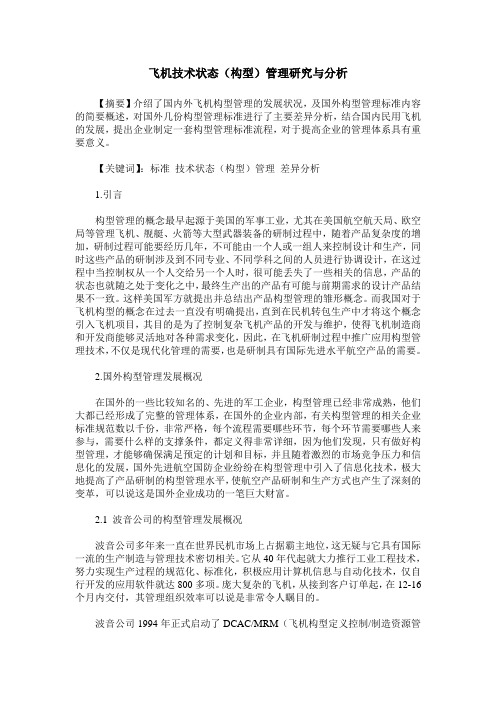
客户选型与飞机主模型和次模型的关系
6
3:精简作业流TBS3
顾客对自己所订购飞机的一些特殊要求,如厨房、机内装饰和座位安 排等需要波音公司设计部门按顾客要求重新设计,并影响到制造工艺、生 产安排等后续一系列环节,波音称此为顾客驱动、新设计型CDND (Customer–driven, newly defined),按这类组件构成的作业流称作精简 作业流3(TBS3),
14
有效性
飞机特定构型表
简化构型管理
15
构型有效性控制两种不同方法
16
另一个重要措施是,过去对每种型号飞机有一架基线(Baseline)飞机, 通过对此基线飞机上增加或减少零部件后,最终形成客户所需飞机。而现 在不再有基线飞机,仅通过“增加”,即通过客户选型就确定客户所需飞 机。前面已经提到,飞机零部件已模块化,由模块组成飞机构型表,不再 需要对原有图纸重新标记有效性。
Trilogy公司的产品构型软件BUILDER。 Baan公司的制造资源管理软件Baan Ⅳ。 CIMLINC公司的计算机辅助工艺设计软件Lingkage。 SDRC公司的产品数据管理软件Metaphase
并且通过产品数据管理软件建立单一产品数据源SSPD,不仅管理整 个飞机的构型工作,而且实现庞大的DCAC/MRM 计划的系统结构及其软 件功能。
当客户确定选型(Option),例如:三联风档(Triplex Windshield) 后,与之对应的有独立的模块。这一模块有三联风档的设计、相应的工艺 计划、工艺装备和支持文档。 设计中将包括零部件的数字模型、图纸和产 品结构树等信息。工艺计划中有零部件将在什么车间(Shop),哪一个工 位(Position)和按什么作业(Job)制造,在制造过程中将用到什么工装 (Tool)。
To-Be
Reusability of majority of definition data
11
(二)简化构型管理SCM(Simplified Configuration Management)
1:模块化组织单元 上述的精简作业流按零部件的设计、工艺计划、工装设备和支持文档 等组织在一起构成模块(module),模块成为企业活动的基础,它是与客户 谈判选型(Option)的依据,客户有什么选型,将有什么模块与之对应,所 以它将成为企业组织生产的单元。
配套数据。
波音公司通过实施DCAC/MRM计划后,用单一产品数据源代替过去 800 多个专用应用系统产生的数据,用单一物料表管理系统代替过去14个
物料表,用一个更改管理系统代替过去30多个更改管理系统,使信息流
在各时间段上的数据准确性由60%~70%提高到99.7%。
20
(四)简化物料管理TMM(Tailored Materials Management)
2
因此波音公司采用国际上四个大型商品化软件:
波音自己开发并支持生 产的有400个子系统
采用四个商品化软件
单一产品数据源SSPD
单一产品数据源信息系统
3
(COTS)
12.2 波音DCAC/MRM系统关键要素
(一)精简作业流TBS(Tailored Business Streams) 1:精简作业流TBS1 由于同一型号每架飞机之间大部分零部件是相同的,把大部分基本的 和稳定的零部件划作精简作业流TBS1(Tailored Business Stream Ⅰ),把这一 作业流中的零部件、人员、工艺过程和相关工艺装备有机地组织在一起。 如飞机的机体、机翼等主要部件,对顾客来说这些是不会变的,它们 是飞机的主体。 这些基本和稳定的零部件分别应对波音飞机家族的飞机主模型(major model),如737、747、757、767和777是一样的,无需工程设计人员作任 何工作就可投入生产线,可按预测组织和安排生产。
12
模块是实现一定功能的,也就是说,一个产品系列下的每个独立的功 能单元都有对应的模块。因此,可以按照功能单元的类型来区分模块。
总功能
基本功能 基本的 重复的 一般的 基本模块
辅助功能
特殊功能 特殊的 完善的 扩展的 特殊模块
适应功能
用户专用
安装的 联结的
无法精确 定义的
不能预知的
辅助模块
适应模块
过去的方法是,所有零部件的物料管理是使用一个很复杂系统来处理 所有物料的复杂性和可变性。 现在仅需采用与三个精简作业流相匹配的物料管理方法,产品的大部 分物料通过TBS1和TBS2系统处理,这两个系统因基本没有变化导致物料 管理都相对简单。而仅少量的新设计零部件通过TBS3作业流,仅此过程物 料管理系统复杂些,但它们的数量较少,所以从公司整体上看,物料管理 系统复杂性大幅度地简化,便于实施适时(JIT)生产技术。
21
Hale Waihona Puke 简化物料管理示意图22
12.3 波音DCAC/MRM系统的实现措施和步骤
实施过程大体先在公共支持、零件制造单元和后勤保障开始,然后在部件装 配厂实施,最后全公司实施,包括预测订单、构型设计直至服务支持各部门。 DCAC/MRM系统的实施要求由顶层逐级向下提出,其实施过程是由下向上 进行,机型实施顺序大体按757、737、747、767和777进行。 DCAC/MRM 项目共有四次发放,每一次发放就是在实现进程中其软件、过程 和归档数据功能达到一个阶段。
REPLACED BY
TBS 1
Basic & Stable Production Delivery
TBS 2
Previously Delivered Options
TBS 3
New / Unique Options
Engin eerin g D esign
M fg. Planning
10095.cvs
在顾客特定选择方案中仅属于精简作业流TBS3中的零组件,需设计 部门利用CATIA软件进行真正的设计工作,工艺人员利用CIMLINC公司的 Linkage 软件进行工艺设计,而属于精简作业流TBS1和TBS2中的部件仅需 进行有效性检查。
7
三种精简作业流
8
顾客只需按这三种分类选择所需飞机,波音设计部门按顾客的选择进行飞机的 构型定义并进行控制,波音公司称这种顾客最终所要的飞机型号为顾客特定选择方
附加模块
产品
模块的功能分类法
13
2:简化构型管理
原来是把图纸作为有效性依据,即图纸上(相应的物料表中)标明哪
些零部件对哪一架次飞机有效。大多数情况是同一张图纸对很多架次飞机
有效,则在图纸上相应作出有效性标注。 为此波音公司把它改造成基于零件号的构型方法,对于每架飞机有 一个特定构型表ASCT,表中定义了该架飞机有哪些零部件构成,零部件 与模块相联系。这样一个自动化系统不仅消除了很多出错可能性,而且 大幅度地降低了人工的重复劳动,提高了效率。
十二、飞机构型定义、控制和制造资源管理
12.1 波音DCAC/MRM系统结构及其软件系统
波音公司于1994年制订了这一突破性的飞机制造战略性计划,采用 九十年代发展起来的产品数据管理PDM(Product Data Management)技 术,实施飞机构型定义和控制及制造资源管理DCAC/MRM(Define and Control Airplane Configuration/Manufacturing Resource Management)计划,
17
构型过程的改变
18
飞机结构的最上层是各系统的集成件(Top A/P Collector),而每一系
统是功能的集成件, 每一功能由多个安装件组成,安装件又由装配件组
成,装配件又由多个零组件构成。随零部件的复杂性不同,也有不同层 次之分。对具体一架飞机的有效性渗透到从顶层到最低层的各层图纸中, 因此十分复杂。
商品化大软件替代过去几百个专门系统,这些无疑需要有统一的产品数据
管理方法来统筹整个企业的运行。为此,波音公司实施单一产品数据源 SSPD(Single Source of Product Data)。
单一产品数据源中的数据内容就很丰富,其结构较复杂,它能满足企
业从客户选型直至交付飞机和服务支持等各方面需要。在单一产品数据源 中应存放着完整的产品信息,不同的使用角度(View)可以提取产品的不同
单源产品数据库SSPD (MSN) TBS1 主要型 TBS2 次要型 TBS3 新设计
产品构型树
9
过去
现在
飞机制造过程作业流的变革
10
Eng ineering Design
M fg . Planning
Production
Del ivery
As -Is
Each airplane considered entirely unique
4
2:精简作业流TBS2
飞机上的有些部件,如发动机、通讯设备、起落架、轮子和刹车系统 等是由客户选择而定的,这些对整架飞机来说所占成份较小,所以称作飞 机的次要模型(Minor Model),当用户提出这些部件后,一般不必重新 设计,可由承制厂当即供货(提前交付),所以称作顾客驱动、提前交付 型CDPD(Customer–driven, Previously delivered),由这种类型部件组成 的作业流称作精简作业流2(TBS2); 飞机的次模型(minor model)应对波音飞机家族,如737/300、400、500、 600、700和800。 一架飞机的大部分零部件可划分到这两个作业流中,一方面很好地解决 了大部分零部件直接重复使用,这里的重复使用不仅指零部件本身,而且包 括人员、工艺计划和生产设备等;另一方面也取消了很多无用的、非增值的 各种工程环节,这样极大地提高了有效性、降低了成本、缩短了周期。