B品电芯检验标准
电芯针刺试验标准 -回复

电芯针刺试验标准-回复关于电芯针刺试验标准的文章。
第一步:引言(200-300字)电动车、无人机、移动设备等的快速发展推动了锂离子电池的广泛应用。
作为电动设备的重要组成部分,电池的安全性至关重要。
然而,由于电池内部结构的特殊性质,极端情况下可能发生过热、自燃、爆炸等危险问题。
为了确保电池在使用过程中的安全性,需要进行一系列的测试来验证其性能。
其中,电芯针刺试验是评估电芯容量、内阻和耐久性的重要方式。
本文将详细介绍电芯针刺试验的标准及测试流程,以帮助读者更好地了解电池安全性评估的重要性。
第二步:电芯针刺试验标准的概述(300-400字)电芯针刺试验标准是由国际电工委员会(IEC)制定,通常采用IEC 62133标准。
该标准涵盖了相关测试方法和要求,以评估锂离子电池的耐受性和响应能力。
针刺试验主要可分为正极和负极两种情况。
正极试验是将一针垂直刺入电池正极侧,而负极试验则是将针刺入电池负极侧。
通过观察试验前后电池的外观、温度、压力等指标变化,以及是否发生火灾、爆炸等异常情况,来评估电池的安全性和稳定性。
第三步:电芯针刺试验标准的要求(500-600字)针刺试验标准具体规定了电芯针刺的深度、速率、角度等关键参数,以及试验前后需要进行的各项检测。
试验过程中,需要记录电池的外观变化、温度变化、内阻变化等数据,并进行相应的分析和评估。
标准还要求对试验过程中出现的异常情况进行详细记录,包括是否发生火灾、爆炸、气体溢出等。
试验结束后,需要对电池进行后续的安全性评估和分析。
第四步:电芯针刺试验的测试流程(500-600字)电芯针刺试验通常包括前期准备、试验操作和试验结果评估三个步骤。
前期准备阶段包括准备试验设备和仪器、选择合适的试验样品、制定试验计划等。
试验操作阶段需要按照标准规定的要求进行试验,包括设置针刺参数、进行试验、收集数据等。
试验结果评估阶段则需要对试验数据进行分析和解读,评估样品的适用性、安全性及性能。
电芯进料检验标准
深圳汇宇蓝川科技有限公司文件编号:IQC-00-001文件名称18650锂电芯进料检验标准版本号A/0内容目录1.目的(Purpose)2.范围(Scope)3.定义(Definition)4.职责和权限(Responsibility & Authority)5.参考数据(Reference Document)6.作业程序(Operation ProcedureDATE.制订: 审核: 批准: 制订日期:IQC-00-001文件名称18650锂电芯进料检验标准版本号A/0一、目的提供本公司产品在进料检验时的判定标准,以达到公司的品质要求,并能符合客户的品质需求。
二、范围适用于所有18650圆柱型锂离子电池的技术参数及测试标准。
三、定义3.1引用标准:3.1-1)来料以抽验方式,采用GB2828.1-2003 LEVEL II正常单次抽验计划,进行随机抽样.(除电气性能测试按规定抽样外)3.1-2)允收水准(AQL)为:CR=0.01,MA=0.25,MI=0.65。
3.2缺陷定义:3.2-1)CR:制品凡具有危害使用者、携带者的生命或安全之缺失;3.2-2)MA:制品单位使用性能不能达到预期之目的或显著的减低其实用性质的缺点;3.2-3)MI:实际上不影响制品的使用目的之缺点;3.2-4)两个MI等于一个MA作判定标准。
四、职责和权限:1)IQC负责依据检验规范进行检验和判定;2)品质主管或SQE对有争议的问题进行判定。
五、参考数据参照样品及承认书、IQC材料检验规范、IQC来料检验报告、IQC周报、月报。
六、作业程序:6.1检验条件6.1-1)在600-800Lux光源下检验,且光源距离材料75 ±5cm;6.1-2)检验员目视距离及时间:目测距离为30~40cm,视线与观察面所成角度为30~90°;6.1-3)目视时间为:3-5S;6.1-4)视力:具有正常视力1.0——1.2视力和色感。
聚合物电芯外观检验标准
▲
1、极耳长度超出工艺标准长则返工;极耳长度达不到工艺标准则反馈工程师处理
2、降级为A4品
极耳脱落、短路
▲
注:
1、本标准只适合聚合物电芯外观,可与外观限度样板合并使用;
▲
包装膜未分层,降级为A4品
电解液腐蚀区域包装膜已分层
▲
7
封边不良
1、封边处无尖锐异物、破损、挤胶;
2、封边无错位
▲
2、封边处破损,但封边宽≥2mm
▲
8
极耳不良
1、极耳无氧化、粘胶、脱落、烧伤,上锡良好;
2、极耳长度符合工艺标准
3、极耳胶外露长度符合工艺标准
▲
1、极耳中心距超出工艺标准2mm;
2、极耳氧化、粘胶、烧伤;▲5压伤电芯包装膜表面平滑无凸、凹感
▲
电芯包装膜表面有明显凹印
▲
降级为A5品
电芯包装膜表面有明显凹印,但经测试电压压降超出5mV/day
▲
6
电解液腐蚀
芯体表面包装膜无电解液腐蚀
▲
电解液腐蚀面积≤芯体面积的1/10
▲
腐蚀区域为非封焊边及R角位置且包装膜未分层
1、电解液腐蚀面积>芯体面积的1/10;
2、电解液腐蚀区域为封焊边或R角位置;
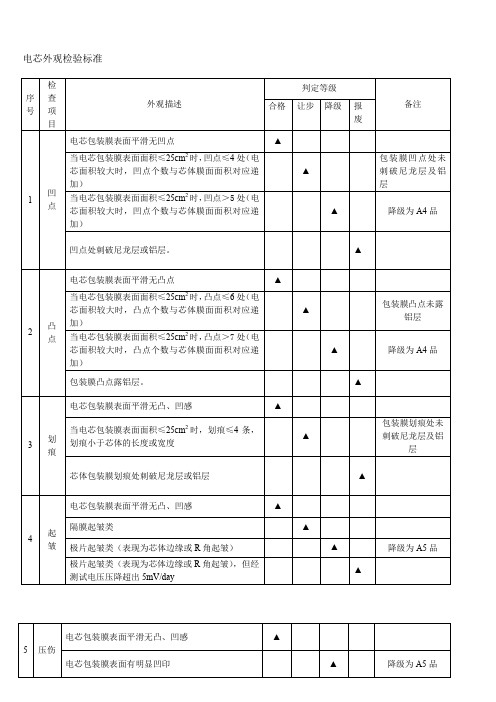
电芯外观检验标准
序号
检查项目
外观描述
判定等级
备注
合格
让步
降级
报废
1
凹点
电芯包装膜表面平滑无凹点
▲
当电芯包装膜表面面积≤25cm2时,凹点≤4处(电芯面积较大时,凹点个数与芯体膜面面积对应递加)
▲
包装膜凹点处未刺破尼龙层及铝层
当电芯包装膜表面面积≤25cm2时,凹点>5处(电芯面积较大时,凹点个数与芯体膜面面积对应递加)
电芯检测档次分类标准
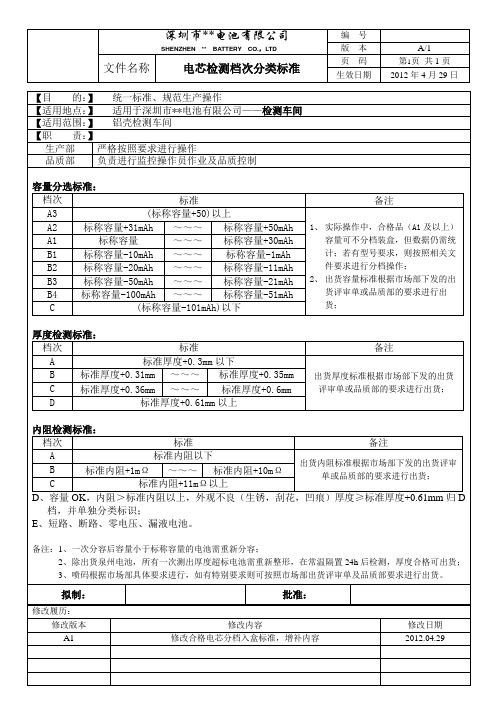
生效日期2012年4月29日【目 的:】 统一标准、规范生产操作 【适用地点:】 适用于深圳市**电池有限公司——检测车间 【适用范围:】 铝壳检测车间 【职 责:】 生产部 严格按照要求进行操作 品质部 负责进行监控操作员作业及品质控制容量分选标准: 档次 标准 备注 A3 (标称容量+50)以上 1、 实际操作中,合格品(A1及以上)容量可不分档装盒,但数据仍需统计;若有型号要求,则按照相关文件要求进行分档操作; 2、 出货容量标准根据市场部下发的出货评审单或品质部的要求进行出货; A2 标称容量+31mAh ~~~ 标称容量+50mAh A1 标称容量 ~~~ 标称容量+30mAhB1 标称容量-10mAh ~~~ 标称容量-1mAhB2 标称容量-20mAh ~~~ 标称容量-11mAhB3 标称容量-50mAh ~~~ 标称容量-21mAh B4 标称容量-100mAh ~~~ 标称容量-51mAhC (标称容量-101mAh)以下厚度检测标准: 档次 标准 备注 A 标准厚度+0.3mm 以下 出货厚度标准根据市场部下发的出货评审单或品质部的要求进行出货; B 标准厚度+0.31mm ~~~ 标准厚度+0.35mm C 标准厚度+0.36mm ~~~ 标准厚度+0.6mmD 标准厚度+0.61mm 以上内阻检测标准: 档次 标准 备注 A 标准内阻以下出货内阻标准根据市场部下发的出货评审单或品质部的要求进行出货;B 标准内阻+1m Ω ~~~ 标准内阻+10m ΩC 标准内阻+11m Ω以上D 、容量OK ,内阻>标准内阻以上,外观不良(生锈,刮花,凹痕)厚度≥标准厚度+0.61mm 归D档,并单独分类标识;E 、短路、断路、零电压、漏液电池。
备注:1、一次分容后容量小于标称容量的电池需重新分容;2、除出货泉州电池,所有一次测出厚度超标电池需重新整形,在常温隔置24h 后检测,厚度合格可出货;3、喷码根据市场部具体要求进行,如有特别要求则可按照市场部出货评审单及品质部要求进行出货。
铅酸Pb蓄电池检验标准
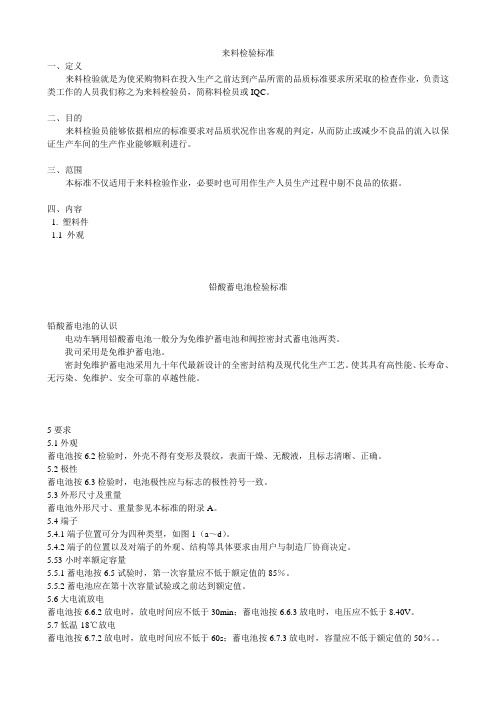
来料检验标准一、定义来料检验就是为使采购物料在投入生产之前达到产品所需的品质标准要求所采取的检查作业,负责这类工作的人员我们称之为来料检验员,简称料检员或IQC。
二、目的来料检验员能够依据相应的标准要求对品质状况作出客观的判定,从而防止或减少不良品的流入以保证生产车间的生产作业能够顺利进行。
三、范围本标准不仅适用于来料检验作业,必要时也可用作生产人员生产过程中剔不良品的依据。
四、内容1. 塑料件1.1 外观铅酸蓄电池检验标准铅酸蓄电池的认识电动车辆用铅酸蓄电池一般分为免维护蓄电池和阀控密封式蓄电池两类。
我司采用是免维护蓄电池。
密封免维护蓄电池采用九十年代最新设计的全密封结构及现代化生产工艺。
使其具有高性能、长寿命、无污染、免维护、安全可靠的卓越性能。
5要求5.1外观蓄电池按6.2检验时,外壳不得有变形及裂纹,表面干燥、无酸液,且标志清晰、正确。
5.2极性蓄电池按6.3检验时,电池极性应与标志的极性符号一致。
5.3外形尺寸及重量蓄电池外形尺寸、重量参见本标准的附录A。
5.4端子5.4.1端子位置可分为四种类型,如图1(a~d)。
5.4.2端子的位置以及对端子的外观、结构等具体要求由用户与制造厂协商决定。
5.53小时率额定容量5.5.1蓄电池按6.5试验时,第一次容量应不低于额定值的85%。
5.5.2蓄电池应在第十次容量试验或之前达到额定值。
5.6大电流放电蓄电池按6.6.2放电时,放电时间应不低于30min;蓄电池按6.6.3放电时,电压应不低于8.40V。
5.7低温-18℃放电蓄电池按6.7.2放电时,放电时间应不低于60s;蓄电池按6.7.3放电时,容量应不低于额定值的50%。
5.8过放电性能蓄电池按6.8试验时,其容量应不低于额定值的75%。
5.9安全性蓄电池按6.9试验时,外壳不得出现漏液、破裂等异常现象。
5.10密封反应效率(此条适用于阀控密封式蓄电池)蓄电池按6.10试验时,其密封反应效率应不低于90%。
电池片的等级标准

电池片的检验一、检验的条件1.不低于800LX的照射下,距离电池片30-50cm的距离,目视方向垂直于电池片表面观察。
二、检验的方法1、拿取电池片时要轻拿轻放,125的电池片保持在1-2的检测速度,150及156的电池片要一片一片的进行检查。
三、检测项目1.颜色色差2.绒面色斑3.亮斑4.裂纹、裂痕及穿孔5.弯曲的6.崩边、缺口、掉角7.印制偏移8.TTV9.铝珠、铝苞10.印刷图形11.漏浆12.外形尺寸注:08年3月底质量部更新了新的检验作业指导书四、颜色色差A级1、多晶硅片:单体电池的颜色均匀一致,颜色的范围从蓝色开始,经深蓝色、红色、黄褐色、到褐色之间允许相近色的色差(蓝色和深蓝色存在单体电池上,但不允许跳色),主体颜色为深蓝色,单体电池最多只允许两种颜色。
2、单晶电池片:同一片电池片颜色均匀一致,颜色范围中没有褐色,其他同多晶A级的判别。
新的标准:单片上均匀一致的不同颜色的电池片,按照淡蓝、蓝色、红色三种进行分类。
B级1、多晶硅片:单体电池颜色不均匀,允许存在跳色色差,最多跳一个相近色(例如:红色和褐色存在于单体电池上),主体颜色为蓝色-红色范围,单体电池最多只允许存在三种颜色。
2、单晶电池片:与多晶电池片相比,只少了主体颜色,其他同多晶B级的判别。
新的标准:与旧标准相同C级1.多晶硅片:同一片电池允许颜色不均匀(蓝色-深蓝色-红色-黄褐色-褐色)允许存在跳色色差,同以电池片上可以有≥2个相近色。
2.单晶电池片:与多晶电池片相比,颜色范围中少了褐色,其余同多晶C级的判别。
新的标准:与旧标准相同注:当单片上为均匀一致得到不同颜色,判为A级,但需按照淡蓝、蓝色、红色三种进行单测单包。
五、绒面色斑(水痕印、未制绒、未镀膜、手指印、斑点等)A级变更前:允许有轻微缺陷,缺陷部分的总面积不超过电池片总面积的10%,个数不超过3个。
A级暂定变更后:把绒面色斑分成两种类型:发白色斑和淡蓝色斑(1)发白色斑由于存在蓝色到白色的跳色,故A级片绒面色斑中决不允许有发白色斑,缺陷总面积占电池片总面积的0—30%,个数不超过5个,符合此标准的均判为B级。
CHAM-WI-QA-339电芯(方电、聚合物)检验标准

四.检验项目及判定标准
制定 项目
检验内容
1.包装完好,标识完整。
检验方法
判定 CR MA MI
V
2.外包装有 RoHS 标示
V
外 观
尺寸 材质 特性测试
2.有明显色差(如浅红变深红)
3.L晰
5.喷码内容正确、完整
6.印错位置明显偏位
7.表面有明显污渍
8.PVC 有破损
文件名称
电芯(方电、聚合物) 检验标准
版次
A1
生效日期
2012-11-14
文件编号 CHAM-WI-QA-339
页码
第1页共1页
一.目的:为使电芯来料符合本公司产品要求,特制定检验和判定标准
二.使用工具: A,卡 尺
B,内阻仪
C,分容柜
三.抽样标准:按照 AQL MIL-STD-105E 单次抽样计划普通 II 级 CR:0 MAJ:0.4 MIN:1.0
目视
卡尺 目视及手感 内阻仪/分容柜 内阻仪/分容柜
V V V V
V
V V V V V
V
V
合格要求 符合上述外观与特性要求,进料检验标签须贴 RoHS 标签或加盖 RoHS 印章
注:1.NP40 电芯厚度≤5.3mm。 2.分容工步:0.5C 恒流充电,充电截至电压:4.2V,截至电流 0.02C;静置 5~10 分钟,0.5C
恒流放电,放电截止电压 3.0V;回充至 3.9V,截至电流 0.02C。
制作:王榜权/2012-11-14
审核:
批准:
9.电芯生锈,漏液,鼓胀,变形
10.电芯起火、爆炸
长度、直径等尺寸符合承认书(样品)要求
材质符合承认书(样品)要求 电压≥3.75V,内阻≤70mΩ ,容量≥标称容 量 98%;配对电压≤5mV,配对内阻≤3mΩ , 配对容量≤10mAh 电压≥3.85V,内阻≤50mΩ ,容量≥标称容 量 98%;配对电压≤5mV,配对内阻≤3mΩ , 配对容量≤10mAh
检验标准(电芯18650)

5.8 功能检验(电性能测试) 5.8.1项目
检验项目 内容描述
检验工具/方式 缺陷类型 CR MA MI 卷芯 上下摇晃电芯,卷芯不能晃动而造成内响 手动 ◎ 极性
正负极性与喷码标识一致,不能出现反向
万用表
⊙
电压
电池在包装时需处于半充满状态,3.6~3.9V 万用表 ◎
配对电压≤10毫伏
内阻
测试内阻在承认书要求范围内,正常范围值为
≤60毫欧 内阻测试仪
◎ 配对内阻≤5毫欧
◎
容量
按承认书所要求充放电电流大小,进行分容,
须在规格范围内 分容柜 ◎
配对容量≤20MAh
5.8.2检测方法
内阻电压:打开内阻测试仪电源,设定量程:内阻在0~200m Ω,内阻保留1位小数,内阻在200m Ω以上的用2000m Ω档,将电池装入内阻测试仪夹具,读取并记录电池内阻、电压(或者用万用表测试电池电压,以确保精确度);
容量:打开分容柜,电脑分别设置充放电电流的大小、容量、电压(按按承认书要求),将电池卡入测试夹具,启动分容程序,分容完毕,电脑会记录电池容量。
(充放电电流大小的计算,例
结构、尺寸
电芯本体长、直径,使用游标卡尺进行测量,
测量结果应符合电芯的规格要求,详细尺寸公差参照承认书所要求(A 、B )
目测/游标卡尺 ◎
重量
符合承认书所要求重量(详见承认书)
电子称
◎
注:量测工具的绝缘,避免正负
极短路。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3ห้องสมุดไป่ตู้职责
本规范由品质部依据各部门讨论后制定,品质部IQC、生产部电芯测试员负责实施和维护。
4.检验内容
4.1尺寸依照物料BOM;生产加工单;相应电池规格书检验电芯尺寸是否符合要求。
4.2外观依照物料BOM;生产加工单;相应电池规格书检验电芯外观(①两边为棱角或圆角②正负极极耳引出方式③起鼓或漏液④丝印内容)是否符合要求。
更改记录
版本号
更改内容
更改人
审核人
批准人
生效日期
1.目的
本规范旨在定义所有B品电芯品质标准,为产品设计者提供能达到设计要求的参数,为质检员提供B品电芯检验与判定的参考依据,同时是B品电芯制品供应商对我司品质要求认知的准则。
2.适用范
适用于各产品的研发、试生产、IQC来料检验、QA增强性试验等各阶段。
4.6放电截止电压按照相应规格书确认放电截止电压,测试时如无特殊要求均以1C(参照电芯分容柜操作方法)进行放电。
4.7电芯重量按照相应规格书确认电芯重量。
4.8容量每批电芯不论数量多少均抽检1柜(128PCS)按照相应规格书测试容量。
4.9自耗电同一批电芯经IQC进行内阻、电压、容量检验后,统一放置于电池静置区1周(注意旋转时
4.3内阻同一批电芯内阻最大不超过120mΩ,以同一厂商同一型号电芯下一批来料作对比,判断其不同批次内阻的稳定性。
4.4电压电压检测3.6-4.2V之间,以同一厂商同一型号电芯下一批来料作对比,判断其不同批次电压的稳定性。
4.5充电上限电压按照相应规格书确认充电上限电压,测试时如无特殊要求均以1C(参照电芯分容柜操作方法)进行充电。