pmc功能指令解析
数控车床两轴pmc指令参数

数控车床两轴pmc指令参数【实用版】目录1.数控车床两轴 PMC 指令概述2.PMC 指令参数的含义和作用3.PMC 指令参数的设置方法和技巧4.PMC 指令参数在数控车床两轴中的应用实例5.总结正文一、数控车床两轴 PMC 指令概述数控车床是一种高精度的机械加工设备,它能够实现自动化生产和加工。
在数控车床的操作过程中,PMC 指令是非常重要的一种指令,可以实现对车床的两轴运动进行精确控制。
二、PMC 指令参数的含义和作用PMC 指令参数是用来控制数控车床的两轴运动的关键参数,包括位移量、速度、加速度等。
这些参数的设置可以直接影响到车床的运动精度和效率。
1.位移量:决定了车床的移动距离,是控制加工精度的重要参数。
2.速度:决定了车床的移动速度,影响加工效率。
3.加速度:决定了车床的加速度,影响加工过程中的平稳性。
三、PMC 指令参数的设置方法和技巧设置 PMC 指令参数需要根据实际加工需求和设备性能进行,以下是一些设置技巧:1.位移量设置:根据加工图纸,确定加工零件的尺寸,然后设置相应的位移量。
2.速度设置:根据设备性能和加工需求,选择合适的速度。
速度过快可能会影响加工精度,速度过慢则会降低加工效率。
3.加速度设置:根据设备性能和加工需求,选择合适的加速度。
加速度过大可能会导致加工过程中的震动,影响加工精度,加速度过小则会降低加工效率。
四、PMC 指令参数在数控车床两轴中的应用实例假设我们要加工一个直径为 100mm 的圆柱形零件,以下是一个可能的 PMC 指令参数设置:1.位移量:X 轴设置为 100mm,Z 轴设置为 50mm(根据加工深度确定)。
2.速度:X 轴设置为 1000mm/s,Z 轴设置为 500mm/s。
3.加速度:X 轴设置为 10m/s,Z 轴设置为 5m/s。
五、总结PMC 指令参数是控制数控车床两轴运动的关键参数,设置合适的参数可以实现高精度、高效率的加工。
PMC功能指令详解(十四)系统功能指令二

PMC功能指令详解(十四)系统功能指令二展开全文系统功能可以通过PMC功能指令实现,下面几种类型的功能指令即为可用的功能指令,可使用下面的指令完成所需功能:序号指令名称功能号指令作用1 DISPB 41 信息显示2 EXIN 42 外部数据输入3 WINDR 51 窗口读取系统数据4 WINDW 52 窗口写入系统数据5 AXCTL 53 PMC轴控制3WINDR(读CNC窗口数据:SUB51)此功能可在PMC和CNC之间经由窗口读取多种数据。
“WINDR”指令分为两类。
一类在一段扫描时间内完成读取数据;另一类在多段扫描时间内完成读取数据。
前者称为高速响应功能,而后者称为低速响应功能。
指令格式:控制条件:ACT=0:指令不执行。
ACT=1:指令执行。
通过保持ACT为1,可以使用高速响应功能不断读取系统数据。
但如果使用低速响应功能,当读取数据结束(W1=1),ACT被立刻复位一次(ACT=0)。
参数:(a) 控制数据地址用以指定存储控制数据的地址。
读操作结束(W1):W1=0:W1复位。
W1=0表明WINDR未被执行或WINDR正被执行。
W1=1:通过读指令(ACT=1)读取数据结束时W1置为1。
如果使用低速响应功能,当读取数据结束时(W1=1),ACT被复位一次(ACT=0)。
运算结果寄存器:如果在WINDR指令执行期间发生错误,运算结果寄存器的第0位被置1。
同时,读操作结束信号W1被置1,错误的详细情况可输出至控制数据区的结束代码中。
4WINDW(写CNC窗口数据:SUB52)此功能经由窗口在PMC与CNC之间写多种数据项。
指令格式:控制条件:ACT=0:不执行WINDW指令。
ACT=1:执行WINDW指令。
在写数据完成后,ACT被复位一次(ACT=0)。
参数:(a) 控制数据地址用以指定存储控制数据的地址。
写操作结束(W1):W1=0:W1复位。
W1=0表明WINDW未被执行或正被执行。
W1=1:当写命令(ACT=1)写数据结束时W1被置为1。
PMC梯形图功能指令集合带注解.
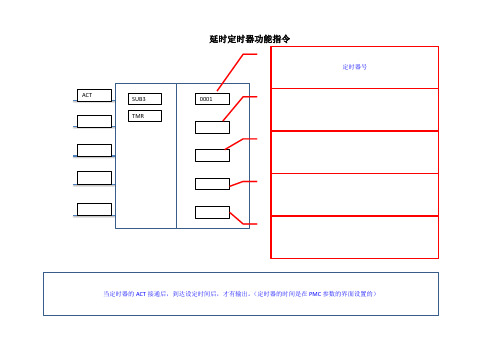
SUB3 TMR0001定时器号ACT当定时器的ACT 接通后,到达设定时间后,才有输出。
(定时器的时间是在PMC 参数的界面设置的)SUB24 TMRB00015000定时器号设定时间ACT当定时器的ACT 接通后经过5秒,才有输出。
(定时器的时间是在PMC 参数的界面设置的)SUB54TMRCD0100R200定时器精度定时器设定时间地址(该地址用来存放设定时间的值)定时器寄存地址(系统使用的作业区域需要4字节)ACT当定时器的ACT接通后经过定时器设定时间地址中设定的时间后,才有输出。
(定时器的时间地址是在PMC参数的界面设置的)译码功能指令SUB4 DECR3000311代码信号的地址译码指示前两位是值指示:指示进行译码的数值。
后两位是位数指示:01 只对低位数经行译码 10 只对高位数进行译码 11 对两位数均进行译码ACT对2 位的BCD 码进行译码,当ACT 接通时,如果R0300为00000011(3)则有输出。
二进制译码功能指令SUB25 DECB4F0100003R100形式指定:1 1字节长 2 2字节长 4 4字节长代码信号地址:指定进行译码数据的起始地址译码指示:8个译出代码号的第一个号译码结果输出地址:由译码指示指定号的译码结果被输出到位0,号+1 的译码结果被输出到位1,号+7的译码结果被输到位7。
ACT对1、2、4字节长的二进制形式的代码数据进行译码。
代码数据一致时,对应的位即为“1”。
当ACT 接通时,对F0010~F0013的4字节进行译码,当译出结果在3 到10的范围内时,与R0100对应的位变为1。
加/减计数环型计数功能指令SUB55 CTR 01计数器号该计数器的初始值在PMC参数设置中CN0UPDOWNRSTACTCN0:0 计数器初始值为0 1 计数器的初始值为1。
UPDOWN:0 是加计数器(初始值为CN0 设定)1 减计数器(初始值为计数器预置值)RST:将计数器复位。
FANUCPMC功能指令详解(10):运算指令一
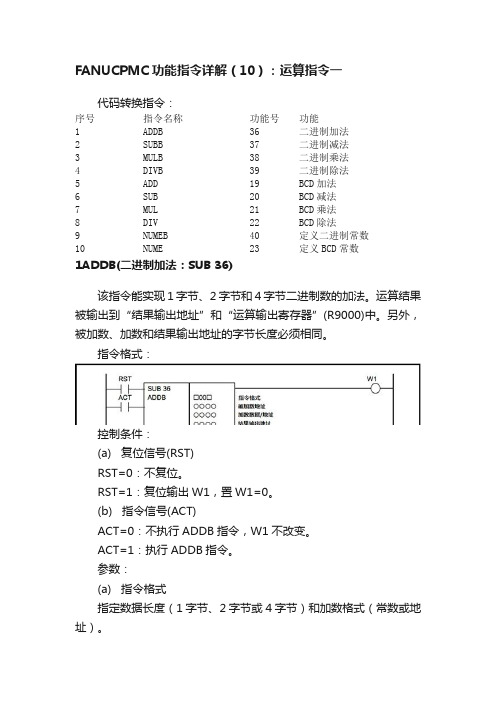
FANUCPMC功能指令详解(10):运算指令一代码转换指令:序号指令名称功能号功能1 ADDB 36 二进制加法2 SUBB 37 二进制减法3 MULB 38 二进制乘法4 DIVB 39 二进制除法5 ADD 19 BCD加法6 SUB 20 BCD减法7 MUL 21 BCD乘法8 DIV 22 BCD除法9 NUMEB 40 定义二进制常数10 NUME 23 定义BCD常数1ADDB(二进制加法:SUB 36)该指令能实现1字节、2字节和4字节二进制数的加法。
运算结果被输出到“结果输出地址”和“运算输出寄存器”(R9000)中。
另外,被加数、加数和结果输出地址的字节长度必须相同。
指令格式:控制条件:(a) 复位信号(RST)RST=0:不复位。
RST=1:复位输出W1,置W1=0。
(b) 指令信号(ACT)ACT=0:不执行ADDB指令,W1不改变。
ACT=1:执行ADDB指令。
参数:(a) 指令格式指定数据长度(1字节、2字节或4字节)和加数格式(常数或地址)。
(b) 被加数地址指定存储被加数的地址。
(c) 加数数据/地址参数(a)决定加数的格式。
(d) 结果输出地址指定存储运算结果的地址。
错误输出(W1):W1=0:计算正确。
W1=1:计算错误。
如果计算结果超出了指定数据长度,W1=1。
并且,结果将被输出、溢出标志位和其他标志位也会被输出到运算输出寄存器R9000中。
注意:该指令的输出只允许单线圈。
任何并到W1处的线圈、取反线圈、S置位或R复位都是不允许的。
你必须放置单线圈指令作为这个指令的输出。
运算输出寄存器(R9000):运算时这个寄存器被置位。
如果寄存器的位为1,它们的意义如下:注意:要获取R9000的状态,需在紧接ADDB指令后将R9000的各位输出到R、E等地址。
如果直接对R9000的各位进行跟踪或者观察,R9000的各位始终不变,但其间接输出的各位在满足条件的情况下会接通。
高效操作PMC功能指令详解(六)比较指令二

高效操作PMC功能指令详解(六)比较指令二FANUC数控技术的各位朋友们,在上个月我们为大家推出了系统常见问题排查的系列,是不是很有帮助呢?本月起,我们要推出一个新主题——常用PMC功能指令介绍。
希望学习PMC编程或者正为梯形图所困的你,一定可以通过这一系列的介绍有所收获!PMC比较指令如下:序号指令名称功能号功能1 EQB 200 1字节二进制比较(=)2 EQW 201 2字节二进制比较(=)3 EQD 202 4字节二进制比较(=)4 NEB 203 1字节二进制比较(≠)5 NEW 204 2字节二进制比较(≠)6 NED 205 4字节二进制比较(≠)7 GTB 206 1字节二进制比较(>)8 GTW 207 2字节二进制比较(>)9 GTD 208 4字节二进制比较(>)10 LTB 209 1字节二进制比较(<)11 LTW 210 2字节二进制比较(<)12 LTD 211 4字节二进制比较(<)13 GEB 212 1字节二进制比较(≥)14 GEW 213 2字节二进制比较(≥)15 GED 214 4字节二进制比较(≥)16 LEB 215 1字节二进制比较(≤)17 LEW 216 2字节二进制比较(≤)18 LED 217 4字节二进制比较(≤)19 RNGB 218 范围比较(1字节)20 RNGW 219 范围比较(2字节)21 RNGD 220 范围比较(4字节)22 COMPB 32 二进制数值大小判别23 COMP 15 数值大小判别24 COIN 16 一致性检测13GEB(1字节二进制比较(≥):SUB 212)14GEW(2字节二进制比较(≥):SUB 213)15GED(4字节二进制比较(≥):SUB 214)这组指令用于比较数据1是否大于等于数据2,根据操作数的字节不同分为3种指令:指令名称指令号数据类型13 GEB 212 1字节长度数据14 GEW 213 2字节长度数据15 GED 214 4字节长度数据指令格式:控制条件:(a) 输入信号(ACT)ACT=0:指令不执行,输出W1=0。
FANUCPMC功能指令详解(04):数据传送二
FANUCPMC功能指令详解(04):数据传送⼆下表数据传送指令能够传送指定的数据到⽬标地址中。
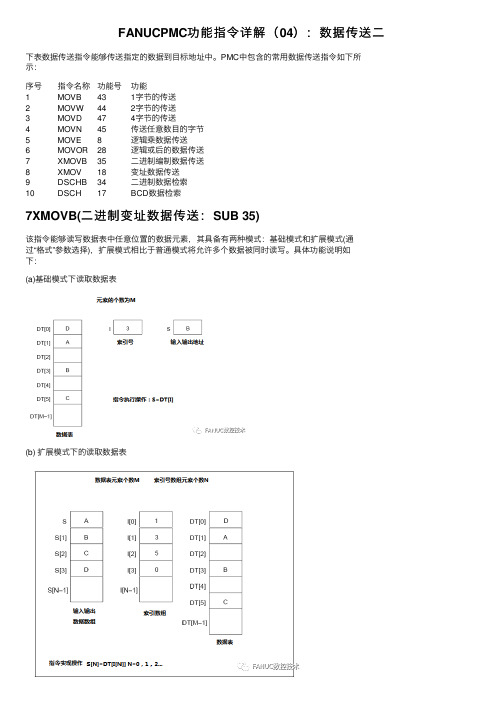
PMC中包含的常⽤数据传送指令如下所⽰:序号指令名称功能号功能1MOVB431字节的传送2MOVW442字节的传送3MOVD474字节的传送4MOVN45传送任意数⽬的字节5MOVE8逻辑乘数据传送6MOVOR28逻辑或后的数据传送7XMOVB35⼆进制编制数据传送8XMOV18变址数据传送9DSCHB34⼆进制数据检索10DSCH17BCD数据检索7XMOVB(⼆进制变址数据传送:SUB 35)该指令能够读写数据表中任意位置的数据元素,其具备有两种模式:基础模式和扩展模式(通过“格式”参数选择),扩展模式相⽐于普通模式将允许多个数据被同时读写。
具体功能说明如下:(a)基础模式下读取数据表(b) 扩展模式下的读取数据表(c) 基础模式下写数据表(d) 扩展模式下写数据表指令格式:(a) 基本模式(b) 扩展模式控制条件:(a) 读、写指令(RW)RW=0:从数据表中读数据。
RW=1:从数据表中写数据。
(b) 重置(RST)RST=0:⾮重置状态。
RST=1:重置,W1=0。
(c) 执⾏指令(ACT)ACT=0:不执⾏XMOVB,不改变W1状态。
ACT=1:执⾏XMOVB。
参数:(a) 格式指定基本模式下,该参数指定数据表中元素的长度。
0001:1字节数据。
0002:2字节数据。
0004:4字节数据。
扩展模式下,除了在第⼀位上设定1、2、4的字节长度外还需要设定参数的第2、3位,⽤于决定读取的元素个数,第4位保持0。
0nn1:读取nn个数据表元素,单个元素长度为1字节。
0nn2:读取nn个数据表元素,单个元素长度为2字节。
0nn4:读取nn个数据表元素,单个元素长度为4字节。
元素个数nn从00-99,但是设定为00、01时效果与基本模式下⼀样。
(b) 数据表容量地址设定数据表容量,根据指定元素数据长度来选择,其设定范围为:1字节元素:1⾄255。
FANUC PMC功能详细介绍

PMC功能讲述PMC功能和PMC程序编写的基本事项这里讲述以下内容:●PMC的基本功能●功能指令一览●种类编程语言梯形图级数 3 3 第一级执行周期4/8msec基本指令处理速度25nsec/step 1μsec/stepI/O Link最大信号点数2048/2048 1024/1024 0i-D ○○B 0i-Mate D —○T地址范围T0~T499,T9000~T9499 T0~T79,T9000~T9079C地址范围C0~C399,C5000~C5199 C0~C79,C5000~C5039K地址范围K0~K99,K900~K999 K0~K19,K900~K999D地址范围D0~D9999 D0~D2999A地址范围A0~A249,A9000~A9249 A0~A249,A9000~A9249 基本规格16字符符号扩展规格40字符基本规格30字符指令扩展规格255字符“○B”为软件包B包的标准配置。
I/O Link第二通道功能,为选项功能,需要指定。
使用符号和指令扩展规格时,需要使用FANUC LADDER-III软件。
系统信号#7 #6 #5 #4 #3 #2 #1 #0 地址R9091 FL FL2 RUN ON OFF FL :1秒周期信号(ON/OFF 比1:1)FL2 :0.2秒周期信号(ON/OFF 比1:1)RUN :PMC运行ON :常1信号OFF :常0信号#7 #6 #5 #4 #3 #2 #1 #0 地址R9015 STPR RUNR STPR :梯形图停止信号RUNR :梯形图运行信号梯形图运行状态扫描周期梯形图运行开始信号R9015.0梯形图停止信号R9015.1梯形图运行状态R9091.2PMC的数据形式分为二进制形式、BCD码形式和位型三种。
CNC和PMC间的接口信号为二进制形式。
一般来说,PMC数据也采用二进制形式。
●带符号的二进制形式(Binary)●可进行1字节,2字节,4字节的二进制处理●可使用的数值范围如下1字节-128~+1272字节-32768~+327674字节-2147483648~+2147483647采用2的补码表示●在顺序程序中指令数据的长度和初始地址●在诊断画面(PMCDGN)确认2字节,4字节的地址数据时,地址号大的为高位地址。
FANUCPMC功能指令详解(02):计数器篇
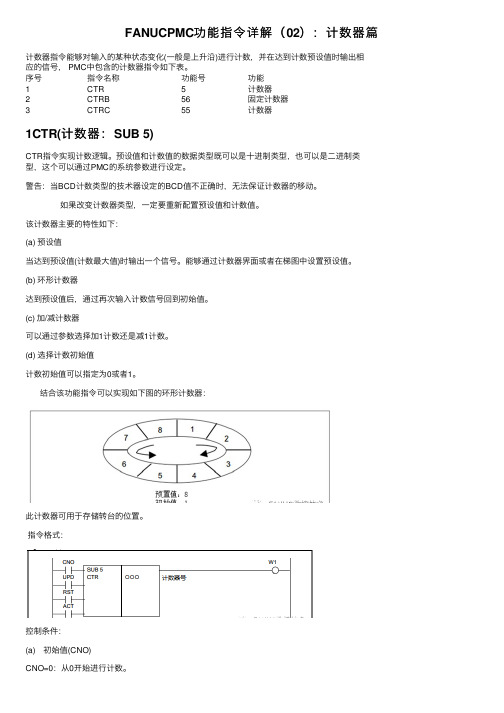
FANUCPMC功能指令详解(02):计数器篇计数器指令能够对输⼊的某种状态变化(⼀般是上升沿)进⾏计数,并在达到计数预设值时输出相应的信号, PMC中包含的计数器指令如下表。
序号指令名称功能号功能1CTR5计数器2CTRB56固定计数器3CTRC55计数器1CTR(计数器:SUB 5)CTR指令实现计数逻辑。
预设值和计数值的数据类型既可以是⼗进制类型,也可以是⼆进制类型,这个可以通过PMC的系统参数进⾏设定。
警告:当BCD计数类型的技术器设定的BCD值不正确时,⽆法保证计数器的移动。
如果改变计数器类型,⼀定要重新配置预设值和计数值。
该计数器主要的特性如下:(a) 预设值当达到预设值(计数最⼤值)时输出⼀个信号。
能够通过计数器界⾯或者在梯图中设置预设值。
(b) 环形计数器达到预设值后,通过再次输⼊计数信号回到初始值。
(c) 加/减计数器可以通过参数选择加1计数还是减1计数。
(d) 选择计数初始值计数初始值可以指定为0或者1。
结合该功能指令可以实现如下图的环形计数器:此计数器可⽤于存储转台的位置。
指令格式:控制条件:(a) 初始值(CNO)CNO=0:从0开始进⾏计数。
CNO=1:从1开始进⾏计数。
(b) 计数⽅向(UPDOWN)UPD=0:加计数器(计数从CNO指定的初始值开始)。
UPD=1:减计数器(计数从预设值开始)。
(c) 重置(RST)RST=0:⾮重置状态。
RST=1:重置状态,计数器重置到初始值;W1变为0;累计计数值复位为初始值。
注意:只有当需要复位时才将RST设为1。
(d) 启动条件(ACT)ACT输⼊上升沿触发计数器+1。
参数:(a) 计数器号计数器号在功能指令中设定,相应的预设值和编码形式则在计数器界⾯中设定,可以使⽤的计数器号如下:1⾄5路径PMC双安检PMCMemory-A Memory-B Memory-B Memory-B计数器号 1 ⾄201⾄1001⾄2001⾄3001⾄20预设值和累计值得范围如下:⼆进制计数器:0~32,767BCD计数器:0~9,999警告:如果计数器号有冲突或者超出范围,则操作不可预期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RN0 0:转台位置号从0开始 1:转台位置号从1开始 DIR 0:旋转方向不选择,正向 1:判断旋转方向 POS 0:计算目标位置 1:计算目标前一个位置(需要提前减速控制时采用) INC 0:计算位置数
奇偶校验指令
在FANUC标准面板上的倍率开关上都有一位信号作为校验位而存在,我们可以取样这个信 号进行开关信号的掉线检测处理。同样的指令也可以应用在刀塔的编码器反馈刀位检测上。
OE:0 偶校验 1 奇校验 RST:复位错误信号输出 ACT:指令执行 W1 :1 错误输出
校验数据地址:校验指令只对一个字节的数据寄存器进行校验检查
三:数据比较指令 二进制大小判别指令
指定格式:
输出结果:R9000#0=1 输入制=比较值 R9000#1=1 输入值<比较值 输入地址:取决于指定格式
பைடு நூலகம்
数值大小判别
数值大小
BYT=0 处理的数据为2位BCD BYT=1 处理的数据为4位BCD 控制条件 ACT=1 执行动作 输入数据的格式 0:常数
UPDOWN=1 减计数
RST 清除计数值 ACT 计数条件,高电平计数
指令变量 计数器预置值地址 双字节地址存放预置值 计数器寄存器地址 四字节地址存放计数值
(一般使用D寄存器)
计数器的工件计数例
二:数据传送语句
二进制附值语句
格式指定:1:一个字节 2:两个字节 4:四个字节
常数:附值常数,十进制形式。
功能指令(以随机换刀为例)
1 首先根据T指令检索目标刀所在的刀座号 指令:二进制数据检索
数据表容量=刀具数容量 检索数据=目标刀号 检索结果=目标刀座号
W1=0 找到检索数据
1未找到检索数据
例:
程序: N10 T7 M6;
N20 M30;
2.根据当前位刀座号和目标刀座号计算出旋转方向和旋转步数 指令:二进制旋转指令
1:计算旋转步数
ACT 命令执行条件
例:
3.旋转到位后刀具交换完成后更新数据 表 指令:二进制变地址传送
RW 0:根据表内号从数据表中读出数据 1:根据表内号向数据表中写入数据
例:
更新当前位刀号
更新前
更新主轴位刀号
更新后
注意和前一指令错开一个时序
窗口功能
PMC和NC之间除了可以进行G/F的内部信号的交换外,还可以通过窗口功能对NC内的系统 数据、伺服信息、主轴信息等进行读写控制。 指令:
二进制译码(数–位的关系)
应用:M代码译码处理
执行M07指令 ↙
五 沿信号的处理
上升沿检测
下降沿检测
逻辑运算指令
(可多字节进行运算) 异或指令
格式指定
与指令
或指令
非指令
格式指定
DISPB(信息显示)
信息数:对应A0~A24,共200个
刀库指令
刀库的种类: 1固定刀库:刀具号和刀座号之间的关系不会随着刀具的交换而改变,而一直保持一一 对应。 2 随机刀库:刀具号和刀座号之间的关系随着刀具的交换而改变。因此需要刀具表来 记录刀具和刀座号的对应关系。
定时器指令
可变定时器指令,设定值在MDI画面上
固定定时器指令,设定值在PMC程序上
定时器间歇打油润滑应用例
时序:1.每次开机自动打油15秒,2.正常时打油30秒,间歇30分钟,3.可手动打油
(每次打油时为打2.5秒,停2.5秒)
计数器指令
环形计数器
控制条件
CN0=0 从0开始,0,1。。。N CN0=1 从1开始,1,2。。。N UPDOWN=0 加计数
ACT 0:不执行窗口的读写功能 1:执行窗口的读写功能 *注1 W1 0:表示没有执行窗口功能或窗口功能正 在执行。 1:窗口功能执行完成 注1:窗口功能的读操作分成高速执行和低速执行两 种,对于高速执行可以使ACT信号保持执行连续读取。 对于低速执行必须是在读取完成后使ACT信号为0, 不然可能会影响到其它低速指令的读取。
常数输出地址:常数的目的地址
逻辑乘数据传送指令 应用:
可以用来屏蔽某些位 的输出。
逻辑和数据传送
应用:
可以强制某些位输出为1
一个字节的数据传送
两个字节的数据传送
多个字节的数据传送
数据转换
(0)指定数据大小
BYT=0 处理数据一个字节 BYT=1 处理数据两个字节 (1)转换类型 CNV=0 二进制→BCD CNV=1 BCD→二进制 (2)复位 RST=1 复位错误输出W1 (3)ACT ACT=1 执行动作
1:地址
比较结果输出 W1=0 W1=1 输入值>比较值 输入值≦比较值
一致性比较指令(仅适用于BCD码)
输入数据指定格式: 0:输入值为常数 1:输入值为地址
控制条件:
BYT 0:两位BCD 1:四位BCD
四:二进制代码的处理
二进制代码转换(数–数的关系)
应用:倍率开关的处理
手动倍率输入值:0.01%=11111111 11111110 切削倍率输入值: 1%=11111110
2.根据目标刀座号和当前位的刀座号计算出旋转步数和旋转方向驱动刀库电机旋转, 当当前位和目标位一致后停止刀库电机,进行和主轴刀具交换。 3.当刀具交换完成后,更新刀具表上的主轴刀号和当前位的刀号,完成整个换刀时序。
数据表—刀具表
首先根据刀库的排刀情况建立数据表
以上是一随机刀库的刀库表,刀具数量可以是刀 库刀座数量+1的关系。
功能指令
一:PMC结构语句
第一级PMC程序区结束指令。第一级程 序为快速执行程序区,每8ms扫描一次。
第二级PMC程序区结束指令。系统会根 据第二级程序的长短分成若干段,每 8ms顺序执行一段,为主程序区。
PMC结束指令,在END和END2之间是 子程序区。
子程序呼叫语句
子程序呼叫
子程序开始
子程序结束
换刀时序: 固定刀库: 因为刀具号和刀座号是一致的,因此程序中的目标刀具号指令可以直接和当前位的刀 座号进行比较计算,计算出相应的旋转步数和旋转方向驱动刀库电机旋转,当当前位 的刀座号和目标刀号一致后停止刀库电机,进行和主轴的刀具交换。 随机刀库:
1.因为刀具号和刀座号之间是随机安装的,因此当程序的目标刀号发出后,首先要根 据数据表所记录的刀具号和刀座号的对应关系检索出对应的刀座号