塑胶产品结构评审点检表
塑胶件来料检验记录表AWK-QC-QCS-XXXX
制订部门:制订人:制订部门主管:修订履历版本修订原因修订内容生效时间NEW 新增初版发行审核■质量及体系部:□管理者代表:□最高管理者:会签部门会签人/日期会签部门会签人/日期物料号供应商到料日期AQL MAJ AC RE批号物料名称送检数量MIN AC RE 检验时间抽样数量检验员审核检查项目检验工具方法、缺陷判定依据检验数量CR MA MI 检验数据判定结果1、资料目检1、无出货检验报告书或检验报告书写写不完整,无判定结果等 1 ●□OK □NG2、包装目检1、包装变形、破损,包装材料不整洁,不干净,无法起到产品防护作用GB/T2828.1-2012一般水平II●□OK □NG1、外包装未注明数量,日期,厂商名称,未按要求贴附外标签,内包装标识不清楚,清点数量与外箱注明数量不一致等●□OK □NG3、外观表面清洁度目视1、来料表面脏污.油污.生锈.毛刺.和螺纹孔内存在异物。
●□OK □NG 变形2、变形影响外观或装配、有严重开裂、变形、及结构与图纸存在差异□OK □NG 披锋3、披锋(外观边缘存在披锋毛边有棘手感觉)□OK □NG 外观状态4、起皮、皱褶、白斑、缩孔、硬划伤(深可见底材)等现象□OK □NG 漆点、杂点目测,点线规1、同色:直径≤0.5mm、个数≤3,间距≥5CM □OK □NG2、异色:直径≤0.3mm、个数≤2,间距≥3CM □OK □NG色差目测1、低对比:在标准的检验灯光下(亮度500LUX),距离产品500±50mm,直视及左右45度,目视不明显。
高对比:不可有。
●□OK □NG 保护膜目测1、不合格标准(长度≤1CM,宽度≤0.3MM,数量≤3,不得漏底)●□OK □NG不满足以下任何一项要求均判定不合格:1、所有ABS高光物料均需要粘贴静电保护膜,包装进行妥善防护,避免刮花:2、保护膜不允许出现脱落、破损、剪裁不齐、褶皱及膜内蚊虫或异物等影响外观缺陷。
注塑产品自主检查表

注塑产品自主检查表
版
日期:
本
订单
机
台
班次
号
1、产品颜色是否在范围内
2、产品结构是否完整
质 量
3、盖和内塞与瓶互配性是否良
巡 查
5、产品是否飞边
6、产品与瓶互配是否有泄漏情
7、产品脱模是否良好
时间 8-9
检 查
20-21
重量(G)
进料点
9-10 21-22
10-11 22-23
高 熔接线
其他
技术员调机状
况
1、操作工在交接班时对产品品 是 质是否按自主检查表项目,对照
不良品看板进行检查
否 6、工艺卡、检规、不良品看板是否齐 全
是
否
2、交接班数量是否清楚,交班
7、放胶带、泡沫纸垫的箱内是否干净
产品是否做完
整齐
交 3、装箱数、装箱方式、合格证
接 是否交接完
事 项
4、环境卫生是否清扫干净(含 输送带、原料桶吸料机外表是否
产品名称
8-12 2000
12010604
1620 4--8
是否是否是否
11-12 12-13 23-24 0-1
表单编号:QP-12-06.2
技术员签名
产品成型周期
8-12 20-
120106-
00 04
1620 4-8
是否是否是否
1、设备运转动作是否有异音
设 32、 、模 温控系统是否正常
备 具 4、设气备
擦干净)
8、纸箱栈板、流水线是否排放整齐有 序
9、合格证和合格证的填写是否跟现生 产的品名规格一致
5、头尾料、不良品、良品是否 拖离指定位置
塑料产品设计检查表范例

Customer(客户)Part Name(产品名)Part No(零Date(日期)1. 图纸的版本 Part Versioncheck by YesNoWhat to doRD RD RD2.制品的成型方式Molding MethodYesNoPR PR3.尺寸及公差检查Dimesion and Tolerance CheckYes No RD PR RD RD4.基本信息检查Basic InformationYesNoRD PR RD RD PR RD RD5.出模角检查Draft CheckYesNoRD RD RD6.壁厚检查Thickness CheckYesNoRD RD7.外观检查Appearance CheckYesNoRD PR RD PR RD PR PR RD8.装配检查Assembly CheckYesNoRD PR RD RD 总经理批准:a.有无3D 图,版本是什么? Have we got 3D part drawing and what's the version?b.有无2D 图,版本是什么? Have we got 2D drawing and what's the version?PR:g.制品的倒扣是否能出模? Can undercuts be moldable?c.浇口位置和型式指定了吗? Gate location and type specified?d.制品有无雕刻要求如产品号,版本,日期章,模穴号,材料标识等, 位置及大小是否指定?Engraving informatiom e.g. part No,rev No,cav ID,recycling code and date code specified?f.分模线跳级及段差是否接受?Can stepped parting line and mismatch be accepted?a.关键尺寸是否标注?Critical dimension specified?e.雕刻内容凹陷入产品内是否意味着雕刻内容突出于钢料上?(电脑锣要求特别注意此项)Engraving recessed in the plastic=protruding on steel? (special note for CAM required)c.是否有关键可见面规定? Does it specify the critical surface?b.是否规定晒纹必须由模德或尼红制作(考虑到报价)?specified texture must be made by MoldTech or Nihon? (considered in quotation)RD:c.3D 图和2D 图是否符合? Are 2D drawing and 3D part conform?da.确认是注塑模,压铸模或其它? Injection mold,die-casting mold or other?b.是否特殊模塑,IMD,气辅, 二次注塑,双色成型?Special process e.g. IMD,air-assistant,over-mold,double injection?a.制品所用的胶料,颜色已指定 Plastic material grade and color are clarified.b.公差是否合理,能否做到? Tolerance is reasonable?Can we make it?c.未注公差有无指定,参考标准是什么 Free tolerance refer to which standard?d.是否要求有检测夹具inspection jig required?a.检查是否有出模角,出模角是否足够 Has part enough draft angle?b.检查蚀纹面的脱模角是否足够 Is draft angel enough for mold release if texture?a.制品的壁厚是否均匀,壁厚过渡是否合理?Is Wall-thickness uniform? Is thickness transition resonable?b.成型收缩率Shrinkage rate specifiedc.检查拔模方向是否合理 Is draft direction reasonable?Checked by(审核者)Comfirmed by(确认)PR:RD:d.是否需要焊接,粘接Need ultrosonic welding or adhesive?h.制品表面是否需要电镀? Need to electroplate?a.制品与其它零件有无配合,配合有无干涉?Need to assemble with other parts? Has assembly interference with each other?b.是否可以得到配合样板或装配图?Can we get the assembling samples or assembly data?e.外观缺陷的接受程度? Specified the acceptable level of cosmetic?f.变形风险评估及预防estimate the warpage risk and do predeformation or change part design g.薄尖钢料的防治,较深槽的处理(强度及冷却问题)avoid the thin or sharp steel in mold , change the part design 。
塑胶制造日常查检表
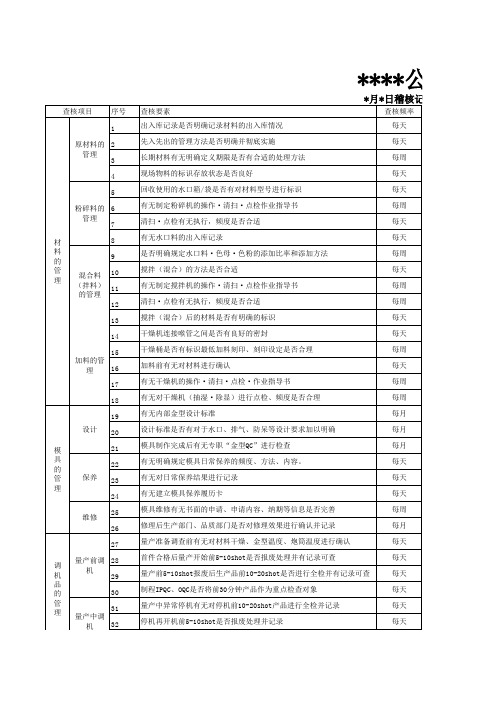
月*日稽核记录表
检 查 的 管 理
测量仪器 36 管理 37 38 39 检查频度 的管理 40 41 42
不合格品的处理
43 44 45 46 47
设 备 的 管 理
48 点检、保 养管理 49 50 51 52
治 具 的 管 理
制作
53 54
使用
55 56 57 58
仓库的管理
59 60 61
***公司
9月30日审查记录 责任部门 不符合项改善对策 改善效果确认 审核员 备注
机 品 的 管 理
量产中调 机 34 35 制程IPQC、OQC是否将前30分钟产品作为重点检查对象 对测量仪器有无制定校正计划 使用中的仪品有无校正标签,是否在有效期内使用 有无定期对测量仪器进行点检、保养 对测量仪器有无进行编号管理 检查作业指导书是否放置与作业现场 制程巡回(外观)的频度是否合理抽样方法是否明确并记录 是否进行日常7S点检 是否明确生产各阶段产生的不合格品的处理方式 返工状况及结果,是否记录并有效保存 有无明确客户投诉处理的流程及职责权限. 有无发现不合格对策报告书给责任部门进行原因分析及对策 是否有制定设备的日常、定期点检计划 点检发现异常后的处理方法是否合理(部品的处理、机台的处理) 有无定期对设备进行点检,点检方法/频度是否合适 点检结果是否有进行记录 是否有制定设备的保养计划 针对保养的内容是否完善、有无进行记录 针对易损件是否有明确的管理方法 治具的精度是否达到使用要求(如印刷治具、整型治具、加工治具) 有无具体的评估管理方法 治具在使用时有无进行点检、保养、频度是否合理 有无形成点检/保养记录 各工程产品的标识存放状态是否良好 先入先出的管理方法是否明确并彻底实施 出入库记录是否明确记录各种产品的出入库情况 长期库存的定义是否合理有无特殊的管理方法 有无制定相似部品的特殊管理方法 每天 每月 每天 每天 每周 每天 每天 每天 每周 每天 每周 每天 每天 每天 每天 每天 每周 每天 每周 每周 每周 每天 每天 每天 每天 每天 每周 每周
制程稽核表(塑胶)
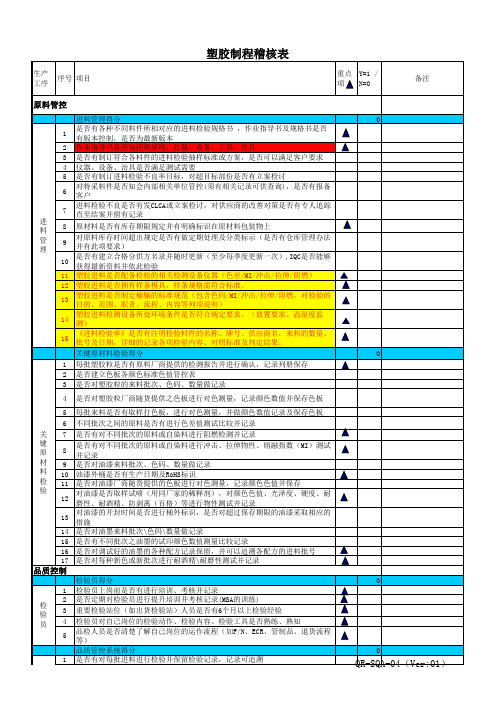
是否有每日首末件,生产前FAI,巡机检验或入库检验记录,记录可追溯 是否有每日喷漆线线检或入库检验记录,记录可追溯 是否有每日出货检验记录,记录可追溯 检验站灯光亮度是否符合500~1000LUX,是否有定期测量光源记录 上述报表是否保存4年以上,并有品保主管签核 是否制订标准外观,结构检验规范,并对技术员,检验员进行教育训练 首末件是否有对应检查成型工艺之壓力溫度速度,与成型工艺表一致 是否有将制程质控点品质数据、品管检验数据、客户反馈的品质数据汇总成周 报、月报,对达成状况,召集内部责任单位进行检讨,并制订改善措施与实施 计划 品管课是否对重大品质及改善措施设立品质看板对检验员进行培训(如早会宣 导记录等) 对重大品质不良是否有追踪AUDIT改善效果,并留有记录 对料件的变更(如设计或异常造成的模具变更、客户指定的原材料或设备等变 更)是否有管控流程,并及时报备给客户(ECR变更切换通知书),留下记录 品管人员的岗位的编制是否满足检验频次及检验量要求 检验站位是否有最新版本的检验SOP,版本发放是否有管控记录 检验指导书中需包含有产品尺寸、包装方式、包装数量等要求 品管所使用的检测仪器是否有经过校验及符合客户的要求 半成品或喷印检验是否有首、末件CHECK LIST,并依list项目作业(如尺寸、 料件组配,平整度、落球测试等等),阻燃料首件要有阻燃测试 是否有作喷漆/印刷等外观件,首末件确认并记录其位置参数与颜色色差测量, 耐模硬度等信赖性测试 品检员是否对机台或喷印线同一不良或多项不良超过品管制定的管制目标时要 求停机、停线改善。所有单据要有追踪结果 新产品及样品管理得分 有NPI小组,负责处理新产品的相关事情 新产品导入时品管是否有组织进行发布,并确认相关单位是否有进行新产品认 知培训(列出各种注意事项及各种材料使用清单确认) 在新模量产时,是否有对设备关键参数及产品关键参数进行全面和精确的评估 、验证模具在此机台的可生产性并保存记录(射出工艺参数表) 新产品导入时是否有进行失效模式分析及对分析结果采取相应的对策 新产品量试时是否有对品质进行评估,并制定品质目标 新产品量试前是否有对设备机台(如:注塑机)进行评估 是否有明确的签样流程 样品在送出时是否经过品管单位的确认,并留有记录 对于客户提出的样品之缺陷,是否有及时改善,并保留改善记录,再送样 样品是否保存完好,并列清册管理,有保存期限及更新记录、限量及维护样品 的管理办法等,保留使用记录 复制样品是否经过品管组长级以上确认 是否有CHECK量产或检验与样品之一致性,样品是否为最新有效的。 样品报废是否有保留记录及报废原因说明 品管是否对样品相关要求进行培训并记录 品管是否按样品上所要求的关键参数及特殊要求,对SOP进行更新 新产品及新上模的产品要有三次元量测记录 新产品阻燃料件要做阻燃测试,并保留记录
塑胶模设计图面点检表

5 有無加備注。(如模號,深度)
6
7 8 9 10
□OK □NG
□OK □NG
□OK □NG □OK □NG □OK □NG □OK □NG
ˍˍˍ電極圖點檢表
序號
1 2 3 4 5
6
7 8
9
10 11 12
點檢項目
標題欄是否填寫完整,正確。 圖紙尺寸是否和模仁管制圖尺寸一致。如果是 PCKEY,則KEYSIZE大小是否與模仁管制圖上的大小 有無和公模仁作重疊。分析有無錯誤,有無與模仁干 分型面有無標明,分型面以下的放電尺寸有無標注。 模具中心及電極中心有無標明並標注完整。 電極的尺寸是否為整數,距KEY邊至少大5.0於MM。 電極的尺寸是否標注完整,KEY的大小是否為最大邊 處。0°邊與頂部邊是否分別標注完整,並作文字說明 以示區分。 電極是否有較小的轉角需清角,(清角的大小及深 是否有詳細的備注,標明電極的件數和單邊縮小量, 標明電極放電位置,左右與上下是旋轉還是平移及其 加工欄內是否填寫正確,完整。包括最高KEY深度, 後制程預留量是否正確,模仁是否需拋光及其預留量 。放電深度是否正確。 電極是否做放電抓深度平台
檢查結果 審核
□OK □NG □OK □NG □OK □NG □OK □NG □OK □NG
□OK □NG
□OK □NG □OK □NG
□OK □NG
□OK □NG □OK □NG □OK □NG
ˍˍˍ灌點圖點檢表
序號
1
2
點檢項目
檢查結果 審核
圖紙尺寸是否和母模仁管制圖一致。
□OK □NG
深度是否正確,進膠點ψ徑是否為0.5。進膠斜度是否 正確。
□OK □NG
3
有無以10mmLeabharlann 拆為兩段,並以末尾為零點,標注ψ 3.3,ψ3.0,ψ2.7的分段標注
塑料注塑行业SQ-MARK认证评价检查表

1) 不遵循标准成型条件,无记录管理
2) 标准成型条件一部分未遵循 ,一部分设定值记录,实测值未记录。
3) 标准成型条件一部分遵循不足,实测确定的记录管理在作业后一小时以上才记录
4) 标准成型条件遵循状态良好,实测确定,只对初品进行记录管理
5) 标准成型条件遵循状态良好,实测确定,记录管理优秀(初.中.终品)-最多 4小时以下
与原材料有关的 ITEM原单位设定及应用与否(新料.旧料 使用量管理及崭亮处理) 1) 原材料新料使用量及粉碎品发生量管理不足 2) 原材料 ITEM新料投入量管理不足 3) 原材料 ITEM投入管理,无粉碎品发生量管理 4) 原材料ITEM投入量及粉碎品发生量管理,无材质崭亮处理根据 5) 原材料 ITEM投入及粉碎品发生量管理,材质废料崭亮处理根据明确
1 作业标准设定/布告与否 (成型条件/涂模剂 标准-T/OUT准备交替作业时满使用)
1) 成型作业标准一部分未设定,未布告
2) 成型作业标准一部分未布告及一部分未布告
3) 以布告形式设定成型作业标准以布告形式,一部分项目遗漏
4) 设定成型作业标准,布告一部分不足
5) 设定成型作业标准,布告优秀
2 ★成型条件遵循状态实测确定及记录与否(温度/时间/压力/速度/保压/cushion量.模具温度)
品质经营 2 为维持品质经营体系的合理组织构成 / 有明确的业务分工吗?
体制
1) 无自身品质经营体制
(6分)
2) 有自身品质经营体制,组织成员的力量把握根据不足
3) 为维持自身品质经营体制,有充分的组织成员,无具体的业务分工
4) 为维持自身品质经营体制,组织构成/业务分工具体化
5) 组织构成/业务分工优秀, 品质活动企划内容实行及再改正状态优秀
塑胶模具点检表

模具制造商
同模穴数
模具尺寸
项目负责人
验收时机
项目
验收结果
OK√NG×
验收日期
T1
1.是否钻好吊环孔、相对应注塑机固定孔
2.是否配备水嘴
3.模架外形尺寸:
4.模架材料:
5.前模冷却水流量
6.后模冷却水流量
7.密封是否可靠,无漏水。密封圈是否损坏,有无抹黄油
8.冷却水任何进出两端口是否充分畅通
9.斜顶是否有导滑槽,内置在后模模架内,用螺丝固定,定位销定位10.顶ຫໍສະໝຸດ 距离是否用限位块进行限位T2
1.顶出是否顺畅,无卡滞,无异响
2.排气槽深度是否小于塑料的溢边值,PP小于0.03MM,ABS、PS等小于0.05MM
3.模具动作是否符合零件设计要求
4.分型面保持干净、整洁,无手提砂轮打磨避空,封胶部分无凹陷
5.前后模表面是否有不平整,凹坑,锈迹等影响外观的缺陷
T3
1.模具各零件是否有编号
2.模具表面是否生锈,有油污
3.是否打印模具编号、模板编号
核准
审核
制表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。