高效注塑模具- 叠层模具的开发探讨
多层注塑模具技术的新进展

多层注塑模具技术的新进展StackTeck Systems公司不断地创新,对多层模塑技术的发展作出了重大的贡献。
其倡导的四层注塑模和两腔背靠式(2×1)多层注塑模已为StackTeck在该领域带来了世界级的声誉。
最大优点对追求生产率和收益的注塑商而言,多层注塑模的开发是注射成形的一个重要的进步。
正如其名,多层注塑模由双层或四层型腔与模心装配在同一模架上而形成。
型腔板采用背靠式排列,共用的通用热流道集流管置在其间。
芯板固定在注塑机的定模及动模板上。
熔体首先由注塑机喷嘴进入中心热流道集流管,之后,被注射进集流管每侧的型腔。
锁模时,制件在两个或四个不同面上成形。
在发展初期,多层注塑模主要应用于生产大批量的低小制件,比如包装业用的薄壁盖子。
不过,随着技术的发展,在不断扩大的市场中,多层注塑模可被用于深厚大制件的注塑。
使用多层注塑模的最大优点是他们双倍(两层),或者四倍(四层)于普通单层模的产出而无须投资购买额外的机器和设备。
这就节约了为安装机器、设备而扩建厂房以及新增劳动力的费用。
因此,不需改进任何设备,同一注塑机能用于双层或四层的注塑模正像它们可用于单层模具一样。
它们不能降低循环时间,运行速率比单层模只慢百分之几,驱动模具的合模力仅增加了10%~15%。
由于这些经济上的优势,多层注塑模已经得到广泛的接受,在过去的10年里,在北美及欧洲获得了迅速的普及。
最新进展以下是多层模塑技术的最新发展:◆无阀熔体传输系统(VMTS)这是近来对多层模塑技术发展有贡献的关键创新。
通过使用交换式喷嘴,这一技术取消了传统的流道顶板,引导熔体流从侧面进入中心集流管。
取消延伸的流道顶板,主要有两个好处:首先,腔穴可置于模具中心线上而不是在它周围;其次,由于顶出时接触不到位于第一层模块上的热流道顶板,制件不会被损坏。
同以前一样,这一创新设计的另一个特点是熔体流到所有型腔的距离都是相等的,以及同样的温度和压力完全对称。
◆背靠式两腔(2×1)多层注塑模带有流道顶板的传统的多层注塑模需要通过第一个两半模块来运作,限制了多层注塑模应用于大型制件的潜力,因为这类制件的型腔必须设置在模具的中心线上。
重叠注塑Overmolding

重叠注塑Overmolding重叠注塑Overmolding重叠注塑实现注塑制品的多功能性将导电性和磁性直接赋予注塑件。
多组分注射成型现在已经成为塑料加工的一种成熟技术,尤其适用于硬质/软质材料与热塑性弹性体和交联弹性体,如硅橡胶。
电子产品尤其有可能在局部使用填充材料,塑料件用磁性、导电性或者导热性填料填充改性后与其他易于粘接的塑料组合使用使用功能性填料磁性材料填充到塑料基材后可以加工成具有永久磁性、形状复杂的制品。
由于强度要求,聚合物注射成型的单组分件永久性磁性填料含量最高只能为70%(体积百分数)。
聚合物技术研究所(The Institute of Polymer Technology)正与Innotech一起研究将填料含量从80%(体积百分数)以上增加到加工特许的极限范围。
目前大多数磁性填料是硬磁型如均质、非均质磁体(SrFe,BaFe)以及昂贵的稀土金属(NdFeB,SmCo)。
根据填料含量以及对极性的要求,制品既可以在模具内直接磁化,也可以在模塑后在磁化装置中磁化。
通过重叠注塑将磁性赋予制品或者用高含量磁性复合材料包覆的方法可以使复合材料制品具有探测器的功能,用于传感器上,也可以用于传导技术中。
电子工业中的静电问题是一个大问题。
云母包覆的新型导电填料使塑料在一定的导电范围内具有一定的永久抗静电性,这样制品就不必采取抗静电措施。
目前设在Erlangen-Nuremberg 的聚合物材料学院(School of Polymer Materials)正在研究这种填料的应用。
使用这种填料,三明治式制品如功能性固定件就有可能用作加载零件以及与灵敏电子装置接触的自动装置。
金属填料如不锈钢、铜纤维和铝片主要用作电磁屏蔽,因为其导电性高。
除了导电性外,这种填料有可能提高塑料制品的导热性,例如,在热量很高时,这种制品用作模塑的互连器(3D-MID)时增强必须的热量耗散;用作热塑性复合材料轴承和齿轮的护层时可以加强摩擦热的耗散。
热流道叠模
热流道叠模:降低成本的解决方案newmaker 来源:PT现代塑料使用叠模对于注射成型扁平制品来说意义非凡,因为它可以帮助模塑商大大降低生产成本。
然而基于叠模自身的特点,模塑商要想用好叠模,必须考虑机器的注射能力及热流道系统的配置问题,特别是选择正确的热流道分流板系统是成功使用叠模的关键。
在接到设计任务时,很多模具设计者忽略了叠模,因为他们不太了解这门技术。
实际上,与常规的单面模具相比较,叠模使注射机的产量提高了1倍。
因为叠模可使塑料熔体分配到两个独立的模具分型面上。
通常,热流道叠模技术拥有3个独到的优势:1.产量增大1倍增加更多的模腔而不增大模具的尺寸,即叠模能够通过在第一层模腔的平行方向上添加第二层模腔来保持现有模具和机器的尺寸。
叠模的充模、保压和冷却时间与单面模具一样,只是模具的开闭会增加成型周期。
2.降低制品价格制品的价格由机器的每小时花费决定,而这种花费又直接与机器的锁模力相关。
在模腔数目相同的条件下,叠模所需的锁模力仅为单面模具的一半。
例如,以8+8腔叠模取代16腔单面模具,所需的注塑机吨位可减小一半,也就是模具更小,机器也更小。
这意味着在同样的产量下,使用叠模可以减少注塑机的使用成本。
将8+8腔叠模使用300t注射机与16腔单面模具使用600t注射机相比,设备的每小时花费可降低43%。
3.效率及自动化程度的改善叠模能够在一次注射中及在1台机器上使用同样的参数来完成多组分部件的成型与装配。
然而,单面模具在生产这类制品时却需要同步使用多台机器,致使成型后的操作变得更加复杂。
叠模的基本特征叠模的特点是有两个分型面或者分型线。
叠模比单面模具要求的锁模力低,是因为两侧模腔的凸模表面抵消了相互之间的作用力。
估算锁模力有一个经验性方法,即制品成型面积与熔体压力的乘积,再乘以系数1.1所得的数值即为所需的锁模力。
使用此锁模力,就可在不增加设备模板尺寸的前提下,以双倍的模腔进行生产。
大多数叠模两个分型面的模腔数目相等。
多层注塑模具,模具生产效率可提升数倍!
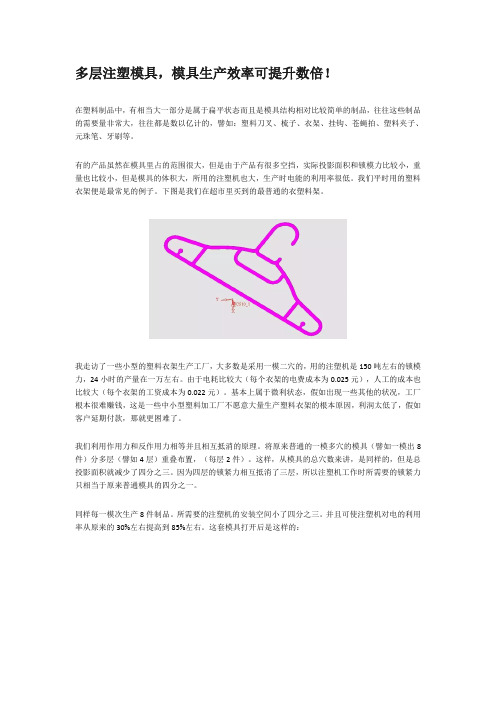
多层注塑模具,模具生产效率可提升数倍!在塑料制品中,有相当大一部分是属于扁平状态而且是模具结构相对比较简单的制品,往往这些制品的需要量非常大,往往都是数以亿计的,譬如:塑料刀叉、梳子、衣架、挂钩、苍蝇拍、塑料夹子、元珠笔、牙刷等。
有的产品虽然在模具里占的范围很大,但是由于产品有很多空挡,实际投影面积和锁模力比较小,重量也比较小,但是模具的体积大,所用的注塑机也大,生产时电能的利用率很低。
我们平时用的塑料衣架便是最常见的例子。
下图是我们在超市里买到的最普通的衣塑料架。
我走访了一些小型的塑料衣架生产工厂,大多数是采用一模二穴的,用的注塑机是150吨左右的锁模力,24小时的产量在一万左右。
由于电耗比较大(每个衣架的电费成本为0.025元),人工的成本也比较大(每个衣架的工资成本为0.022元)。
基本上属于微利状态,假如出现一些其他的状况,工厂根本很难赚钱,这是一些中小型塑料加工厂不愿意大量生产塑料衣架的根本原因,利润太低了,假如客户延期付款,那就更困难了。
我们利用作用力和反作用力相等并且相互抵消的原理。
将原来普通的一模多穴的模具(譬如一模出8件)分多层(譬如4层)重叠布置,(每层2件)。
这样,从模具的总穴数来讲,是同样的,但是总投影面积就减少了四分之三。
因为四层的锁紧力相互抵消了三层,所以注塑机工作时所需要的锁紧力只相当于原来普通模具的四分之一。
同样每一模次生产8件制品。
所需要的注塑机的安装空间小了四分之三。
并且可使注塑机对电的利用率从原来的30%左右提高到85%左右。
这套模具打开后是这样的:还是用150吨的注塑机,24小时的产量增加到3.5万个,电费成本下降到0.01元,是原来的40%,也就是说节约了60%的电能,人工成本也下降了65%。
我们做塑料制品加工的都知道,在同样的设备和人员的条件下,加工产量每增加17%,加工费的利润就会增加100%。
现在我们的产量增加了350%,这笔帐大家算一算吧。
不难想象,原来的薄利加工,马上就变得利润可观。
叠层模具的最新技术

材质:
尺寸: 产品壁厚:
PC
61.3*113.2*1.5(H) 0.60mm
产品单重:
单个产品的料头重: 进胶方式:
0.3g
3.1g 8+8针阀转水口进胶
顶出方式:
顶针顶出
Page: 8
模具3D设计图片:
模流分析图片:
适用案例: 手机中框
Page: 9
Page: 12
热流道3D设计图片:
模流分析图片:
适用案例: 各种类似遥控器盖的产品
Page: 13
3.6.生活用品叠层模具成功案例
菜篮子: 产品名称: 材质: 尺寸: 菜篮子 PP 814.3*594.3*18
产品壁厚:产Biblioteka 单重:2.0485g
单个产品的料头重:
进胶方式:
0g
4+4开放式胶口进胶
克重:
进胶方式 顶出方式:
8.5g
4+4针阀进胶 推板+气顶
Page: 4
模具3D设计图片:
现场生产录像:
见视频
VID_20141121_121641-4+4薄壁圆盖&Demag.3gp
模具图片:
电子产品适用案例:平板电脑A件
Page: 5
类产品的叠层模具成功案例
50寸前壳产品基本信息: 产品名称:
Page: 11
3.5.摇控器类叠层模具成功案例
空调摇控器上下盖:
产品名称:
材质: 尺寸:
空调摇控器上下盖
ABS 上盖:50.5 *182.2 *14.2; 下盖:50 *183 *13 1.5/2.0 上盖:32g; 下盖:20g 0g 4+4针阀式胶口进胶
注塑模具技术
生产过程中,模具温度是影响部件质量高低的一个重要因素。
普通而言,设置较高的模温通常可获得较高的部件表面质量。
冷/热循环模具注塑技术是在注塑循环过程中,利用热循环控制模具温度的一种方法。
该技术要求模具表面的加热温度要在塑料的玻璃化转变温度(Tg)之上,以利于注塑,然后快速冷却模温,使部件冷固,以便于顶出。
热/冷循环模具注塑工艺可极大提高注塑部件的表面质量,此外由于减少了上漆、打磨等消除表面瑕疵的二次加工工序,从而降低整个加工成本。
在某些情况下,上漆或者粉末涂覆皆可省去。
热/冷模注塑还可提高玻纤增强结构性材料的表面光洁度,用在对制品表面有高光泽要求的场合。
利用该技术可获得的其他优点包括:降低模塑应力、减少或者消除漩纹、熔接缝等缺陷,并提高熔体的流动长度,生产出薄壁制品。
沙伯创新塑料公司(SABIC Innovative Plastics)在日本从事这项技术的研究工作已有几年的历史,其首个应用实例是加工一个汽车车顶行李架导轨的支脚,过去采用的是金属支脚。
当使用玻纤含量为11%的Xenoy 1760 PC/PBT 树脂进行试验性加工时,表面质量效果不理想,原因是浮现了漩纹和熔接缝。
由于存在玻璃纤维的缘故,部件表面非常粗糙,需要采取打磨抛光二次处理,而不是上漆修饰。
利用热/冷模注塑可消除这些制品表面缺陷,并省去打磨处理工序。
对于聚碳酸酯、PC/ABS 混料、PC/PBT 混料而言,利用热/冷循环模具进行注射加工非常成功,应用于加工电视机外壳、聚光板、车载音响部件、笔记本电脑外盖等都达到了表面质量问题至少化。
1 工作原理传统注塑机也可以利用热/冷循环模具注塑工艺,首先,需要安装一个特殊的辅助系统装置,以实现模具表面的快速加热和冷却。
需要用到过热水和蒸汽,有部份系统需外置一个锅炉,以产生蒸汽,此外的一些系统则在控制装置内形成蒸汽。
沙伯公司设在亚太地区的研发中心使用了蒸汽,而设在美国麻省的聚合物加工研发中心则利用了一个过热水系统,由德国Single Temperiertechnik 公司出品的装置可提供高达200℃的过热水。
高效注塑模具- 叠层模具的开发探讨

什么是叠层模具?
叠层模具是当今塑料模具发展的一项前沿技术; 型腔是分布在2个或多个层面上的,呈重叠式排列,相当于是将多 副模具叠放组合在一起
叠层模具产生的需求背景
通常注塑机在使用单层塑料注射模具的时候,其本身 的 注 射 量 和 开 模 行 程 只 使 用 了 额 定 的20%~40%,没有充分发挥注 射机的性能,而叠层式注塑模具能够在不增加锁模力的基础上, 在 1 台注射机 1 个操作人员的条件下能使产量根据层数成倍增加, 可以极大地提高生产效率和设备利用率,并能节约生产成本和人 力资源。叠层式注塑模具最适于成型大型扁平制件、浅腔壳体类 制件、小型多腔薄壁制件和需大批量生产的制件。
普通双层叠模的应用实例
产品模具基本信息
模号: 模腔数: B09999 8+8 客户: Zobele US 胶料: PP 产品类型: 香水盒 产品名称: Inner housing 胶料牌号: PP copolymer 缩水率: 1.017
制作部门: 精密一部 T1时间:
2009-08-18 产品尺寸: 38X64X90mm
第八步:安装同步开合模机构
第九步:接通水路、电子线路
注塑工艺
炮筒温度:230/245/240/235/220 摄氏度 射胶压力:85/95 kgf/cm2 保压:35% 注射时间:2.68s,保压时间:6S,冷却时间:9s 周期时间:29s 锁模力:350T 前模温度:35º C 后模温度: 35º C
叠层模具的优点是什么?
与常规模具相比,叠层式模具锁模力只提高了10%~15%,但产量可 以增加90%~95%; 模具制造要求基本上与常规模具相同,且将多副型腔组合在一副模 具中,所以模具制造周期也大大缩短; 使用高效叠层注塑模可以得到双倍或者四倍于普通单层模的产出而 无须投资购买额外的机器和设备。这就节约了安装机器、设备和扩 建厂房、新增劳动力的费用; 叠层模具可以装在单层模具要求相近的注塑机上,单位时间的产出 效率却是成倍的增长 节约原料,易于自动化,提高产品性能,缩短生产周期
叠模

.叠模技术(Stack Turning Technology )旋转型模具技术主要有两种:转盘型模具技术和内置旋转机构的模具技术。
它的特点是两种组分可以同时注射,大大缩短了制品的生产周期。
叠模又称叠式模,有模具不旋转和模具旋转两种方式。
(1)两层叠式模具方式此工艺由一台双物料注塑机,一套两层叠式模具及机械手组成。
当注塑机进行第一次注塑,经冷却后开模,机械手从第一层模芯上取出塑件,移放至第二层模芯内,合模后再进行第二次注射,在第二层模内得到最终产品,方式的第一次及第二次注射是同步进行的这种方法的优点是毋须使用转盘等装置便可进行共塑成型,采用这种方法,可用较少锁模力的机器生产较大的注塑件。
缺点是需把塑机的容模厚度增加以便能容纳较厚的叠层模,并需要配备较纵向行程较长的机械手,另外因工序需要较长的塑件取放时间,导致整个周期的延长。
此外利用双层叠模技术也可以同时生两种不同的产品,例如第一层模具生产一种产品,而第二层模具内则生产另一种产品,这些产品可以是材料相同或不同,颜色相同或不同等多种组合。
例如利用叠式模可以实现第一层注塑容器面盖;第二层模具注塑容器主体。
(2)两层叠式模+中间模板旋转式(旋转叠式模)此工艺是由一台双物料注塑机、一套两层叠式模具,以及可作180°往复旋转的中间模板组成。
注塑机完成第一注塑,经冷却后开模,中间模板会按设计要求作180°转动,把附着在模芯上的第一次注塑件转向第二层模腔,再合模进行注射。
这种方式的第一次注射和第二次注射也是同步进行的,从第二次注射开始,每次开模在第二层模内成型一次共塑制品。
旋转叠式模技术是当今共注塑技术的高难技术,技术难度大,它高度融合了机器、模具的制造技术及系统控制技术。
它既有叠式模共塑和旋转模板式共塑的优点:小的锁模力,即可用较小锁模力的的注塑机生产较大规格的塑件,另外,比机械手放件的方式更为准确,周期短、生产效率更高,十分适合大产量或生产周期长的共塑件的生产用途。