叠层模具
模具种类
模具的分类[用途上分]:A [塑胶模]Plastic mould :用于制造塑胶产品,如:3C类产品[3C:计算机(Computer),通讯(Communication), 消费类电子:(Consumer Electrics)]汽车摩托车结构件,内饰件,日用品,儿童玩具,建筑用PVC水管接头,各种工具的手柄,精密仪器零件等涉及生活的每一个角落。
B [冲压模]die ( Pressed tooling):用于制造金属钣金,片状材料的剪裁下料等。
如:电脑等各类机箱、机柜、不锈钢厨具、连接器端子、接插件铜片、电路板切孔,钣金成型,快餐盒成型等。
C [压铸模]Die casting (alloy mould):主要用于生产铝合金,锌合金,镁铝合金等铸件,如笔记本外壳,汽车摩托车发动机,音箱,阀体配件等。
D [压缩模] Compression mould:主要用于生产橡胶,硅橡胶制品,如各种防水圈,饰件,缓冲件,衬垫,手机按键等。
E [吹塑,吸塑模] blow mold:主要用于生产塑胶类中空容器类产品,如各种饮料瓶,塑料壶,化妆品盒,洗发水瓶,充气玩具,塑料包装等。
F [挤出模具]extrusion mould :主要是各种型材,如建筑用铝合金门窗,电线槽,G [半导体模具]semiconductor mold:主要是生产各种二级管,三级管等电子电气元件。
H 玻璃钢模具(SMC/BMC) Phenolic mould 电木模具属于热固性模具其中应用最广泛的就是塑胶模具,由于塑胶产品种类繁多,所以塑胶模具也有各种分类:[品质要求]:A. production mould量产模模具产量主要指的是:在模具使用寿命期间所能生产的最大的产品数按照美国[SPI-SPE]标准可以分为以下几类一、101类模。
(长期精密生产模具,产量在1,000,000shots或以上)二、102类模。
(不超过1,000,000shots,大量生产模具)三、103类模。
笔记本内壳叠层热流道注射模具设计

t h e
c l a m p i n gd i r e c t i o n , d u e t o t h e s t r u c t u r a l d e s i g n , f u n c t i o n a l r e q u i r e m e n t s a n d a s s e m b l y , p r o d u c t s h o l e s o l - e l n o T e u n e v e n , nd a
Ab s t r a c t : N o t e b o o k i n n e r s h e l l l a mi n a t e d i n j e c t i o n m o l d t e c h n o l o g y o v e r l a p p i n g a r r a n g e m e n t o f m u l t i p l e C t 2 1 3 i t y
un r n e r s y s t e m, d o u b l e - m o l d s t r u c t u r e , t o e n s u r e t h e q u a l i t y o f t h e p l st a i c p a r t s , a n d t o i m p r o v e p r o d u c t i o n e f ic f i e n c y .
na a l o g il f l , lo f w ,c o o l , p a c k nd a w a r p a g e na a l y s s,S i O t o ch a i e v e t h e t e c h n i c a l p e  ̄ o r m a  ̄e r e q u i r e me n t s . I t l l  ̄ e s h o t
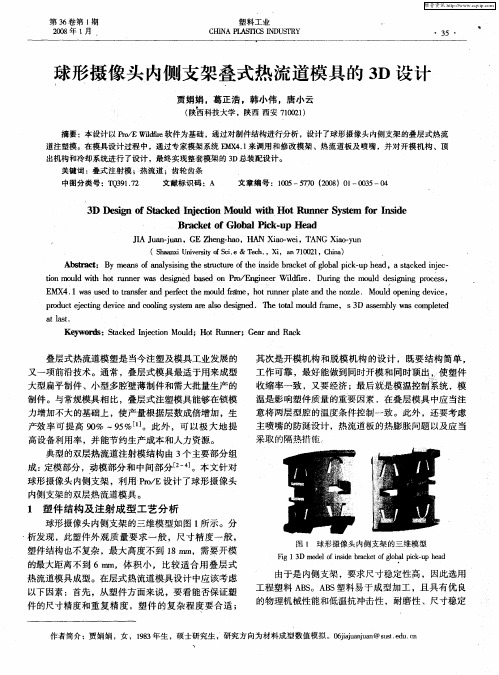
球形摄像头内侧支架叠式热流道模具的3D设计
如果 采用 拉杆 限位顺 序 开模 机构 ,虽 然成 本 可能
稍低一点 ,但是要明确保证开模时模具先从第一分型 面 ,即 A A处 打 开 ,比较 困 难 。所 以 采 用 齿 轮 齿 条 —
同时开模机 构 。这 里采用 的齿轮 齿条 制造 精度 等要求 不 会太高 ,所 以模 具成本 应该 不 会增 加太 多 。同 时叠 层模具 做 到两层 型 腔 的分 型 面 同时开启 ,可 以使 塑件 在各 型腔 中 的停 留 时间 ( 冷却 时 间)相 等 ,塑 件 收缩
了表 达清楚 ,图中 的开模 距离 比实 际放 大 了) 。
52 锁 模 力的 计算 .
叠 层式 热流 道模 具 的型腔 以 “ 背靠 背 ”设 置 ,理 论上 能 在锁模 力 不增加 的基 础上 将 产量 增加 一倍 。但 根据 经 验表 明 :叠层式 热 流道模 具 的锁 模力 仅需 比具
5 1 最大 注射 压 力估算 .
定 距离后 ,定 模 型腔 固定板 3 动 拉杆 挡 钉 3 驱 4带 5
动。 34 复位机 构 的设计 .
由于采用热流道技术 ,能很好传递注塑压力 ,故 所 需 的注 塑压力 要 比单层 冷 流道模 具 大 ,却 比叠层 式 冷 流道 模具 小 I 。
所 以 P ≥K・o 1 x 0 :1 P 一 e: . 0 4 Ma 4 1 0
模 温是 影响 塑件 质量 的重 要 因素 , 叠层 模具 中 在 应 当注意将 两层 型腔 的温 度条 件控 制一 致 。为 了解 决 热 流道板 热膨胀 后在 长度 方 向上带 来 的 问题 ,特 意在 喷嘴周 围 流出 空 隙 ,同时 ,隔 热 垫 快 2 能 在 动 定 2要 模型 腔固定板 上 自由滑移 6。最后 完成 的球形 摄像 头 内侧 支架 的双层 热流道 模 具总装 配 图如 图 6所示 ( 为
叠层模具热流道系统及同步开合模机构设计

叠层模具热流道系统及同步开合模机构设计李萍【摘要】目前在包装、家电及汽车模具领域,叠层模具的应用比较多.叠层模具可以实现立体成型、可以提升近一倍的注射生产效率,因其以上特点叠层模具在塑件结构相对简单、塑件需求数量大的模具开发领域应用空间非常大.【期刊名称】《模具制造》【年(卷),期】2013(013)004【总页数】3页(P48-50)【关键词】叠层模具;同步开模机构;热流道【作者】李萍【作者单位】东江模具(深圳)有限公司,广东深圳518000【正文语种】中文【中图分类】TQ320.661 引言叠层模具是在实践中不断进步的模具制造和注射生产的前沿技术,简单讲叠层模是类似将模具叠放在一起安装在一台注塑机上进行生产,等于两副模具同时工作,区别于常规模具的结构要点在于注射系统(热流道系统)、双向顶出系统、同步开合模机构、导向限位机构等。
2 模具基本结构本文以已投入生产的一副内置式同步开合模机构的两层叠模具为例,分析该模具与普通单层模具的区别,以及结构设计时应注意的事项。
2.1 塑件特点及浇注系统方案塑件基本信息如表1所示。
表1 塑件基本信息mm模具尺寸:X=950;Y=1,000;Z=1,178.2定板厚:153;动板厚:170模腔数:1×2塑件尺寸:直径591.5×62塑件类型:家电塑件平均壁厚:1.5胶料:PP缩水率:1.016此塑件属于家电塑件的通用结构件,产量要求大,以往采用多副相同模具实现高产量要求。
此塑件结构简单,塑件直径虽然达ϕ591.5mm,但塑件高度只有62mm,且塑件为环状结构。
根据该塑件特点及量产要求分析,模具比较适宜设计开发成叠层模具。
如成功开发叠层模具,则此塑件需要的模具数量会降低一半以上,在注塑机吨位不变、注射成型周期基本不变的情况下,叠层模具注射成型产能将提升80%,塑件注射成本也会明显降低。
这副叠层模具浇注系统设计阶段径充分论证,方案确定为4点针阀式热流道近胶,两层设计共8个进胶点,CAE分析结果如图1所示,塑件填充时间为1.89s。
叠层模具相关知识讲义
叠层模具相关知识讲义1. 简介叠层模具是一种常用于制造复杂形状产品的模具类型。
它具有多层叠加组成的结构,可以实现更高的复杂度和精度要求。
本讲义将介绍叠层模具的基本概念、设计原则、制造工艺以及优缺点等相关知识。
2. 叠层模具的基本概念叠层模具是由多个独立模块组成的模具系统,每个模块负责制造产品的一个部分。
这些模块可以在垂直方向上叠加,并通过定位装置进行精确定位。
叠层模具允许每个模块独立设计、制造和维修,提高了模具的灵活性和可维护性。
3. 叠层模具的设计原则3.1 模块化设计原则叠层模具的核心思想是模块化设计,即将模具划分为多个独立的模块,并遵循统一的接口规范。
这样,每个模块可以独立设计和制造,便于组装和维护。
同时,模块的尺寸和定位装置的设计也需要考虑到优化装配精度和稳定性。
3.2 兼容性设计原则叠层模具需要考虑多种产品的制造需求,因此在设计时应尽量保持兼容性。
这可以通过设计标准接口和通用组件来实现,使得同一套叠层模具可以适应不同产品的制造。
3.3 原材料选择原则叠层模具的制造材料应根据具体产品的要求进行选择。
通常情况下,模具的主体部分可以选择优质的工具钢或铝合金,并在需要加工复杂曲线的部位采用高硬度的刚性材料。
4. 叠层模具的制造工艺4.1 模块设计与加工叠层模具的模块设计需要考虑产品的几何形状、加工精度和装配要求等因素。
通常,模块的加工工艺包括数控加工、线切割、电火花加工等,以确保模块的精度和质量。
4.2 定位装置设计与制造叠层模具的定位装置非常重要,它决定了模块的组装精度和稳定性。
常用的定位装置包括销子定位、夹具定位、油压定位等,具体的选择应根据产品的要求和模块的特点来决定。
4.3 组装和调试叠层模具的组装需要严格按照设计要求进行,确保各个模块之间的精确配合。
同时,需要对模具进行调试和试模,以验证模具的性能和准确性。
5. 叠层模具的优缺点5.1 优点•灵活性高:叠层模具可以根据不同产品的需求进行组装和调整,实现批量生产和个性化定制。
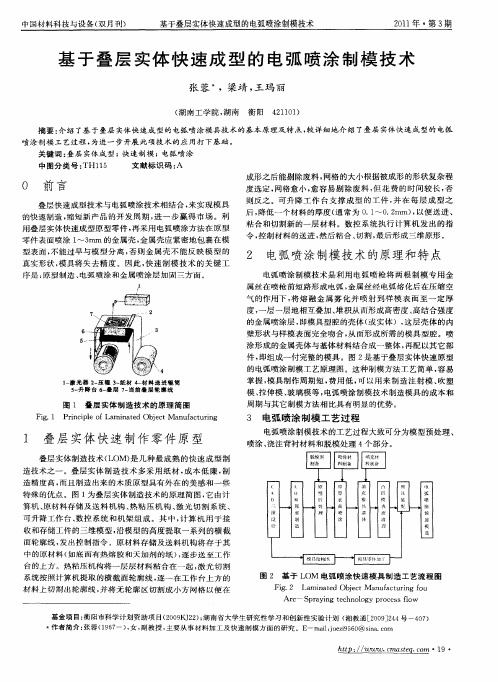
基于叠层实体快速成型的电弧喷涂制模技术
3 电弧 喷 涂 制模 工 艺 过 程
电弧喷涂 制模 技术 的工 艺过 程大致 可分 为模 型预处 理、 喷涂 、 浇注背衬材料和脱模处理 4个部分 。
1 叠层 实体 快速 制作 零件 原 型
叠层实体制造技术 ( O 是 几种最成 熟的快速 成型制 L M)
造 技 术 之 一 。叠 层 实 体 制 造 技 术 多 采 用 纸 材 , 本 低 廉 , 成 制 造 精度 高 , 且 制 造 出 来 的 木 质 原 型 具 有 外 在 的 美 感 和 一 些 而 特殊 的优 点 。 图 1 叠 层 实 体 制 造 技 术 的原 理 简 图 , 由计 为 它 算机 、 材料存储及送料 机构 、 粘压 机构 、 光 切割 系统 、 原 热 激 可 升 降 工作 台 、 控 系统 和 机 架 组 成 。其 中 , 算 机 用 于 接 数 计
中国材料科技 与设 备( 双月刊)
基于叠层实体快速成型 的电弧喷涂制模技术
21 年 ・ 3 01 第 期
基 于 叠 层 实 体 快 速 成 型 的 电 弧 喷 涂 制 模 技 术
张 蓉 ,梁 靖 , 玛 丽 王
( 南工学院 , 南 湖 湖 衡阳 4 10 ) 2 1 1
摘 要 : 绍 了基 于叠 层 实体 快 速 成 型 的 电弧 喷 涂 模 具 技 术 的基 本 原 理 及 特 点 , 详 细 地 介 绍 了叠 层 实 体 快 速 成 型 的 电弧 介 较
采用 小 的功 率 , 止 金 属 沉 积 不 均 匀 ,导 致 翘 曲 、 裂 等 。 防 开 当涂 层 厚 度 达 到 0 5 . mm 时 , 加 喷 涂 功 率 。这 样 可 以 方 便 增 地 制 造 “ 合 金 ” 层 , 涂 层 与 基 体 结 合 强 度 可 达 伪 涂 喷
LCD高光面板叠层模创新技术

m od r d cin a v na e n rs a d dsu sstes c od d s n p it w i tei et n a d ls o u t d a tg sa dwo k, n i s h t km l ei on . m h j ci n p o c e a g n o
Gl s Fr nt Ca ne o s o bi t
W ANG u dn , AN eje L o igW W ni
( TCL u t e i c noo y Co, d En i e rn e t o o l c o y M l m da Te h l g i . , g n e i g D p . fM u d Fa t r , Lt
侧 边 修 饰 等 ( 图 I 。 总体 来 说 ,叠层 模 具 的运 用 见 )
已越来 越广 泛 。
叠
起 ,每 注塑 一次所 生产 的产 品数量是 普通 模
具 的两 倍 。除 了射 胶 、开合模 及人工 取件 时
间 比普通 模具稍 长外 ,其 余时 问均 相 同,但 是生产 出
的产 品却是普通模 具 的两 倍 ,其极 大的提 高了注塑机 的 日产 量 ,如果 减少人工取 件 的时间, 改为机 械手取
拓 宽 了叠 层模 具 的能 力 ,包 括 了 多材 料成 型 和 大 型 工 业零 部 件 ,如 电视机 外 壳 、汽 车总第 19 ) w ol c t 2 期 w wm u —r e 婪县工 d l n 程
8 9
t ie t o w c he pr duc f o di r o d.Thi ri l s rb s t tuc ur lc r c e itC fsa k m o d ,sa k t o r na y m l sa tc e de c i e he sr t a ha a t rsi S o t c ls tc
各种模具分类方法

有色金属与黑色金属压力铸造成形工艺
4
锻造成形模具
模锻和大型压力机用锻模,螺旋压力机用锻模,平锻机锻模,辊锻模等;各种紧固件冷镦模,挤压模具,拉丝模具,液态锻造用模具等
金属零件成形,采用锻压、挤压
5
铸造用金属模具
各种金属零件铸造时采用的金属模型
金属浇铸成形工艺
6
粉末冶金模具
成形模:
手动模:实体单向压制、实体双向压制手动模;实体浮动压模
机动模:大型截面实体浮动压模,极掌单向压模,套类单向、双向压模,套类浮动压全整形模,带球面件整形模等
机动模:无台阶实体件自动整形模,轴套拉杆式半自动整形馍,轴套通过式自动整形模轴套全整形自动模,带外台阶与带外球面轴套全整形自动模等
粉末制品压坯的压制成形黄岩艺。主模具电加工设备用于铜基、铁基粉末制品;机械零件,工具材料与制品易热零件等
7
玻璃制品模具
吹一吹法成形瓶罐模具,压一吹法成形瓶罐模具,玻璃器皿用模具等
玻璃制品成形工艺
8
橡胶成型模具
橡胶制品的压胶模、挤胶模、注射模。橡胶轮胎模,“O”形密封圈橡胶模等
橡胶压制成形工艺
9
陶瓷模具
各种陶瓷器皿等制品用的成形金属模具
陶瓷制品成形工艺
10
经济模具(简易模具)
低熔点合金成形模具,薄板冲模,叠层冲模,硅橡胶模,环氧树脂模,陶瓷型精铸模,叠层型腔塑料模,快速电铸成形模等
模具类别和分类方法:
以使用模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,见表1。各大类模具,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。
表1 模具类别和分类方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
导滑安装方式1
导滑安装方式2
2层叠模设计总结---顶出驱动方式
曲肘连杆驱动顶出机构 油缸驱动顶出 拉杆、拉板驱动顶出
模具主要结构介绍---冷却系统---下模镶件
下模镶件
散热铜
炮孔,隔水片
炮孔,隔水片
模具主要结构介绍---冷却系统---行位
胶位面
行位
运水通道
模具零件加工工艺控制
所有模肉、镶件和行位在NC、EDM以及铜公加工时使用夹具; 机加工完成所有胶位零件; 编制详细合理的加工工艺并严格执行; 每道工序完成后对零件实施全检,确保零件尺寸在公差范围内;
模具加工工艺
模具加工工艺
1.前后模肉分型面由NC精加工,且非胶位的直角位都加R,避免钢料应力集中而爆裂 2.产品是用Half行位两边封胶,后模镶件和推板 设计避空,以避免生产周期短而易擦伤 3.行位先NC精加工完镶件槽后,配行位镶件, 最后装一起EDM
R角
4.行位和后模肉镶件之间是弧面碰穿,加大
FIT模难度,NC和EDM加工时都调整好火花 位 5. Half行位两边单独完成EDM后,需装夹在一 起EDM以保证行位夹口段差不大 6.此模具是多型腔模,工件加工量大且数量 多,开粗时适当的加大切削深度和增大电蚀量, 确保安全、高效。
叠层模具设计考虑要点
Biblioteka 模具开模后主灌咀不能脱出导套之外,应注意主灌咀长度和 模具开模行程的合理设置; 需校核注塑机最大开模行程和最大塑化量; 注射装置的预塑效率要高; 注射速率适当增加; 热流道熔体的压力释放; 型腔布置与主灌咀的关系处理。
2层叠模设计总结---浇注系统
整体开放式热流道 针阀式开闭热流道 冷流道溢料式热流道
整体开放式热流道
针阀式开闭热流道
冷流道溢料式热流道
2层叠模设计总结---同步开模机构
曲轴连杆开模机构 齿轮齿条开模机构 丝杆螺母开模机构
曲肘连杆同步开模机构
齿轮齿条同步开模机构
丝杆螺母同步开模机构
2层叠模设计总结---支撑导滑机构
第七步:校正导滑块位置
第八步:安装同步开合模机构
第九步:接通水路、电子线路
注塑工艺
炮筒温度:230/245/240/235/220 摄氏度 射胶压力:85/95 kgf/cm2 保压:35% 注射时间:2.68s,保压时间:6S,冷却时间:9s 周期时间:29s 锁模力:350T 前模温度:35º C 后模温度: 35º C
R角
行位镶件
模具装配工艺
此模具是双层叠模,先装配完上下两层的模肉和行位后,把下层的前模倒转, 装上热流道板,再合上上层的前模,接着分别两边都合上后模部分。
第一步:安装热流道系统部分
2014-4-6
第二步:安装动定模部分
第三步:安装中间型腔部分
第四步:安装中间整体部分
第五步:合模
第六步:上机、码模