MPM印刷机重要参数设定解释
MPM基本操作
MPM外觀
MPM操作介面
一 .Monitor 顯示器
MPM操作介面
二 Trackball. 轨迹球
启动功能,或子功能,輸入档名
MPM操作介面
三 Trackball. 轨迹球
确认提示或模式切换
MPM操作介面
四 Trackball. 轨迹球
离开目前的状态
MPM基本結構
基本結構包括﹕ 基本結構包括﹕ 一﹑X﹑Y﹑Z﹑Theta ﹑Axis﹔ 二﹑Wiper System﹔ 三﹑Vision System﹔ 四﹑Squeegee Head﹔ 五﹑Tactile Assembly ; 六﹑Transfer & Auto Truck﹔ 七﹑ Circuit Module & Pneumatic System﹔ 八﹑Others(Monitor﹑ECU﹑Mouse); 九﹑Maintenance Record.
MPM气压单元
1﹒总气压设备是提供干燥,稳定的气压 (90psi)﹒ 总气压设备是提供干燥, ﹒
MPM印刷周期包含下列过程
1,基板搬入Loading Board 2,基板定位 Locating Board 3,视觉系統对位 Vision Alignment 4,印刷平台上升 Z Tower UP 5,刮刀向前后刮印锡膏 Printting 6,慢速脫模 Slow Snap-Off 7,印刷平台下降 Z Tower Down 8,基板搬出 Unloading Board
MPM软件介面
软件介面各个工作区的介绍
显示当前使用程式 基板计数器
下拉功能表
坏板计数器
当前使用用户 基板清零钮 机器复原钮 刮刀行程指示
各个轴移动区
MPM-UP2000印刷机资料
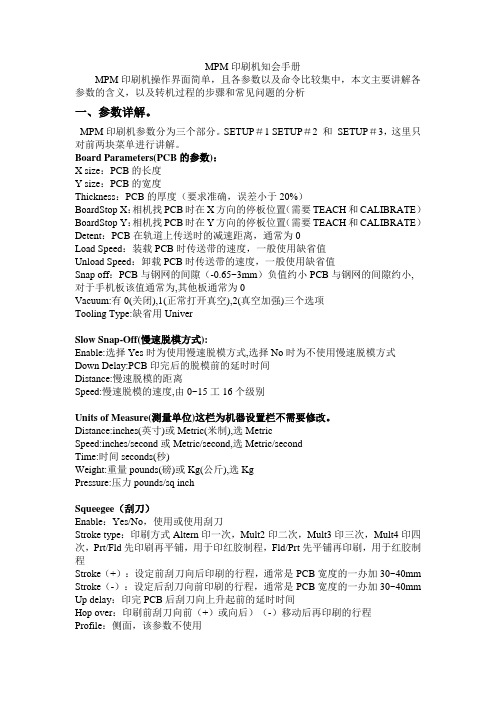
MPM印刷机知会手册MPM印刷机操作界面简单,且各参数以及命令比较集中,本文主要讲解各参数的含义,以及转机过程的步骤和常见问题的分析一、参数详解。
MPM印刷机参数分为三个部分。
SETUP#1 SETUP#2 和SETUP#3,这里只对前两块菜单进行讲解。
Board Parameters(PCB的参数):X size:PCB的长度Y size:PCB的宽度Thickness:PCB的厚度(要求准确,误差小于20%)BoardStop X:相机找PCB时在X方向的停板位置(需要TEACH和CALIBRATE)BoardStop Y:相机找PCB时在Y方向的停板位置(需要TEACH和CALIBRATE)Detent:PCB在轨道上传送时的减速距离,通常为0Load Speed:装载PCB时传送带的速度,一般使用缺省值Unload Speed:卸载PCB时传送带的速度,一般使用缺省值Snap off:PCB与钢网的间隙(-0.65~3mm)负值约小PCB与钢网的间隙约小,对于手机板该值通常为,其他板通常为0Vacuum:有0(关闭),1(正常打开真空),2(真空加强)三个选项Tooling Type:缺省用UniverSlow Snap-Off(慢速脱模方式):Enable:选择Yes时为使用慢速脱模方式,选择No时为不使用慢速脱模方式Down Delay:PCB印完后的脱模前的延时时间Distance:慢速脱模的距离Speed:慢速脱模的速度,由0~15工16个级别Units of Measure(测量单位)这栏为机器设置栏不需要修改。
Distance:inches(英寸)或Metric(米制),选MetricSpeed:inches/second或Metric/second,选Metric/secondTime:时间seconds(秒)Weight:重量pounds(磅)或Kg(公斤),选KgPressure:压力pounds/sq inchSqueegee(刮刀)Enable:Yes/No,使用或使用刮刀Stroke type:印刷方式Altern印一次,Mult2印二次,Mult3印三次,Mult4印四次,Prt/Fld先印刷再平铺,用于印红胶制程,Fld/Prt先平铺再印刷,用于红胶制程Stroke(+):设定前刮刀向后印刷的行程,通常是PCB宽度的一办加30~40mm Stroke(-):设定后刮刀向前印刷的行程,通常是PCB宽度的一办加30~40mm Up delay:印完PCB后刮刀向上升起前的延时时间Hop over:印刷前刮刀向前(+)或向后)(-)移动后再印刷的行程Profile:侧面,该参数不使用Durometer:记录所使用的刮刀硬度,使用缺省值Length:记录使用刮刀的长度Prog Squeegee(可编程刮刀)Lift Height:印刷后刮刀升起的高度Left Weight:刮刀左边重量Right Weight:刮刀右边重量Front Squeegee(前刮刀参数)Total Force:刮刀印刷时的压力=刮刀长度(mm)/25.4(mm)XBalance(L/R):刮刀印刷时左边和右边的压力平衡比(50%/50%)Down Stop:设定刮刀印刷时向下压的行程,以刮刀接触到钢网时为零,向下为正,使用缺省值Attack Angle:印刷时刮刀的角度,使用缺省值Print Speed: 印刷速度Flood Height:使用在印刷方式参数设定为Prt/Fld或Fld/Prt上,即平铺时所铺的厚度,也可认为是刮刀的高度Rear Squeegee(后刮刀参数)Total Force:刮刀印刷时的压力=刮刀长度(mm)/25.4(mm)XBalance(L/R):刮刀印刷时左边和右边的压力平衡比(50%/50%)Down Stop:设定刮刀印刷时向下压的行程,以刮刀接触到钢网时为零,向下为正,使用缺省值Attack Angle:印刷时刮刀的角度,使用缺省值Print Speed:印刷速度Vision System(照相系统参数)Enable: Yes/No,设定照相系统打开或关闭Accept Level:设定照相系统对Mark点的识别度﹐即将板上所照的Mark点和程序中Mark点对比的百分比﹐一般设为600﹐即60%Find All: Yes/No,设定为Yes时,如果程序中做了多个Mark点,则在印刷前所有的Mark点都必须通过accept level的设定值,如果设为No,则只要两个或两个以上通过即可FP Mode:一般当PCB上有一些间距很小的元件时使用此功能,在一般的印刷中都是在印刷时先照以下钢网的Mark点和PCB上的Mark点,印刷中就只照PCB板上的Mark点,印刷时会有偏移,当设定为1时,每次印刷前都会照PCB和钢网上的Mark点,当设定为2时,每印两块PCB照一次钢网的Mark点,依此类推.Verify ID:Yes/No的ID,不使用此功能X Offset:印刷后PCB的焊盘上的锡膏在X方向上相对PCB上焊盘可能会有偏移在这给一个X方向上的偏移量Y Offset: 印刷后PCB的焊盘上的锡膏在Y方向上相对PCB焊盘可能会有偏移在这给一个Y方向偏移量Theta Off: 印刷后PCB的焊盘上的锡膏在Theta方向上相对PCB焊盘可能会有偏移在这给一个Theta方向偏移量Enable AGO: Yes或NoStretch limits(伸缩限制)Enable: Yes/No,当印刷出现偏移时使用Maximum X:X方向最大允许的伸缩值Maximum Y:Y方向最大允许的伸缩值Stencil Wipe(擦网系统)Enable:Yes/No,设置使用或不使用擦网系统Frequency:设置多少块板擦一次网Wipes:当设置了擦网频率后擦网的次数Wipe Out:Yes/No,擦网系统向后擦打开或关闭Wipe In:Yes/No,擦网系统向前擦打开或关闭Speed Out:擦网系统向后擦时的速度Speed In:擦网系统向前擦时的速度After Knead:Yes/No,搅拌后擦网打开或关闭Travel Offset:擦网系统行程,缺省就是刮刀的行程Paper Advance:CONT(连续的)/POSTWIPE(外置的)/STROKE(一次性的),选CONTIndex:擦网前先卷纸的时间Solvent:Yes/No,湿擦功能打开或关闭Sol Freq:多少块板一次湿擦Continuous:Yes/No,连续擦网打开或关闭Sq Speed:湿擦速度Priming Time:湿擦前先喷清洗剂的时间Vacuum:Yes/No,真空擦网打开或关闭Vacuum Freq:多少块板一次真空擦Vacuum Speed:真空擦网的速度Overtravel:真空擦网时需超出的行程,使用缺省值Enable Buttons(在主界面的按键功能)Wipe:Yes/No,在主界面的按键功能打开或关闭Dispense:Yes/No,在主界面的按键功能打开或关闭Paste Knead/Recover(锡膏搅拌/添加),这一栏的功能不使用Dispenser(点锡膏),这一功能在Enable Buttons的Dispenes设为Yes时可以使用,使用这一功能主要是提醒操作工及时手动清洁钢网和添加锡膏Enable:点锡膏功能打开或关闭Frequency:点多少块班加一次锡膏Medium:缺省不使用Pressure:缺省不使用Hose ID:缺省不使用Start Delay:缺省不使用Profile:缺省不使用Stop When Low:Yes/No,当锡膏少时停机或不停机Paste Offset:缺省不使用Load Board:缺省不使用二、命令详解在主界面标题拦下方有一排下拉菜单。
MPMUP2000印刷机操作指导
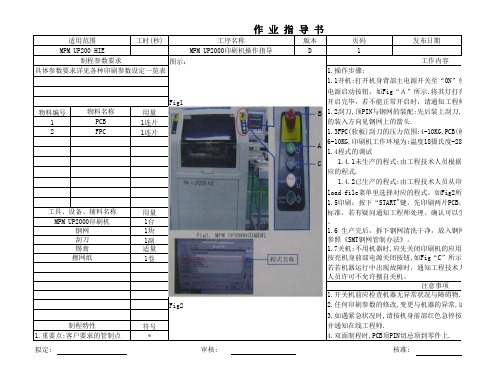
工时(秒)版本发布日期D图示:Fig1物料编号用量11连片2FPC1连片用量1台1块1副适量1卷Fig2符号*拟定:审核:核准:3.如遇紧急状况时,请按机身前部红色急停按钮制程特性并通知在线工程师.1.重要点:客户要求的管制点 4.双面制程时,PCB顶PIN切忌顶到零件上.注意事项1.开关机前应检查机器无异常状况与障碍物.2.任何印刷参数的修改,变更与机器的异常,请与擦网纸按亮机身前部电源关闭按钮,如Fig“C”所示,最若若机器运行中出现故障时,通知工程技术人员人员许可不允许擅自关机。
钢网 1.6 生产完后,拆下钢网清洗干净,放入钢网柜刮刀参照《SMT钢网管制办法》。
锡膏 1.7关机:不用机器时,应先关闭印刷机的应用程式与控制load file菜单里选择对应的程式,如Fig2所示1.5印刷:按下“START"键,先印刷两片PCB,并工具、设备、辅料名称标准,若有疑问通知工程师处理。
确认可以生产MPM UP2000印刷机开始生产,在生产过程中要检查每块PCB板的印。
1.3FPC(软板)刮刀的压力范围:4-10KG,PCB(硬板6-10KG,印刷机工作环境为:温度18摄氏度-28摄1.4程式的调试1.4.1未生产的程式:由工程技术人员根据产应的程式.1.4.2已生产的程式:由工程技术人员从印刷电源启动按钮,如Fig“A”所示.将其灯打亮,开启完毕,若不能正常开启时,请通知工程师。
物料名称 1.2刮刀,顶PIN与钢网的装配:先后装上刮刀,顶PCB 的装入方向见钢网上的箭头.制程参数要求工作内容具体参数要求详见各种印刷参数设定一览表1.操作步骤:1.1开机:打开机身背部主电源开关至“ON”位置作 业 指 导 书适用范围工序名称页码MPM UP200 HIE MPM UP2000印刷机操作指导1B AC。
MPM3000印刷机概述

第一章MPM3000印刷机概述MPM是一种全自动丝网模板印刷机,有效应用在有表面贴装元件的PCB上印刷锡膏、胶水等介质。
它有以下特点:1、最多可以存储200个印刷程序当超出这个范围时,有可能出现内存不足的错误信息,这时可以删除一些多余的程序来解决。
2、多个操作级别,分别对应不同的可以操作的功能选项MPM共有3个操作级别:OPERATOR、SUPERVISOR、PM,权限由低到高排列。
上一级权限可以对下一级的操作权限进行灵活配置。
3、安全保护系统3.1、EMERGENCY STOP:在机器内部共有6个紧急开关,在紧急情况下按下任何一个开关,系统立即将220V的主电源切断,但还保留有24V的电压,以供给紧急开关指示灯显示。
3.2、硬保护开关:一个活塞式的开关,任何时候当这个活塞弹出来的时候,都会切断电源。
3.3、软保护开关:类型与硬保护开关一样,当它弹出来时,机器所有动作都会停止,但它不会切断电源。
3.4、机械保护开关:可以手动来开锁和关锁。
3.5、气动插销:它是用软件来控制开锁和关锁,可以在电脑上操作来控制开锁和关闭。
注意:当有时需要在带电情况下开盖对印刷机进行操作时(如设备维护和点检时),可以将控制面板上COVER INTERLOCK设为BY PASS状态即可以,这时所有安全保护开关不起作用。
当COVER INTERLOCK 设为ACTIVE时,必须要关上所有保护开关设备才能动作。
4、设备描述(主要部件)4.1、AC POD(位于主电源开关下的控制箱)AC POD包括有主电源断路器、各部件的断路器、时间和计数器。
4.1.1、主电源断路器:与外部电源接口,提供给主电源开关220v的电压,可以避免印刷机受外部过载电流和尖峰脉冲影响。
4.1.2、各部件的断路器:可以分别控制各个部件的电源,在维修时可以对某个部件单独断电。
4.1.3、时间和计数器:分别显示印刷机从出厂开始的上电时间和PRINT CYCLE次数。
MPM印刷机软体使用说明-2

JOG to the closest Vertical end pad. (移動虛線,選擇QFP 第一點垂直 The object should be centered. PAD 點)Press when you are FINISHED. (按EXIT 完成) `Please DEFINE the END pad of this device. (將PAD 點前後框起來)Press NEXT to alternate between POSITION (按NEXT 調整框位置、尺寸) Adjust mode and size adjust mode.Press EXIT when you are FINISHED. (按EXIT 完成)※ 按EXIT 之後,影像視覺系統自動搜尋QFP4. Teach ID 做辨識鋼板身分※ 當有兩片一樣機種鋼板,一種為有IC 零件,而另一種無IC 零件,先做辨識鋼板身分以防放錯料。
Please DEFINE the END pad of this device. Press NEXT to alternate between POSITION Adjust mode and size adjust mode. Press EXIT when you are FINISHED.5. Teach Custom BGA編輯自行設計的BGA零件檔案(7.0版本)這個軟體能編輯自訂BGA,這個功能可達到50 個X 50 的尺寸,計2500 個PAD點,或單邊最大為100 個PAD點,但是不能超過最大2500 個PAD點。
※編輯自訂一個新BGA 視窗有十一個控制鈕。
NEW 編輯一個新BGA 。
LOAD載入已經存檔BGA 檔案。
SAVE儲存已經編輯完成一個新BGA檔案。
DELETE 刪除已經編輯完成BGA檔案。
IMPORT從磁片載入一個BGA檔案。
EXPORT 將BGA檔案儲存到磁片。
MPM全自动印刷机操作指引
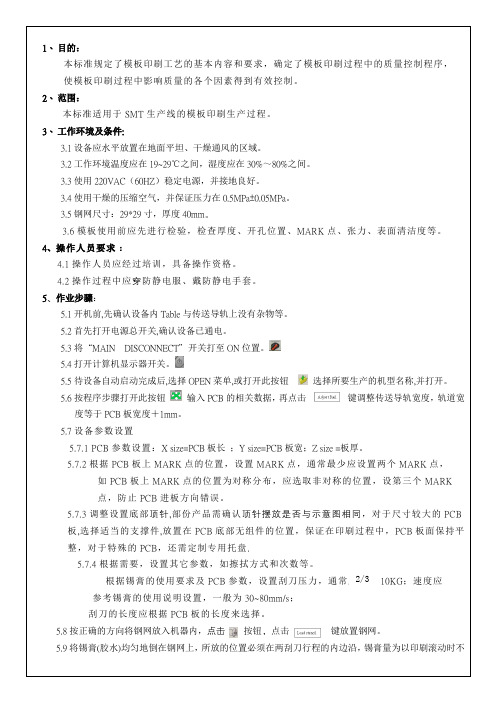
1、目的:本标准规定了模板印刷工艺的基本内容和要求,确定了模板印刷过程中的质量控制程序,使模板印刷过程中影响质量的各个因素得到有效控制。
2、范围:本标准适用于SMT生产线的模板印刷生产过程。
3、工作环境及条件:3.1设备应水平放置在地面平坦、干燥通风的区域。
3.2工作环境温度应在19~29℃之间,湿度应在30%~80%之间。
3.3使用220VAC(60HZ)稳定电源,并接地良好。
3.4使用干燥的压缩空气,并保证压力在0.5MPa±0.05MPa。
3.5钢网尺寸:29*29寸,厚度40mm。
3.6模板使用前应先进行检验,检查厚度、开孔位置、MARK点、张力、表面清洁度等。
4、操作人员要求:4.1操作人员应经过培训,具备操作资格。
4.2操作过程中应穿防静电服、戴防静电手套。
5、作业步骤:5.1开机前,先确认设备内Table与传送导轨上没有杂物等。
5.2首先打开电源总开关,确认设备已通电。
5.3将“MAIN DISCONNECT”开关打至ON位置。
5.4打开计算机显示器开关。
5.5待设备自动启动完成后,选择OPEN菜单,或打开此按钮选择所要生产的机型名称,并打开。
5.6按程序步骤打开此按钮输入PCB的相关数据,再点击键调整传送导轨宽度,轨道宽度等于PCB板宽度+1mm。
5.7设备参数设置5.7.1 PCB参数设置:X size=PCB板长;Y size=PCB板宽;Z size =板厚。
5.7.2根据PCB板上MARK点的位置,设置MARK点,通常最少应设置两个MARK点,如PCB板上MARK点的位置为对称分布,应选取非对称的位置,设第三个MARK点,防止PCB进板方向错误。
5.7.3调整设置底部顶针,部份产品需确认顶针摆放是否与示意图相同,对于尺寸较大的PCB板,选择适当的支撑件,放置在PCB底部无组件的位置,保证在印刷过程中,PCB板面保持平整,对于特殊的PCB,还需定制专用托盘.5.7.4根据需要,设置其它参数,如擦拭方式和次数等。
MPM操作指导
4.7投入锡膏与红胶时,用量在印刷时能以直径1-1.5cm的柱状体滚动为最佳。
5.操作步骤
5.1开机
5.1.0检查机器内部有无异物,电源、气压是否正常。
5.1.1打开机器背面电源开关(如图一),释放所有紧急制动键
5.1.2按启动开关“ON”键(如图二),机器执行初始化,开机动作完成。
4.1.1材质:橡胶或不锈钢。
4.1.2刮刀速度:25~150mm/sec。
4.1.3刮刀角度:45~60度。
4.2环境:温度:18℃-25℃,湿度:40%-80%.
4.3印刷压力:以印刷后的印刷面没有残留锡膏或红胶为准。
4.4设备:使用220V 50/60HZ电源,气压为0.5-0.55Mpa。
4.5必须戴上手套作业.
6.5气压值:机器后部有气压表,主气压值应为:5.5公斤。
6.6在操作时,应保持所有门关闭。注意安全,导轨附近不能放有任何异物。
拟定:
审核:
批准:
5.1.3点击鼠标右键让机器所有轴归零。
5.2拆卸与安装钢网
5.2.0在主界面按“紧/松气缸”键,再将印刷头上的前后刮刀手动取下来;
5.2. 1将机器内钢网取出,再将新钢网插入机器内。
5.3更换擦网纸
5.3.0在主界面按“擦拭更换”键;
5.3.1更换擦网纸。
5.4关机
按下紧急制动键,电脑显示屏幕出现黑屏后可直接关掉电源开关
6.注意事项:
6.1从锡膏印刷到零件贴装的放置时间必须在2小时之内,生产结束或因故停止印刷时,钢网上的锡膏不可放置1小时,否则将不能再次使用。
6.2使用解冻的旧锡膏时,必须新旧1:1的渗配搅拌使用。
MPM印刷机主要参数设定说明
MPM印刷機重要參數設定解釋Setup Menu Page one在Setup Menu Page one菜單中有以下幾項﹕1.Board Parameter1)x size表示PCB由左至右的寬度2)y size表示PCB由前至後的寬度3)thickness size 表示PCB板的厚度2.Centernest1)Board stop L設定PCB由左邊進入機器時PCB的停止位置。
2)Board stop R設定PCB由右邊進入機器時PCB的停止位置.3)Board stop Y設定PCB行進方向之板邊為不平整時﹐PCB進入機器﹐vision system 與 boardstop sensor 前進至前後軌道之間﹐等待PCB之Y 方向的位置4)Speed 設定PCB 於軌道上之行進速度5)Vacuum 設定中央工作臺於印刷時﹐真空吸板之開關﹐三種設定如下﹕FULL : 印刷時PCB 尚未進入中央工作臺上之印刷位置時﹐真空吸板器開啟,但真空吸板器閥門關閉,當PCB進入至印刷位置時,夾板器開啟,真空吸板器閥門開啟。
SNUG : 當PCB進入至印刷位置時,夾板器開啟,真空吸板器關閉OFF : 將真空吸板器關閉6)Snugger force設定夾板之壓力7)Sade Dams 當印刷機使用特殊治具才用8)Flipper 用以設定當PCB進入中央工作臺後﹐至夾板器高度時﹐壓板器是否動作將板壓平9)Snap off設定印刷時﹐PCB與網板之間的距離10)Slow Snap off設定印刷後﹐PCB離開網板時﹐以所設定的速度慢慢脫離網板﹐至所設定的距離11)Snap off delay設定印刷後﹐延遲一段時間後在慢速脫離12)Slow snap Dist.設定慢速脫離時﹐脫離之距離13) Snap off speed設定慢速脫離時﹐脫離之速度14)Print orientation設定印刷角度3.Squeegee刮刀參數設定如下﹕1)Enabled設定印刷時﹐是否使用刮刀2)Stroke Type設定印刷方式﹐有以下六種方式﹕Altern 印刷1次Mult 2 印刷2次Mult 3 印刷3次Mult 4 印刷4次Prt/Fld 印刷時﹐先印刷再平鋪﹐用於印膠制程Fld/Prt 印刷時﹐先平鋪再印刷﹐用於印膠制程3)Stroke (+)設定前刮刀向後之印刷行程4)Stroke (-)設定後刮刀向前之印刷行程5)Up Delay印刷後﹐刮刀向上收起前之延遲時間6)Hop over 印刷前﹐刮刀向行程內(-)或(+)移動後再印刷7)Durometer記錄所使用的刮刀硬度8)Lift height印刷後刮刀收起的高度9)Length用以設定刮刀的長度10)Blade weight當長度設定更改後Blade weight 將自動更改4.Front Squeegee(Rear Squeegee)前刮刀參數設定﹕1)Total Force設定印刷時之刮刀壓力2)Balance(L/R)設定刮刀的左右平衡印刷3)Down stop設定刮刀於印刷時的向下行程﹐即以刮刀剛接觸網板為0, 繼續向下壓為正4)Print speed設定刮刀印刷時的速度5)Flood height使用在印刷方式參數設定為Prt/Fld或Fld/Prt上﹐即先鋪後印時所鋪的厚度﹐也可認為是刮刀的高度5.Vision System影像系統參數設定﹕1)Enabled設定影像系統是否開啟2)Accept Level設定影像系統對Mark點的辨識度﹐亦即為將板上所照的Mark點和程式中Mark點對比的百分比﹐一般設為600﹐即60%3)Find All設定Yes時﹐如果程式中做了多個Mark點﹐則在印刷時﹐必須所有的Mark點都必須通過acceptlevel 的設定值。
丝印机MPMUP操作详细简介
丝印机MPMUP操作详细简介
Input/Output Test : 显示 IO 参数和它们的状态。 主要用途是为解决故障。 Configuration : 将显示机器当前设置。 Vision Adjust : 此选项复位视觉目标而不用执行 整个视觉教习过程。 Stencil Adjust : 用来重新识别网板基准点位置。 Change Paper : 为容易进行换纸操作移动擦纸单元 和视觉轴至印刷机的前面。
16。000 0。000 0。000
0。000 0。000 0。000
•在信息窗口JOG ACTIVE将出现。 •有两个慢动模式微调或高速。
模式
方法
Fine Adjust 微调
滚动鼠标至期望的方向。
按住 SELECT 按钮同
Velocity
时滚动鼠标至期望的方向。
高速
鼠标所指的速度将成为伺服
丝印机MPMUP操轴作移详动细的简速介度。
Load Board
以在生产之前检查PCB和印网是否真正对齐。
Stencil Height Set Stroke Squeegee Height
Stencil Height : 用来在设置期间允许机器测量Z形架 带PCB移动到与印网的下面接触的距离。(网e Squeegee Cycle Wiper Cycle Dispenser
开始周 这时主断路器应在ON的位置。 期运行 开始周期运行
有两个开始周期按钮, 机器前面的左右 两头各有一个。 它们通常用来启动一个印 刷周期(假设 PCB 在传送带之上)。
丝印机MPMUP操作详细简介
灯塔
三层的灯塔指示机器的当前状态 操作员应一直注意灯塔。
➢亮红灯 指示紧急停止状态。
SMT MPM125全自动印刷机操作作业指导书
始業點檢記錄
( □要
□不要 )
□ 指套 □ 手套
承認 用量
□ 静电环
1-7. 选择相应的生产程序,布置好顶针,装入钢网,添加锡膏进行生产
<2> 關机部分
2-1. 生產完成后,按"停止"鍵,机器停止運行.
2-2. 點擊"初始化"鍵,机器自動回原點.
2-3. 回原點完成后,关闭软件,系统自动进入关机状态
2-4. 將机器主電源開關打至"OFF"狀態.
物料位置
2.注意事項
1. 機器啟動后,進行软件自检時,請不要操作機器. 2. 機器回原點前,請確認機器的傳輸帶上無雜物 3. 當機器發生異常時,請壓下紅色的"EMERGEMCY STOP"開關,並立即通知工程技術人員. 4. 机器在运行过程中禁止将身体任何部位伸入机器内.
客戶 品名
工序名稱
流程序號 工序時間 需用輔料
圖示:
通用 通用
客戶編號 本廠編號
MPM 125 操作指導
無 無
需用儀器 需用工具
文件編號
NO: 變
更
紧急停止24伏电源Fra bibliotek关變更內容
作 業指
版本
A/1 變更人
頁次 確認
導書
1/1 承認
作成
確認
序號
物料編號
品名規格
1.作業內容
作業內容.注意事項
<1> 開机部分
1-1. 將机器背后電源主開關打至"ON"狀態
1-2. 压下24伏电源按钮,开启设备所有通电部件
1-3. 打开印刷机主机箱,启动印刷机系统
1-4. 等待系统启动后,直接按回车进入系统,软件自动打开
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MPM印刷机重要参数设定解释
Setup Menu Page one
在Setup Menu Page one菜单中有以下几项﹕
1.Board Parameter
1)x size表示PCB由左至右的宽度
2)y size表示PCB由前至后的宽度
3)thickness size 表示PCB板的厚度
2.Centernest
1)Board stop L设定PCB由左边进入机器时PCB的停止位置。
2)Board stop R设定PCB由右边进入机器时PCB的停止位置.
3)Board stop Y设定PCB行进方向之板边为不平整时﹐PCB进入机
器﹐vision system 与 boardstop sensor 前进至前后轨
道之间﹐等待PCB之Y 方向的位置
4)Speed 设定PCB 于轨道上之行进速度
5)Vacuum 设定中央工作台于印刷时﹐真空吸板之开关﹐三种
设定如下﹕
FULL : 印刷时PCB 尚未进入中央工作台上之印刷位置时﹐
真空吸板器开启,但真空吸板器阀门关闭,当PCB进
入至印刷位置时,夹板器开启,真空吸板器阀门开启。
SNUG : 当PCB进入至印刷位置时,夹板器开启,真空吸板器
关闭
OFF : 将真空吸板器关闭
6)Snugger force设定夹板之压力
7)Sade Dams 当印刷机使用特殊治具才用
8)Flipper 用以设定当PCB进入中央工作台后﹐至夹板器高度
时﹐压板器是否动作将板压平
9)Snap off设定印刷时﹐PCB与网板之间的距离
10)Slow Snap off设定印刷后﹐PCB离开网板时﹐以所设定的速度慢
慢脱离网板﹐至所设定的距离
11)Snap off delay设定印刷后﹐延迟一段时间后在慢速脱离
12)Slow snap Dist.设定慢速脱离时﹐脱离之距离
13) Snap off speed设定慢速脱离时﹐脱离之速度
14)Print orientation设定印刷角度
3.Squeegee
刮刀参数设定如下﹕
1)Enabled设定印刷时﹐是否使用刮刀
2)Stroke Type设定印刷方式﹐有以下六种方式﹕
Altern 印刷1次
Mult 2 印刷2次
Mult 3 印刷3次
Mult 4 印刷4次
Prt/Fld 印刷时﹐先印刷再平铺﹐用于印胶制程
Fld/Prt 印刷时﹐先平铺再印刷﹐用于印胶制程3)Stroke (+)设定前刮刀向后之印刷行程
4)Stroke (-)设定后刮刀向前之印刷行程
5)Up Delay印刷后﹐刮刀向上收起前之延迟时间
6)Hop over 印刷前﹐刮刀向行程内(-)或(+)移动后再印刷7)Durometer记录所使用的刮刀硬度
8)Lift height印刷后刮刀收起的高度
9)Length用以设定刮刀的长度
10)Blade weight当长度设定更改后Blade weight 将自动更改
4.Front Squeegee(Rear Squeegee)
前刮刀参数设定﹕
1)Total Force设定印刷时之刮刀压力
2)Balance(L/R)设定刮刀的左右平衡印刷
3)Down stop设定刮刀于印刷时的向下行程﹐即以刮刀刚接触网
板为0, 继续向下压为正
4)Print speed设定刮刀印刷时的速度
5)Flood height使用在印刷方式参数设定为Prt/Fld或Fld/Prt上﹐即
先铺后印时所铺的厚度﹐也可认为是刮刀的高度5.Vision System
影像系统参数设定﹕
1)Enabled设定影像系统是否开启
2)Accept Level设定影像系统对Mark点的辨识度﹐亦即为将板上
所照的Mark点和程序中Mark点对比的百分比﹐一
般设为600﹐即60%
3)Find All设定Yes时﹐如果程序中做了多个Mark点﹐则在
印刷时﹐必须所有的Mark点都必须通过accept
level 的设定值。
设定为No则只要两个或以上通过
即可
4)Fine Pitch一般当PCB板上有一些间距很小的组件时﹐用次功
能﹐在一般的印刷中﹐都是在印刷的时候先照一下
网板的Mark 点和PCB的Mark点﹐在随后的印刷
中就只照PCB板的Mark点。
如果长时间的印刷使
网板有所偏移了﹐则印刷的板就会便为了。
当设为
1﹐则每次印刷时网板和PCB板的Mark点都会照﹔
设为2﹐则每印两片板之后再照一下网板的Mark点
﹐依此类推
5)X Offset印刷后﹐PCB板上的锡膏相对PCB上的Pad可能会
偏移﹐我们在此就可以给一个X方向的偏移量6)Y Offset印刷后﹐PCB板上的锡膏相对PCB上的Pad可能会
偏移﹐我们在此就可以给一个Y方向的偏移量7)Theta Offset印刷后﹐PCB板上的锡膏相对PCB上的Pad可能会
偏移, 我们在此就可以给一个THETA方向的偏移量6.Print Limit
印刷次数控制﹕
1)Enable Cycle limit印刷次数限制开关﹐印多少板就停下来
2) Cycle limit印板的数量如果上面一项设为Yes,则达到设置的数量之后就
会停下来
Setup Menu Page two
在Setup Menu Page two菜单中有以下几项﹕
1.Wiper
擦拭参数设置如下﹕
1)Enabled 设置是否使用擦拭系统
2)Frequency设置擦拭网板的频率﹐即印多少板之后擦拭网板
3)Wipes擦网板的次数﹐即当印刷了Frequency设置的数量
时﹐擦板的次数
4)Wipe in当设为Yes 时﹐允许擦拭系统回去的时候也执行擦
拭动作
5)Travel offset擦拭机构的行程﹐一般设为0的时候﹐擦拭机构的
行程就时刮刀的行程
6)Speed out擦拭机构向机器前擦拭时的速度
7)Speed in擦拭机构向机器后擦拭时的速度
8)Solvent在擦拭的时候是否使用溶液湿润擦拭纸
9)Sol frequency即执行了多少次擦拭循环之后再喷溶液
10)Sol speed喷溶液时擦拭的擦拭速度
11)Sol delay喷溶液的延迟时间
12)Vacuum是否使用真空擦拭
13)Vac frequency即执行了多少次擦拭循环之后再使用真空擦拭
14)Vac speed真空擦拭时的擦拭速度
2.2D Inspection
2D检查参数设置如下﹕
1)Enable 是否使用2D检查功能
2)Preview这一项是在Enable 设为Yes 才有效. 如果设为Yes﹐
则在印刷之前先检查要做2D Inspection的Pad 3)Edit Devices修改需做2D 组件的参数.
3.Post Print
Post print 参数设置如下﹕
1)View Errors如果在印刷中有少锡的﹐此项设为Yes 则会显示少
锡有地方
2)Auto Eject如果在印刷中有少锡的﹐此项设为Yes则机器自动
将板Unload出去﹐此项设为No则会显示出错信息4.2D Adaptive Control
1) Wipe on Reject 此项设为Yes在2D中只要有印刷少锡的或者没印
上锡的﹐就会擦拭网板﹐同时擦拭的参数是以
Setup Menu Page 3为准的
以上是印刷机在调试设定中经常用到的, 用的很少的就没有列出。