压铸模具参数计算表
压铸模具参数计算表
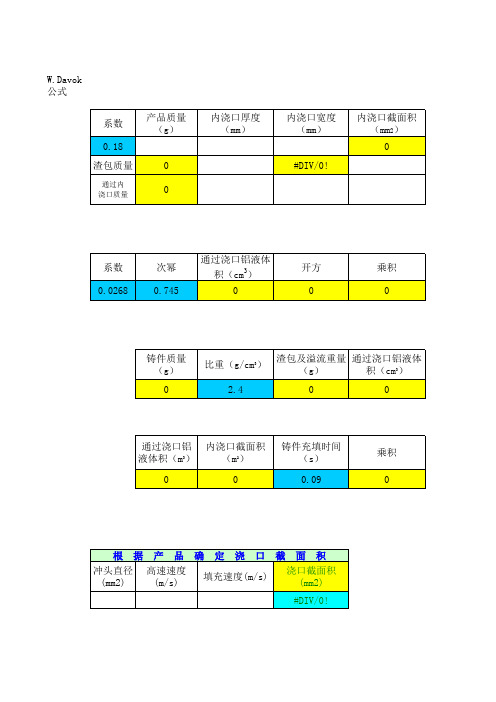
通过浇口铝 液体积(m3) 0
内浇口截面积 (m2) 0
铸件充填时间 (s) 0.09
乘积 0
根
据
产
品
确
定
浇
口
截
面
积
冲头直径 (mm2)
高速速度 (m/s)
填充速度(m/s)
浇口截面积 (mm2) #DIV/0!
验
证
浇
口
截
面
积
的
合
适
性
质量(毛 重+渣 包)(kg)
冲头直径 (mm2)
高速速度(m/s)
内浇口截面积 (mm2)
填充速度 (m/s) #DIV/0!
填充时间 (ms) #DIV/0!
高速距离(mm) #DIV/0!
内浇口厚度 (cm) 0
内浇口宽度 (cm) #DIV/0!
内浇口充填速 度(m/s) #DIV/0!
W.Davok公式 系数 0.18 渣包质量
通过内 浇口质量
产品质量 (g)
内浇口厚度 (mm)
内浇口宽度 (mm)
内浇口截面积 (mm2) 0
0 0
#DIV/0!
系数 0.0268
次幂 0.745
通过浇口铝液体 积(cm3) 0
开方 0
乘积 0
铸件质量 (g) 0
比重(g/cm3) 2.4
渣包及溢流重量 通过浇口铝液体 (g) 积(cm3) 0 0
压铸参数计算
压铸工艺参数的计算从持压终了至开模这段时间,根据铸件厚薄、复杂结构选择。
综合压铸过程的压铸工艺参数压力、速度、温度、时间选项择为:铸件壁厚、结构复杂,压力要大,留模时间要长;铸件壁薄、结构复杂,压射速度要快,模具温度要高;留模时间=产品壁厚X产品壁厚A、填充时间填充时间=0.01x产品壁厚x产品壁厚b、依据模具条件的高速速度高速速度=(产品+溢流重量)/压室截面积X填充时间X铝液密度C.依据机器能力的高速速度模具临界速度=550X√(浇口截面积)²X压射缸截面积XACC压力X10/(压室截面积)³(注:只考虑模具的浇口抵抗,充填抵抗时的实打速度)d.确认浇口速度浇口速度=压室截面积/浇口截面积X高速速度(一般为40-60m/s)例题:产品壁厚:3mm,产品+溢流重量:510g,压室截面积:19.63cm²,浇口截面积:1.04cm²,铝液密度:2.6g/cm³,ACC压力:14MPa,压射缸截面积:(π/4)×112=95cm²。
a.填充时间=0.01×3×3=0.063sb.高速速度=(510/19.63×0.063×2.6)=1.59m/sc.模具临界速度=550X√(1.04)²×95×14×19/(19.63)³=7.58m/sd.浇口速度=(19.63/1.04)X1.59=30.01m/s(3)快慢速度转换行程对于铝、镁合金来说,各个压射阶段的切换点尤为重要,比如低速在什么时候转入高速,高速什么时候转为增压等,直接影响到产品的表面和内部质量。
转换行程=空打行程-(产品+溢流重量/压室截面积X熔液密度)-余料厚度-1cm(一般考虑到行程开关的反应时间,转换行程可以延长1cm)例题:产品+溢流重量:510g,压室截面积:19.63 cm²,空打行程:368mm,余料厚度:23mm,铝液密度:2.6g/cm³转换行程=36.8-(510/19.63X2.6)-2.3-1=235mm二、压力参数(1)铸造压力铸造压力是获得铸件组织致密和轮廓的主要因素,又是压铸区别于其他铸造方法的主要特征.其大小取决于压铸机的结构及功率。
压铸模锁模力等重要参数计算公式
0.040-0.06
水口(3D)
200000
540
1.5 0.014-0.020 5 0.048-0.072
渣包(3D)
32000
86
1.8 0.020-0.025 6 0.056-0.084
产品(3D)
14656
40
2 0.018-0.026 7 0.066-0.100
固相密度(g/㎝3)
2.7
产品Байду номын сангаас厚(mm)
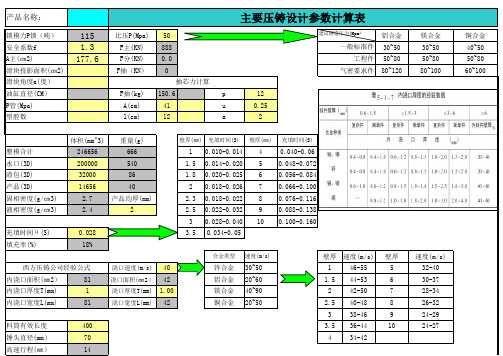
主要压铸设计参数计算表
建议铸造压力(Mpa)
一般标准件 工程件
气密要求件
铝合金 30~50 50~80 80~120
12 0.25
2
镁合金 30~50 50~80 80~100
体积(mm^3) 重量(g)
壁厚(㎜) 充填时间(S) 壁厚(㎜) 充填时间(S)
整模合计
246656
666
1 0.010-0.014 4
西方压铸公司经验公式
浇口速度(m/s) 40
锌合金 30~50
1
46-55
内浇口面积(㎜2)
81
浇口面积(㎜2) 42
铝合金 20~60
1.5 44-53
内浇口厚度T(mm)
1
浇口厚度T(mm) 1.00
镁合金 40~90
2
42-50
内浇口宽度L(mm)
81
浇口宽度L(mm) 42
铜合金 20~50
0.43
备注:表中黄色
为手动输入;红
2.5 40-48
3
38-46
料筒有效长度
400
3.5 36-44
锤头直径(mm)
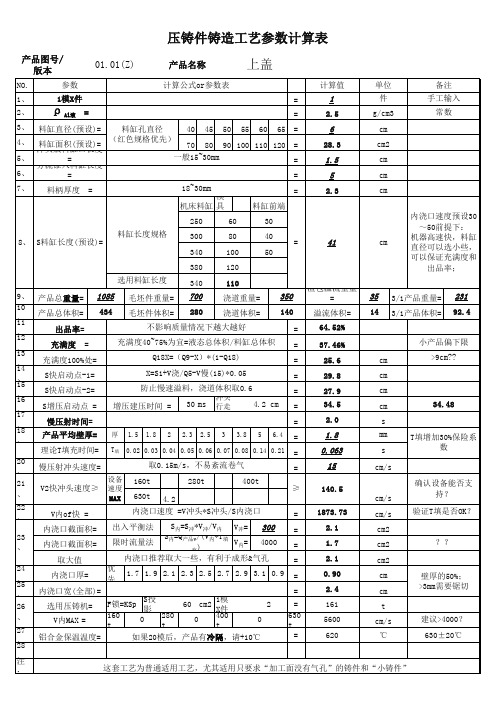
压铸件铸造工艺参数计算表
T填增加30%保险系 数
确认设备能否支 持?
验证T填是否OK?
内浇口截面积= 出入平衡法 S内=S冲*V冲/V内 V冲= 300
=
23 、
内浇口截面积=
限时流量法
S内=Q产品v/(V内*T填 充)
V内=
4000
=
取大值
内浇口推荐取大一些,有利于成形&气孔
=
24 、25
内浇口厚=
优 先
1.7 1.9 2.1 2.3 2.5 2.7 2.9 3.1 0.9
t cm/s
℃
??
壁厚的50%; >3mm需要锯切
建议>4000? 630±20℃
、注
:
这套工艺为普通适用工艺,尤其适用只要求“加工面没有气孔”的铸件和“小铸件”
1、
Al合金件
比压范围
一般件 30~50
受力件 45~80
外观或薄壁件 40~60
耐压件 80~120
耐压件
耐压件
耐压件
铝 合
280t
V2快冲头速度≥ 速度
MAX 630t 4.2
400t
≥
140.5
22
、
V内of快 =
内浇口速度 =V冲头*S冲头/S内浇口
= 1873.73
35 3/1产品重量= 231 14 3/1产品体积= 92.4
cm cm cm cm s mm s cm/s
cm/s cm/s
小产品偏下限 >9cm??
溢流体积= 64.52%
37.46% 25.6 29.8 27.9 34.5 2.0 1.8
理论T填充时间= T填 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.14 0.21 =
压铸工艺参数计算表

理论T填充时间= T填 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.14 0.21 =
0.063
20 、 慢压射冲头速度=
取0.15m/s,不易紊流卷气
=
15
21 、
设备 160t
280t
V2快冲头速度≥ 速度
1、
Al合金件
比压范围
一般件 30~50
受力件 45~80
外观或薄壁件 40~60
耐压件 80~120
耐压件
耐压件
备注 手工输入
常数
内浇口速度预设30 ~50前提下:
机器高速快,料缸 直径可以选小些, 可以保证充满度和
出品率;
3/1产品重量= 231 3/1产品体积= 92.4
小产品偏下限 >9cm??
一般15~30mm
=
6、
=
=
7、 料柄厚度 =
18~30mm 模
机床料缸 具
= 料缸前端
计算值 1 2.5 6
28.3 1.5
5 2.3
250
60
30
料缸长度规格 8、 S料缸长度(预设)=
300
80
40
=
41
340
100
50
380
120
选用料缸长度
340
110
渣包溢流重量
9、 产品总重量= 1085 毛坯件重量= 700
34.48
T填增加30%保险系 数
确认设备能否支 持?
验证T填是否OK?
??
壁厚的50%; >3mm需要锯切
压铸模具设计基本参数
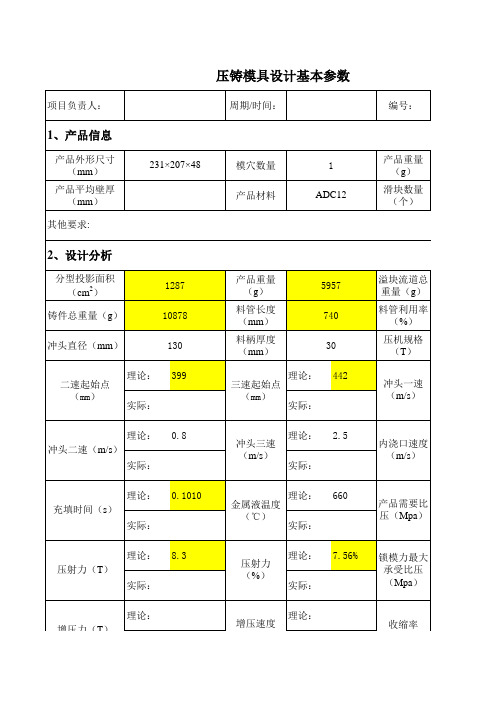
项目负责人:
1、产品信息
产品外形尺寸 (mm)
产品平均壁厚 (mm)
其他要求:
231×207×48
2、设计分析
分型投影面积 (cm2)
铸件总重量(g)
1287 10878
冲头直径(mm)
130
理论: 399 二速起始点
(mm)
实际:
周期/时间:
模穴数量 产品材料
1 ADC12
产品重量 (g)
2087 46% 1250 理论: 0.3 实际: 理论: 37.7 实际: 理论: 60 实际: 理论: 95.2 实际: 理论: 5.5
产品面积
(cm2)
323
溢块排气面积
(cm2)
498
浇道面积
(cm2)
466
产品重量(g)
5957
溢块排气重量 (g)
浇道料炳重量 (g)
2087 2834
冲头截面积 13273.22896
三快起动点 (浇道比例)%
100%
压机参数:
压射力KN (ton)
活塞行程 (mm)
冲头跟踪距离 (mm)
模框顶面至分 流锥顶面距离
1075 880 320 180
比压(Mpa) 793.702876
压机比压参数 表(刻度参考)
4.53570235
锁模力(不带溢 块投影面积)T
483.0612245
锁模力(带溢块 投影面积)T
787.9591837
实际: 167
油缸
滑块抽拔力 (KG)
0
周长(mm)
深度(mm)
出模斜度(度)
880
排气方式
真空
最新压铸参数计算
①增压缸工作压力值P 1(Mpa)11②增压缸直径D 1(mm)180增压缸半径R 1(mm)90增压缸面积S 1(mm 2)25434压室直径D 2(mm)140压室半径R 2(mm)70压室面积S 2(mm 2)15386压射比压P 2(Mpa)16.3653061投影面积S 3(mm 2)73801.7涨型力F 1(N)1207787.41锁模力F 2(N)1420926.37压铸机吨位(T)144.99注①:增压缸工作压力为压铸机增压缸油压表数据160T增压缸工作压力:10±1280T增压缸工作压力:10±1400T增压缸工作压力:10±1500T增压缸工作压力:11±1压室直径D 1(mm)140压室充满度﹪41.41注⑤:充填时间=0.01×产品壁厚(mm)×产品体积 / 表面积 * 2④压射慢速速度计算注④:压射冲头将注入压室的铝液平稳地推内浇口之间的压室空间内的过程就是低速过程卷入,防止铝液温度下降,导致过早凝固。
⑤充填时间计算慢射速度V 1(m/s)一般为0.1-0.30.20500T增压缸直径:??注②:160T增压缸直径:162280T增压缸直径:180400T增压缸直径:192青色为输入值,橙色为计压铸机台选择内浇口总长度L1(mm)180③内浇口厚度H 1(mm) 3.5内浇口面积S 1(mm 2)630冲头面积S 2(mm 2)15386⑦压射有效长度L 2(cm)510浇注重量m 1(g)84476铝密度ρ(g/cm 3) 2.6填充比(推荐0.2-0.5)0.4141注③:.01×产品壁厚(mm)×产品壁厚(mm) 平均壁厚 =2将注入压室的铝液平稳地推移到内浇口位置,使铝液完全充满到压射冲头与空间内的过程就是低速过程(一般为0.1-0.3m/s)。
设置时要注意防止空气度下降,导致过早凝固。
压铸模具参数计算表
通过浇口铝 液体积(m3) 0
内浇口截面积 (m2) 0
铸件充填时间 (s) 0.09
乘积 0
根 据 产 品 确 定 浇 口 截 面 积 冲头直径 高速速度 浇口截面积 填充速度(m/s) (mm2) (m/s) (mm2) #DIV/0!
验
证
浇
口
截
面
积
的
合
适
性
质量(毛 重+渣 包)(kg)
冲头直径 (mm2)
W.Davok公式 系数 0.18 渣包质量
通过内 浇口质量
产品质量 (g)
内浇口厚度 (mm)
内浇口宽度 (mm)
内浇口截面积 (mm2) 0
0 0
#DIV/0!
系数 0.0268
次幂 0.745
通过浇口铝液体 积(cm3) 0
开方 0
乘积 0
铸件质量 (g) 0
比重(g/cm3) 2.4
渣包及溢流重量 通过浇口铝液体 (g) 积(cm3) 0 0
高速速度(m/s)
内浇口截面积 (mm2)
填充速度 (m/s) #DIV/0!
填充时间 (ms) #DIV/0!
高速距离(mm) #DIV/0!
内浇口厚度 (cm) 0
内浇口宽度 (cm) #DIV/0!
内浇口充填速 度(m/s) #DIV/0!
压铸工艺参数理论计算
压铸工艺参数理论计算在压铸行业,工艺参数对产品质量的影响更多的是靠试验的方法,许多工程技术人员不能深入的进行分析,生产铸件的条件无法用数据来描述。
本文就压铸工艺参数理论计算和实践两方面进行讨论研究。
压力铸造的主要工艺参数有行程(速度转换点)、速度、时间和压力等。
而本文重点分析速度和行程两个主要参数。
1. 压铸的四阶段压射计算压力铸造工艺参数,首先要定义压铸的四个压射阶段。
1.1.1 第一阶段:慢压射1为防止金属液溅出,冲头越过浇料口的过程,压射的第一阶段通常是缓慢的。
1.1.2 第二阶段:慢压射2金属液以较低的速度运动至内浇口的阶段,主要目的是排出压室内的空气,集中铝液于压室内。
1.1.3 第三阶段:快压射金属液由内浇口填充型腔直至充满为止,主要目的是成型并排出型腔中气体。
1.1.4 第四阶段:增压阶段型腔充满后建立最后的增压,使铸件在高压压力下凝固,从而使铸件致密。
1.2 计算模型1.2.1 根据1.1定义(参照图1),可以得到金属液在各阶段合金液的重量关系式。
G2=G浇G3+G4=G铸+G溢流其中:G3+G4为金属液刚达到内浇口处时冲头端面至冲头停止之间的铝液重量,即为快压射起始点位置至冲头停止行程内金属液的容量。
G铸为铸件重量G溢为溢流系统的重量G2为慢压射2行程内压室能容纳的金属液重量G浇为浇注系统的重量1.2.2 流道中单位时间内不同位置截面中通过合金液的流量关系式(见图2)金属液在流动过程中,单位时间内通过截面的流量Q相等,则Q=V1×S1=V2×S2= V3×S3 (注:V3 × S3是利用等式,而非金属液流量)其中V1:冲头速度S1:冲头面积V2:内浇口速度S2:内浇口面积V3:排气槽气体速度(推荐值75m/s)S3:排气槽的面积1.2.3 压铸时间[1]压铸时间包括充填时间,持压时间及铸件在压铸模型中停留的时间。
1.2.3.1 充填时间:金属液开始进入内浇口到型腔充满所需的时间。
⑥圆形四侧抽芯《压铸模具3D设计与计算指导》配套表格,全自动生成各种设计参数
制件基本参
⑥圆形四侧抽芯
模芯尺寸*基数调整表
抽出机构设置
模框侧面需
局部增加尺
寸
局部增加长度计算方法:
①动模框局部需增加长度=抽出距离+浇排系统增加+滑块座长度-该侧周边宽+安全余量(0~70)。
②计算结果为负值时,不需增加。
③定模锁紧部分两侧宽度与动模一致,
选择参数压铸机吨位、
表(铝、锌、
压铸机参数
模框推荐尺寸
初定滑块座初定滑块尺寸
注:滑块座
长度计算方
法
锁紧面前面
的抽出机
构:滑块座
长度=斜导
柱前面距离
+锁紧面距
离+斜导柱
直径+斜导
柱后距离+
锁紧垫片厚
度+安全余
量。
②斜导柱在
锁紧面后面
的抽出机
构:滑块座
长度=锁紧
前面距离+
锁紧面距离
+锁紧垫片
厚度+斜导
柱前距离+
斜导柱直径
+斜导柱后
距离+安全
余量。
③液压抽芯
器抽出机
构:滑块座
长度=锁紧
前面距离+
锁紧面距离
+锁紧垫片
厚度+连接
头长度+安
全余量。
充满度计算表
比例系数
浇注金属比
压铸机压射速度选取表(制件重量≤1㎏)充填速度选取表(镁合金)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速速度(m/s)
内浇口截面积 (mm2)
填充速度 (m/s)
#DIV/0!
填充时间 (ms)
#DIV/0!
高速距离(mm) #DIV/0!
内浇口厚度 (cm)
0
内浇口宽度 (cm)
#DIV/0!
内浇口充填速 度(m/s)
#DIV/0!
(g)
积(cm3)
2.4
0
0
通过浇口铝 内浇口截面积
液体积(m3)
(m2)
0
0
铸件充填时间 (s)
0.09
乘积 0
根据产品确定浇口截面积
冲头直径 高速速度
(mm2)
(m/s)
填充速度(m/s)
浇口截面积 (mm2)
#DIV/0!
验证浇口截面积的合适性
质量(毛 重+渣
包)(kg)
冲头直径 (mm2)
W.Davok 公式
系数 0.18 渣包质量
产品质量 (g)
0
通过内 浇口质量
0
内浇口厚度 (mm)
内浇口宽度 (mm)
#DIV/0!
内浇口截面积 (mm2)
0
系数 0.0268
次幂 0.745
通过浇口铝液体 积(cm3)
0
开方 0
乘积 0
铸件质量 (g)
0
比重(g/cm3)
渣包及溢流重量 通过浇口铝液体