1顺序移动方式
零件在加工过程中的移动方式
J6 J2 J4 J3 J5 J 7 J1
J6 J2 J3 J4 J5 J7 25 J1
作业:
1。有9种零件在一台设备上加工,加工工时、交货期如下,
试分别用SPT法,EDD法,More法安排投产顺序。
任务编号
作业时间 交货期
i
1
2
7 15
3
3 10
4
1 5
5
4 8
6
5 6
7
2 13
8
8
9
1
P(i) 6 D(i) 12
J6
61 66 71 85
0 21 21 25
结束 加工开始 结束
J2
A B
加工开始 结束 加工开始 结束
J6
4 10 11 25
J3
10 17 25 45
J5
17 33 45 55
J4
33 46 55 60
J1
46 67 67 71
20
0 4 4 11
二 3×n 流水型排序问题
n项任务依次在A,B,C三台机床上加工,设 tAi, tBi ,tCi为第 i 种任务(零件)在A,B,C机床上的单件工时。排序方法有两种: 1。当符合下列两个条件之一时,可将三台机床的排序转化 为两台机床排序问题。 (1) mintAi ≥ maxtBi (2) mintCi ≥ max tBi
(2)按 EDD法,可使任务拖期时间减少 (3)More法则可使拖期的作业项目达到最少
16
二
多台设备的排序问题
2×n 排序问题
3×n 排序问题 m×n 排序问题
17
多台设备的排序问题
一 2×n 流水型排序问题
n项任务在两台机床上加工,该问题使用约翰逊-贝尔曼
第二讲-生产过程与生产类型
工序数目和工序大量系数之间的关系?
工序大量系数在保证达到节拍的条件 下,为完成每一个工序所需的理论上的 工作地(或设备)数。它的倒数就是工 作地上加工的工序数目。因此,上述二 个标志是一致的。
(2)按绝对产量划分生产类型
①按产品的绝对产量划分
单件生产 小批生产 中批生产 大批生产 10台以下 100台以下 100台-500台 500台以上
教材 教室 教学用设施 教师
病人 顾客
医生、护士 医院设施 医药 实验室
展示、商品 营业员
生产过程
产出
清洗 制罐 烹调
包装 贴标签
对学生讲授知识 让学生参与实验科 研 撰写论文等活动
罐装蔬菜
有知识有素质 的专门人才
检查 观察 治疗 用药等
吸引顾客 推销产品 供应、订货
恢复健康的病 人
满意的顾客
生产过程所处的内部和外部环境
② 工序大量系数
——根据工序大量系数值来确定工作地的生产类 型,设:
K——按工序计算的大量系数值
t——工序单件时间
r——产品生产节拍
则:K= t/ r
注:r =F/N F——计划期有效工作时间 N——计划期产量
例:某生产流水线年计划有效工作时间 100000分钟,年计划生产合格品4950件, 估计废品率为1%,流水线4道工序的单 件加工时间分别为40、4、20、10分钟, 试判断第2道工序的生产类型。
练习
某产品计划日产量为240件,月初10天的 实际产量为 245,244,235,236,242,252,227,238, 250,232件,试评估其生产均衡能力。
3.2 生产类型的概念和划分
3.2.1 生产类型的概念
生产类型:就是指以生产专业化程度为标志 划分的生产类别。
运营管理课件 OM_3运营流程(1)
某工序单位时间的产量
22
• 流程节拍 该流程相继生产出两件产品(或两次
服务,或两批产品)之间的时间间隔。
• 流程瓶颈 一个流程中生产节拍最慢的工序或产能
最低的工序
• 流程产能 一个流程在单位时间的平均产量。瓶
颈工序决定流程产能。
23
• 资源利用率
单个资源(设备)的利用率:
表示生产过程的平行程度
17
顺序移动
加工时间 移动次数 组织管理
平行移动
平行顺序移动
18
练习1:
已知5个相同的工件要经过4道工序加工,其 工序单件时间见表。
工序号 1
工序单件时间(分) 8
2
2
3
4
4
5
分别求在顺序移动、平行移动及平行顺序移动 三种方式下这批零件的加工时间。
19
练习2:
已知4个相同的工件要经过5道工序加工, 其工序单件时间见表。
工序
T n ti
i 1
时间12
(2)平行移动方式 每个零件在前道工序加工完毕后,立即
转移到后道工序继续加工,形成前后工序交 叉作业。
13
m
T ti (n 1)tl i 1
工序
时间
14
(3)平行顺序移动方式 既要求每道工序连续进行加工,又要求
各道工序尽可能平行地加工。
当ti ti1
零件按平行移动方式移动;
7
工序1 缓冲 工序2 缓冲 工序3
(5min)
(15min)
(10min)
• 阻塞:因为无处存放刚完工的半成品,流 程中的活动不得不停止。
• 停工:因为无工作可做,流程中的活动不 得不停止。
物流与配送4--作业流程管理
七、流通加工顺序安排
(一)n×1排序问题 n×1排序问题是指有n种零件都需要在一台机床上
进行加工,不论如何安排加工顺序,n种零件中的最大 流程时间总是一个固定值,因此排序问题的目标是使平 均流出时间最小的问题。 方法:按任务所需工序时间长短,从短到长顺次排序。
(二)n×2排序问题
n×2排序问题是指有n种零件要依次经过A、B 两台机床加工,如何安排它们的加工顺序,使其加 工周期最短的问题。
第四节 流通加工管理
一、流通加工的定义:
是物品在从生产地到使用地的过程中,根据需要施加 包装、分割、计量、分拣、刷标志、贴标签、组装等 简单作业的总称。
加工的对象是进入流通过程的商品
二
、
加工程度是简单加工,是一种辅助性及补充
流
性的加工
通
加
使商品完善其使用价值,并在不作大改变情况
工
下提高价值
的
特
由商业流通企业完成,组织者是从事流通工作 的人,能密切结合流通的需要进行加工
(3)导入容易且弹性大 (4)作业人员责任明确,派工容易
摘果法的缺点:
(1)商品品种多时,拣货行走路线过 长 (2)拣取区域大时,搬运系统设计困 难
(3)少量、多批次拣取时,会造成拣 货路径重复费时
摘果法适用对象:
(1)用户不稳定,波动较大
(2)用户之间的需求差异较大
(3)用户配送时间要求不一,有紧急 的,也有限制一定时间的
点
三、流通加工的作用
物流中的重要利润源
生产延迟
保护商品
流通加工 的作用
提高物流效率, 方便物流运作
满足需求多样 化,促进销售
衔接不同运输 方式,使物流 合理化
四、流通加工合理化的途径
第二章生产过程与生产类型
?操作特点
聚焦工艺
2、产品对象专业化布局
以产品为对象来划分和设置生产单位,把全部和大部 分工艺过程集中在一个生产单位对产品进行加工。
产品1
A
B
D
产品1
产品专业化 产品2
D
E
C
产品2
产品3
E
F
A
产品3
专业化程度高,效率高
品种变换适应性差
运费低,流动资金占用量低 不能充分利用设备和生产面积
减少车间联系,简化管理 不利于工艺、设备管理
对比
工艺专业化
பைடு நூலகம்产品1
产品2 产品3
产品专业化
产品1 产品2 产品3
A
B
C
D
E
F
产品3
产品2 产品1
A
B
D
D
E
C
E
F
A
产品1 产品2 产品3
综合运用
将工艺专业化原那么与产品专业化综合运用而进行的布局。
形式1:在产品导向的生产单位里,按工艺导向的形式 组建下一级形式的生产单位。
形式2:在工艺导向的生产单位里,按产品导向的形式 组建下一级形式的生产单位。
优点:组织生产较简单,设备在加工产 品时不出现停顿、工序间搬运次数少;
缺点:生产周期长。
2、平行移动方式
概念:指一批零件中的每个零件在前一道工序完工后
立即传送到下一道工序接着加工。特点:零件在各工 序之间是逐件运送,并在不同工序上平行加工。
工序1
工序2
工序3
工序4
20
40
60
80 85 100
22 28
58
98
平行顺序移动方式的移动规那 么
顺序移动
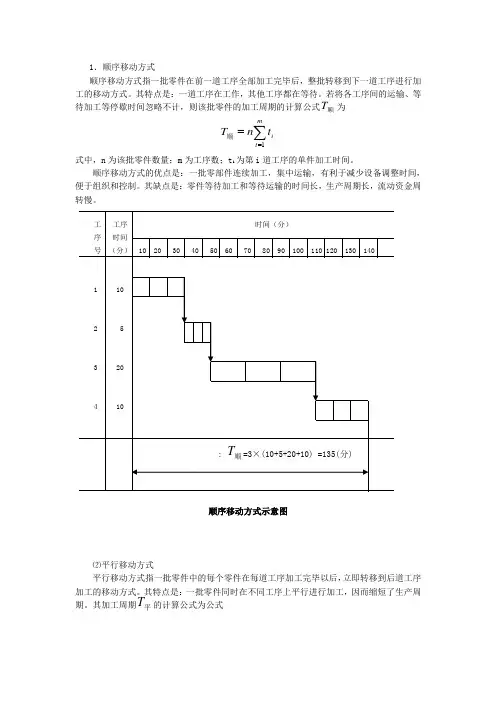
1.顺序移动方式顺序移动方式指一批零件在前一道工序全部加工完毕后,整批转移到下一道工序进行加工的移动方式。
其特点是:一道工序在工作,其他工序都在等待。
若将各工序间的运输、等待加工等停歇时间忽略不计,则该批零件的加工周期的计算公式顺T 为∑==mt i t n T 1顺式中,n 为该批零件数量;m 为工序数;t i 为第i 道工序的单件加工时间。
顺序移动方式的优点是:一批零部件连续加工,集中运输,有利于减少设备调整时间,便于组织和控制。
其缺点是:零件等待加工和等待运输的时间长,生产周期长,流动资金周转慢。
顺序移动方式示意图⑵平行移动方式平行移动方式指一批零件中的每个零件在每道工序加工完毕以后,立即转移到后道工序加工的移动方式。
其特点是:一批零件同时在不同工序上平行进行加工,因而缩短了生产周期。
其加工周期平T 的计算公式为公式()∑=+-=mi itt n T 11长平式中,长t 为各加工工序中最长的单件工序时间。
采用这种移动方式,不会出现制件等待运输的现象,所以整批制件加工时间最短,但由于前后工序时间不等,当后道工序时间小于前道工序时间时,后道工序在每个零件加工完毕后,都有部分间歇时间。
平行移动方式示意图⑶平行顺序移动方式平行顺序移动吸收了上述两种移动方式的优点,避开了其短处,但组织和计划工作比较复杂。
其特点是:当一批制件在前道工序上尚未全部加工完毕,就将已加工的部分制件转到下道工序进行加工,并使下道工序能够连续地、全部地加工完该批制件。
为了达到这一要求,要按下面规则运送零件:当前一道工序时间少于后道工序的时间时,前道工序完成后的零件立即转送下道工序;当前道工序时间多于后道工序时间时,则要等待前—道工序完成的零件数足以保证后道工序连续加工时,才将完工的零件转送后道工序。
这样就可将人力及设备的零散时间集中使用。
平行顺序移动方式的生产周期T 平顺在以上两种方式之间,计算公式为()∑∑-==--=1111m i i m i i t n t n T 较短平顺式中,较短i t 为每相邻两道工序中较短的单件工序时间。
生产过程的移动方式
工序去继续加工。即零件在工序间1 件1 件地移动。
工序
M1 t1 t1 t1 t1
M2
t2 t2 t2 t2
To = t1 + t2 + t3 + t4 +(n-1) • t3
m
故:To
=
t
i=1
i
+
(n-1)
•
tL
M3
t3 t3 t3 t3
M4
t4 t4 t4 t4
时间
t1 t2 t3
(n-1)• t3
8
路漫漫其修远兮, 吾将上下而求索
第二节 作业排序
流水型排序问题,分为1×n,2×n,3×n和 m×n几种情况进 行讨论。其中2×n类型已有了求最优解的方法,其它类型仅可 求出近似最优解。
在讨论排序问题时,有以下约定:
(1)一个工件不能同时在不同的设备上加工。 (2)每道工序只在一台设备上完成,每台设备只完成一道工序 。
通常情况下,这些指标不能同时达到最优,则根据任 务的需要,以单项目标作为优先原则进行作业排序。
路漫漫其修远兮, 吾将上下而求索
单台设备的排序问题( 1×n )
例: 在一台设备上安排6项加工任务,其作业时间和交
货期已知。
任务编号
i
12
作业时间 P(i) 10 2 交货期 D(i) 15 4
3 4 56 1 8 46 6 14 10 8
设: i为任务编号,I=1,2,3,4……..n,
P(i) 为第i项任务的作业时间; W(i)为第i项任务的等待时间
F(i)为第i项任务的完成时间; D(i)为第i项任务的交货期
L(i) 为第 i项任务的拖期时间;
企业资源计划模拟试题1
试卷一
一、填空题(每空 1 分,共 25 分)
1. 生产系统的构成要素很多,为了研究方便,通常把它们分成两类:
和
。
其中生产技术属于
,生产计划属于
。
2. 库存订货点法理论适用的条件有:对各科物料的需求是
、
消耗之后应
Hale Waihona Puke 被重新填满、的预定日期一旦确定则不再改变。
3. MRPⅡ系统分为 5 个计划层次:
、
、
、
所有物料的订货提前期是已知的,至少是可以估算的; 所有受其控制的物料都要经过库存登记; 在计算物料需求时间时,假定用于构成这个父项的所有子项都必须在下达父项的生产订 单时到齐; 每项物料的供给计划都是可行的。 4. 工作日历的作用。 (1) MPS 和 MRP 根据工作日历展开计划; (2) 车间根据工作日历进行车间排产; (3) 采购接收日期的计算是根据工作日历。 5. 什么是低层(位)码(low-level code,简称 LLC)? 低层(位)码(low-level code,简称 LLC),物料的低层码是系统分配给物料清单上的每 个物品一个从 0 至 N 的数字码。在产品结构中,最上层的层级码为 0,下一层的部件的层级 码则为 1,一个物品只能有一个 MRP 低层码,当一个物品在多个产品中所处的产品结构层 次不同或即使处于同一产品结构中的但却处于不同产品结构层次时,则取处在最低层的层级 码作为该物品的低层码。
初级经济师工商管理专业-冲刺班讲义04-第四章 生产过程组织(参考Word)
第四章生产过程组织第一节生产过程组织概述一、生产组织1.概念:工业企业生产活动中组织工作的统称。
有狭义和广义之分。
2.必要性:(1)顺利进行生产、提高劳动生产率和经济效益、节约物化劳动和活劳动的前提。
(2)优化的生产组织要遵循工业生产连续性、均衡性、比例性原则,使产品在生产过程中行程最短、时间最省、耗费最小,并有利于按质、按量、按时完成生产任务。
二、生产过程(一)生产过程的概念:生产系统的运行过程,是每个工业企业最基本的活动过程。
包括劳动过程和自然过程。
(1)劳动过程:劳动者利用劳动手段(设备和工具)作用于劳动对象(产品、零件、部件、半成品、毛坯和原料),使之成为产品的全部过程,是生产过程的主体。
(2)自然过程:劳动对象借助于自然界的力量,使其产生某种性质变化的过程。
如铸件自然失效、铸锻件自然冷却、涂染的自然干燥等。
(二)生产过程的构成1.一般企业的生产过程基本上是由生产技术准备过程、基本生产过程、辅助生产过程、生产服务过程等组成。
2.构成内部之间的关系(1)基本生产过程是核心;(2)生产技术准备过程是重要的前提;(3)辅助生产过程和生产服务过程为基本生产过程服务;(4)基本生产过程和辅助生产过程都由工艺过程和非工艺过程组成。
三、生产过程组织的概念与要求(一)生产过程组织的概念1.生产过程组织定义:是指从空间和时间两方面对生产系统内所有要素在生产过程的各个环节进行合理的安排和设计。
2.生产过程组织的目标:是使作业行程最短、时间最省、耗费最小,又能按客户的需要,提供优质的产品和服务。
3.生产过程组织通常包括:生产过程的空间组织和生产过程的时间组织两个方面。
(二)生产过程组织的合理要求(1)连续性原则(2)比例性原则(3)节奏性原则(4)准时性原则(5)柔性原则四、生产类型企业的生产按连续程度可划分为:连续型生产和离散型生产。
1.连续型生产:是指连续的产品生产,其工艺流程往往表现为用化学的而不是物理的或机械的方法,如化肥、药品等的生产。
不同移动方式下工件加工周期的计算
一、不同移动方式下工件加工周期的计算1.顺序移动方式。
这种移动方式是最简单的方式,它是指一批工件在一道工序上加工完成后,才整批转入下一道工序。
这种加工方式的加工周期最长。
加工周期的计算也很简单,即将各道工序加工时间直接相加即可,也等于各工序的单件加工时间之各再乘以工件的批量。
例如批改一本试卷,试卷共有5种题型,分别由5位老师批阅,5位老师的批阅时间分别为1分钟,2分钟,3分钟,4分钟,5分钟。
如果这本试卷共有50份,问批阅完这本试卷共需要多少时间?这就是一个典型的顺序移动方式。
根据公式:这种方式在加工过程中,当一道工序加工时,后续工序只能等待。
2.平行加工方式。
这种移动方式是时间最短的一种。
这种移动方式是前一道工序加工完一个工件后,立即将其转入下一道工序,这种方式的特点是多个工序同时工作,因而加工周期最短。
计算公式是:仍以上面提到的批阅试卷为例,假设我们将试卷拆开,变成一份一份的,这样,老师们在批阅时就可以采用顺序移动方式,一个老题批阅完一道题后,立即将试卷转给下一位老师。
这时的总批阅时间变为:如果我们再将条件加以修改,如果试卷仍然密封不能拆开,假设共有10本试卷需要批阅,这个时候我们就可以将一本试卷作为一个工件,采用平行加工方式。
加工周期变为:因此在这里除了会计算加工周期外,主要是判断哪些是加工方式是顺序方式,哪些是平行方式。
二、流水线节拍及在制品的计算如果我们将上述平行加工的例子变为各工序的加工时间相等,这就变成了流水生产。
流水生产最重要的特征是按节拍生产。
围绕节拍的计算是一个重要的计划问题。
不仅要会计算节拍,而且要能够活用节拍计算公式计算制度工作时间和废品率。
其实最主要的两个指标是全年的有效工作时间和全年需要生产的产品产量(这里包括了正品与废品)。
当然为了计算简便,有时题目会给定全年的制度工作天数及工作班次与每班的工作时间。
如果没有限定全年的制度工作天数,就要按照教材P65的方法计算,即(365—104—10)。