平行顺序移动法周期计算公式 2020修正版
朱明zhubob生产运作管理第二讲

平行顺序移动甘特图
平行顺序移动甘特图的画法:单个移动(3件,时间为:6,6, 3, 9,3)
平行顺序移动的甘特图的画法
第一个全画齐
判断:如果后一个比前一个短,则在最后一个画搬运线,往前补齐,
如果后一个比前一个长,则在第一个画搬运线,往后补齐。
6
+18
6
+6
3
+3
9
3
(三)平行顺序移动方式的时间为:
对象专业化形式
在空间内按工艺特点来 布置生产单位,布置相同的 设备,配备大体相同工种的 员工,进行基本工艺相同的 加工。
优点是工艺相似,适应
按加工产品来设置生产 单位
优点是资金占用少、加 工运输方便,缺点是适应性 差。
性强,缺点是生产周期强,
加工运输量大。
空间组织
企业布置 • 企业选址 • 企业总平
代表。
((本人教学资料搜索:朱明zhubob(需要资料内容)
学历:本科、MBA,
专业:汽车维修与使用、企业管理、经济管理。
职业资格与职称:高级工程师、高级技师、国家经济师、高级 技能专业教师、高级国家职业资格考评员。 管理科学研究院 特约讲师、 管理顾问有限公司高级讲师。客座任教:大学、 技师学院、国家职业资格培训与考评及企业内部职业培训。Q 号657555589
生产运作过程
生产运作过程以及合理组织的原则
生产技术准备过程 基本生产过程 辅助生产过程 生产服务过程
目标性 综合性 连续性 比例性 平行性 柔性
加工 搬运 检验 停留
生产运作过程的符号表示
玩具小熊的基本工艺过程
原原料 料
1
填料填料
考试必备【生产运作管理】经典计算题(带解释和答案)
考试必备【⽣产运作管理】经典计算题(带解释和答案)考试必备【⽣产运作管理】经典计算题(带解释和答案)重⼼法求⼯⼚设置地1、某企业决定在武汉设⽴⼀⽣产基地,数据如下表。
利⽤重⼼法确定该基地的。
Y=(800*2+900*5+200*4+100*5)/(800+900+200+100)=3.7. 所以最佳位置为(3.05,3.7)。
1. 某跨国连锁超市企业在上海市有3家超市,坐标分别为(37,61)、(12,49)、(29,20)。
现在该企业打算在上海建⽴分部,管理上海市的业务。
假设3家超市的销售额是相同的。
(6.3.24)(1)⽤重⼼法决定上海分部的最佳位置。
解:因为3家超市的销售额相同,可以将他们的销售额假设为1. 上海分部的最佳位置,也就是3家超市的重⼼坐标,可以这样计算:x=(37+12+29)/3=27y=(61+49+20)/3=43.3(2)如果该企业计划在上海建⽴第四家超市,其坐标为(16,18),那么如果计划通过,上海分部的最佳位置应该作何改变?解:增加⼀家超市后,重⼼坐标将变为:x=(37+12+29+16)/4=24.3y=(61+49+20+18)/.4=37成本结构1、某商店销售服装,每⽉平均销售400件,单价180元/件,每次订购费⽤100元,单件年库存保管费⽤是单价的20%,为了减少订货次数,现在每次订货量是800件。
试分析:(1)该服装现在的年库存总成本是多少?(15000元)(2)经济订货批量(EOQ)是多少?(163件)(1)总成本=(800/2)*180*20%+(400*12/800)*100=15000元(2)EOQ=2DS2*400*12*100==163件H(400*12)/800(3)EOQ总成本=(163/2)*180*20%+(400*12/163)*100=5879元(4)年节约额=15000-5879=9121元节约幅度=(9124/15000)*100%=60.81%2、某⾷品⼚每年需要采购3000吨⾯粉⽤于⽣产,每次采购订货⼿续费为300元,每吨产品的年库存成本为20元,请计算该⾷品⼚采购⾯粉的经济订货批量EOQ。
2020年生产与运作管理形成性考核册答案
2020年生产与运作管理形成性考核册答案1.生产与运作管理应该遵守以市场为导向的原则,这是首要的。
2.在“互联网+”时代,现代服务业是最突出的转型之一,它代替了传统的生产制造业。
3.技术创新的依托是研究型组织建设,企业应该把“科教兴企”放到企业生产与运作的关键位置,并用超前的战略投资眼光加大生产与运作培训,大力推进技术创新。
4.生产、工具制造、设备检修等是支持正常生产提供动力的辅助生产过程。
5.在组织生产与运作过程时,应该把目标性放在首位。
6.检验符号是指用来分析生产与运作过程的符号,其中属于生产与运作过程分析的检验符号为B。
7.跨功能作业互动图是由开始、结束、工作工程、决策支撑点等组成,加转接点,以各单位的职责为依据的流程图。
8.大批生产是设备利用率高的生产方式。
9.根据市场预测为主制订生产计划的生产类型是大量生产。
10.平行移动方式生产周期的计算公式为T = nΣti,i=1 to m。
11.在产品加工移动方式中,应采用顺序移动方式,因为组织生产较简单,设备在加工产品时不出现停顿、工序间搬运次数少。
12.在进行企业总平面布置时,应该留有余地,遵循弹性的原则,不要一下子就排满所有部分。
13.将大致相同类型的设备相对集中地摆放在一起,形成一个群体,对产品进行相同和相似的加工,这种设备布置称为批量生产。
在生产和运作管理中,不同的布置形式可以对生产效率产生影响。
其中产品导向布置形式、工艺导向布置形式、流水线布置形式和混合式设备布置形式是四种常见的布置形式。
生产与运作系统的结构化要素包括生产技术、生产设施、生产能力、生产与运作计划要素和人员组织要素。
生产与运作管理的基本职能包括组织、计划和控制。
这些职能对于管理生产和运作过程至关重要。
服务业与制造业相比,其主要特点包括产品可以库存、生产与消费同时进行、以提供无形产品为主、消费者反作用(干预)相对程度大以及质量可以直接衡量。
企业职能战略包括企业愿景、人力资源管理战略、生产与运作战略、企业战略和财务管理战略。
第二章生产过程与生产类型
?操作特点
聚焦工艺
2、产品对象专业化布局
以产品为对象来划分和设置生产单位,把全部和大部 分工艺过程集中在一个生产单位对产品进行加工。
产品1
A
B
D
产品1
产品专业化 产品2
D
E
C
产品2
产品3
E
F
A
产品3
专业化程度高,效率高
品种变换适应性差
运费低,流动资金占用量低 不能充分利用设备和生产面积
减少车间联系,简化管理 不利于工艺、设备管理
对比
工艺专业化
பைடு நூலகம்产品1
产品2 产品3
产品专业化
产品1 产品2 产品3
A
B
C
D
E
F
产品3
产品2 产品1
A
B
D
D
E
C
E
F
A
产品1 产品2 产品3
综合运用
将工艺专业化原那么与产品专业化综合运用而进行的布局。
形式1:在产品导向的生产单位里,按工艺导向的形式 组建下一级形式的生产单位。
形式2:在工艺导向的生产单位里,按产品导向的形式 组建下一级形式的生产单位。
优点:组织生产较简单,设备在加工产 品时不出现停顿、工序间搬运次数少;
缺点:生产周期长。
2、平行移动方式
概念:指一批零件中的每个零件在前一道工序完工后
立即传送到下一道工序接着加工。特点:零件在各工 序之间是逐件运送,并在不同工序上平行加工。
工序1
工序2
工序3
工序4
20
40
60
80 85 100
22 28
58
98
平行顺序移动方式的移动规那 么
顺序移动
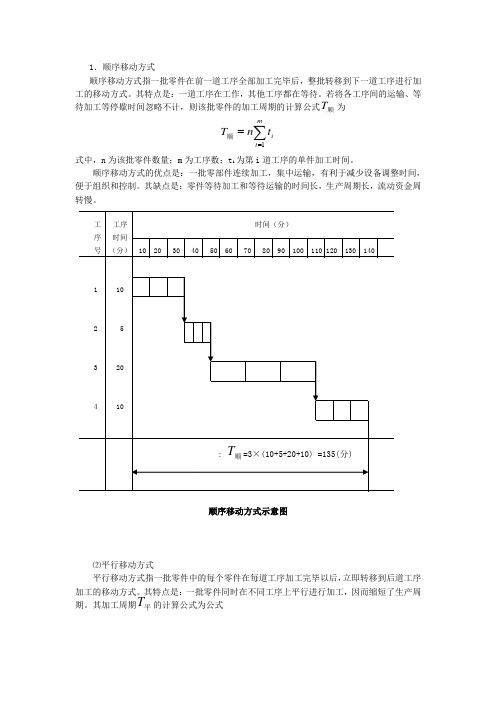
1.顺序移动方式顺序移动方式指一批零件在前一道工序全部加工完毕后,整批转移到下一道工序进行加工的移动方式。
其特点是:一道工序在工作,其他工序都在等待。
若将各工序间的运输、等待加工等停歇时间忽略不计,则该批零件的加工周期的计算公式顺T 为∑==mt i t n T 1顺式中,n 为该批零件数量;m 为工序数;t i 为第i 道工序的单件加工时间。
顺序移动方式的优点是:一批零部件连续加工,集中运输,有利于减少设备调整时间,便于组织和控制。
其缺点是:零件等待加工和等待运输的时间长,生产周期长,流动资金周转慢。
顺序移动方式示意图⑵平行移动方式平行移动方式指一批零件中的每个零件在每道工序加工完毕以后,立即转移到后道工序加工的移动方式。
其特点是:一批零件同时在不同工序上平行进行加工,因而缩短了生产周期。
其加工周期平T 的计算公式为公式()∑=+-=mi itt n T 11长平式中,长t 为各加工工序中最长的单件工序时间。
采用这种移动方式,不会出现制件等待运输的现象,所以整批制件加工时间最短,但由于前后工序时间不等,当后道工序时间小于前道工序时间时,后道工序在每个零件加工完毕后,都有部分间歇时间。
平行移动方式示意图⑶平行顺序移动方式平行顺序移动吸收了上述两种移动方式的优点,避开了其短处,但组织和计划工作比较复杂。
其特点是:当一批制件在前道工序上尚未全部加工完毕,就将已加工的部分制件转到下道工序进行加工,并使下道工序能够连续地、全部地加工完该批制件。
为了达到这一要求,要按下面规则运送零件:当前一道工序时间少于后道工序的时间时,前道工序完成后的零件立即转送下道工序;当前道工序时间多于后道工序时间时,则要等待前—道工序完成的零件数足以保证后道工序连续加工时,才将完工的零件转送后道工序。
这样就可将人力及设备的零散时间集中使用。
平行顺序移动方式的生产周期T 平顺在以上两种方式之间,计算公式为()∑∑-==--=1111m i i m i i t n t n T 较短平顺式中,较短i t 为每相邻两道工序中较短的单件工序时间。
【VIP专享】不同移动方式下工件加工周期的计算

一、不同移动方式下工件加工周期的计算1.顺序移动方式。
这种移动方式是最简单的方式,它是指一批工件在一道工序上加工完成后,才整批转入下一道工序。
这种加工方式的加工周期最长。
加工周期的计算也很简单,即将各道工序加工时间直接相加即可,也等于各工序的单件加工时间之各再乘以工件的批量。
例如批改一本试卷,试卷共有5种题型,分别由5位老师批阅,5位老师的批阅时间分别为1分钟,2分钟,3分钟,4分钟,5分钟。
如果这本试卷共有50份,问批阅完这本试卷共需要多少时间? 这就是一个典型的顺序移动方式。
根据公式:这种方式在加工过程中,当一道工序加工时,后续工序只能等待。
2.平行加工方式。
这种移动方式是时间最短的一种。
这种移动方式是前一道工序加工完一个工件后,立即将其转入下一道工序,这种方式的特点是多个工序同时工作,因而加工周期最短。
计算公式是:仍以上面提到的批阅试卷为例,假设我们将试卷拆开,变成一份一份的,这样,老师们在批阅时就可以采用顺序移动方式,一个老题批阅完一道题后,立即将试卷转给下一位老师。
这时的总批阅时间变为: 如果我们再将条件加以修改,如果试卷仍然密封不能拆开,假设共有10本试卷需要批阅,这个时候我们就可以将一本试卷作为一个工件,采用平行加工方式。
加工周期变为:因此在这里除了会计算加工周期外,主要是判断哪些是加工方式是顺序方式,哪些是平行方式。
二、流水线节拍及在制品的计算 如果我们将上述平行加工的例子变为各工序的加工时间相等,这就变成了流水生产。
流水生产最重要的特征是按节拍生产。
围绕节拍的计算是一个重要的计划问题。
不仅要会计算节拍,而且要能够活用节拍计算公式计算制度工作时间和废品率。
其实最主要的两个指标是全年的有效工作时间和全年需要生产的产品产量(这里包括了正品与废品)。
当然为了计算简便,有时题目会给定全年的制度工作天数及工作班次与每班的工作时间。
如果没有限定全年的制度工作天数,就要按照教材P65的方法计算,即(365—104—10)。
初级经济师工商管理专业-冲刺班讲义04-第四章 生产过程组织(参考Word)
第四章生产过程组织第一节生产过程组织概述一、生产组织1.概念:工业企业生产活动中组织工作的统称。
有狭义和广义之分。
2.必要性:(1)顺利进行生产、提高劳动生产率和经济效益、节约物化劳动和活劳动的前提。
(2)优化的生产组织要遵循工业生产连续性、均衡性、比例性原则,使产品在生产过程中行程最短、时间最省、耗费最小,并有利于按质、按量、按时完成生产任务。
二、生产过程(一)生产过程的概念:生产系统的运行过程,是每个工业企业最基本的活动过程。
包括劳动过程和自然过程。
(1)劳动过程:劳动者利用劳动手段(设备和工具)作用于劳动对象(产品、零件、部件、半成品、毛坯和原料),使之成为产品的全部过程,是生产过程的主体。
(2)自然过程:劳动对象借助于自然界的力量,使其产生某种性质变化的过程。
如铸件自然失效、铸锻件自然冷却、涂染的自然干燥等。
(二)生产过程的构成1.一般企业的生产过程基本上是由生产技术准备过程、基本生产过程、辅助生产过程、生产服务过程等组成。
2.构成内部之间的关系(1)基本生产过程是核心;(2)生产技术准备过程是重要的前提;(3)辅助生产过程和生产服务过程为基本生产过程服务;(4)基本生产过程和辅助生产过程都由工艺过程和非工艺过程组成。
三、生产过程组织的概念与要求(一)生产过程组织的概念1.生产过程组织定义:是指从空间和时间两方面对生产系统内所有要素在生产过程的各个环节进行合理的安排和设计。
2.生产过程组织的目标:是使作业行程最短、时间最省、耗费最小,又能按客户的需要,提供优质的产品和服务。
3.生产过程组织通常包括:生产过程的空间组织和生产过程的时间组织两个方面。
(二)生产过程组织的合理要求(1)连续性原则(2)比例性原则(3)节奏性原则(4)准时性原则(5)柔性原则四、生产类型企业的生产按连续程度可划分为:连续型生产和离散型生产。
1.连续型生产:是指连续的产品生产,其工艺流程往往表现为用化学的而不是物理的或机械的方法,如化肥、药品等的生产。
不同移动方式下工件加工周期的计算
一、不同移动方式下工件加工周期的计算1.顺序移动方式。
这种移动方式是最简单的方式,它是指一批工件在一道工序上加工完成后,才整批转入下一道工序。
这种加工方式的加工周期最长。
加工周期的计算也很简单,即将各道工序加工时间直接相加即可,也等于各工序的单件加工时间之各再乘以工件的批量。
例如批改一本试卷,试卷共有5种题型,分别由5位老师批阅,5位老师的批阅时间分别为1分钟,2分钟,3分钟,4分钟,5分钟。
如果这本试卷共有50份,问批阅完这本试卷共需要多少时间?这就是一个典型的顺序移动方式。
根据公式:这种方式在加工过程中,当一道工序加工时,后续工序只能等待。
2.平行加工方式。
这种移动方式是时间最短的一种。
这种移动方式是前一道工序加工完一个工件后,立即将其转入下一道工序,这种方式的特点是多个工序同时工作,因而加工周期最短。
计算公式是:仍以上面提到的批阅试卷为例,假设我们将试卷拆开,变成一份一份的,这样,老师们在批阅时就可以采用顺序移动方式,一个老题批阅完一道题后,立即将试卷转给下一位老师。
这时的总批阅时间变为:如果我们再将条件加以修改,如果试卷仍然密封不能拆开,假设共有10本试卷需要批阅,这个时候我们就可以将一本试卷作为一个工件,采用平行加工方式。
加工周期变为:因此在这里除了会计算加工周期外,主要是判断哪些是加工方式是顺序方式,哪些是平行方式。
二、流水线节拍及在制品的计算如果我们将上述平行加工的例子变为各工序的加工时间相等,这就变成了流水生产。
流水生产最重要的特征是按节拍生产。
围绕节拍的计算是一个重要的计划问题。
不仅要会计算节拍,而且要能够活用节拍计算公式计算制度工作时间和废品率。
其实最主要的两个指标是全年的有效工作时间和全年需要生产的产品产量(这里包括了正品与废品)。
当然为了计算简便,有时题目会给定全年的制度工作天数及工作班次与每班的工作时间。
如果没有限定全年的制度工作天数,就要按照教材P65的方法计算,即(365—104—10)。
零件在工序间的移动方式
1.顺序移动T =批量⨯各工序单件时间总和一般公式:1mi i T n t ==∑顺2.平行移动T =各工序单件时间总和+(批量-1)⨯最长工序的单件加工时间一般公式:1(1)mi L i T t n t ==+-∑平L t --最长工序的单件加工时间3.平顺移动(1)T =批量⨯各工序单件时间总和+(批量-1)⨯前后两道工序单件加工时间中的短者 一般公式:11(1)m mi i i T n t n t ===--∑∑平顺短t 短前后两道工序单件加工时间中的短者(2)T =各工序单件时间总和+(批量-1)⨯(较大工序的单件时间总和-较小工序单件时间总和)一般公式:11(1)()m mi S i i T t n t t ===+--∑∑L 平顺t L --同前后工序相比为较长工序的单件时间(又称峰工序时间)S t --同前后工序相比为较短工序的单件时间(又称谷工序时间)【例】一批零件为4件,各工序的单件加工时间如下表所示。
(1)用计算法求三种移动方式的生产周期。
1.顺序移动1mi i T n t ==∑顺=4×(14+5+8+3+6+10)=184(min)2.平行移动1(1)mi L i T t n t ==+-∑平=(14+5+8+3+6+10)+(4-1)×14=88(min)3.平顺移动(1)11(1)m mi i i T n t n t ===--∑∑平顺短=4×(14+5+8+3+6+10)-(4-1)×(5+5+3+3+6)=118(min)(2)1(1)()m mi S i T t n t t ==+--∑∑L 平顺= (14+5+8+3+6+10)+(4-1)×[(14+8+10)-(5+3)]=118(min)(2)如果采用平行—顺序移动方式,求下列情况的生产周期,并讨论其结果. ①某较大工序(峰工序)减少1min ;11(1)()m mi S i i T t n t t ===+--∑∑L 平顺=118-1-(n-1)×1=114(min)②某较小工序(谷工序)减少1min ;11(1)()m mi S i i T t n t t ===+--∑∑L 平顺=118-1+(n-1)×1=120(min)③某非较大、较小工序(破工序)减少1min ;11(1)()m mi S i i T t n t t ===+--∑∑L 平顺=118-1=117(min)④合并第4与第5道工序为一个工序1 2 3 4 5 6 71 2 3 4(5) 6 711(1)()m m i S i i T t n t t ===+--∑∑L 平顺=118-(n-1)×(8-3)=103(min)。
生产与运作管理 第3章
实例: 工序同期化前(原工序)
工序号 工序时间(min/件) 工步号 工步时间(min/件) 工作地数量(个) 流水线节拍(min) 同期化程度 0.76 0.73
1 3.4 1 2.1 1 2 3 1.3 5.6
2 9.9 4 3.2 3 5 1.1 6
3 7.2 7 3 4.5
2、按生产对象的移动方式:固定流水线和移动 流水线
1 2 3
固定流水线
移动流水线
固定流水线:是指生产对象位置固定,生产工人携带工 具沿着顺序排列的生产对象移动.主要用于不便运输的 大型制品的生产,如重型机械、飞机、船舶等的装配。 移动流水线:生产对象移动,工人和设备及工具位置固 定的流水线。这是常用的流水线的组织方式。
Page 5
生产过程组织的基本要求:
生产过程的连续性:时间上没有中断,加工对象始终 处于流动状态。
生产过程的均衡性:生产过程各环节按计划有节奏进 行,能在相等的时间间隔内完成大体相等的工作量。 生产过程的比例性:生产过程各阶段、各工序在生产 能力上保持合理的比例关系。 生产过程的适应性(柔性):生产过程对市场需求及 企业产品方向变化的适应能力。
流水线的类型
1、按照流水线上加工对象品种的数目,可分为单一 对象流水线与多对象流水线。
单品种流水线:又称不变流水线,是指流水线上只固定生 产一种制品。要求制品的数量足够大,以保证流水线上的 设备有足够的负荷 多品种流水线:将结构、工艺相似的两种以上制品,统一 组织到一条流水线上生产。
Page 18
Page 19
3、按照流水线的连续程度,可分为连续流水线与间断流 水线。
连续流水线:制品从投入到产出在工序间是连续进行的没有等待和间 断时间。 间断流水线:由于各道工序的劳动量不等或不成整数倍关系,生产对 象在工序间会出现等待停歇现象,生产过程是不完全连续的。