电池片分选作业指导书A2
电池分容柜作业指导书
电池分容柜作业指导书一、背景介绍电池分容柜是用于对电池组进行分容处理的设备,通过对电池进行分容处理,可以提高电池的性能和使用寿命。
本作业指导书旨在提供对电池分容柜的操作指导,确保操作人员能够正确、安全地进行电池分容作业。
二、作业准备1. 确认电池分容柜的工作状态是否正常,检查电池分容柜的电源、控制系统、安全装置等是否完好。
2. 准备好所需的工具和设备,如电池分容柜的控制面板、电池测试仪、电压表、电流表等。
3. 阅读并理解电池分容柜的操作手册,熟悉电池分容柜的各项功能和操作步骤。
三、作业流程1. 检查电池组a. 确保电池组的连接路线正常,没有脱落或者损坏。
b. 使用电池测试仪对电池组进行测试,记录电池的电压、电流和内阻等参数。
2. 设置电池分容柜参数a. 打开电池分容柜的控制面板,输入电池组的参数,如电压范围、电流范围等。
b. 根据电池组的实际情况,调整电池分容柜的参数,确保分容过程能够进行。
3. 连接电池组和电池分容柜a. 将电池组的正负极分别连接到电池分容柜的正负极。
b. 确保连接坚固,并使用绝缘胶带或者绝缘套管对连接处进行绝缘处理。
4. 启动电池分容柜a. 按照电池分容柜的操作手册,启动电池分容柜。
b. 监测电池分容柜的工作状态,确保分容过程正常进行。
5. 监测分容过程a. 使用电压表、电流表等设备,实时监测电池的电压、电流等参数。
b. 根据电池分容柜的操作手册,对分容过程进行调整和控制,确保分容过程的稳定性和安全性。
6. 完成份容作业a. 当电池分容柜显示分容完成或者达到设定的分容条件时,住手分容过程。
b. 断开电池组和电池分容柜的连接,确保断开过程安全可靠。
四、安全注意事项1. 在进行电池分容作业前,必须确保操作人员已经接受过相关的培训,并具备相应的操作技能。
2. 在作业过程中,严禁使用损坏的电池分容柜或者设备,以免造成安全事故。
3. 在连接电池组和电池分容柜时,必须确保连接坚固,并进行绝缘处理,以防电池组短路或者漏电。
电池片检验作业指导书.docx

电池片检验作业指导书1.目的本标准规定了单晶硅/多晶硅电池片来料的检验方法,通过检验确保单晶硅/ 多晶硅电池片的各项性能指标符合要求。
2.适用范围适用于本公司品质部对外购多晶硅/单晶硅电池片的来料检验。
3 •职责3.1技术工艺部工程师负责制定多晶硅/单晶硅电池片来料交付要求。
3.2品质部工程师负责制订单晶硅/多晶硅料电池片来料检验标准。
3.3品质部IQC、实验员负责多晶硅/单晶硅电池片来料质量控制点的质量控制4.工作准备4.1测试工具准备:游标卡尺、千分尺或高度计、量角规、塞尺、显微镜、电池片分选仪。
4.2检验记录:《原材料检验报告》、《检验记录表》、检验标贴。
5.检验标准5.1抽样标准:根据GB/T2828. H2003的规定,采用正常检验一次抽样方案;任何一项测试不合格,即判定批次检验不合格。
5.2检验项目和耍求:说明:外购电池片参照以下标准,我司电池片参照《好利光能科技有限公司太阳能电池片的采购标准》进行检验凡具有下列情况Z—者,必须进行例行检验:(1)更换新的电池片供应商时。
(2)电池片供应商的产品生产工艺有较大变动,可能影响产晶性能时。
(3)买卖双方任何一方认为有必要进行检验吋。
6.检验方法6.1包装(1)每包电池片均有独立的密封性包装(每包不得超过100片),每包上下两面分别用软质垫间隔,外包装有防震缓冲垫且包有PV套膜(2)装放电池片的外箱无明显的破损,且无潮湿现象。
(3)包装盒上应注明产品名称,生产厂家,产品型号,太阳能转换效率分档,生产日期,批号;外包装上应注明:易碎物品、方向向上、防潮、防震等包装运输标注。
6.2外观(1)减反射膜色泽均匀一致,同一片不能有色差,目视总面积V2cm2(2)无明显的花斑、水纹、白点、划痕和污垢和指纹印,目视总面积V2cm2(3)不得有v形缺口、裂纹;(4)崩边:目测电池片有无崩边,用游标卡尺测量崩边的尺寸,数目W2, 深度WO. 5mm,长度Wl・0mm(5)翘曲:正放电池片于测式平台上,检查电池片与平台接触是否良好,用塞尺塞入接触间隙,测量电池的翘曲度;(6)正面漏浆:目视检查是否要求,必要时用游标卡尺测量漏浆面积,数目W2,总面积<1. 5mm2(7)背面铝浆缺损:目视检查是否要求,必要时用游标卡尺测量缺损面积,无尖锐突起,圆形突起手感不明显,£L总面积小丁• 20mm2;漏印重印面积<lcm26. 3外形尺寸(1)长:平行主栅线方向,用游标卡尺测量电池片两条平行边的距离,公差±0. 5 mm;(2 )宽:垂直主栅线方向,用游标卡尺测量电池片两条平行边的距离,公差±0. 5 mm;(3)厚度:用高度计测量电池片每边的中点,测量结果的算术平均值即为厚度值,2180um6. 4电性能测试(1)功率测试:整批抽测单片功率需80%为大于标称功率,单片功率三标称功率*97%测试步骤:比用手轻轻的打开标片盒,轻轻的取出156多晶(125单晶)标准片.(如图1)b ・从侧面轻轻放置在单片测试仪上,放下时要平行滑落(如图2)c ・对放置的标准片进行栅线调整, 按照指示观察是否对齐放置(待测片必须完全与铜板完全接触)。
(太阳能光伏)分选
产品:组件 工序名称:分选
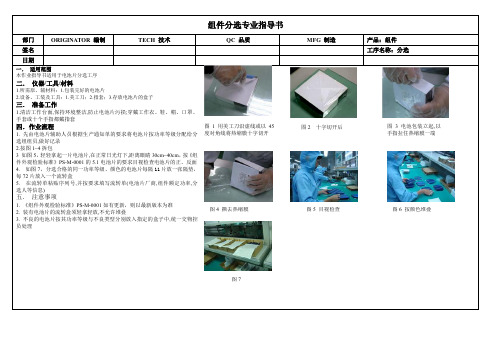
图 3 电池包装立起,以 手指拉住热缩膜一端
图 6 按颜色堆叠
பைடு நூலகம்
图7
五. 注意事项
1. 《组件外观检验标准》PS-M-0001 如有更新,则以最新版本为准 2. 装有电池片的流转盒须轻拿轻放,不允许堆叠 3. 不良的电池片按其功率等级与不良类型分别放入指定的盒子中,统一交物控 员处理
图 1 用美工刀沿虚线或以 45 度对角线将热缩膜十字切开
图 4 撕去热缩膜
MFG 制造 图 2 十字切开后
组件分选专业指导书
部门
ORIGINATOR 编制
TECH 技术
QC 品质
签名
日期
一. 适用范围 本作业指导书适用于电池片分选工序
二. 仪器/工具/材料
1.所需原、辅材料:1.包装完好的电池片 2.设备、工装及工具:1.美工刀;2.指套;3.存放电池片的盒子
三. 准备工作
1.清洁工作台面,保持环境整洁,防止电池片污损;穿戴工作衣、鞋、帽、口罩、 手套或十个手指都戴指套
四.作业流程
1. 先由电池片辅助人员根据生产通知单的要求将电池片按功率等级分配给分 选组组员,做好记录 2.按图 1~4 拆包 3 如图 5,轻轻拿起一片电池片,在正常日光灯下,距离眼睛 30cm~40cm,按《组 件外观检验标准》PS-M-0001 的 5.1 电池片的要求目视检查电池片的正、反面 4. 如图 7,分选合格的同一功率等级、颜色的电池片每隔 11 片放一张隔垫, 每 72 片放入一个流转盒 5. 在流转单粘贴序列号,并按要求填写流转单(电池片厂商,组件额定功率,分 选人等信息)
电池分容柜作业指导书
电池分容柜作业指导书引言概述:电池分容柜是一种用于电池组管理的设备,通过对电池进行分容操作,可以提高电池组的整体性能和寿命。
本文将详细介绍电池分容柜的作业指导,包括操作流程、注意事项和维护方法。
一、操作流程:1.1 准备工作:(1)检查电池组的状态,确保其处于正常工作状态。
(2)检查电池分容柜的工作状态,包括电源供应、控制面板和通信接口等。
(3)准备必要的工具和设备,如电池测试仪、电池连接线等。
1.2 连接电池组:(1)将电池组与电池分容柜进行连接,确保连接稳固可靠。
(2)根据电池组的连接方式,选择合适的连接线和接口进行连接。
1.3 进行分容操作:(1)启动电池分容柜,进入操作界面。
(2)根据分容要求,设置合适的分容参数,包括电流、电压和时间等。
(3)开始分容操作,并监控电池组的状态变化。
(4)根据分容结果,及时记录和分析数据,以便后续的分析和处理。
二、注意事项:2.1 安全操作:(1)在操作电池分容柜时,要注意遵守相关的安全操作规程,如佩戴防护手套和眼镜等。
(2)避免在高温、潮湿或者有易燃物质的环境中进行操作,以防发生意外事故。
(3)定期检查电池分容柜的电源和连接线,确保其正常工作。
2.2 分容参数设置:(1)根据电池组的类型和规格,设置合适的分容参数,以确保操作的准确性和有效性。
(2)在设置分容参数时,要根据电池组的实际情况进行调整,避免过高或者过低的参数设置。
2.3 数据记录和分析:(1)在分容操作过程中,要及时记录电池组的电流、电压和温度等数据。
(2)根据记录的数据,进行分析和比对,以评估电池组的性能和健康状况。
(3)根据分析结果,及时采取相应的措施,如更换电池、调整分容参数等。
三、维护方法:3.1 定期检查:(1)定期检查电池分容柜的工作状态和连接路线,确保其正常工作。
(2)检查电池组的状态,包括电流、电压和温度等指标,以评估其健康状况。
3.2 清洁保养:(1)定期清洁电池分容柜的外壳和控制面板,避免积尘和腐蚀。
电池片分选作业指导书A2

版本版次页码文件号编号名称数量方式数量1手指套若干目视检测100%2泡沫垫若干目视检测100%3泡沫盒若干目视检测100%目视检测100%目视检测100%5.将电池片旋转,分别检查电池片的每一边。
方法同4。
裂片。
标识不要直接贴在电池片上。
编制: 审核: 标准化: 的手指严禁接触电池片。
分别放置在泡沫盒中,并做好缺陷类型及数量标识。
注:2.作业时光照要充足。
3.打开包装盒,按照《电池片取放规范》,将电池片取出,3.手指套要戴好,没有戴手指套4.以20片/1次为限,对电池片进行分选。
双手捏住电池片确认好电池片实物与外包装箱标识一致后方分选。
主栅线位置,将电池片竖立在操作台泡沫垫上,检查电池片4.电池片要轻拿轻放,避免碰到其他物体或身体的其他部位引起放在指定区域的托盘上,箱子不 2.桌面上垫上泡沫垫,保持桌面清洁;划分好合格电池片得超出托盘区域且纵向堆放最多放置区和各种类型不合格电池片放置区,并做好标识;按照≤4个箱子。
《手指套使用规范》戴好手指套。
电 池 片 分 选 作 业 指 导 书A适用范围:适用于尙维光伏科技有限公司电池片分选。
检查方法1.分选组整箱电池片要放整齐, 1.领料:按照生产工作指令,将电池片从仓库领出。
日期: 日期: 日期: 工艺流程:领料—分选—记录—包装第 1 页 共 2 页本页所叙述的部分为:领料—分选所用的工装/工具作 业 重 点作 业 步 骤有无缺角、崩边和大小角等。
将有缺陷的电池片按缺陷类别划分好区域,并作好标识全部手指要戴好手指套20片/次电池片分类放置,同种不良放整箱电池片要堆放整齐整齐,要放在指定区域的托盘上,版本版次页码文件号编号名称数量方式数量1手指套若干2泡沫垫若干目视检测100%3泡沫盒若干目视检测100%目视检测100%目视检测100%《电池片取放规范》将不合格电池片进行分别包装退库。
日期: 日期: 日期: 编制: 审核: 标准化: 7.按照《电池片分选检验指导书》要求,分别检查电池片正、反正、反两面电池片有无明显缺陷(见附录)。
电池片分选标准

5.2.4分选标准
(1)电池片分为六级,分别为A级品、 B级品、 C级品、D级品(等外品)、NG品、碎片。
A级品:是外观和电极无明显缺陷的,且电性能符合组件设计要求的完整单体电池片。
B级品:是外观和电极有一定缺陷的,且电性能符合组件设计要求的完整单体电池片。
C级品:是外观和电极有明显缺陷的完整电池片或单体太阳电池,最大完整破损面积≥1/4完整单体太阳电池面积,可划片生产的,划片后电池片电性能符合划片组件设计要求的电池片。
D级品:逆电流或并联电阻超标即Rsh≤7Ω或Irev1≥3A的电池片。
NG品:FF、UOC、ISC、RS等电性能不符合组件设计要求的电池片及Pmpp≤3.65W的电池片。
碎片:指面积小于四分之一、不可切割、按重量入库的电池片碎片。
(2)具体的分类标准见下表:
(3)各种外观不良缺陷成品太阳电池片分选分类和标识:
a.电池片的完整度缺陷包含,V型缺口、圆弧型缺口、缺角、崩边、裂纹、穿孔等。
见如图1示例:
图1:电池片的完整度缺损示意图
b.电池片的印刷缺陷包含,正面或背面的印刷图案偏离或缺损、正面漏浆、栅线断线或结点等。
c.电池片的色度均匀性缺陷包含,色差(含片间色差和片内色差两种)、色斑、指印、水痕、
划伤、硫化、挂钩痕等。
d.电池片的背面均匀性缺陷包含,鼓泡、铝珠、霉变等。
e.电池片的弯曲度缺陷包含,弓片、翘曲等。
分选工艺指导书

晶体硅太阳能电池片分选能测试,按技术要求对电池片进行分档
2、所需设备及工装、辅助(工)器具:
2.1所需设备:单体太阳测试仪
3、材料需求:
3.1待检测的电池片
4、个人劳保配置:
4.1工作服、工作鞋、工作帽、口罩、指套
5、作业准备:
5.1清理工作地面,工作台面,保持干净整洁,工具摆放有条不紊
5.2检查辅助工具是否齐备,有无损坏,如不完全或齐备及时申领
6、作业过程:
6.1确认电池片测试仪连接线连接牢固,压缩空气压力正常
6.2打开操作面板“电源”开关,按下“量程”按钮
6.3调节嵌位电压,打开气阀
6.4把电池面放在工作台面上,调整电池面位置,使测试仪探针与主栅线对齐,踩下脚阀测试
6.5根据测得的电流值进行分档。
6.6每100片作为一个包装,用纸盒传递
6.7作业完毕,按操作规程关闭仪器
7、作业检查:
7.1检查电池片有无碎裂后隐裂
8、工艺要求:
8.1按技术文件要求进行分档
8.2不得裸手触及电池片
8.3缺边角的电池片根据《质量标准》进行取舍
选片 划片作业指导书

工序目的安全及注意事项:序号名称规格单耗 1.盛放盘单片测试仪待测电池片2,手指套单片测试工作台版本号:V1生效日期:工序:电池片电性能分选受控号下发部门:晶片仓库,划片室按生产计划要广州森阳太阳能科技有限公司广州森阳公司作业指导书文件编号:ZS-ZS-INSTRUCTION-001主要原辅材料工位器具要求:设备要求:检验要求:操作步骤:测试前准备:1,测试当前的室内无尘,温度应为25℃,清理工作区域地面,工作台面卫生,保持干净整洁、工具摆放有条不紊,带手指套.2,察看电池片盒子上的标识符,确定所要分选的电池片规格为生产计划要求的。
3,启动电脑。
4,打开单体太阳能测试仪的工作软件,进入测试界面,调出相应的测试项目栏。
5,取一片电池片放在的工作台面上,电池片的直角对工作台面的直角.运行测试仪一次,当测试仪的探针降落到电池片上时,观察探针是否与电池片的主栅线对齐,如没对齐则调整测试台档板的位置.6,用标准片来对当前光源进行校光(校光应由组长或者现场指导员完成),即当测试仪上的显示数据与标准片上的标贴数据相符时可判定为当前光强满足要求,如不满足要求则通知现场工艺员.正式测试:7,取一电池片放到测试台上,电池片的两边紧贴工作台的定位条。
按下工作台上的绿色按键或脚踏开关,观察显示器上的曲线及性能参数,测试电池片时先按功率按《关于电池片归档的规定》分档.把同一功率同一电流的放在一叠,不同功率放在一起时需有胶片隔开以示区分.如发现曲线不正常时的电池片应该单独放等分选完成后交由工序组长处理。
8,把分选好的电池片放到电池片周转盘子后送到色差分选组,或者打包归库.9,分选完成后填写分选结果报表上交组长。
10,具体分档归类参考《关于电池片归档的规定》11,测试时心中应对于每个档位的摆放位置记在心中。
并且摆放时需具有一定的规律,例如从高到低或者从低到高。
以方便放置时能快速且准确的确定位置。
1,拿电池片时一定要轻拿轻放,手指必须套手指套,头罩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
版本版次页码文件号
编号名称数量
方式数量1手指套若干目视检测100%2泡沫垫若干目视检测100%
3泡沫盒
若干
目视检测100%
目视检测100%
目视检测100%
5.将电池片旋转,分别检查电池片的每一边。
方法同4。
裂片。
标识不要直接贴在电池片上。
编制: 审核: 标准化:
的手指严禁接触电池片。
分别放置在泡沫盒中,并做好缺陷类型及数量标识。
注:2.作业时光照要充足。
3.打开包装盒,按照《电池片取放规范》,将电池片取出,3.手指套要戴好,没有戴手指套
4.以20片/1次为限,对电池片进行分选。
双手捏住电池片确认好电池片实物与外包装箱标识一致后方分选。
主栅线位置,将电池片竖立在操作台泡沫垫上,检查电池片4.电池片要轻拿轻放,避免碰到其他物体或身体的其他部位引起
放在指定区域的托盘上,箱子不 2.桌面上垫上泡沫垫,保持桌面清洁;划分好合格电池片得超出托盘区域且纵向堆放最多放置区和各种类型不合格电池片放置区,并做好标识;按照≤4个箱子。
《手指套使用规范》戴好手指套。
电 池 片 分 选 作 业 指 导 书
A
适用范围:适用于尙维光伏科技有限公司电池片分选。
检查方法1.分选组整箱电池片要放整齐, 1.领料:按照生产工作指令,将电池片从仓库领出。
日期: 日期: 日期: 工艺流程:领料—分选—记录—包装第 1 页 共 2 页
本页所叙述的部分为:领料—分选
所用的工装/工具
作 业 重 点
作 业 步 骤
有无缺角、崩边和大小角等。
将有缺陷的电池片按缺陷类别划分好区域,并作好标识
全部手指要戴好手指套
20片/次
电池片分类放置,同种不良放
整箱电池片要堆放整齐整齐,
要放在指定区域的托盘上,
版本版次页码文件号
编号名称数量
方式数量
1手指套若干2泡沫垫若干目视检测100%3泡沫盒
若干
目视检测100%目视检测100%
目视检测
100%
《电池片取放规范》将不合格电池片进行分别包装退库。
日期: 日期: 日期: 编制: 审核: 标准化: 7.按照《电池片分选检验指导书》要求,分别检查电池片正、反正、反两面电池片有无明显缺陷(见附录)。
有缺陷的电池
片要根据缺陷类型分别区分放置。
如无明显缺陷,仔细检查电池片上面的细栅线,有无暗裂现象。
对于无法判定的电池片放置在待评审区。
所用的工装/工具
作 业 重 点过长,当天不生产的电池片或缺陷片要包装好入库。
检查方法适用范围:适用于尙维光伏科技有限公司电池片分选。
工艺流程:领料—分选—记录—包装
第 2 页 共 2 页
本页所叙述的部分为:分选—记录—包装
4,电池片放在空气中的时间不能8.分选结束后,需要将不合格的电池片进行记录(供应商、规格、档次、缺陷类型和缺陷片数)。
9,将电池片按照供应商、规格、档次进行区分,参考6.将电池片平放在操作台泡沫垫上,每次取一片,从正、反两面检查电池片。
拿取方法:双手大拇指轻轻捏住电池片一面主栅线位置,其他四指托住电池片的另一面。
作 业 步 骤
电 池 片 分 选 作 业 指 导 书
A
翻动电池片时,拿住主栅线银浆部分再将其翻转过来。
分选好后,电池片分门别。