等离子切割机日常点检表
切割机点检表

确认电源开关是否灵敏现 检查 象
昼 夜 昼 夜 昼 夜 昼 夜 昼 夜 昼
确认各部位的螺母螺栓无 检查 松动现象
签 名
点检担当 夜 确认担当
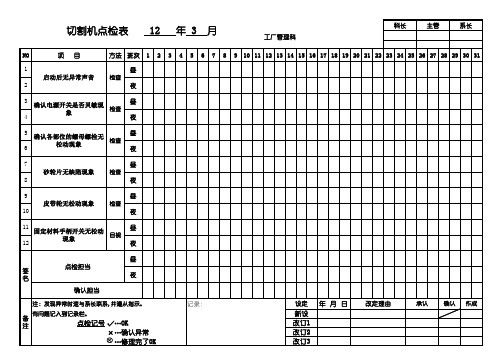
注:发现异常时速与系长联系,并遵从指示。
记录:
设定
年 月 日
改定理由
承认
确认
作成
备 注
有问题记入到记录栏。
点检记号 √…OK ×…确认异常 …修理完了OK
新设 改订1 改订2 改订3
切割机点检表
NO 1 启动后无异常声音 2 3 4 5 6 7 砂轮片无缺陷现象 8 9 皮带轮无松动现象 10 11 12 固定材料手柄开关无松动 目视 现象
检查 检查 检查
12
1 2 3
年 3
4 5 6
月
7 8
科长 工厂管理科
主管
系长
项
目
方法 班次 昼 夜
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
等离子切割机日常点检表
等离子切割机日常点检表1. 前言为确保等离子切割机的正常运行和使用寿命,对设备进行定期的点检和维护是必要的。
本文将提供等离子切割机日常点检表,指导您进行点检。
2. 设备基本信息•设备名称:等离子切割机•品牌型号:XXXX•设备编号:XXXX•生产日期:XXXX•使用状态:正常3. 点检项目3.1 外观检查•切割机表面是否干净、整洁,无异物或积尘。
•切割枪把手是否牢固,无松动、变形或裂纹。
•气压表是否显示正常。
•冷却水箱是否有水,机箱和水泵水管是否密封无漏水。
3.2 电气检查•打火电极是否完好,接点是否清洁无腐蚀。
•控制器显示屏是否正常,有无黑屏、偏色、闪屏等情况。
•启动电源后,观察切割枪是否有电弧或火花产生,如产生,应立即进行维护。
•用万用表检查切割机各接点和线路是否正常。
3.3 气路检查•气压表读数是否正常。
•用气压表检查压缩空气是否达到规定数值。
•需要保持定期上油养护,排水阀定期清理。
3.4 水路检查•水泵及水管连接是否紧密,漏水情况。
•水流道是否堵塞,有无异物堵塞,需要定期清理。
•冷却水箱内是否存有杂质,需要定期清理。
4. 点检频率•外观检查:每周一次。
•电气检查:每月一次。
•气路检查:每次使用前和后。
•水路检查:每天一次。
5. 点检记录记录每次点检的时间、项目、结果,以便进行日常维护和长期跟踪。
6. 结束语对于等离子切割机而言,定期点检和维护是非常重要的。
任何一个小问题如果长期忽视,都可能会导致设备的故障和使用寿命的缩短。
希望本文提供的点检表能够为您的设备管理和维护提供帮助。
特种设备自查记录 - 焊机、等离子切割机

8、中转控制箱内、电焊Байду номын сангаас上不得有杂物;
9、切割机导电嘴完好,无杂物堵塞;
10、切割机压力表必须完好;
综合评估
焊机、等离子切割机检查表
检查时间 检查人员
检查项目
部门
1、中转控制箱必须有漏电保护器;
结果 √/×
发现的问题及采取的措施
2、冷却风扇进风口不得附着了异物;
3、灭火器必须清洁,且压力正常;
4、各接地线连接安全可靠,附件完整;
5、检查电缆绝缘层不得有磨损或其它损坏情 况、不得存在导电部位裸露的现象;
6、电气焊设备移动小车把手必须有绝缘套 管;
切割机点检表
工厂管理科
科长
主管
系长
NO
项目
方法 班次 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
昼
启动后无异常声音
检查
2
夜
3
确认电源开关是否灵敏现 象
检查
昼
设定
新设 改订1 改订2 改订3
年月日
改定理由
承认
确认 作成
4
夜
5 6
确认各部位的螺母螺栓无 松动现象
检查
昼 夜
7
昼
砂轮片无缺陷现象
检查
8
夜
9 皮带轮无松动现象
10
昼 检查
夜
11 12
固定材料手柄开关无松动 现象
目视
昼 夜
昼
签
点检担当
名
夜
确认担当
注:发现异常时速与系长联系,并遵从指示。
有问题记入到记录栏。
备
注
点检记号 √…OK
×…确认异常
…修理完了K
记录:
数控切割机日常点检保养记录表
查调整
Ⅴ Ⅴ
Ⅴ
12
调整轨道导向轴承对轨道 夹紧力
Ⅴ
16 操作人签字
记 √………….正常 1、每日开关前必须实际操作点检 入 ×…………不正常 2、停工后再开机前以△注记原停工日期 方 ⊙…………修理完毕 3、若多日停工可以大△注记即可 法 △…………停工
维修工周检
第一周
第二周
第三周
第四周
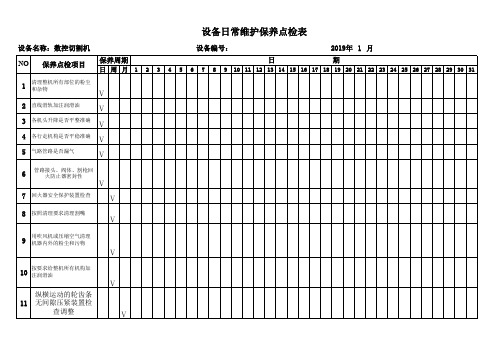
纵横运动的轮齿条无间隙压紧装置检查调整
Ⅴ
2 直线滑轨加注润滑油
Ⅴ
3 各机头升降是否平整准确 Ⅴ
4 各行走机构是否平稳准确 Ⅴ
5 气路管路是否漏气
Ⅴ
6
管路接头、阀体、割枪回 火防止器密封性
Ⅴ
7 回火器安全保护装置检查
Ⅴ
8 按照清理要求清理割嘴 Ⅴ
9
用吹风机或压缩空气清理 机器内外的粉尘和污物
10
按要Байду номын сангаас给整机所有机构加 注润滑油
纵横运动的轮齿条 11 无间隙压紧装置检
设备日常维护保养点检表
设备名称:数控切割机
设备编号:
2019年 1 月
NO
保养点检项目
保养周期
日
期
日 周 月 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
清理整机所有部位的粉尘 和杂物
等离子切割机日常维护保养点检记录表

检查部位
割炬
设备名称:等离子切割机 检查要求(内容)
安装是否正确、确保气体及冷却气流通。
型号/规格
操作者:
保养记录 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
√√√
√√√√√√
√√√√√
电极、喷咀和涡流环 检查是否磨损,应及时更换严重√√
序号检查部位检查要求内容保养记录10111213141516电极喷咀和涡流环检查是否磨损应及时更换严重磨损的部件电极和喷咀的接触面喷咀和电极的接触面是带电的接触面如果这些接触面有脏物割炬则不能正常工作
月 份:
序号 1 2 3
4
5 6 7 8 9
1 2 3
4
5 6 7 8 9
设备日常维护保养点检记录表
割炬连接螺纹
在更换消耗件或日常维修检查时,一定要保证割炬内、外螺纹清洁,如 有必要,应清洗或修复连接螺纹。
√
√
√
√√√√√√
√√√√√
电极和喷咀的接触面
喷咀和电极的接触面是带电的接触面,如果这些接触面有脏物,割炬则 不能正常工作。
√
√
√
气体和冷却气
每天检查气体和冷却气流的流动和压力,如果发现流动不充分或有泄 漏,应立即停机排除故障。
√
√√√√√√ √√√√√√
√√√√√ √√√√√
注:1.操作者每日检查 2.点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态。
√√√
√√√√√√ √√√√√√
√√√√√ √√√√√
割炬
安装是否正确、确保气体及冷却气流通。
17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
线切割每日点检表A0
6.检查放电电压是否稳定
7.检查照明灯是否正常
8.检查手柄盘控制运转是否正常
9.使用黄油枪,对磨损部位各黄油嘴加注润滑黄油
签名
备注
正常打“√”,不正常打“×”,其它打“△”此表由操作人员按时如实填写
制定:审核:
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢您的配合和支持)
方程中科实业有限公司
线切割每日点检表
规格型号: 设备编号:年月
项目日期
1
2Hale Waihona Puke 3456
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1.清理机身及工作平台杂物
2.检查XY轴运转是否正常
3.检查控制面板各功能按键工作是否正常,显示面板显示是否正常
4.检查各功能开关功能是否正常,红色紧急掣是否良好
数控切割机日常点检表
设备状态点检周期点检方法点检标准
12345678910备注1、数字显示
开机日/2次目测正常2、各表盘值显示
开机日/2次目测正常3、检查稳压器电压
开机日/2次目测220V 4、PLC控制界面
常态日/2次目测无异常1、床身
常态日/2次目测无灰尘2、各方向运行功能
运行日/2次操控无异常3、导轨
常态日/2次目测无卡阻4、工作台面
常态日/1次目测干净5、液氧,煤气
运行日/2次目测无泄漏3设备外观 1.机器周围常态日/2次目测清洁
备注
制造部确认: 设备部确认: 序号12点检项目电器部分
机械部分点检内容
正常“√”异常“X”并对异常内容进行记录说明山西双环重工集团有限公司
数控切割机设备日常点检表
机台号: 年 月
点检日期
点检:操作工
确认:车间设备负责人。
切割机点检表
锯头锁紧装置是否牢固. 角度调整装置是否稳固. 各润滑点是否润滑加油. 喷油油壶油量. 气压表压力是否正常.
目视 加油 电源引线及配电器件有无破损 工作前,作行程,检查各部件是否灵活 . 试作 调整 进刀是否抖动. 目视 调整
NO 每週點檢 9 10 11 12 进刀平稳度检测. 所有紧固件加固. 各电器路件进行检查. 喷油嘴检测. 试作 调整 目视 调整 试作 调整 试作 调整 扳手 扳手 扳手 扳手
NO 每月点检(每月30号前) 13 14 所有紧固件加固 配电系统进行维护 承 认 确 认 调试 调整 调试 调整 點檢者 班 长 扳手 扳手
2011116新規作成年月日改訂理由作成审核批准10111213141516171819202122232425262728293031方法处理手感调整扳手手感调整扳手加油不需加油不需调整不需电源引线及配电器件有无破损加油扳手试作调整扳手调整扳手试作调整扳手10调整扳手11试作调整扳手12试作调整扳手13调试调整扳手14调试调整扳手锯头锁紧装置是否牢固
CR4-P03
4
年
月
设备点检表
1线
切割
新規作成
改訂理由 作成 审核 批准
年月日
设备名
指定维护工具
項 目 1 2 3 4 5 6 7 8 保養點檢項目
设 备
照片
照片
照片
安全作业
卸掉夹头、到头的下面移动台 卸下外套和内轴 轴承上涂润滑油 拆下滚柱轴承(型式 ※清洗外套和内轴去除污垢 卸下铆接机头 使用六角扳手 卸下外套和内轴的地方 3mm的松掉铆接 51202) 受入治具 φ17・ φ17 用顺时针方向拧紧锁住最后用扳手 轴承导杆内径注意 像左图一样内径大的( 像左图一样进行外套的安装 像左图一样内径大的(φ φ17)要 17)要 必须穿戴指定的保护工具 对班长或班长代理汇报。 日 ・期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 异常发生时 方法 处理 手感 调整 手感 调整 目视 加油 目视 加油 目视 调整 扳手 扳手 不需 不需 不需 扳手 扳手 扳手
等离子切割机日常点检表
已检查 清除 正常
有 无 加注
日
期
123456789######################
担当
班长(每周一次)
异常记录
日 期
现象
原因
处理结果
预防措施
备注
8 氧气空气压力是否正常
日
9
操作面板上的指示灯是否正 常
日
10 驱动装置有无异常响声
日
11 检查和更换喷嘴组件
日
12 清除除尘器多余粉尘
日
13 空气过滤器的排水是否正常 日
14 清洁整理工作岗位
日
15 轨道及齿轮有无碰伤,生锈 周
16 导向轮黄油加注
周
标准
清除 清洁.润滑
正常 正常 正常 正常
无 0.85-0.95mpa
______等离子切割机日常点检表
确认 班长
设
备
编号Βιβλιοθήκη 20_ __ 年 __ 月
: _ _ _ _ _
_
_
_
No.
项目
频 次
1 机器移动范围障碍物清除
日
2
X轴.Y轴轨道及齿轮清洁,润 滑
日
3 非常停止按钮动作确认
日
4 X轴Y轴行程开关动作确认
日
5 水槽水位检查
日
6 水槽运行状态确认
日
7 冷却循环装置声音有无异常 日
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重大
安全
隐患
记录
注:保养后,用“√”表示进行了点检,“O”表示休息或放假,“X”表示有异常情况,应在“异常情况记录”栏予以记录。
气管接头无松动、破损,无渗漏现象
4
机器横、纵向导轨和齿条表面润滑良好
5
手推滑车,滑车可以来去自如
6
割炬无松动,点火枪口的垃圾已清理,点火正常
7
设备及周边卫生整洁,机床及导轨上无油污、杂物
8
9
10
11
12
异常情况记录
1
8
3
10
17
4
11
18
5
12
19
6
13
20
7
14
21
备注
1.检查方法:看、听、试
等离子切割机日常点检表
点检月份:年月编号:
设备名称
切割机
规格型号
设备编号
操作者1
操作者2
操作者3
使用部门
检查日期
点检内容
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
电子控制系统连接良好并运行正常
2
所有转动部分无松动,齿轮与齿条咬合良好
3