常用啤件之陷及识别
常用胶料的分类及物理鉴别方法
常用胶料的识别PVC料:化学名聚胜氯乙烯,物料很软,离开火源会自动熄灭,熄灭时火焰黄色,绿边,黄绿白烟,有氯气味。
容易出现的问题:缺胶、披锋、缩水、夹水纹、油污、烧焦等。
(注:要度硬度)HIPS料:化学名聚苯乙烯,啤件表面无光泽(无ABS光亮),断口无白色状,强度比ABS差,表面也不比ABS硬(用到切可感觉到),容易燃烧(但不及ABS),燃烧时橙黄色火焰,浓浓黑烟有气泡产生(ABS无),有淡淡香味,离开火源可继续燃烧。
GP料:即GPPS,容易出现的问题:表面不透明,困气,缺气,擦花等。
啤件透明度高,很脆,其他特性跟HIPS相似。
ABS料:容易出现的问题:困气,气泡,混色,顶裂,闭孔,模印,拖花,缺胶。
啤件表面光亮,硬(相对HIPS料),强度高,折口成白色状,手摸啤件表面光滑,极易燃烧,火焰黄色,冒黑烟,有溶液下滴,有糊臭味,离火可继续燃烧。
PP料:化学名聚丙烯,又名百折胶。
容易出现的问题:哑色,料脆,料花,缺胶,缩水等。
物料稍软,不易折断,比重轻,可浮于水面,手摸啤件表面有触觉感,极易燃烧,离开火源可自熄。
火焰蓝色,黄顶,少许白烟,会发涨,有溶液下滴,石油味,似煤。
PE料:化学名聚乙烯,啤件较PP料软,不易折断,可浮于水面,燃烧时火焰味蓝色,黄色,极易燃烧,离开火源不会自熄,无烟,会发涨,有溶液下滴,有石蜡气味(此点与PP料特别不同)。
POM料:俗名塞钢。
容易出现的问题:缺胶,烧焦,温度过高变形,缩水等。
啤件硬,较脆,易折断,可以燃烧,离开火源可自燃,火焰呈清晰之蓝色,无烟,有溶液下滴,气味有毒特别刺鼻,会令人流泪(这是此料的最大特点)。
PA料:化学名聚酰,又名尼龙。
容易出现的问题:变形,缩水,缺胶,混色,混点等。
最不易折断(特别是用水煲过之后),手摸啤件有触蜡之感,火焰蓝色,黄顶,有泡沫,有一股烧焦羊毛味,离开火源会自动熄灭。
PMMA料:化学名聚甲基丙烯酸甲脂,又名亚加力(亚克力,有机玻璃),透明性最好,易于机械加工。
常用塑胶材料特性
塑胶常识 ??2008-01-27 22:11 ??阅读157???评论0 ?字号:大中小李弢的常用塑胶材料之识别PVC料:化学名聚胜氯乙烯,物料很软,离开火源会自动熄灭,燃烧时火焰黄色,绿边,黄绿白烟,有氯气味。
容易出现的问题---缺胶,披峰,缩水,夹水纹,油污,烧焦等。
(注:要度硬度)HIPS料:化学名聚苯乙烯,啤件表无光泽(无ABS光亮),断口无白色状,强度比ABS差,表面也不比ABS硬(用刀切可感觉到),容易燃烧(但不及ABS),燃烧时橙黄色火焰,浓浓黑烟有气泡产生(ABS无),有淡淡香味,离开火源可继续燃烧。
GP料:即GPPS,容易出现的问题---表面不透明,困气,缺气,擦花等。
啤件透明度极高,很脆,其他特性HIPS相似。
ABS料:容易出现的问题---困气,气泡,混色,顶裂,闭孔,模印,拖花,缺胶。
啤件表面光亮,硬(相对HIPS料),强度高,折口成白色状,手摸啤伯表面光滑,极易燃烧,火焰黄色,冒黑烟,有熔液下滴,有糊臭味,离火可继续燃烧。
PP料:化学名聚丙烯,又名百折胶。
容易出现的问题—哑色,料脆,料花,缺胶,缩水等。
物料稍软,不易折断,比重轻,可浮于水面,手摸啤件表面有触觉感,极易燃烧,离开火源可自烯,火焰蓝色,黄顶,少许白烟,会发涨有熔液下滴,石油味,似煤。
PE料:化学名聚乙烯,啤件较PP料软,不易折断,可浮于水面,燃烧时火焰为蓝色,黄色,极易燃烧,离火不会自熄,无烟,有熔液下滴,会发涨,有石蜡气味(此黑点与PP料特别不同)。
POM料:俗名赛钢。
容易出现的问题---缺胶,烧焦,温度过高变形,缩水等。
啤个软硬,较脆,易折断,可以燃烧,离开火源可自燃,火焰呈清晰之蓝色,无烟,有熔液下滴,气味有毒特别刺鼻,会令人流泪(这是此最大特点)。
PA料:化学名聚酰,又名尼龙。
容易出现的问题---变形,缩水,缺胶,混色,混点等。
最不易折断(特别是用水煲过之后),手摸啤件有角蜡之感,火焰蓝色,黄顶,有泡沫,有一股烧焦羊毛味,离开火源,会自动熄灭。
啤酒包装防伪的原则及识别的技巧

啤酒包装防伪的原则及识别的技巧
包装主要有三种形式:即瓶装、罐装和桶装,假冒啤酒大都出现在瓶装啤酒上。
啤酒包装防伪应遵循以下三原则:
葡萄酒中常用的仿伪措施如破坏性包装、异形瓶、电话号码等在啤酒行业中不适用。
2、包装的不易仿制性。
只有提高防伪的成本,使造假者在庞大的投资面前退却,才是一条比较合适的途径。
商标是显示啤酒产品真伪的重要手段。
应印刷精美,采用高档贴标机贴多标,商标也应整齐美观。
应印刷精美,采用高档贴标机贴多标,商标也应整齐美观。
3、包装的易识别性。
象仪器鉴别,激光全息技术在啤酒防伪上几乎没有实际意义。
当前市场上造假者不外乎有以下几种:
1、利用旧的包装物实施造假。
即内假外真。
2、利用假商标、包装容器造假,也就是内假外假。
3、利用机械化大批量造假。
内外皆假是目前市场上造假者主要手段。
激光光刻技术,喷码机等一次性投资较大的设备,在一定程度上能很好地起到防伪作用。
对于批量机械化造假,厂家可以不断变一些细节让造假者无所适从。
消费者如何识别假冒啤酒:
一、品:名牌啤酒一般具有吉白细腻又持久的泡沫,悦目明快的色泽,酒液清亮,饮后爽口有醇厚感。
二、观:一般原厂啤酒具有包装精美、一致,商标,商标整齐平
整,如果从商标的背面看会有清晰明显的平行条纹,日期喷码清晰。
三、比:因啤酒包装是由流水线作业完成,相同的啤酒其商标高度、喷码高度、压盖大小都应一致,如果两瓶相同的啤酒其包装有区别则可断定此酒为假冒产品。
常用塑胶材料之识别
常用塑膠材料之識別PVC料﹕化學名聚胜氯乙烯,物料很軟,离開火源會自動熄滅,燃燒時火焰黃色,綠邊,黃綠白煙,有氯气味。
容易出現的問題---缺膠,披峰,縮水,夾水紋,油污,燒焦等。
(注﹕要度硬度)HIPS料﹕化學名聚苯乙烯,啤件表無光澤(無ABS光亮),斷口無白色狀,強度比ABS差,表面也不比ABS硬(用刀切可感覺到),容易燃燒(但不及ABS),燃燒時橙黃色火焰,濃濃黑煙有气泡產生(ABS無),有淡淡香味,离開火源可繼續燃燒。
GP料﹕即GPPS,容易出現的問題---表面不透明,困气,缺气,擦花等。
啤件透明度极高,很脆,其他特性HIPS相似。
ABS料﹕容易出現的問題---困气,气泡,混色,頂裂,閉孔,模印,拖花,缺膠。
啤件表面光亮,硬(相對HIPS料),強度高,折口成白色狀,手摸啤伯表面光滑,极易燃燒,火焰黃色,冒黑煙,有熔液下滴,有糊臭味,离火可繼續燃燒。
PP料﹕化學名聚丙烯,又名百折膠。
容易出現的問題—啞色,料脆,料花,缺膠,縮水等。
物料稍軟,不易折斷,比重輕,可浮于水面,手摸啤件表面有触覺感,极易燃燒,离開火源可自烯,火焰藍色,黃頂,少許白煙,會發漲有熔液下滴,石油味,似煤。
PE料﹕化學名聚乙烯,啤件較PP料軟,不易折斷,可浮于水面,燃燒時火焰為藍色,黃色,极易燃燒,离火不會自熄,無煙,有熔液下滴,會發漲,有石蜡气味(此黑點与PP料特別不同)。
POM料﹕俗名賽鋼。
容易出現的問題---缺膠,燒焦,溫度過高變形,縮水等。
啤個軟硬,較脆,易折斷,可以燃燒,离開火源可自燃,火焰呈清晰之藍色,無煙,有熔液下滴,气味有毒特別刺鼻,會令人流淚(這是此最大特點)。
PA料﹕化學名聚酰,又名尼龍。
容易出現的問題---變形,縮水,缺膠,混色,混點等。
最不易折斷(特別是用水煲過之后),手摸啤件有角蜡之感,火焰藍色,黃頂,有泡沫,有一股燒焦羊毛味,离開火源,會自動熄滅。
PMMA﹕化學名聚甲基丙烯酸甲脂,又名亞加力(亞克力,有机玻璃),透明性最好,易于机械加工。
常见表面缺陷名词
常见表面缺陷名词一、金属件1. 坯件①钢材(硬质):拉痕(划道)、裂纹、开裂、重皮(结疤)、锈蚀、花纹、分层、气泡、麻点(麻面)、辊印等。
②铝合金(软质):波浪度、金属和非金属压入、硝石痕的斑点、起皮、裂口、针孔、腐蚀、划伤、擦伤、凹陷、乳液痕、水痕、油痕、压折、飞边等。
2. 弯曲件破裂或裂纹、爆裂、压痕、起皱、产生扰度或变形、工件边缘高低不平、表面不平整。
3. 延伸件起皱、波裂或裂纹、边缘高低不致、工件外形不平整等。
4. 焊接件①熔焊:咬边、焊廇、凹坑、烧穿、漏焊、气孔、夹渣、未焊透、未焊满、塌陷、裂纹等。
②点焊、缝焊:位置不明确、状态不正确、压痕过深(凹坑)、烧伤、裂纹等。
③钎焊:间隙未填满、气孔、纹形成圆角、粗糙不平等。
5. 锻造件:龟裂、裂纹、折叠等。
6. 压铸件:气孔、疏松(缩孔)、冷隔、裂纹、夹渣、花纹等。
7. 溶模件:粘沙、粗糙、疏松(缩孔)、渣孔、砂眼、夹砂、裂纹、错箱、偏芯、变形、气孔、冷隔和欠铸、氧化斑疤、金属(铁)豆、皱纹、氧化脱碳等。
8. 标准件:裂缝、爆裂、凹痕、损伤等。
二、非金属件1. 材料划伤、鼓泡、龟裂、桔皮、霉斑、杂质等。
2. 模压橡胶海棉气孔、模缝错位、缺胶、分模线凸起、毛刺、杂质、凹痕、缩边、喷硫、气泡、皱褶、裂纹、离层、欠硫、明瘤缺料、划伤、粘模、过度修边等。
3. 注塑缺料、飞边、气泡、凹陷、熔接痕(缝)、银纹、波纹、条纹、黑点翘曲(变形)、分层脱皮、粘模、暗色(光泽差)、颜色不均、白霜、白边、肿胀、鼓泡、变色和焦化(浇注口)、光芒浅和冷料斑等。
4. 有机玻璃划伤、擦伤、麻点、凹坑、打光、畸变、杂质、发粘、碎裂、裂纹、分层、银纹、磨痕等。
三、电镀处理1. 电镀:①镀锌:镀层粗糙、发暗、锈蚀、露底等。
②镀铬:镀层粗糙并有颗粒,镀层剥落、露底(局部无镀层)、镀层发暗、镀层有针孔,鼓泡、光亮平滑度差、泛点(斑点、污点)、镀层等。
③镀黄铜:有黄色或褐色、镀层发白或发红、镀层色暗、度层粗糙有流渣等。
常用的胶料识别方法

PVC料 物料很软,很难燃烧,离开火源会自动熄灭,燃烧时火焰黄色,绿边,黄绿白 烟,有痒气味。 啤件表面无光泽(无ABS光亮)断口无白色状,强比ABS差,表面也不比ABS硬 (用刀切时刻感觉到)容易燃烧,燃烧时橙黄色火焰,浓浓黑烟有气泡产生 (但ABS无),有淡淡的香味,离开火焰刻继续燃烧。
HIPS料
GPPS料
啤件透明度极高,很脆,其它特性与HIPS料相似。
ABS料
色啤件表面光亮,硬(相对HIPS料)强度高,折口成白色状,手摸啤件表面光 滑 ,及易燃烧,火焰黄色,冒黑烟,有浓液下滴,有糊臭味,离开火源刻继续燃 烧。 物料稍软不易断,比重软,可浮于水面,手摸啤件表面有触蜡感,极易燃烧, 离开火源可自燃,火焰兰色黄顶,少许白烟会发涨,有溶液下滴,石油味似煤 。 啤件较PP料软,不易折断,可浮于水面,燃烧时火焰兰色黄顶,极易燃烧,离 开 火源不会自熄,无烟,有溶液下滴会发涨,有石蜡气味(此点与PP料特别不 同) 啤件较硬较脆,易折断,可以燃烧,离开火源可自燃,火焰呈清晰之兰色, 无烟,有溶液下滴,气味特别刺鼻,会令人流泪,这是此料的最大特点。
PP料 (百折料)
PE料
POM料 (塞钢料)
PA料 (呢龙料)
最不易折断,(特别是用水煲过之后)手摸啤件表面有触蜡感,可燃烧, 火焰兰色黄顶,起泡沫,有一股烧焦羊毛之气味,离开火源会自动பைடு நூலகம்灭。
PC料 (防弹胶)
啤件坚硬,不易跌落爆,不易折断,难燃烧,火焰黄色有浓烟,喷射火焰,离 开火源会自动熄灭。
K料
材质较软,透明不脆,燃烧特点似HIPS料。
KRATON料 (橡 胶料)
外观似PVC料,但表面不光,啤件有烟火味,放入雪柜不会变硬(而PVC料越冰 越 硬),这是KRATON料与PVC料的最大区别。
包装用PET瓶的质量缺陷分析及处理对策

包装用 !"# 瓶 的质量缺陷分析 及处理对策
#$%&’()( *+ ,-%&./’ 0)+)1/( *+ 234 5*//&)( %$6 7*8 /* 29):)$/ /;) 0)+)1/(
王华山 王美怡
0/ 0 345 树脂 345 树脂由聚对苯二甲酸与乙二醇缩聚而成,即聚 对苯二甲酸乙二醇酯, 为线形聚合物, 成品为乳白色半透 明体或无色透明体。 由于 345 大分子链的结构规整, 所以 它具有较好 的结晶性 能,是一 种典型 的高结晶 性聚合 物。同时由于它的分子链中含有苯环, 故分子链较刚硬, 分子间较强的相互作用力使得它对非极性气体等物质具 有良好的阻透性和抗蠕变性, 结晶速度慢, :(; 以上才能 结晶,制品尺寸稳定。 345 树脂的熔点在 ’<( —’=(; 之 分解加剧。 玻璃化转变温度约 >( —=(; , 间, 高于 ’=(; , 在 0=(; 左右达到最大结晶速率。完全无定型的 345 透 光率可达到 =(? 。 0/ ’ 345 瓶
1 摘要 2 文章介绍了 345 树脂的特点, 叙述了 性能各异的 345 瓶的生产工艺流程。 在分析 345 树 脂材料的结构与性能特点的基础上,详细分析了 345 冷灌装瓶、345 热灌装瓶以及 345 啤酒瓶的常 见质量缺陷及处理措施。 关键词:包装用 345 瓶 热灌装 冷灌装 345 啤酒瓶 #<(/9%1/= !"#$%&"’ () *+, #-. ./))"&"-$ 0(1./-2 3&(4"’’"’ () *+, 5($$1"’ )(& ./))"&"-$ #331/4#$/(-’ 6"&" /-$&(.%4".7 8(00(- 9%#1/$: .")"4$’ () 4((1 ; 1/9%/. )/11/-2 5($$1"’ < =($ ; 1/9%/. )/11/-2 5($$1"’ #-. 5""& 5($$1"’ 6"&" #-#1:’". &"> ’3"4$/?"1: #-. 0"#’%&"’ $( 5" $#@"- 6"&" 3&(> 3(’".7 >)’ 8*96 = *+, 5($$1" =($ )/11/-2 4((1 )/11/-2 *+, A""& 5($$1"
胶料常见缺陷知识
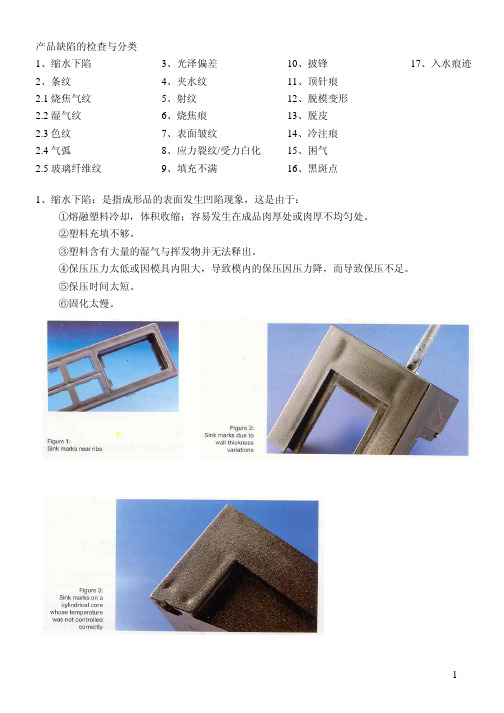
产品缺陷的检查与分类1、缩水下陷3、光泽偏差10、披锋17、入水痕迹2、条纹4、夹水纹11、顶针痕2.1 烧焦气纹5、射纹12、脱模变形2.2 湿气纹6、烧焦痕13、脱皮2.3 色纹7、表面皱纹14、冷注痕2.4 气弧8、应力裂纹/受力白化15、困气2.5 玻璃纤维纹9、填充不满16、黑斑点1、缩水下陷:是指成形品的表面发生凹陷现象,这是由于:①熔融塑料冷却,体积收缩;容易发生在成品肉厚处或肉厚不均匀处。
②塑料充填不够。
③塑料含有大量的湿气与挥发物并无法释出。
④保压压力太低或因模具内阻大,导致模内的保压因压力降,而导致保压不足。
⑤保压时间太短。
⑥固化太慢。
2、条纹(条纹分类)条纹:尤其是烧焦纹,湿气纹和气纹看起来很相似,很难做视觉分类。
为了判断条纹,处理者对塑胶注塑过程及环境对产品的影响须有相当的认识,为此本章将讲解不同类型条纹以作参考。
烧焦纹的特征:●周期性出现●出现在较窄横切面或模具之死角位置●熔化温度几近注塑温度之上限●降低螺杆速度对该缺陷有一定影响●塑化时间过长,或长时间滞留于螺杆前端●使用回收料的比例过多或熔融塑料以前曾熔化过多次●出现于配有热流道之模具●模具装有闭合式射咀(Shut Off Nozzle)湿气纹的特征●原料有吸水特性(如:PA、ABS)●将溶料慢慢地射入空气中,溶料上会出现气泡或有蒸发现象●呈坑状结构●注塑之前的材料湿度太高●环境中的湿气成分过高(尤其当空气与冷模或冷胶粒接触,便产生水点)●形状似“U”形,面积大而无光泽的白色条纹●条纹周边多孔及粗糙气纹的特征●在较少的压力降下该缺陷会变得小一些(The defect becomes smaller with LowerDecompression)●螺杆前进速度慢,该缺陷变小●所啤料中气泡可见●气纹在融料中呈坑状结构2.1、烧焦气纹:烧焦气纹是:①可能因过热②在射出机的加热缸内,因热缸温度太高或塑料滞留过长,而气化产生气体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用啤件之缺陷及识别1.走料不齐:又名缺料,啤件边缘光滑,形状不规则,有不整齐之感。
常发生在①离水口最边的地方;②又细又长的骨位。
2.缩水:因部品收缩导致啤件表面有凹痕,不平整,对光看显示波浪状,常发生在①胶件厚度不均的地方;②胶厚部位;③柱位,骨位。
3.披锋:啤件边缘多出一块很薄的皮,常发生在①分模面;②模具活动芯位;③顶针位,柱位,孔位,扣位。
4.气泡:啤件表面有一与周围颜色不同的泡泡,一般分为①由未及时排出之气体、空气、水气形成的气泡;②热冷缩引起的真空泡。
透明部品要特别注意。
5.夹纹:两股以上的料流融合时在啤件表面形成一条很深之熔结痕。
一般发生在多股料汇合处。
6.射纹:从入水口处开始有多条纹痕向外射,尤以透明件为明显。
7.烧胶:表面不平,有深色或黑色焦痕,一般发生在难走胶、易困气的部位。
8.黑点:有黑色之点状杂质在啤件表面,一般由材料里混有杂料异引起的。
9.哑色:啤件表面不反光,不亮,朦胧,尤以透明件易发生。
10.变色:与签办颜色不地。
透明件易变色,一般由色粉材料或调试比例不对,或模温不对引起。
11.皱纹:啤件表面有波浪纹,由于树脂向一边流动一边变更引起的。
12.变形:啤件扭曲,不平,不直,一股发生在柱位,骨位,细长胶件,盒状胶件。
13.用错料:与规定用料不同,可以通过查包装标签,啤件密度(放水中)及燃烧持续性,火焰和烟的颜色进行识别。
14.粘模:啤件的局部残留模腔,致使啤件啤出后结构不完整(但不同于缺胶)或因设计模具顶出装置系统欠缺,致使啤件难以从模腔中顶出,一般发生在薄壁,胶骨位,扣位,胶柱位上。
15.拖伤:胶件在出模过程中与模腔表面磨擦使胶件表面出现擦花痕迹。
一般发生在多胶、柱高、柱底。
16.多料:因模腔损伤致使胶件表面多出,一般发生在活动哥,柱位,顶针位,分模面。
17.混色:因料不干净或温度过高使胶件表面或内部形成与胶件不同的颜色点(混料不均匀以引起)。
18.混点:成型胶件表面所出现的杂点(如黑点)、焦点。
19.顶白:顶针位因顶出速度太快的原因使胶件发白(白点)。
20.爆裂:成型件出现破碎裂缝现象(如顶出速度或模温度低都可引起)。
21.尺寸偏差:因模具金型不良或成型条件变化使部品尺寸在公差范围外。
22.发白:因啤件难出模而使胶件出现拉白(表面转角位出现白痕),一般发生在顶针位,骨位。
23.顶裂:因顶出系统速度太快,以及啤件不易出模或模温不够,使胶件顶出装置中冲击出裂痕。
24.闭孔:因模具顶针损坏、断,而导致胶件孔塞。
25.模印:因模具型腔表面本身缺陷而形成模腔相对应的状况(如纹状)。
26.油污:成型件因模腔油污未清除干净或打油性脱模剥而使胶件表面出油性污染。
27.料脆:因注塑参数不合要求而使胶件易断,抗冲击,拉伸强度减弱,一般发生在用错胶料,材料配方错误。
28.料花:因胶料未烘干,而使胶件表面出现水纹状。
29.困气:因模具设计缺陷,使模腔空气不易排而使胶件内部出现空心或局部出现烧痕。
常用胶料之识别PVC料:化学名聚胜氯乙烯,物料很软,离开火源会自动熄灭,燃烧时火焰黄色,绿边,黄绿白烟,有氯气味。
容易出现的问题---缺胶,披峰,缩水,夹水纹,油污,烧焦等。
(注:要度硬度)HIPS料:化学名聚苯乙烯,啤件表无光泽(无ABS光亮),断口无白色状,强度比ABS差,表面也不比ABS硬(用刀切可感觉到),容易燃烧(但不及ABS),燃烧时橙黄色火焰,浓浓黑烟有气泡产生(ABS无),有淡淡香味,离开火源可继续燃烧。
GP料:即GPPS,容易出现的问题---表面不透明,困气,缺气,擦花等。
啤件透明度极高,很脆,其他特性HIPS相似。
ABS料:容易出现的问题---困气,气泡,混色,顶裂,闭孔,模印,拖花,缺胶。
啤件表面光亮,硬(相对HIPS料),强度高,折口成白色状,手摸啤伯表面光滑,极易燃烧,火焰黄色,冒黑烟,有熔液下滴,有糊臭味,离火可继续燃烧。
PP料:化学名聚丙烯,又名百折胶。
容易出现的问题—哑色,料脆,料花,缺胶,缩水等。
物料稍软,不易折断,比重轻,可浮于水面,手摸啤件表面有触觉感,极易燃烧,离开火源可自烯,火焰蓝色,黄顶,少许白烟,会发涨有熔液下滴,石油味,似煤。
PE料:化学名聚乙烯,啤件较PP料软,不易折断,可浮于水面,燃烧时火焰为蓝色,黄色,极易燃烧,离火不会自熄,无烟,有熔液下滴,会发涨,有石蜡气味(此黑点与PP料特别不同)。
POM料:俗名赛钢。
容易出现的问题---缺胶,烧焦,温度过高变形,缩水等。
啤个软硬,较脆,易折断,可以燃烧,离开火源可自燃,火焰呈清晰之蓝色,无烟,有熔液下滴,气味特别刺鼻,会令人流泪(这是此最大特点)。
PA---变形,缩水,缺胶,混色,混点等。
最不易折断(特别是用水煲过之后),手摸啤件有角蜡之感,火焰蓝色,黄顶,有泡沫,有一股烧焦羊毛味,离开火源,会自动熄灭。
PMMA:化学名聚甲基丙烯酸甲脂,又名亚加力(亚克力,有机玻璃),透明性最好,易于机械加工。
PC料:容易出现的问题---表面不光泽,顶爆,困气,缺胶,走料不齐,模花等。
(防弹胶)啤件坚硬,透明,不易投爆,不易折断,难燃烧,火焰黄色,有浓烟,喷射火焰,离开火源会自动熄灭。
K 料:材质较软,透明,不脆,燃烧特点似HIPS料。
KRATON料:又名橡胶料,外观似PVC但表面不光,啤件有烟火味,放入雪柜不会变硬,而PVC则越冻越硬,这是KRATON料与PVC 最大的区别。
成品不良现象与原因一、充填不足(Short shot)1.现象零件未完全充填。
2.与机器相关的可能原因。
1)融胶不足2)融胶温度太低3)背压设定不良4)射压(或射速)太低5)射出时间太短6)止回阀间隙太大7)喷咀阻塞3.与模具相关的可能原因1)模温太低2)胶口(或流道)太小3)进点选择不当4)排气不良4.与材料相关的可能原因1)材料本身流动性不良2)流速非材料厂商所预定使用范围二、毛边(Flash)1.现象融胶流出模穴(流入分模面或滑块间隙)。
2.与机器相关可能原因1)射出压力太高2)融胶在料管时间太长3)融胶温度太高4)周期时间太长5)锁模力不足3.与模具相关可能原因1)合模面接触不良(模具破损或合模面平行度不好)2)模具强度支撑不够3)排气不良4)胶道太长5)模具配件尺寸不精密4.与材料相关可能原因1)流动性太好2)润滑剂太多三、凹陷(Sink marks)1.现象成型品表面呈现酒窝状凹陷。
2.与机器相关的可能原因1)融胶温度太高2)射压(或射速)不足3)冷却时间设定不良4)保压压力(或时间)不足5)止回阀不良3.与模具相关的可能原因1)肉厚特高(如肋)处模温太高2)胶口或流道太小3)进点选择不良4)胶口凝固太早5)肋太宽6)包风7)流动不平衡4.与材料相关的可能原因1)材料流动性、收缩性不合2)掺太多二次料四、气泡(Voids)1.现象成型品内部有空泡,可能是未排出之气体、空气、水气或收缩引起的真空泡。
2.相关的可能原因1)射出温度太高2)射出压力太低3)保压时间太短4)保压材料不足5)料管各区温度设定不良6)射速太高7)背压不够3、与模具相关的可能原因1)排气不良2)某些地方特厚3)胶口(或流道)不良4)模温太低4、与材料相关的可能原因1)材料未充份干燥五、凹陷、气泡防止之例凹陷、气泡常因特别厚的部位最晚凝固,材料收缩出现不足现象。
(如上图左)射出件设计宜避免某些部位特别厚,尽可能求均匀,如上图右之例,可免凹陷、气泡。
六、破裂(Cracks)1、现象成品表面产生毛发状的裂纹,脱模后20天内均可能发生。
2、与机器相关的中能原因1)过度充填、保压、残留应力大2)冷却时间太短,或模温太低3、与模具相关的可能原因1)拔模裕度不够2)顶出不良3)润滑液过多4、与材料相关的可能原因1)材料未充份干燥七、白化1、现象特别高内压力部位变白,例如浇口附近、顶出受力处。
2、与机器相关的可能原因1)充填太急2)融胶温度不当3)射压太低4)射咀直径太小5)射咀温度太低3、与模具相关的可能原因1)模温太低2)胶道直径太小3)胶口位置不当4)冷胶井不足5)剧弯剧变厚度6)顶出受力太大或不均4、与材料相关的可能原因1)材料未充分干燥五、翘曲(Warpage)1.现象成品顶出后严重变形。
2.与机器相关的可能原因1)射出压力或时间不当2)融胶在料筒时间太长3)料筒温度太低4)射咀温度太低5)周期不当6)保压不均匀7)内压力过大3.与模具相关的可能原因1)模温太低2)胶口(或流道)太小3)胶口位置不当4)模温不均5)成品原料不均6)顶出不平衡4.与材料相关的可能原因1)流率不当六、熔合线(Knit lines)1.现象两波前交接处未完全融合而产生的强度极弱交线。
2.与机器相关的可能原因1)料管温度太低2)背压设定不合适3)射压(或射速)太低3.与模具相关的可能原因1)模温太低2)胶口(或流道)太小3)进点位置不当4)胶口凝固太早4.与材料相关的可能原因1)流速范围非材料原设定七、熔合线发生及防止熔合线在绕过障碍后料流交汇处形成,如上图左所示。
可设溢流池消除。
如上图右。
熔合线若不可免,宜控制其位置在不显眼,不需高强度之处。
熔合线区域的强度也能籍温度等改良。
十一、流痕(Flow Lines)1.现象成型件表面呈现融胶流动的条纹痕迹,以胶口为中心。
2.与机器相关的可能原因1)射压太低2)融胶在料管停留时间太长3)料管温度太低4)射咀温度太低5)周期时间不当3.与模具相关的可能原因1)模温太低2)胶口(或流道)太小3)排气设计不良4.与材料相关的可能原因1)流速设定不当2)材料内润滑剂不当十二、喷流痕(Jetting)1.现象自胶口射入模穴的融胶呈带状固化,在成型品表面呈蛇状条纹。
2.与机器相关的可能原因1)射速太高2)料管温度不当(太高或太低)3)射咀口太小4)射咀压力不当3.与模具相关的可能原因1)模温太低2)胶口形状不当3)入水口选择不当4)胶口凝固太早4.与材料相关的可能原因1)流速设定非料预定范围十三、喷流痕形成与防止1射速会影响射出件充填情形,射速极快时会产生喷流痕,如上图最右所示。
流口形状与模穴配合方向,也会影响充填情形,右图侧状胶口,熔胶直接冲入模穴,形成喷流。
十四、喷流痕形成与防止2使用重叠胶口代替侧状胶口,波前不能直冲入模穴,可防止喷流。
使用凸片胶口,波前先由流道胶口进入凸先胶口,充满凸先后再入模穴,可免喷流。
十五、银条(Silver Streaking)1.现象成型件表面或表面附近,沿材料流动方向呈银白色条纹。
2.与机器相关的可能原因1)料管温度太高2)螺杆转速太快3)喷咀太小,太热或阻塞4)射胶量超过机器容量的80%5)有气体或水气在融胶内6)清料不彻底3.与模具相关的可能原因1)胶口太小2)胶口或流道有阻塞3)模具有裂缝4.与材料相关的可能原因1)材料未充份干燥2)材料含异物十六、银条成因融胶内有水气(原料未完全干燥),有空气(气体被渗入)、有气体(温高化学作用)均可能形成银条。