主轴动态回转精度测试介绍
主轴动态回转误差测试及分析
主轴动态回转误差测试及分析作者:沈阳机床来源:《CAD/CAM与制造业信息化》2013年第03期本文探讨了关于数控机床主轴动态回转误差的测试及分析问题,首先简要介绍了回转误差的组成、产生的原因及对加工精度的影响等,然后深入研究了回转误差的计算和分析,并编制了分析程序,提供了具体的分析实例。
一、引言机床主轴回转轴误差运动是指在回转过程中回转轴线偏离理想轴线位置而出现的附加运动,是评价机床动态性能的一项重要指标,是影响机床工作精度的主要因素。
回转轴误差运动的测量和控制,是各种精密设备及大型、高速、重载设备的重要技术问题之一。
通过对回转轴误差运动的测定,可以了解回转轴的运动状态和判断产生误差运动的原因。
机床主轴回转误差的测量方法有打表测量、单向测量和双向测量等。
造成机床回转误差的原因有主轴传动系统的几何误差、传动轴偏心、惯性力变形和热变形等误差,也包括许多随机误差。
通过径向跳动量和轴向窜动量测试实验可以有效满足对回转精度测量的要求。
二、回转误差的运动组成机床主轴的回转误差可以分为三种基本形式:①与回转轴线平行的轴向位移(纯轴向窜动);②与回转轴线平行的径向位移(纯径向跳动);③倾斜(纯角度摆动)。
如图1所示。
一般情况下,这三种基本形式的误差是同时存在的,产生的加工误差也是三种形式误差影响的叠加。
径向误差的大小取决于测量头的轴向位置,轴向误差的大小取决于测量头在测量平面上的径向位置。
因此必须说明评定时选择的轴向和径向位置。
三、回转误差产生的原因机床主轴回转误差产生的原因是多种多样的,各种原因对机床主轴运动的影响也不尽相同。
一方面有机床主轴传动系统的几何误差、转动轴系质量偏心产生的误差、所受惯性力变形产生的误差及设备热变形产生的误差等系统性(确定性)误差。
如机床主轴轴系中的轴套、机床主轴轴颈及滚动体的形状误差,特别是滚动件有尺寸误差时,机床主轴将产生有规律的位移。
另一方面,机床主轴回转误差产生的原因还有许多随机误差,如工艺系统的振颤对机床主轴回转的影响等。
简要叙述机床回转轴回转精度检测的实验方案
简要叙述机床回转轴回转精度检测的实验方案如何检测机床主轴回转的精度【按】由于机床回转误差可能会造成主轴传动系统的几何误差、传动轴偏心、惯性力变形、热变形等误差,也包括许多随机误差,所有机床主轴回转精度的检测,便成了评价机床动态性能的一项重要指标。
通过径向跳动量和轴向窜动量测试实验可以有效的满足对回转精度测量的要求。
检测机床主轴回转精度的方法有打表测量、单向测量、双向测量等几种。
一、机床主轴回转精度测量的理论与方法机床主轴回转精度是衡量机械系统性能的重要指标,是影响机床工作精度的主要因素。
机床主轴回转误差的测量技术对精密机械设备的发展有着重要作用。
机床主轴的回转误差包括径向误差和轴向误差。
轴向回转误差的测量相对比较简单,只需在机床主轴端面安装微位移传感器,进行一维位移量的测量即可。
因此机床主轴回转误差测量技术的研究焦点一直集中在径向误差的精确测量上。
(参阅数控机床主轴轴承的温度控制与其工作原理阐述)1)打表测量方法早期机床主轴回转精度不太高时,测量机床主轴误差的常用方法是将精密芯棒插入机床主轴锥孔,通过在芯棒的表面及端面放置千分表来进行测量。
这种测量方法简单易行,但却会引入锥孔的偏心误差,不能把性质不同的误差区分开,而且不能反映主轴在工作转速下的回转误差,更不能应用于高速、高精度的主轴回转精度测量。
除此之外也有采用测量试件来评定主轴的回转误差。
2)单向测量方法单向测量法又称为单传感器测量法。
由传感器拾得“敏感方向”的误差号,经测微仪放大、处理后,送入记录仪,以待进一步数据处理。
然后以主轴回转角作为自变量,将采集的位移量按主轴回转角度展开叠加到基圆上,形成圆图像。
误差运动的敏感方向是通过加工或测试的瞬时接触点并平行于工件理想加工的表面的法线方向,非敏感方向在垂直于第三方向的直线上。
单向测量法测量的主轴回转误差运动实质上只是一维主轴回转误差运动在敏感方向的分量。
因此单向测量法只适用于具有敏感方向的主轴回转精度的测量,例如工件回转型机床。
机床主轴测试实验报告
机床主轴测试实验报告1. 引言机床主轴作为机床的核心组成部分,对于加工精度和效率具有重要影响。
为了保证机床主轴的质量和性能,进行测试是必要的。
本实验旨在通过一系列测试,评估机床主轴在不同工况下的性能指标,为机床的使用者提供参考。
2. 实验目的1. 测试机床主轴的回转精度;2. 测试机床主轴的径向跳动和轴向跳动;3. 测试机床主轴的最大转速;4. 测试机床主轴的稳定性和平稳性。
3. 实验装置和方法3.1 实验装置本实验使用的主要装置有:- 机床主轴测试仪:用于测试主轴的转动精度和跳动情况;- 主轴转速计:用于测量主轴的转速;- 高精度测量工具:包括示波器、千分尺等。
3.2 实验方法1. 回转精度测试:通过在主轴上安装测量标尺,利用示波器测量标尺的波形,评估主轴的回转精度。
2. 跳动测试:使用示波器和千分尺测量主轴的径向和轴向跳动情况。
3. 最大转速测试:利用主轴转速计,逐渐增加主轴转速,记录并测量主轴的最大转速。
4. 稳定性和平稳性测试:连续运行主轴一定时间,在不同转速下观察主轴的稳定性和平稳性。
4. 实验结果与分析4.1 回转精度测试结果经过测试,得到主轴的回转精度为0.005 mm。
根据要求,机床主轴的回转精度应在0.01 mm以内,因此主轴的回转精度在合理范围内。
4.2 跳动测试结果径向跳动测试结果显示,主轴的径向跳动在0.02 mm以内,轴向跳动在0.01 mm以内。
根据标准,机床主轴的径向跳动和轴向跳动应在0.03 mm以内,因此主轴的跳动情况符合要求。
4.3 最大转速测试结果经过测试,主轴的最大转速为8000 rpm。
根据要求,机床主轴的最大转速应在6000 rpm以上,因此主轴的最大转速符合要求。
4.4 稳定性和平稳性测试结果在连续运行主轴2小时的实验中,主轴的转速保持稳定,无明显波动。
在不同转速下,主轴的转速变化不超过2%,达到了平稳运行的要求。
5. 结论通过本次实验,得到了以下结论:1. 机床主轴的回转精度、跳动情况、最大转速以及稳定性和平稳性都符合要求;2. 主轴的回转精度为0.005 mm,径向跳动和轴向跳动均在0.03 mm以内;3. 主轴的最大转速为8000 rpm,稳定性测试显示转速变化不超过2%。
机床主轴回转误差运动测试(精)
综合实验一机床主轴的回转误差运动测试1、实验目的加工高精度的机械零件,对机床主轴的回转精度有非常高的要求。
测量机床主轴的误差运动可以了解机床主轴的回转状态,分析误差产生的原因。
通过机床主轴回转误差运动测试,要求学生:(1) 了解机床的主轴回转误差运动的测试方法。
(2) 熟悉传感器的基本工作原理。
(3) 掌握传感器的选用原则及测试系统的基本组成。
(4) 熟悉并掌握仪器的基本操作方法。
(5) 基本掌握数据处理与图像分析方法。
2、实验原理本实验使用两种方法进行误差运动测试:(1) 带机械消偏的单向法直角座标显示的误差运动测试,见本实验的背景材料中的图1-9。
(2) 电气消偏单向法圆图像显示的回转轴误差运动测试,见本实验的背景材料中的图1-13。
3、实验对象以C6140普通车床的回转主轴为研究对象,测试其在回转情况下的误差运动。
根据测试数据,用图像分析方法表示误差运动,分析误差运动产生的原因。
4、主要实验仪器和设备(1) C6140普通车床(2) 回转精度测试仪(3) 涡流测振仪(4) 信号发生器(5) 双踪示波器(6) 数字式万用表(7) 可调偏心的测量装置5、实验步骤5.1 带机械消偏的单向法直角座标显示的回转轴误差运动测试(1) 按照仪器的操作说明,熟悉系统所用各仪器控制面板上的旋钮、按键的作用及操作方法;(2) 按照原理框图正确地将系统中各仪器的信号线连通;(3) 调整标准盘1(作为补偿信号)和标准盘2(作为误差的测量信号)的偏心量,标准盘2的偏心量e2应尽可能小,仅稍大于被测量轴回转误差值,以保证得到信号即可,偏心量一般调整到0.03mm~0.05mm;标准盘1的偏心量e1应尽可能调大,大到使被测量轴回转误差值相对于偏心量可以忽略不计,及得到一个接近于纯偏心信号的光滑曲线,但因受涡流传感器工作间隙的限制,偏心量无法无限制地加大,一般调到0.40mm~0.60mm即可,并使e1和e2相差180o;(4) 经指导老师检查系统连接正确后,接通电源预热仪器;(5) 按测振仪使用要求调整好涡流传感器的工作间隙;(6) 调整好机床转速,启动机床;(7) 调整测振仪灵敏度,使之满足下面的关系式:e1.k1传感.k1测振仪= e2.k2传感.k2测振仪(8) 将满足以上关系式的两路输出信号经加法器(借用回转精度测试仪后面板上的加法器,此时应将总接口插板抽出)相加,在示波器上得到误差曲线,曲线上最高点与最低点的高度差即为圆度误差的相对值,曲线最大的垂直度即为粗糙度的相对值;(9) 标定,方法为:用正弦信号发生器输出一标准正弦信号,使其幅值为测振仪当前档位(如30um档)的满量程输出的电压值,将该正弦信号送入加法器输入端,在示波器上得到一幅值为A mm的正弦信号,则该测量系统的标定系数为30um/A mm;(10) 求出绝对误差=相对误差(mm)×30um/A mm;(11) 停机床、关仪器,并拆除仪器的所有连接线,整理现场。
主轴回转精度动态测试技术研究

主轴回转精度动态测试技术研究摘要:随着磨床技术发展,对主轴回转精度的要求越来越高。
回转精度包括了轴的径向误差、轴向误差、角度误差及由此衍生出的表面误差和半径误差五种。
其中,径向误差尤其重要。
对于径向误差的动态测量及分析,我们采用了单向测量法和双向测量法,测得主轴不同转速下的同步误差值及非同步误差值,以选取主轴最佳磨削转速。
关键词:同步误差非同步误差径向误差引言自20世纪五十年代开始,我国磨床发展历程中,主轴类零件的制造精度要求一直被设计师认为能够完全实现。
因此,在制造过程中,轴类零件的几何精度要求并不是难点。
社会发展至今,由于汽车工业及计算机技术领域发展的需要,对零件的加工精度要求不断提高,甚至达到了微米级以上。
此种情况下,为了满足市场需求,生产高精度磨床就成为必然。
而主轴的回转运动误差是影响机床加工精度的主因之一。
因此,对高精度磨床的开发,研究主轴回转的动态特性具有现实的重要意义。
在日常生产中,如果磨床达不到磨削精度要求时,我们通常的做法是采取增加机床刚性、结构阻尼、改变零件几何形状以及降低磨床温升等方法来改进磨削性能。
但是,这些改进措施仅能从表面上对磨床工作精度有所改进,根本不能改变磨床的基本性能,即对提升磨床性能作用不大。
我们需要了解主轴性能,通过对主轴的动态测量,将主轴各项运动误差用数据准确地描述出来,以些为据,判断磨床的改进方向,从而准确预测及控制工件加工质量。
1 主轴运动误差在主轴动态回转特性中,通常存在三个基本误差:①径向误差;②轴向误差;③角度误差。
在此三个基本误差的基础上,又可以衍生出两个复合误差:①表面误差;②半径误差。
表面误差是由轴向误差和角度误差共同作用产生的,而半径误差是由径向误差和角度误差共同作用产生的。
对主轴精度影响最大是应该是径向运动误差。
如(图1)所示,当主轴在低速转动时,不会产生角度偏移,也不会发热,此时得到的是一个纯半径的运动误差,轴向误差与角度误差可以忽略不计,并不存在两个复合误差。
数控机床回转轴位置精度的自动检测
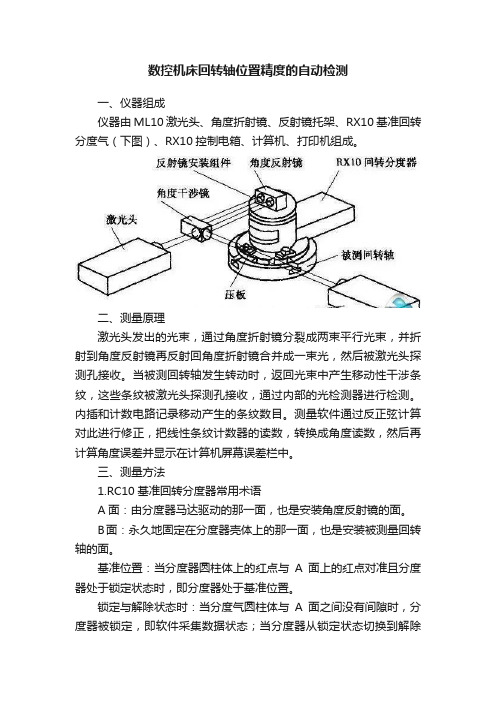
数控机床回转轴位置精度的自动检测一、仪器组成仪器由ML10激光头、角度折射镜、反射镜托架、RX10基准回转分度气(下图)、RX10控制电箱、计算机、打印机组成。
二、测量原理激光头发出的光束,通过角度折射镜分裂成两束平行光束,并折射到角度反射镜再反射回角度折射镜合并成一束光,然后被激光头探测孔接收。
当被测回转轴发生转动时,返回光束中产生移动性干涉条纹,这些条纹被激光头探测孔接收,通过内部的光检测器进行检测。
内插和计数电路记录移动产生的条纹数目。
测量软件通过反正弦计算对此进行修正,把线性条纹计数器的读数,转换成角度读数,然后再计算角度误差并显示在计算机屏幕误差栏中。
三、测量方法1.RC10基准回转分度器常用术语A面:由分度器马达驱动的那一面,也是安装角度反射镜的面。
B面:永久地固定在分度器壳体上的那一面,也是安装被测量回转轴的面。
基准位置:当分度器圆柱体上的红点与A面上的红点对准且分度器处于锁定状态时,即分度器处于基准位置。
锁定与解除状态时:当分度气圆柱体与A面之间没有间隙时,分度器被锁定,即软件采集数据状态;当分度器从锁定状态切换到解除锁定状态时,A面与分度器主体脱离,A面向上移动约2.5mm,随着被测量回转轴的转动,A面通过分度器的海司(Hirth)轴,以每5°为一节反向回转到被测量回转轴所转动的基准位置。
以确保激光光束能够返回到激光头探测孔里面。
2.测量采用RXIO回转轴精度测量软件以及相配套的基准回转分度器,把角度反射镜安装在基准回转分度器顶板(A面)上,再将基准回转分度器安装在被测量回转轴上,角度折射镜安装在机床比较合适的位置上(尽可能靠近基准回转分度器),然后调试激光干涉仪与角度折射镜和角度反射镜之间的光路准直,并确保基准回转分度器,在锁定与解除锁定状态下以及两个终端目标位置之间切换时,光路强度信号在测量范围之内。
开始测量时,首先确定测量基准位置,当被测量回转轴转动到某一个目标位置时,基准回转分度器从锁定状态切换到解除锁定状态,固定在基准回转轴分度器上的顶板(A面)与基准回转分度器主体脱离,顶板(A面)拖起角度反射镜向上移动约2.5mm,然后向相反方向以每5°为一节回转到被测量回转轴所转动的基准位置上。
机床主轴回转精度实验报告
实验报告
实验名称:机床主轴的回转精度实验
班级:
姓名:
学号:
成绩:
湖南工业职业技术学院机械系数控中心
实验三:机床主轴的回转精度实验
一、实验目的:
1、掌握机床回转误差运动状态及对工件加工精度的影响;
2、了解车床主轴回转误差的测量方法。
二、实验器材:
1、C620车床一台,
2、圆柱心棒一根,
3、千分表三个。
实验方法:
4、按图示把心轴安装到车床主轴上;
2、按图示安装上千分表;分别离主轴前端50mm,100mm,200mm,400mm,600mm处测量各一次;
3、低速(150r/min)开动机床,记录跳动值和窜动值;
4、高速(630r/min)开动机床,记录跳动值和窜动值;
5、依下列方式计算出角向摆动:
tgα=(600mm处的跳动值-100mm处的跳动值)/(600-100),多算几处,取平均值。
主轴回转精度的测定
实验主轴回转精度的测定一、 概述随着机械制造业的发展,对零件的加工精度要求越来越高,由此对机床精度要求也越来越高。
作为机床核心——主轴部件的回转误差运动,直接影响机床的加工精度,它是反映机床动态性能的主要指标之一,在《金属切削机床样机试验规范》中已列为机床性能试验的一个项目。
多年来,国内外一直在广泛开展对主轴回转误差运动测量方法的研究,并取得一定的成果。
研究主轴误差运动的目的,一是找出误差产生的原因,另一是找出误差对加工质量影响的大小。
为此,不仅对主轴回转误差运动要能够进行定性分析,而且还要能够给出误差的具体数值。
过去流行的测试与数据处理方法,是传统的捷克VUOSO双向测量法和美国LRL单向测量法。
前者适用于测试刀具回转型主轴径向误差运动,后者适用于测试工件回转型主轴径向误差运动。
两种方法都是在机床空载或模拟加工的条件下,通过对基准球(环)的测量,在示波器屏幕上显示出主轴回转而产生的圆图象。
将圆图象拍摄下来便可用圆度样板读取主轴径向误差运动数值。
这种测试方法虽然能够在试验现场显示图形,直观性强,便于监视机床的安装调试,但也存在一些不足,如基准钢球的形状误差会复映进去,不能反映切削受载状态,存在一定的原理误差等。
所以测量精度难以提高,实际应用受到一定限制。
经过多年的研究,目前主轴误差运动主轴误差运动的测试与数据处理方法有了很大的改进,引入频镨分析理论和FFT变换技术,通过用计算机来进行测量数据处理,使整个测量过程更方便、数据处理更科学、测量结果更正确。
二、 实验目的1.了解机床主轴回转误差运动的表现形式、定义、评判原则、产生原因及对机床加工精度的影响。
2.懂得主轴回转误差的测量方法及实验原理。
三、 主轴径向误差运动的测试原理及方法1.主轴回转误差运动主轴回转时,在某一瞬时,旋转的线速度为零的端点联线为主轴在该瞬时的回转中心线。
理想情况下,主铀回转中心线的空间位置,相对于某一固定参考系统应该是不随时间变化的。
超精密车床主轴回转精度动态测试仿真
摘要 : 该文提出了用两点误差分离法动态测试超精密车床主轴回转误差运动和基准轴圆度误差的方法 , 建立了数学模型并 进行了仿真 。仿真表明回转误差运动中的偶次分量不会影响测试精度 , 而奇次分量会影响 , 但测试原理误差主要来自三次 分量 ,而三次分量的影响很小 ,所以该测试方法切实可行 。 关键词 : 超精密车床 ; 主轴 ; 回转误差运动 ; 动态测试 ; 误差分离技术 ; 仿真 中图分类号 : TH161 文献标识码 :B
第 19 卷 第6期
文章编号 :1006 - 9348 (2002) 06 - 0096 - 04
计 算 机 仿 真
2002 年 11 月
超精密车床主轴回转精度动态测试仿真
黄长征1 , 李圣怡2
(1. 韶关大学 ,广东韶关 512005 ;2. 国防科技大学 ,湖南长沙 410073)
传感器 S 1 和 S 2 分别测得第 0 点的信号 S 1 (θ 0 ) 和 S 2 (θ 0) :
S 1 (θ 0 ) = R (θ 0 ) + e (θ 0) ) - e (θ S 2 (θ 0 ) = R (θ 0 - π 0) ( 1) ( 2)
因车床主轴回转径向误差运动有在同一方位大小不变 的性质 , 所以当主轴转过 180° 如图 1 ( b) 示 , 传感器 S 1 和 S 2 这 时所测得第 ( n/ 2) 点的信号 S1 (θ n/ 2 ) 和 S 2 (θ n/ 2 ) 分别为 :
a11 =
图3 动态测试系统总体结构图
5 测试原理仿真
( 15)
2
n
n- 1
i =0
ΔS1 (θ) ∑
i
n- 1
・ cos (θ i) ・ sin (θ i)
背景资料 综合实验一机床主轴回转误差运动测试
实验一机床主轴的回转误差运动测试随着科学技术的飞速发展,很多行业对回转轴差动误差的测量都极为重视,例如,有许多行业的设备都需要高精度的机械零件,它们的形状误差和表面粗糙程度往往要求在0.1~0.25μm以下。
要加工出这样高精度的机械零件,需要多方面的条件来配合才能够满足要求,其中的机床主轴的回转精度是最关键的条件之一。
而测量主轴的误差运动则可以了解机床主轴的回转状态及产生误差的原因,对机床的加工而言,它可以用来预测机床的理想加工条件下所能达到的最小形状误差,并判断产生加工误差的原因。
本实验对如何正确测量机床主轴的误差运动进行一些探讨。
一、有关的基础知识1 轴误差运动理想回转轴线——回转轴运转时,其轴心线在空间的位置稳定不变,即与空间的一条直线相重合,且无轴向的相对移动,我们就称这条固定直线为理想轴线。
但实际上,回转轴组件由于各零件的加工误差及安装误差存在,它的回转轴线在空间的位置是漂移的,并非固定不变。
那么,我们就把回转过程中实际的回转轴轴心线对理想线的相对位置的相对位移定义为回转轴的误差运动。
在实际研究中,往往根据不同的研究对象和目的,可以将理想轴线有选择地和不同的元件“固接”在一起。
例如,我们研究轴承时,可以把理想轴线和轴壳“固接”,这时的误差运动是回转过程中回转轴线对轴承壳体的相对运动,反映出轴承的回转质量,如果研究的是加工设备(如机床),对刀具回转类机床,理想轴线可以与工件“固接”;对于工件回转加工类机床,理想轴线则可与刀具“固接”;这时主轴的回转误差运动就是刀具——工件之间的相对位移,反映出来的是加工误差。
但应注意,回转误差运动是一个复杂的合成误差,它是由几个方向的误差所组成,下面来具体分析(见图1-1):总的来讲,实际回转轴线对理想轴线AB在每一个瞬间的相对运动可以分解为三类五个运动:纯轴向运动z(t),纯径向运动x(t)和y(t),倾角运动α(t)和β(t)。
从分解的五种运动的特点可看出,径向误差运动r(t)是由纯径向运动x(t) 、y(t) 和倾角运动α(t)、β(t)合成的结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主轴动态回转精度测试介绍
一、前言
数控机床主轴组件的精度包含以下两个方面:1.几何精度-主轴组件的几何精度,是指装配后,在无负载低速转动(用手转动或低速机械转速)的条件下,主轴轴线和主轴前端安装工件或刀具部位的径向和轴向跳动,以及主轴对某参考系统(如刀架或工作台的纵、横移动方向)的位置精度,如平行度和垂直度等;2.回转精度-指的是主轴在以正常工作转速做回转运动时,轴线位置的变化。
二、主轴回转精度的定义
主轴在作转动运动时,在同一瞬间,主轴上线速度为零的点的联机,称为主轴在该瞬间的回转中心线,在理想状况下,主轴在每一瞬间的回转中心线的空间位置,相对于某一固定的参考系统(例如:刀架、主轴箱体或数控机床的工作台面)来说,应该是固定不变的。
但实际上,由于主轴的轴颈支承在轴承上,轴承又安装在主轴箱体孔内,主轴上还有齿轮或其它传动件,由于轴颈的不圆、轴承的缺陷、支承端面对轴颈中心线的不垂直,主轴的挠曲和数控机床结构的共振等原因,主轴回转中心线的空间位置,在每一瞬时都是变动的。
把回转主轴的这些瞬间回转中心线的平均空间位置定义为主轴的理想回转中心线,而且与固定的参考坐标系统联系在一起。
这样,主轴瞬间回转中心线的空间位置相对于理想中心线的空间位置的偏离就是回转主轴在该瞬间的误差运动。
这些瞬间误差运动的轨迹,就是回转主轴误差运动的轨迹。
主轴误差运动的范围,就是所谓的「主轴回转精度」。
由此可见,主轴的回转精度,说明回转主轴中心线空间位置的稳定性特点。
三、主轴回转精度量测
3.1 主轴回转误差运动的测量与研究目的
对主轴回转误差运动的测量和研究有两方面的目的:
(1).从设计、制造的角度出发,希望通过测量研究找出设计、制造因素与主轴误差运动的关系,及如何根据误差运动的特点,评定主轴系统的设计和制造质量,同时找出产生误差运动的主要原因,以便做进一步改善。
(2).从使用的角度出发,希望找出主轴运动与加工精度和表面粗糙度的关系,及如何根据误差运动的特点,预测出数控机床在理想条件下所能加工出的工件几何与表面粗糙度,给选用数控机床及设计数控机床提出依据。
3.2 主轴回转精度之测试方法
主轴回转精度之测量方法,有直接测量法与间接测量法(试件法)两大类,其中直接测量法又有静态与动态测量两种方式。
(1).静态测试法-
在主轴锥孔中插入精密之测试棒,用量表接触试棒的表面和端面,轻轻旋转主轴量测在不同角度上的读值。
优点:测量方法简单,容易操作,能检验出主轴锥孔中心线与回转中心线是否同心;缺点:不能反映主轴在实际工作转速下的误差运动,且不能反映该误差运动可能造成的加工形状误差及对表面粗糙度的影响。
(2).动态测试法-
以标准试棒偏心安装,在径向固定两互相垂直的位移传感器,再轴向另安装一垂直方向的位移传感器,其信号经放大器输入示波器,测量旋转敏感方向的主轴误差运动。
3.3 运动误差图名词解释
(1).总误差运动(Total Error Motion)-以足够多的圈数记录下的全部误差极坐标图,它代表主轴在一定转速下的误差运动情形。
(2).平均误差运动(Average Error Motion)-是总误差运动极坐标图的平均轮廓线,代表该机台在理想切削条件下所能加工出零件的最好圆度。
(3).随机误差运动(Asynchronous Error Motion)-是总误差运动对平均误差运动的偏离,它表示在理想切削条件下所能获得的加工表面粗糙度。
(4).基本误差(Fundamental Error)-平均误差运动的最密切圆,代表主轴轴心线每转一次的轴向误差。
(5).残余误差(Residual Error)-平均误差运动对基本误差图像的偏离,代表端面加工的平面度。
3.4 主轴动态回转精度分析
A .造成径向运动误差(Radial Error Motion)的原因:
有两个主要的原因造成数控机床上之主轴回转精度误差:
1.轴承(Bearings),包含轴承不对心(bearing alignment)。
2.机台结构变形造成主轴与量测点间的动态位移(Structural motion between
where the probe is mounted and the spindle.)。
B .造成径向平均误差(Average Error)的原因:
1. 轴承内(外)环轨道不圆(Out of round stationary bearing races)。
2. 轴承座不圆(Out of round bearing seats)。
3. 轴承座不对心(Misaligned bearing seats)。
4. 主轴动不平衡偶合结构刚性不均匀(Out of Balance condition coupled with
non-uniform),(I.e. a structure that is weak in one direction)。
5. 机台结构与主轴转速共振(Resonant conditions of the machine structure that
are synchronized with the rotational speed)。
C .造成径向异步误差(Asynchronous Error)的原因:
1. 轴承预压不当(Improper preload )。
2. 轴承缺陷(Bearing defects)例如:
•滚珠或滚柱尺寸有差异或缺陷(Size variation or defects in rolling elements.)。
•滚珠或滚柱与轨道面的摩擦(Defects such as galling of rotating race)。
•保持器磨损变形或组装不良。
(Bearing cages –worn or installed improperly )
3. 机台结构变形造成相对振动(Structural Motion / relative vibration)。
4. 由机台外部振动源造成的结构振动变形(Conducted vibration from the floor
that caused motion between the probe and master target.)。
5. 机台内部振动源(Self excited motion)引起的:
•液压系统(Hydraulic system)
•冷却系统(Coolant system)
•齿轮、皮带及皮带轮(Gears, belts, pulleys)
•润滑系统(Lubrication systems)
6. 机械结构或主轴之共振(Resonant frequencies of the machine elements
including the spindle that are not synchronized to the rotational speed.)。
四、主轴回转精度实际测试范例
ØVICTOR 车床主轴回转精度测试架设范例
ØVCENTER 综合加工机主轴回转精度测试架设范例
Ø主轴回转精度实验所量测结果范例说明
轉速vs.同步與非同步誤差
五、结论
采用此一精密量测技术有下列各项优点:
1. 主轴动态回转精度量测能够评估主轴之运转特性,藉由此一量测可以得知主
轴组装情形,再决定是否需要重新组装。
2. 藉由此一量测,可以得知主轴的较佳运转转速而得到较理想的工件,而无须
由实际切削结果反推理想运转速度。
3. 当转速接近共振频率时,主轴之回转误差会急遽增加,由此一量测亦可测得
其共振频率。
4. 在单点搪孔作业中,平均误差运动与加工完成的孔之真圆度有直接相关;随
机误差运动加工完成的孔之表面粗糙度亦有直接关连,若主轴有较小的随机误差运动,便能够加工出较佳之表面粗糙度。