子午线轮胎用原材料性能要求及成品检测
半钢子午线轮胎外观检测

一、成品外观质量的检查项目和外观缺陷修饰
轮胎成品的外观质量检查就是认真细致的检查每 条轮胎成品的胎里和胎外的质量,并按技术规定的外 观质量标准和等级标准进行分类和分级。 成品外观质量的检查目前仍采用手触和目测的方 法来进行检查。当轮胎外观质量将影响到使用质量, 则要按技术规定的质量标准判定为次品或废品。 成品外观质量检查的方式一种是检查人员人工滚 动轮胎进行检查。一种是将轮胎放到外观检查机上进 行检查。其方式是硫化后的轮胎从辊道线上取下,套 在慢速的锥形辊筒上先作外表的全面检查,接着将轮 胎放上扩胎机,扩开两个胎圈进行胎里的全面检查。 锥形辊筒和扩胎机都安装在辊道的两侧。
修饰或修补过的轮胎需再一次进行检查,认 为符合外观质量标准的可入库存放。对于加热修 补的轮胎,如若第一次修补后,修补的部位仍未 达到质量标准,就不能进行第二次加热修补,避 免轮胎修补部位经二次加热修补后,该部位的胶 料过硫,影响轮胎使用质量。
ห้องสมุดไป่ตู้
其他缺陷还有多 种缺陷暂不细讲。
X光检查 X光机大体上有X射线发生器及配套装 臵、辊道、装卸胎机构、撑胎器等够构成。 轿车及轻卡子午胎一般进行重启检查;全 钢载重子午胎则进行费重启检查。轿车及 轻卡子午胎的某种规格在产品质量稳定期 时一般按5%~10%的百分率进行X光抽查; 不稳定时期要增加抽查量,甚至100%检测。 全钢载重子午胎必须100%进行X光检测。
(2)、轮胎的外观缺陷属于面积较大或较深的, 要先将缺陷部位用软轴小砂轮打磨,清净打磨部 位的表面,再涂刷专用的粘合胶浆,待胶浆干燥 后,补贴专用的快速硫化胶片压实,并用刀子削 平整,做到补贴的胶片不要过厚或过薄,而后在 修补的部位放上电烙铁模或通蒸汽的修补模型, 用夹具夹压住进行局部的快速硫化。修补硫化的 时间是根据修补用的胶片的厚度来确定。
子午胎胶料半成品及成品质量缺陷产生原因分析
九.胶帘布裁断常见的质量缺陷 产生原因
1.帘布裁断宽度不符合技术标准 产生原因: 1.1.设定裁断宽度不合适; 1.2.定长递布装置运行不稳定等。 2.帘布裁断角度不符合标准 产生原因: 2.1.设定裁断角度不合适; 2.2.钢丝帘布不平整; 2.3.压延的钢丝帘布边部卷取不齐等。
九.胶帘布裁断常见的质量缺陷 产生原因
5.胶料喷霜 喷霜是一种由于配合剂析出胶料表面而形成
一层类似“白霜”的现象,多数情况下是硫黄析 出,也有是某些配合剂(如某些品种防老剂、间苯 二酚,石蜡等)的析出。
产生原因: 5.1混炼温度过高,排胶温度过高; 5.2硫黄颗粒大小不均,称量不准确; 5.3硫黄、防老剂、促进剂、白色填料等选用不 当; 5.4混炼胶压片过程中胶温过高等。
3.表面不光滑、粘性差 产生原因: 3.1.挤出机各部位温度不符合技术规定; 3.2.压延辊筒的温度不符合技术规定; 3.3.胶料混炼不均; 3.4.胶料的门尼粘度过低粘辊等。
六.内衬层常见的质量缺陷 产生原因
4.喷霜或有自硫胶 产生原因: 4.1.胶料的存放时间过长; 4.2.胶料有自硫或混入其它胶料或混炼不均; 4.3.返回胶掺用过多或返回胶是多次返回的; 4.4..机头排胶温度过高等。 5.复合差级不符合技术标准 产生原因: 5.1过渡层或气密层拉伸宽度发生变化; 5.2.定中心装置不灵敏等。
三.纤维胶帘布常见质量缺陷产生原因
3.胶料与帘布附着不好,掉皮 产生原因: 3.1.帘布未干燥好; 3.2.压延辊筒温度过低; 3.3.胶料门尼粘度过高; 3.4.帘布表面有污染; 3.5.干燥后帘布温度过低等。 4. 胶帘布表面粗糙 产生原因: 4.1.胶料热炼不均匀,供胶温度低; 4.2.压延辊筒温度过低; 4.3.胶料有自硫等。
子午线轮胎骨架材料的检点及判定方法

科学技术创新2020.18胎体帘线和带束层是轮胎重要的骨架材料,胎体帘线像人的骨架对身体一样,除了要承受轮胎部分应力外,还有缓冲性和稳定尺寸的作用,带束层是主要的受力部件,主要作用是固定胎体及增加胎面的刚性。
由此可见,材料对于轮胎发挥性能至关重要性材料,如果出现异常会使轮胎的性能打折扣,甚至存在安全隐患。
当轮胎的胎体帘线拉伸过紧时,胎肩部位的胎里容易出现露线或内衬层渗透进胎体帘线,由此容易引发胎肩脱层或轮胎漏气;当帘线过松时,在轮胎的胎圈或胎侧区域,反包帘线容易出现波浪,由此容易导致胎圈区域裂口或帘布脱层导致轮胎的耐久性能变差。
当带束层钢丝稀疏时,会导致带束层的安全倍数下降;当带束层呈波浪状时,轮胎胎面的磨耗和抓地性能会变差;此外,如果带束层接头钢丝过度重叠和端头上翘,则会影响轮胎的耐久性能。
由于轮胎的胎体帘线和带束层均包裹在轮胎的内部,无法直接进行观测,传统的方法是将轮胎按照规定进行切割和打磨从而获取轮胎的切片,再对轮胎的切片进行目视检查,进而判定骨架材料是否存在异常情况。
这种方法比较直观和可行,但不够充分且判断上存在一定的主观性,因此有必要进一步给出明确的方法以便进行综合全面的判定。
上述已经提到,对于轮胎胎体帘线的检测,传统的方法包括对于轮胎的切片通过目视检查胎圈钢丝底部帘线的松紧程度、检查胎圈钢丝是否存在明显的变形和移位,这样不够细致也不够具体,因而判定结果会存在一定的主观性,如果判定结果不当,会影响轮胎的使用性能和安全性能。
鉴于上述所存在的问题,在结合现有方法的基础之上,提供一种更为具体的判定方法,以最大限度的规避轮胎的成品材料出现品质和质量问题。
本方法即提供了一种对于子午线轮胎胎体帘线和带束层是否异常的判定方法,用于具体地检查轮胎胎体帘线和带束层是否合格。
所述轮胎胎体帘线的判定方法具体包括以下的步骤:步骤(a )将轮胎按照规定进行切割,切片的宽度约为20~30mm ,对于轮胎的切片要进行打磨处理,保证轮胎切片的切面上能够清晰地看到胎体帘线和带束层等骨架材料,然后对轮胎的切片尤其是轮胎胎圈钢丝底部的帘线进行仔细的检查,了解胎体帘线松紧程度是否适宜;步骤(b )对轮胎的切片在胎肩部位进行切割,观察内衬层与帘线之间的渗透关系;步骤(c )将轮胎的胎侧进行剥离,然后检查帘线是否发生弯曲,具体如下。
子午线轮胎生产所需的天然胶品质要求

颜色标志
绿 留在45μ m筛上的杂质 含量%(m/m),最大 值 塑性初值,最小值 塑性保持率,最小值 氮含量,%(m/m)最 大值 挥发物含量,% (m/m),最大值 灰分含量,%(m/m), 最大值 颜色指数,最大值 绿 绿 褐 红 黄
ISO 247 ISO 244 ISO 1656 ISO 2007
挥发物含量,%(m/m), 0.8 最大值 氮含量,%(m/m),最 大值 塑性初值(Po) ,最小值 0.6 30
塑性保持率PRI ,最小 值 颜色指数,最大值
60
75
75
70
60
50
ISO 2930
-
6
-
-
-
-
ISO 4660
中国天然胶标准
越南天然胶标准
SVR 3L 性能指标 典型值 留在45μ m筛上的杂质含 量%(m/m),最大值 灰分含量,%(m/m), 最大值 0.017 0.144 极限值 0.03 0.50 0.80 0.60 35 60 4 典型值 0.050 0.325 0.26 0.37 38 75 极限值 0.08 0.60 0.80 0.60 30 50 典型值 0.041 0.318 0.30 0.36 34 54 极限值 0.16 0.80 0.80 0.60 30 40 典型值 0.015 0.148 0.23 0.38 72 60 极限值 0.02 0.40 0.80 0.60 60 60±5 TCVN 3769:2004 TCVN 3769:2004 TCVN 3769:2004 TCVN 3769:2004 TCVN 3769:2004 TCVN 3769:2004 TCVN 3769:2004 TCVN 3769:2004 SVR 10 SVR 20 SVR CV60 检验方法
化学工业部关于加强子午线轮胎研制、生产、质量管理的若干规定(试行)
化学工业部关于加强子午线轮胎研制、生产、质量管理的若干规定(试行)文章属性•【制定机关】化学工业部(已撤销)•【公布日期】1989.10.15•【文号】[89]化橡字第617号文•【施行日期】1989.10.15•【效力等级】部门规章•【时效性】现行有效•【主题分类】质量管理和监督正文化学工业部关于加强子午线轮胎研制、生产、质量管理的若干规定(试行)(1989年10月15日以(89)化橡字第617号文发布)第一章总则第一条子午线轮胎是尼龙斜交轮胎的换代产品,其产品性能优越,生产技术复杂,工艺要求严格。
为加强生产建设的宏观控制和产品质量管理,确保子午线轮胎的质量和声誉,特制定本规定。
第一条本规定适用于轮胎制造行业,凡加工子午线轮胎的单位都必须严格执行本规定。
第二章研制与试产第三条进行子午线轮胎研制要有化学工业部或省、自治区、直辖市下达的正式计划为依据。
各省、自治区、直辖市化工厅(局)下达计划前应征得化学工业部(以下简称部)同意。
第四条企业研制子午线轮胎必须具备以下基本条件:1.产品有较大的用户和销售市场。
2.有先进成熟可靠的技术来源。
3.有原材料供应渠道。
4.有完善的子午线轮胎生产工艺装备,并形成生产线。
密炼、压延、压出、成型、硫化和成品检测主要工序能满足生产工艺的要求。
5.子午线轮胎与斜交轮胎分开生产,实行单独管理。
第五条根据不同品种,试生产数量应控制在3000条至5000条以下,试生产时间为2年左右。
第六条对试生产期间出厂的产品必须打上不易脱落的“试制品”字样,否则一经查出,则按不合格品论处。
第三章鉴定与投产第七条任何品种、规格的子午线轮胎投产前,必须经研制、试产、鉴定的程序。
产品鉴定分两级管理,属国内首家研制的品种、规格,或由部下达的各种研制计划,其产品由部组织鉴定。
鉴定计划于当年第一季度提出。
其他品种、规格由主管省、自治区、直辖市化工厅(局)鉴定。
鉴定资料须事先报部审查同意后,再履行鉴定手续,鉴定证书报部备案。
全钢子午线轮胎新新用橡胶常用胶种跟性能
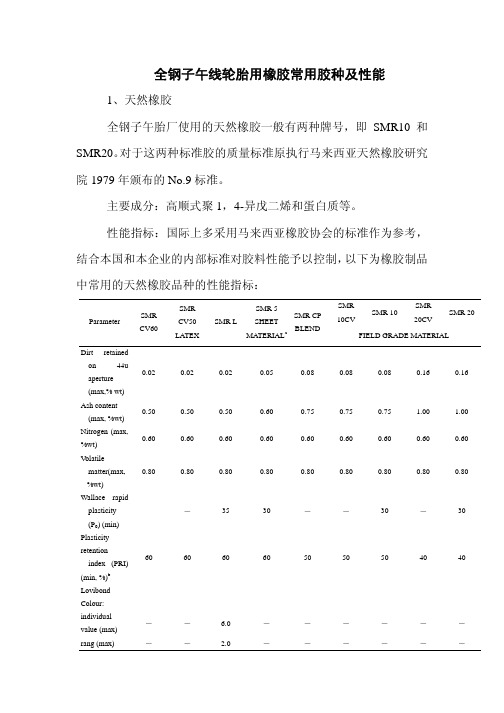
全钢子午线轮胎用橡胶常用胶种及性能1、天然橡胶全钢子午胎厂使用的天然橡胶一般有两种牌号,即SMR10和SMR20。
对于这两种标准胶的质量标准原执行马来西亚天然橡胶研究院1979年颁布的No.9标准。
主要成分:高顺式聚1,4-异戊二烯和蛋白质等。
性能指标:国际上多采用马来西亚橡胶协会的标准作为参考,结合本国和本企业的内部标准对胶料性能予以控制,以下为橡胶制品中常用的天然橡胶品种的性能指标:SMR 10CV SMR 10SMR20CVSMR 20Parameter SMRCV60SMRCV50LATEXSMR LSMR 5SHEETMATERIAL aSMR CPBLENDFIELD GRADE MATERIALDirt retainedon 44uaperture(max,% wt)0.02 0.02 0.02 0.05 0.08 0.08 0.08 0.16 0.16Ash content(max, %wt)0.50 0.50 0.50 0.60 0.75 0.75 0.75 1.00 1.00 Nitrogen (max,%wt)0.60 0.60 0.60 0.60 0.60 0.60 0.60 0.60 0.60 V olatilematter(max,%wt)0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 Wallace rapidplasticity(P0) (min)-35 30 --30 -30 Plasticityretentionindex (PRI)(min, %)b60 60 60 60 50 50 50 40 40LovibondColour:individualvalue (max)-- 6.0 ------rang (max) -- 2.0 ------Mooney viscosity ML(1+4)100 ℃b 60(+5, -5) 50(+5, -5)--65(+7, -5)c-c-Cure dR R R - R R -R-Colour coding markerBlack BlackLightGreenLight GreenBlue Magenta Brown Yellow RedPlastic wrapcolourTransparent Transparent Transparent Transparent Transparent Transparent Transparent Transparent TransparentPlastic stripcolour Orange Orange TransparentOpaque WhiteOpaque WhiteOpaque WhiteOpaque WhiteOpaque WhiteOpaque WhiteaTwo sub-grades of SMR 5 are SMR 5RSS and SMR 5ADS which areprepared by direct baling of ribbed smoked sheet and air-dried sheet (ADS), respectively.b Special producer limits and related controls are also imposed by theRRIM to provide additional safeguard.c The Mooney viscosities of SMR 10CV and SMR 20CV are, atpresent ,not of specification status. They are , however, controlled at the producer and to 60(+7,-5) for SMR 10C and 65(+7,-5) for SMR 20C.d Rheograph and cure test data (delta torque, optimum cure time andscorch) are provided.目前在子午线轮胎生产企业中最常用的品种是:SMR 20和SMR 10,对于这两种产品在使用中的主要区别是:(1)杂质含量:SMR 10<SMR 20,(2)塑性保持率:SMR 10>SMR 20。
子午线轮胎质量分析

论据分析
通过各部位材料能量耗散所占比例分配可以看出,轮胎材料滞后损失能量 (生热量)主要集中在胎面部位,其次是胎圈部位。就是说胎面胎圈部位 材料能量耗散分布所占的比例最大,产生的滞后损失就大,产生的热量相 应也大,同时对应部件越易出现问题。 1、轮胎在滚动时,胎肩部位所受到的交变应力(即,拉伸,压缩,剪切 各种应力同时存在的多项应力)最大也最复杂,产生滞后损失而生热量最 大,出现问题的几率就大。 2、带束层承受着胎体的60——75%的应力,所以带束层端点蠕动量最 大,生热量就大,端点包胶就容易脱离,从而造成肩部脱层/带束层端点 松散。 3、轮胎内磨擦产生的能量消耗占轮胎总能量消耗的80%以上。 4、胎圈部位出现问题多的原因也是如此。 5、子午线轮胎由于胎体帘线呈子午向(径向)排列,在负荷状态下胎侧 径向变形大,因侧向刚性低,胎侧胶承受的应力高。在此情况下,胎侧中 部橡胶经受双向伸张(这也是造成胎侧拉链爆的原因之一),而胎圈区 和胎面边端则为双向压缩,从而致使胎圈区产生屈挠裂口或导致带束层与 胎面边端脱层。
轮胎在使用过程中, 各部位材料能量耗散分布所占比例
胎面39%.带束层8%,胎体帘布6%,基部 胶5%。 胎冠及胎肩部位材料能量耗散合计为58%。 胎圈14%,三角胶13%,胎体帘布6%。 子口部位材料能量耗散合计为33%。 内衬层8%,胎侧胶7%,胎体帘布6%。 胎侧部位材料能量耗散合计21%。
客户服务培训
全钢载重子午线轮胎 质量鉴定知识
轮胎损坏的原因1
使用问题:超载、不标准气压、非标轮辋及轮辋变形或爆破、 车况不良、使用环境与轮胎性能不匹配、撞击、扎伤、急转弯/ 转弯半径过小、急刹车。 性能问题(能力问题):如超载性能、高速性能、散热性能。 性能问题实际与使用问题也有关系。也是受大环境的影响,人 为或少数人不能改变的问题。 制造问题:胶部件脱层(气泡、杂质、粘合不好)、部件之间 无差级或带束层上偏(一般发生在成型工序)、部件尺寸或性 能不合格或胎侧及内衬层接头过大、胎体帘布稀线(一般在压 延裁断帘布尾线部分时)、辟缝(成型定型压力过大或扯拉用 力过大时易造成辟缝)、帘线交叉。 人为制造:用人为制造假病象来掩盖轮胎出现的真实问题。
轮胎材料检测项目 轮胎材料检测标准和方法

轮胎材料检测项目轮胎材料检测标准和方法轮胎作为汽车的关键部件,是汽车性能的一个重要体现。
为了确保汽车行驶安全、乘坐舒适和节约燃料,国内外针对轮胎材料性能检测的试验颁布了多项标准。
这些标准随着我国汽车工业和交通运输业的发展被不断完善,并已列入安全性能检测的技术要求中,本文就轮胎材料检测标准和方法的问题详细的为大家介绍一下。
检测橡塑材料检测实验室可轮胎材料检测服务。
作为第三方检测中心,机构拥有CMA、CNAS检测资质,检测设备齐全、数据科学可靠。
轮胎材料检测项目拉伸强度扯断伸长率、扯断永久变形、静负荷性能、老化后拉伸强度变化率绝对值等。
轮胎材料检测方法1、热轧机法和烘箱法轮胎制造行业是天然和合成橡胶的用户之一。
轮胎的安全和质量需要进行严格的控制,并且所有的原材料都必须经过多项质量测试。
对生橡胶的水分和其他易挥发物质含量规定了两种分析方法:热轧机法和烘箱法。
例如水分含量<1%(典型值为0.20%~0.40%MC,有的水分含量甚至更低),如果水分过高将对生产成型工艺有着重大的影响。
2、卤素干燥法,可以为橡胶行业更好、更快的测定方法,从而生产出高质量、高可靠性的轮胎。
目前塑胶、橡胶行业在产品的生产、注塑、成型工艺控制过程中由于原料水分过大而导致产品出现裂痕、起泡、缩水等系列现象。
卤素快速水分检测仪已被广泛引用到塑胶、橡胶行业不同品种类型的原料、半成品、成品等生产过程中。
轮胎检测标准GB/T2983-2023摩托车轮胎系列GB/T9749-2023力车轮胎性能试验方法GB/T22036-2023轮胎惯性滑行通过噪声测试方法GB/T22628-2023摩托车轮胎滚动周长试验方法GB/T23664-2023汽车轮胎无损检验方法X射线法HG/T 2906-2023力车轮胎静负荷性能试验方法GB/T23663-2023汽车轮胎纵向和横向刚性试验方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.6 高顺式异戊二烯橡胶(IR)
替代NR,混炼胶门尼值低,加工性能好,化学成分与天然胶 相同,生胶强力低。高粘度的粘合配方(子口加强层)采用此胶 有效改进加工性能。由于异戊橡胶纯度高,灰分和凝胶含量较 低,因而质地均匀。异戊橡胶容易塑炼,压出的半成品收缩小, 硫化时胶料流动性好。用于轮胎钢丝子口包布胶和胎圈钢丝挂 胶。
0.8
0.8
0.8 0.8 0.8
0.8
0.8
塑性初值(P0), 最小值
-
30
30
30
30
30
-
塑性保持率(PRI), 最小值
60
60
60
60
50
40
50
拉维邦颜色指数, 最大值
-
6
---
-
-
门尼黏度, ML(1+4)100℃
60±5 ②
-
---
-
③
20CV 红
0.20
1.0 0.6 0.8 - 40 - ③
3.5 卤化丁基橡胶(CIIR或BIIR)
用于轮胎的内衬层(有内胎)或气密层(无内胎)。 轮胎工业中采用的卤化丁基橡胶主要是氯化丁基橡胶和溴化丁基橡胶, 它们均具有空气透过性低的特点,广泛应用于轮胎的气密层配方中,随 卤化丁基橡胶用量的增加,轮胎的气密性能越好。对于无内胎轮胎采用 卤化丁基橡胶能起到保压和保护胎体的作用;对有内胎轮胎主要起保护 胎体免受空气中的氧和水份的侵蚀作用。
子午线轮胎用原材料 性能要求及成品检测
目录
1 对原材料质量首要的要求 2 子午线轮胎用天然橡胶 3 子午线轮胎用合成橡胶 4 子午线轮胎半成品部件的性能要求 5 子午线轮胎的成品检测
1 对原材料质量首要的要求
子午线轮胎的生产,与斜交轮胎相比,除要求生产厂的装备、工艺控制、 生产管理和测试水平要有较大提高外,对所用原材料品种、质量控制和 应用技术也提出了更为严格的要求。 使用性能稳定、均匀一致的高质量原材料,是生产高质量子午线轮胎的 重要保证条件之一。 2 子午线轮胎用天然橡胶 2.1总的要求及包装
目前我国轮胎工业中采用的丁苯橡胶主要是乳聚丁苯橡胶ESBR 1500 和充油乳聚丁苯橡胶ESBR 1712。 由于充油后改善了加工性能,生胶强度高(相对于合成胶而言),且保持 原聚合物的物理机械性能,硫化胶滞后损失小,生热低,耐磨性好,有 好的牵引性能和抗湿滑性等。且充油后产量增大,成本降低。 乳聚丁苯橡胶具有较好的综合性能,它的物理机械性能、加工性能都接 近于天然橡胶,其中耐磨、耐热、耐老化、永久变形和硫化速度等特性 优于天然橡胶。
表 3 标准中国橡胶(SCR) 技术要求(GB/T 8081-1999)
各级橡胶的极限值
性能
恒黏胶 浅色胶 (SCR (SCR CV) L)
绿
绿
留在 45μ
筛上的杂质含量 0.05 0.05
/%(质量分数),最大值
塑性初值,最小值 —
30
塑性保持率,最小值 60
60
氮含量/%(质量分
数),最大值
0.6
GB/T 8658-1998 GB/T 1232.1-2000
GB/T 1232.1-2000(使用 ASTM IRB No.7)
表 5 丁苯橡胶 SBR 1712 技术指标 (优级品)
项
目
挥发分,%
指标 ≤0.60
试验方法 GB/T 6737-1997 热辊法
总灰分,%
≤0.50 GB/T 4498-1997 方法 A
0.6
挥发分含量/%(质量
分数),最大值
0.8
0.8
灰分含量/%(质量分
数),最大值
0.6
0.6
颜色指数,最大值 -
6
门尼黏度, ML(1+4)100℃
65±5①
-
5 号胶 10 号胶 (SCR (SCR
5) 10)
颜色标志
绿
褐
20 号胶 (SCR 20)
红
50 号胶 (SCR 50)
黄
0.05 0.10 0.20 0.50
表6 顺丁橡胶 BR 9000 技术要求(优级品)
性能项目 挥发分,%
指标 ≤0.50
试验方法 GB/T 6737 热辊法
总灰分,%
≤0.20 GB/T 4498 方法 A
生胶门尼粘度 ML(1+4)100℃ 45±4 混炼胶门尼粘度 ML(1+4)100℃ ≤65
GB 1232.1 GB 1232.1
留在45μm
筛网上的杂质/% (质量分数),最
0.05
0.05
0.05
0.05
0.10
0.20
0.10
大值
灰分/%(质量分 数),最大值
0.5
0.5
0.5
0.6 0.75 1.0
0.75
氮含量/%(质量分 数),最大值
0.6
0.6
0.6 0.6 0.6
0.6
0.6
挥发分含量/%(质 量分数),最大值
表1 TSR的级别
原材料
特征
控制黏度
全鲜胶乳
浅色橡胶,具有规定的颜色指数
无规定黏度或颜色
生胶片或凝固的混合 胶乳
无规定黏度或颜色
胶园凝胶和/或生胶 片
无规定黏度 控制黏度
级别 CV L WF
5
10或20 10CV或20CV
表2 TSR的技术要求(ISO 2000:2003)
性能 颜色标识
级 别① CV L WF 5 10 20 10CV 绿绿绿绿褐红 褐
GB/T 1232.1-2000 ASTM IRB No.7
丁苯橡胶是不饱和橡胶,其分子结构中双键含量比天然橡胶低,且因为 苯环的存在减少了双键的活性,所以与天然橡胶相比,丁苯橡胶硫化速 度较慢,胶料不易焦烧或过硫,有较好的耐热、耐氧、耐臭氧、耐日光 老化等性能。 丁苯橡胶分子链侧基中带有庞大的苯环,分子链的柔顺性差,内摩擦大, 因此,丁苯橡胶的弹性、强度、耐屈挠龟裂、耐撕裂、耐寒性等不如天 然橡胶。特别是制品在多次变形时生热较大,在加工过程中压延、压出 变形较大,较难加工,且胶料粘着性较差,贴合成型较困难,但与天然 橡胶相比,丁苯橡胶有较好的耐磨性和耐透气性。 丁苯橡胶的物理机械性能和工艺加工性能的不足之处,可以通过调整配 方和工艺条件,或与天然橡胶并用而得到改善。
3.7 低顺式聚丁二烯橡胶(LCBR )
代替高顺式聚丁二烯橡胶,用于子午线轮胎的耐磨胶条(胎圈护胶),工 艺性能好。 载重子午线轮胎的胎圈护胶,靠近轮辋,摩擦力大,要求有较好的形状 保持、耐磨、硬度高,胶料的门尼粘度一般都较高。以前采用高顺式BR, 以高炭黑、低操作油配合等手段来保证胶料的门尼粘度,但生产时胶料 的加工性能较差,门尼粘度易发生波动。而LCBR具有相对分子质量分 布较窄、胶料填充能力大、炭黑混入时间短等特点,尤其是在加工过程 中门尼粘度降低较小,非常适合于子午线轮胎胎圈护胶的性能要求,在
溶液聚合丁苯橡胶在国内一些轿车子午线轮胎厂已逐步使用,但用量与 国外相比仍较小。它的特点是使高速轮胎在保持较好抗湿滑性的同时具 有较低的滚动阻力,适应了近年来对轮胎的绿色环保要求。特别是充油 溶聚丁苯橡胶,在轿车子午线轮胎胎面橡胶的使用,可提高白炭黑的用 量以取代炭黑,大大降低了轮胎的滚动阻力,虽目前用量小,但前景十
检验方法
ISO 249
ISO 247 ISO 1656 ISO 248:1991 (烘箱法100℃±5
℃) ISO 2007 ISO 2930 ISO 4660 ISO 289-1
①制胶原料见表1。 ②有关各方商定的其他黏度值。 ③这些级别的黏度未被规定,因为其可能发生改变,例如,由于老化和加工。然而,该黏度在 生产端一般控制在65(+7,-5) 的范围,或有关方面商定的其他黏度值。
3 子午线轮胎用合成橡胶
3.1 总的说明和包装:
1)所供材料的包装应合理。 2)所供材料应洁净,同时无外杂质。 3)每包胶的重量不得超过制造厂规定重量±2%。 4)每块胶应用不分解的聚乙烯塑料薄膜打包,其塑料熔点≤115 ℃,比重≤0.925,厚度为0.05mm,当使用产品标号塑料条时,此聚 乙烯塑料必须具有与打包胶块用的材料相似的性能。 5)胶块和容器应清楚地标明内装聚合物品种和制造日期。 6)交货应在生产之日起的12天到8个月之间进行。 7)每次装运货应寄送“质量检验报告”。
2.3 标准橡胶的优点
与传统生产的烟片胶相比,标准橡胶(颗粒胶)的优点是 (1) 使用生胶理化性能分级,合理区分和判别天然橡胶的内在质 量; (2) 机械化程度高,生产周期短; (3) 颗粒胶的粒子小,大大增加了与片状胶相比的干燥面积,既 缩短周期又易控制质量; (4) 采用烧油或煤热风干燥,代替木材熏烟,既节约木材,也保 护了森林资源和生态环境。
表4
丁苯橡胶 SBR 1500 技术要求 (优级品)
项目 挥发分,%
指标 ≤0.60
灰分,% 有机酸,%
皂,% 结合苯乙烯,% 生胶门尼粘度 ML(1+4)100
℃
混炼胶门尼粘度 ML(1+4)100 ℃
≤0.50 5.00~7.25
≤0.50 22.5~24.5
47~57
≤88
试验方法
GB/T 6737-1997 热辊法 GB/T 4498-1997 A 法 GB/T 8657-2000 A 法
30
30
30
30
60
50
40
30
0.6
0.6
0.6
0.6
0.8
0.8
0.8
0.8
0.6
0.75
1.0
1.5
-
-
-
-
-