过程设备、工艺能力验证确认表
特殊过程能力确认表

温度
pH
电流密度
槽电压
时间
试验情况与结论(可附试验报告):
产品型号
零(部)件代号
零(部)件名称
批次
镀覆要求
验证项目
要 求
验证方法
结 论
试验报告编号
备注
□镀层外观
□合格□不合格
□镀层结合力
□合格□不合格
□镀层耐蚀性
□合格□不合格
□镀层厚度
□合格□不合格
□镀层孔隙率
□合格□不合格
□镀层可焊性
□合格□不合格
□距上一次全面确认超岗位资格证有效期
操作证编号
操作证有效期
操作人员经培训上岗,有上岗证与操作证。
设备、仪器仪表:
名称
型号
编号
有效期限
备注
工作介质:
主要工序名称
化学成分
化学名称
分子式
含量g/L
主要工艺参数及工艺方法:
作业指导书
□是□否
文件号
文件名
参数要求
实际参数
□
□
□
检验员:(盖章) 日期:
能力确认结果:
对各项性能进行检测,相关指标符合要求,表明:采用该工艺能够满足相关技术要求,能力得到确认。
结论:□合格 □不合格
编制
会
签
技术质量部
审核
综合保障部
批准
科研管理部
XXX特殊过程能力确认表
过程名称或工序名称
确认时机:
□首次确认
□变更确认
□再确认
□人员变更以及上岗证到期
□新生产设备、监视与测量设备使用
□生产设备、监视与测量设备即将超出有效期及维修更换
工艺验证记录表
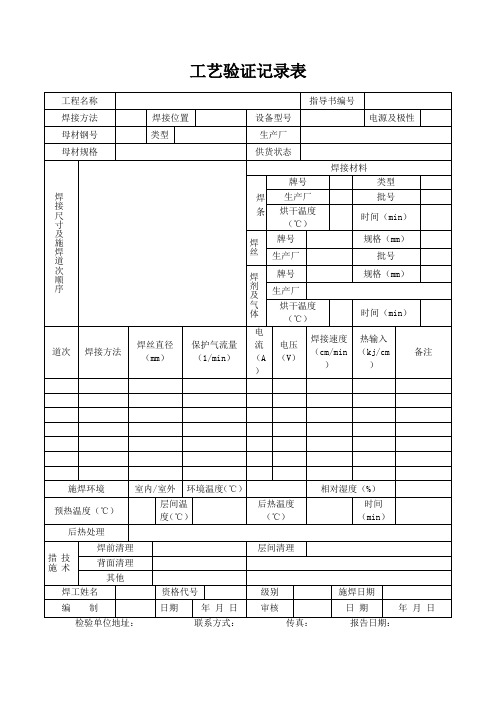
(1/min)
电流
(A)
电压
(V)
焊接速度
(cm/min)
热输入
(kj/cm)
备注
施焊环境
室内/室外
环境温度(℃)
相对湿度(%)
预热温度(℃)
层间温度(℃)
后热温度(℃)
时间(min)
后热处理
技术
措施
焊前清理
层间清理
背面清理
其他
焊工姓名
资格代号
级别
施焊日期
编 制
日期
年 月 日
审核
日 期
年 月 日
检验单位地址: 联系方式: 传真: 报告日期:
工艺验证记录表
工程名称
指导书编号
焊接方法
焊接位置
设备型号
电源及极性
母材钢号
类型
生产厂
母材规格
供货状态
焊接尺寸及施焊道次顺序
焊接材料
焊 条
牌号
类型
生产厂
批号
烘干温度(℃)
时间(min)
焊丝
牌号
规格(mm)
生产规格(mm)
生产厂
烘干温度
(℃)
时间(min)
道次
焊接方法
焊丝直径
(mm)
特殊过程确认表
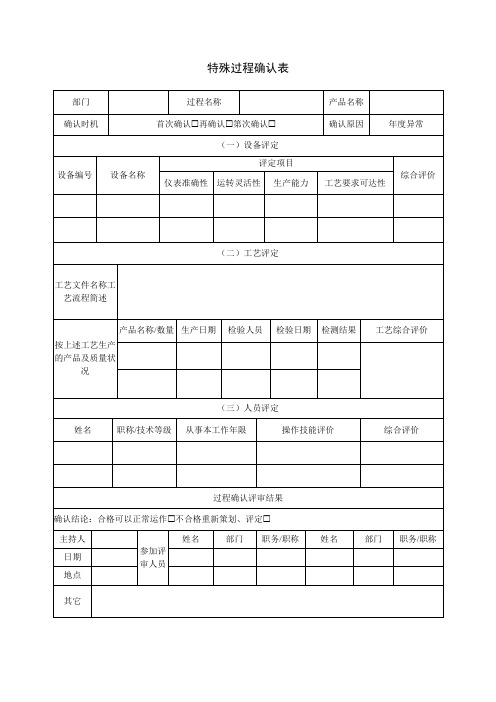
工艺综合评价
姓名
(三)人员评定
职称/技术等级 从事本工作年限
操作技能评价
综合评价
过程确认评审结果
确认结论:合格可以正常运作不合格重新策划、评定
主持人 日期 地点
参加评 审人员
姓名
部门 职务/职称
其它
姓名
部门 职务/职称
特殊过程确认表
ቤተ መጻሕፍቲ ባይዱ部门
过程名称
产品名称
确认时机
首次确认再确认第次确认
设备编号
设备名称
(一)设备评定 评定项目
仪表准确性 运转灵活性 生产能力
确认原因
年度异常
综合评价 工艺要求可达性
(二)工艺评定
工艺文件名称工 艺流程简述
产品名称/数量 生产日期 按上述工艺生产 的产品及质量状
况
检验人员
检验日期 检测结果
特殊过程“焊接”工艺验证表
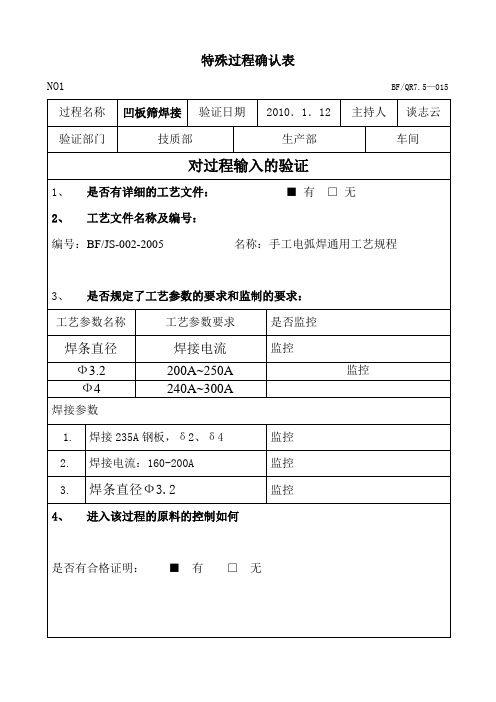
工艺参数要求
是否监控
焊条直径
焊接电流
监控
Ф3.2
200A~250A
监控
Ф4
240A~300A
焊接参数
1.
焊接235A钢板,δ2、δ4
监控
2.
焊接电流:160-200A
监控
3.
焊条直径Ф3.2
监控
4、进入该过程的原料的控制如何
是否有合格证明:■有□无
对过程实施和资源的验证
1、人员是否经过培训、考核和持证上岗:■是□否
记录名称:油漆控制参数记录表BF生-014-1
工艺参数名称
工艺参数要求
监控结果
8:00
13:00
16:00
粘度
30~40s
35
38
36
喷嘴直径
1.5~2mm
2
2
2
空气压力
0.4~0.7Mpa
0.6
0.6
0.65
枪件间距
150~300mm
200
212
240
喷枪移动速度
300~600cm/s
400
425
2、工艺文件
名称:油漆涂装通用工艺规程
3、是否规定了工艺参数的要求和监制的要求:
记录名称:油漆控制参数记录表BF/QR7.5—015-1
工艺参数名称
工艺参数要求
是否监控
粘度
30~40s
监控
喷嘴直径
1.5~2mm
监控
空气压力
0.4~0.7Mpa
监控
枪件间距
450
喷涂幅面
200~300mm
250
220
250
操作工:汤加芳
机械加工特殊过程确认表

机械加工特殊过程确认表.txt 机械加工特殊过程确认表
标题:机械加工特殊过程确认表
一、背景
机械加工过程中存在一些特殊工艺步骤或要求,需要进行确认,以确保工作的顺利进行并达到预期的结果。
本文档旨在记录和确认
这些特殊过程。
二、确认内容
1.特殊工艺步骤:请提供详细的特殊工艺步骤描述,包括所需
机械设备、工具、材料等要求。
2.过程参数:请提供特殊过程的相关参数,如加工速度、温度、压力等。
3.检验方法:请确定所需的检验方法,以确保特殊过程的质量和合规性。
4.安全措施:请列出特殊过程所需的安全措施,以保护工作人员和设备的安全。
三、确认流程
1.提交申请:机械加工负责人填写本确认表,并提交给相关部门或质量管理部门。
2.审核确认:相关部门或质量管理部门进行确认并评估特殊过程的可行性和合规性。
3.批准确认:一旦特殊过程被确认为可行和合规,相关部门或质量管理部门将予以批准。
4.实施过程:按照确认的特殊过程要求进行实施,并确保遵守安全措施。
5.监控和检验:对特殊过程进行监控和检验,以确保其质量和结果符合要求。
四、备注
本确认表适用于所有涉及机械加工特殊过程的工作,所有特殊过程在实施前必须经过确认并获得批准。
以上为机械加工特殊过程确认表,用于确认和记录机械加工过程中的特殊工艺步骤和要求。
根据确认的特殊过程要求进行实施,并确保严格遵守安全措施,以保证工作的质量和人员的安全。
过程确认检查表

生产过程确认检查表受检查单位:4车间受检查过程名称:压铸生产过程确认检查表(续)审核员:年月日审核组长:年月日批准:年月日说明:1.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或出现趋势下降时。
应采取必要的有效措施。
生产过程确认检查表受检查单位:4车间受检查过程名称:熔炼生产过程确认检查表(续)审核员:年月日审核组长:年月日批准:年月日说明:2.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或出现趋势下降时。
应采取必要的有效措施。
生产过程确认检查表受检查单位:一车间受检查过程名称:镦坯(初镦、终镦)生产过程确认检查表(续)审核员:年月日审核组长:年月日批准:年月日说明:3.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或生产过程确认检查表受检查单位:二车间受检查过程名称:滚丝生产过程确认检查表(续)审核员:年月日审核组长:年月日批准:年月日说明:4.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或生产过程确认检查表受检查单位:三车间受检查过程名称:磨配合面生产过程确认检查表(续)审核员:年月日审核组长:年月日批准:年月日说明:5.总平均得分值Tq:大于或等于90%为过程控制目标。
当低于该目标、审核结果远小于以前的结果或出现趋势下降时。
应采取必要的有效措施。
VDA6.3过程检查表

—进行/报请维修与保养
—零件准备/贮存
—进行/报请对检测、试验设备的检定和校准。
4.1.3员工是否适合于完成所交付的任务并保持其素质?
—过程上岗指导/培训/资格的证明
小明回答
—产品以及发生缺陷的知识
—对安全生产/环境意识的指导
—资格证明(例如:焊接证书,视力测定,厂内机动车驾驶证)。
4.1.4是否有包括上岗规定的人员配置计划?
—图纸/订货要求/规范
—质量保证协议
—检验方法、检验流程、检验频次的商定
3.3是否评价供货实物质量?与要求有偏差时是否采取措施?
—质量会谈的纪要
是否发生过来料质量问题(现场IQC)检验记录,处理结果。重新测量的依据夏敏回答
—改进计划的商定与跟踪
—改进后零件的检验记录和测量记录
—对重点缺陷/有问题供方的分析评定。
要素1:过程开发的策划
1.1是否已具有对产品的要求?
---顾客要求
---法规,标准,规定
---物流方案
---技术供货条件(TI)
---质量协议/目标协议
---重要特性
---材料
1.2是否已具有过程开发计划,是否遵守目标值?
---顾客要求
---成本
---进度表:策划认可/采购认可,样件(样车)/试生产,批量生产起始
3.4是否与供方就产品与过程的持续改进商定质量目标,并付诸落实?
—工作小组(由各相关部门组成)
供应商管理方面,是否有供应商的目标、指标要求。夏敏回答
—确定质量、价格及服务的定量目标
—在提高过程受控状态的同时降低检验成本
—减少废品(内部/外部)
---提高顾客满意程度。
3.5对已批量供货的产品是否具有所要求的批量生产认可,可落实所要求改进措施?
(焊接过程)特殊过程确认记录表

特殊过程确认记录表
附件一
培训记录
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、产品符合相关标准及检验文件要求。
责任部门
生产部
生产部、技质部
生产部、技质部
确认记录
培训档案
1、设备验证记录
1、操作记录
2、产品检验合格
编制:审核:批准:
过程设备/工艺能力难验证确认表QR7.5-04
一、确认目的
对关键过程进行确认,证实这些过程实现所策划的结果的能力。
二、确认周期
在工艺/设备/人员/场地等无变化情况上每一年进行一次确认,必要时,可增加确认的频次。
三、确认内容
a)对关键过程操作人员的能力进行鉴定。
b)对关键过程使用的设备满足的能力进行鉴定。
确认时间
按年度培训计划要求中的时间安排
1、在工艺鉴定之前进行
2、6月25日完成
1、在设备鉴定之后工任职要求
1、设备完好标准
2、监视和测量装置周检计划
1、工艺操作规程
2、产品检验标准
确认标准
1、培训应知
2、应试考核合格
1、设备运行正常,电器控制部分性能良好。
2、有计量检测单位检测合格证或自校规定和记录
c)对过程的评审和批准的规定的工艺条件进行鉴定。
四、关键过程确认具体安排
确认内容
操作人员鉴定
设备鉴定
工艺鉴定
确认方法
1、操作人员的培训
2、操作人员的技能
1、对设备的完好状态进行验证
2、对使用的测量工具进行校验,是否在量值范围,是否校验?
1、对工艺的准确性进鉴定
2、对按工艺生产的产品进行检验,是否符合标准要求?