复合机张力控制系统方案
张力控制方案

关于张力控制的方案设计1.图示:放料组送料组收料组2.张力控制说明:张力控制是任何以卷材为原料的机器上最重要的控制系统,其可分为手动和全自动张力控制:手动控制器是依收料或出料卷径的变化而分阶段调整离合器或制动器的激磁电流,从而获得一致的张力;全自动张力控制器是由张力检测器来直接测定卷料的张力,然后把张力资料变成张力信号传回张力控制器从而自动调整离合器或制动器的激磁电流来控制卷料的张力。
3.控制说明:上面张力控制主要是指对放卷到前牵引辊,后牵引辊到收卷2段张力的控制。
张力的形成是由于各传动辊之间的速度差造成的,因此,控制张力首先要控制速度。
在这套系统里面我们所谓的主辊为主速度,其余的滚动辊为从动辊。
具体说,就是在运行中放卷的线速度会慢慢减慢,收卷的线速度会逐步增加。
为达到以上目的,在前牵引辊上安装张力传感器,由传感器测量出来的数据判断是否在允许的张力的范围内,通过PLC的PID指令调节放料辊的转速,从而调节他的线速度达到恒定,达到张力值恒定。
从最后后牵引辊到收卷的速度控制方式相同。
在此种控制方式中,我们主要是为了保证我们的整个系统的速度达到一个稳定的控制,所以会采用PID的调节方式来做。
另外,当我们的产品进行任何的更换,或是我们的主轴速度要进行调整,我们都可以通过牵引辊所测出的张力值来进行收料和放料滚的速度调节。
一般的方式是:当张力值小于我们的最初设定的范围内,那我们可以放慢放料机的速度;当张力值大于我们的最初设定的范围内,那我们可以加快放料的速度,并进行反方向的运转;但是这种控制在调节当中会出现抖动或震荡的现象,所以我们要PID 的整定方式,因为他是采用2维控制,随着调节时间的加长,我们的控制会逐渐趋于稳定。
要注意的地方是,在一开机的瞬间,一般放料和收料马达的速度要和主轴的启动速度相吻合,也就是说主轴的运行速度的下限值要正好可以和从轴的速度达到匹配。
这个就需要在调试过程中进行测量。
但是这种PID控制方式在运行中的控制会相对比较稳定。
合股机张力系统建模与控制策略研究的开题报告
合股机张力系统建模与控制策略研究的开题报告一、研究背景合股机作为一种重要的纺织机械,主要用于织造过程中的纱线张力调节,对织造品质有着至关重要的影响。
传统的合股机张力控制主要依靠经验调整,存在控制精度低、生产效率低等问题。
因此,如何研发一种合股机张力控制系统,提高其控制精度,降低生产成本,成为当前的研究热点。
二、研究目的本文旨在建立合股机张力系统的数学模型,分析其特性,并设计合理的控制策略,提高合股机的控制精度和生产效率。
三、研究内容1. 合股机张力系统建模2. 张力控制算法的研究3. 张力反馈控制系统的设计4. 仿真实验和数据分析四、研究方法本文主要采用理论分析和仿真实验相结合的方法。
通过对合股机张力控制系统进行建模,并设计合理的控制算法和策略,最后通过仿真实验来验证算法的可行性和有效性。
五、研究意义合股机张力控制系统是纺织生产中不可或缺的关键技术之一,研发一种高效、精确的合股机张力控制系统具有重要的实际意义。
本文的研究成果将为纺织企业提高生产效率,降低生产成本,提高产品质量和市场竞争力提供参考和指导。
六、预期成果1. 建立合股机张力系统的数学模型,并分析其特性。
2. 研究合股机张力控制算法,设计合理的控制策略和反馈控制系统。
3. 在MATLAB/Simulink软件平台上进行仿真实验,验证算法的可行性和有效性。
4. 对仿真实验结果进行数据分析, 提出优化改进意见。
七、研究计划第一年:宏观调研、文献查阅、合股机张力系统的数学模型建立。
第二年:合股机张力控制算法的研究、张力反馈控制系统的设计。
第三年:仿真实验和数据分析、论文撰写及答辩。
八、预期难点1. 合股机张力系统的数学模型建立。
2. 张力控制算法的研究,特别是在快速扰动下的稳定性问题。
3. 张力反馈控制系统的设计,如何在实际生产过程中合理选择反馈量。
九、参考文献1. 车悦,陈洪波. 合股机张力控制策略的研究[J]. 纺织学报,2013,34(7):1-5.2. 国家纺织行业标准化技术研究开发中心. 合股机张力控制系统设计指南[S]. 北京:中国标准出版社,2015:1-10.3. 李超,赵明灿. 基于PID控制的合股机张力控制研究[J]. 机械设计与制造,2014,4(3):25-28.4. 石磊,刘珂. 基于自适应滑模控制的合股机张力控制策略研究[J]. 电力系统自动化,2016,40(24):1-5.5. 张成伍. 合股机张力控制系统的仿真研究[D]. 北京:煤炭科学研究总院,2017:1-52.。
复合机张力控制系统方案
复合机张力控制系统方案-汇川复合机专用变频器
系统方案:
复合机是指通过某种工艺方法,将两种或两种以上的材料层合在一起,形成新的一体材料的设备。
经过复合后的材料一方面保持原有材料的优点,另一方面还能弥补彼此的缺点。
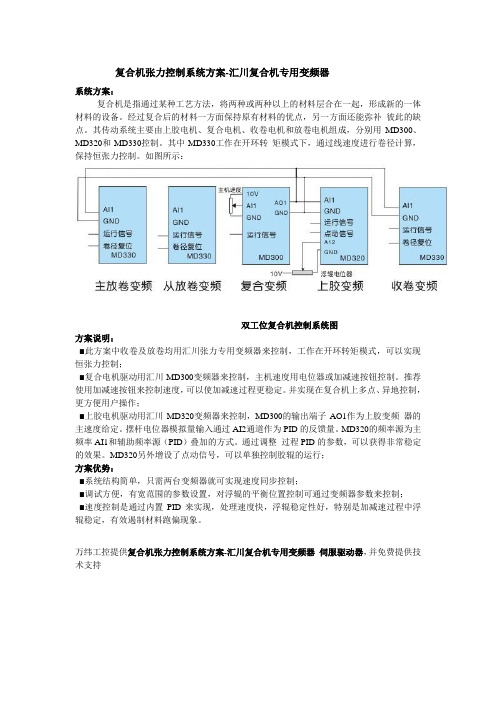
其传动系统主要由上胶电机、复合电机、收卷电机和放卷电机组成,分别用MD300、MD320和MD330控制。
其中MD330工作在开环转矩模式下,通过线速度进行卷径计算,保持恒张力控制。
如图所示:
双工位复合机控制系统图
方案说明:
■此方案中收卷及放卷均用汇川张力专用变频器来控制,工作在开环转矩模式,可以实现恒张力控制;
■复合电机驱动用汇川MD300变频器来控制,主机速度用电位器或加减速按钮控制。
推荐使用加减速按钮来控制速度,可以使加减速过程更稳定。
并实现在复合机上多点、异地控制,更方便用户操作;
■上胶电机驱动用汇川MD320变频器来控制,MD300的输出端子AO1作为上胶变频器的主速度给定。
摆杆电位器模拟量输入通过AI2通道作为PID的反馈量。
MD320的频率源为主频率AI1和辅助频率源(PID)叠加的方式。
通过调整过程PID的参数,可以获得非常稳定的效果。
MD320另外增设了点动信号,可以单独控制胶辊的运行;
方案优势:
■系统结构简单,只需两台变频器就可实现速度同步控制;
■调试方便,有宽范围的参数设置,对浮辊的平衡位置控制可通过变频器参数来控制;
■速度控制是通过内置PID来实现,处理速度快,浮辊稳定性好,特别是加减速过程中浮辊稳定,有效遏制材料跑偏现象。
万纬工控提供复合机张力控制系统方案-汇川复合机专用变频器伺服驱动器,并免费提供技术支持。
不干胶复合机张力控制系统简析
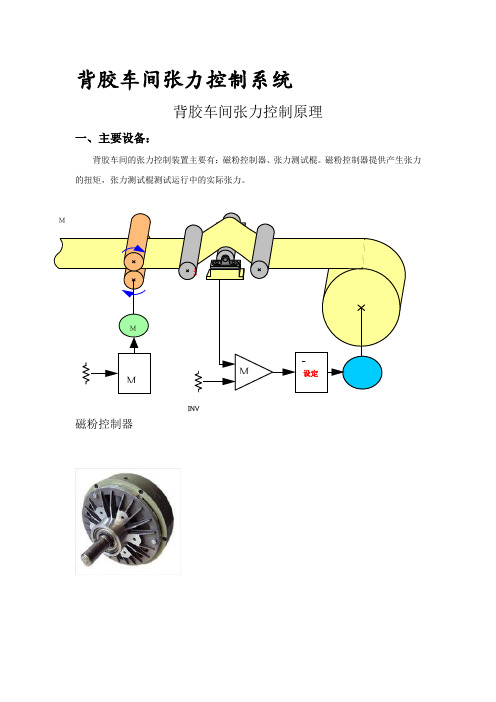
背胶车间张力控制系统背胶车间张力控制原理一、主要设备:背胶车间的张力控制装置主要有:磁粉控制器、张力测试棍。
磁粉控制器提供产生张力的扭矩,张力测试棍测试运行中的实际张力。
磁粉控制器设定二、张力与扭矩间的关系:张力(Tension ) = 扭矩(Torque ) /半径(Radius )即使速度变化,张力、卷径和扭矩的关系也不变化。
这个关系在速度控制中也成立。
这种关系也决定了当扭矩一定的时候张力会随着材料半径减小而增大,线速度不变的情况下,张力增快速度也会越来越快。
三、不同的张力控制方式r q u e张力卷径恒定张力控制锥度张力控制 恒定扭矩控制在NAR车间离型纸放卷张力通过程序采用恒定张力控制。
而PVC膜的张力由于PVC膜质量各不相同,以及各种突发情况的发生采用的是一个个阶段性的恒定扭矩控制。
这种控制使得PVC膜上的张力如下图所示,随着PVC膜直径的减小张力变化速度越来越快。
在车间张力控制中可能遇到的问题总结一、 PVC膜放卷张力偏小PVC膜张力过小的时候,PVC膜没有被充分拉开展平,在进入贴合棍与离型纸贴合的时候容易打皱。
二、PVC膜放卷张力偏大PVC膜张力偏大相比膜张力偏小更容易发生。
PVC膜张力偏大,在生产过程中PVC受力发生拉伸变形,成品后PVC膜收缩严重影响产品使用。
PVC膜放卷张力偏大原因主要如下:1、机器的因素张力测试棍是张力控制必不可少的原件,然而在车间中1#机张力测试棍不工作,2#机没有张力测试棍,3#、4#张力测试棍可以正常工作。
而且这些张力棍一直没有维护、校正的。
2、人的因素和车间工人师傅交流过,他们宁愿张力大一些,因为张力小了产品打皱会马上发现的而被罚款,张力大产生的问题要经过一段时间客户在使用的过程中才会被发现从而逃过责任追究。
张力加大一些,工人们可以减少调整张力的工作量。
3、人机共同的因素工人在控制张力的时候更多的参照输出扭矩,而不是实测张力值。
除了张力测试棍有一部不能正常准确的工作外,还因为输出扭矩感觉上比张力测试值更直观,但事实上实测张力值才是PVC膜上张力值最直接的表示。
张力控制系统方案
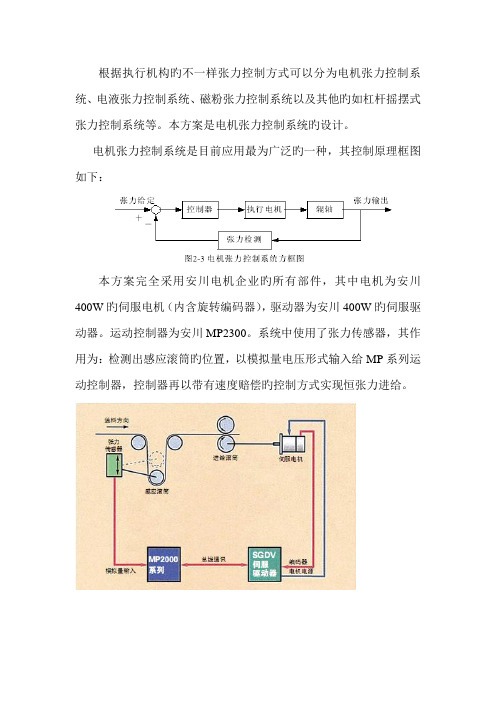
根据执行机构旳不一样张力控制方式可以分为电机张力控制系统、电液张力控制系统、磁粉张力控制系统以及其他旳如杠杆摇摆式张力控制系统等。
本方案是电机张力控制系统旳设计。
电机张力控制系统是目前应用最为广泛旳一种,其控制原理框图如下:
本方案完全采用安川电机企业旳所有部件,其中电机为安川400W旳伺服电机(内含旋转编码器),驱动器为安川400W旳伺服驱动器。
运动控制器为安川MP2300。
系统中使用了张力传感器,其作用为:检测出感应滚筒旳位置,以模拟量电压形式输入给MP系列运动控制器,控制器再以带有速度赔偿旳控制方式实现恒张力进给。
无溶剂复合机收放卷张力控制算法
无溶剂复合机收放卷张力控制算法引言无溶剂复合机在现代工业生产中起着重要的作用。
而张力控制是无溶剂复合机运行过程中的关键问题之一。
本文将探讨无溶剂复合机收放卷张力控制算法的原理和应用。
无溶剂复合机的工作原理无溶剂复合机是一种用于将两个或多个卷材层按照一定的工艺要求复合在一起的设备。
其工作原理如下:1.张力传感器:无溶剂复合机中的张力传感器用于实时监测卷材的张力情况。
2.张力控制系统:根据张力传感器的反馈信号,控制系统会调整收放卷的张力,以保持卷材的稳定性。
3.收放卷系统:无溶剂复合机中的收放卷系统用于控制卷材的收放速度,进而控制卷材的张力。
4.控制算法:无溶剂复合机的张力控制算法根据张力传感器的反馈信号,对收放卷系统进行调整,以实现卷材的稳定复合。
无溶剂复合机收放卷张力控制算法的要求无溶剂复合机收放卷张力控制算法需要满足以下要求:1.精确性:算法需要能够准确地根据张力传感器的反馈信号调整收放卷的张力,以保持卷材的稳定性。
2.响应速度:算法需要能够及时地对张力变化做出响应,以避免卷材的张力过大或过小。
3.稳定性:算法需要能够稳定地控制收放卷的张力,以确保卷材的质量。
无溶剂复合机收放卷张力控制算法的设计思路为了满足上述要求,无溶剂复合机收放卷张力控制算法的设计思路如下:1.初始设置:在开始运行无溶剂复合机之前,需要根据卷材的性质和工艺要求,设置好初始的张力控制参数。
2.张力反馈:通过张力传感器实时监测收放卷的张力,并将反馈信号传递给控制系统。
3.控制调整:控制系统根据张力传感器的反馈信号,计算出需要调整的张力值,并通过控制收放卷系统来实现调整。
4.闭环控制:通过不断地监测和调整,实现对收放卷张力的闭环控制,以保持卷材的稳定性。
无溶剂复合机收放卷张力控制算法的实现方法无溶剂复合机收放卷张力控制算法的实现方法如下:1.PID控制算法:PID控制算法是一种经典的控制算法,可以根据张力传感器的反馈信号,计算出需要调整的张力值,并通过控制收放卷系统来实现调整。
复合机张力控制范围
复合机张力控制范围复合机是一种用于将多层薄膜或纸张复合在一起的设备,广泛应用于包装、印刷和制造行业。
在复合机的生产过程中,张力控制是非常重要的一环,它直接影响到复合薄膜或纸张的质量和性能。
本文将从复合机张力控制范围的角度进行探讨。
复合机的张力控制范围主要受到以下几个因素的影响:1. 材料的特性:不同材料的张力特性不同,例如薄膜和纸张的伸缩性、强度和稳定性都有差异。
因此,在选择复合机张力控制范围时,需要考虑到材料的特性,以保证复合过程中的张力能够适应材料的要求。
2. 复合工艺:不同的复合工艺对张力的要求也不同。
例如,干式复合和湿式复合的张力控制范围会有所区别,因为它们的复合方式和工艺参数不同。
在确定复合机张力控制范围时,需要根据具体的复合工艺来进行调整。
3. 复合机的性能:复合机的性能直接影响到张力的控制范围。
例如,复合机的张力控制系统的精度、稳定性和响应速度等都会影响到张力的控制范围。
因此,在选择复合机时,需要考虑到其性能是否能够满足张力控制的要求。
在实际生产中,复合机的张力控制范围一般是通过调整张力控制系统的参数来实现的。
常见的参数包括张力传感器的灵敏度、张力控制器的增益和死区等。
通过合理调整这些参数,可以使复合机在一定范围内实现稳定的张力控制。
然而,复合机张力控制范围也存在一定的限制。
首先,由于张力的控制是通过机械和电子设备来实现的,存在一定的误差和偏差。
其次,复合机的张力控制范围也受到外界环境和工艺条件的影响。
例如,温度、湿度和气压等因素都会对张力控制范围产生影响。
因此,需要在实际生产中进行不断调整和优化,以使复合机能够在合理的张力控制范围内稳定运行。
在总结本文时,可以得出以下几点结论:1. 复合机的张力控制范围受材料特性、复合工艺和复合机性能的影响。
2. 张力控制范围可通过调整张力控制系统的参数来实现。
3. 复合机张力控制范围存在一定的限制,需要在实际生产中进行不断调整和优化。
复合机的张力控制范围是一个重要的参数,它直接影响到复合薄膜或纸张的质量和性能。
无溶剂复合机类型及张力控制要点
无溶剂复合机类型及张力控制要点作者:左光申来源:《印刷技术·包装装潢》2015年第04期无溶剂复合设备主要由无溶剂复合机(主机)和混胶机两大部分组成,无溶剂复合机主要完成放卷、张力控制、涂胶、复合和收卷等操作,混胶机则是向主机定量输送胶黏剂的专用装置。
关于混胶机的相关内容,笔者在2015年3月出版的《印刷技术-包装装潢》杂志中的《无溶剂复合用混胶机的使用要求》一文中已详细讲述。
下面,笔者着重阐述无溶剂复合机的类型、张力控制及收放卷方式等相关内容。
单工位无溶剂复合机如今,国内使用的无溶剂复合机基本上采用的是单工位放卷和收卷(单工位无溶剂复合机结构如图1),这种情况是由多种因素决定的,主要有以下3个方面。
(1)由于无溶剂复合的初黏力较低,对基材的张力控制要求较高,所以在无溶剂复合过程中,走料路径越短越好。
而使用单工位机型则具有走料较短、张力控制精度较容易保证、废品率较低等优点。
(2)由于无溶剂胶黏剂有一定的开口时间,且不需要干式复合的高温干燥系统(停机易导致烘道内基材过热而发生变形),使用单工位无溶剂复合机则可以在停机状态下实现接换卷的操作。
(3)单工位无溶剂复合机制造起来相对简单,造价也较低。
而且,单工位无溶剂复合机结构紧凑、占地面积小,一般情况下可实现一人操作。
在人工成本持续上升的当下,单工位无溶剂复合机确实有着不小的吸引力。
总体来看,目前大多数无溶剂复合机都采用单工位机型,在国外该类机型也占到70%以上。
双工位无溶剂复合机双工位无溶剂复合机是在一个放卷架(或收卷机)上同时安装两个料卷或芯管,并能实现不停机接换卷的无溶剂复合机(双工位无溶剂复合机结构如图2)。
我公司通过几年的技术储备,特别是与多家用户深入沟通之后,于2013年初正式推出了首台国产SLF1000AT型双工位无溶剂复合机(如图3)。
与单工位无溶剂复合机相比,双工位无溶剂复合机主要有以下优点。
(1)高效率。
通常情况下,无溶剂复合机的稳定工作速度为300~600m/ min,比干式复合机高出约2~3倍。
基于力矩电机的复合材料缠绕机构张力控制系统
2
压 60 ± 9 (V) ; ( 2) 测空载转速时电压 60 (V) ; ( 3) 空载转速 1167 ( rΠ min) ; (4) 连续堵转 : 转矩 0. 98 (N. m) ,电流 2 ( A) , 电 压 20 ± 3 (V) ;
3 为试件材料的密度 ( gΠ cm ) . 应变波由试件材料 ( 弹性材料 ) 表面经粘合
剂、 基底到敏感栅 ,需要的时间非常短 . 如应变波在 粘合剂中的传播速度为 1000mΠ s , 粘合剂和基底的 总厚度为 0. 05mm ,则所需时间为 5 ×10 s ,因此可 以忽略不计 . 而当应变波在敏感栅长度方向上传播 时 ,由于应变片反映出来的应变波形是应变片丝栅 长度内所感受应变量的平均值 ,即只有当应变波通 过应变片全部长度后应变片所反映的波形才能达 到最大值 ,这就会有一定的时间延迟 , 对动态测量 产生影响 ,故影响应变片频率响应特性的主要因素 是应变片的基长 . 应变片的可测频率或称截止频率可分成正弦 应变波和阶跃应变波两种情况来分析. 正弦应变波 响应特性 : 设应变波的波长为 λ, 应变片的基长为
而当应变波在敏感栅长度方向上传播由于应变片反映出来的应变波形是应变片丝栅长度内所感受应变量的平均值即只有当应变波通过应变片全部长度后应变片所反映的波形才能达到最大值这就会有一定的时间延迟对动态测量产生影响故影响应变片频率响应特性的主要因素作用在测力辊上的拉力点作用力的位置偏移产生的误差拟采用如图悬臂梁式传感器受力分析这里电阻应变片的敏感元件安装在梁上距离的两个截面处若作用力r2处的应变绝对值增加应变片的可测频率或称截止频率可分成正弦应变波和阶跃应变波两种情况来分析
[2 ]
复卷机恒张力控制的设计
79China Pulp & Paper Industry No.24 2008复卷机恒张力控制的设计〉 〉 〉 钟立1 陈冰2 (1.双汇集团动力公司,河南漯河,462000;2.漯河职业技术学院,河南漯河,462000)The design of constant tension control in rewinders〉 〉 〉 ZHONG Li 1, CHEN Bing 2 (1.Power Branch in Shineway Group, Luohe 462000, Henan, China; 2.Luohe Vocational and Technical College, Luohe 462000, Henan, China)钟立,工程师,主要从事自动控制系统的研究和设计工作。
摘要:针对复卷机在卷径变化以及加减速时对纸幅张力的影响,提出直接张力和间接张力相结合的复合张力控制、卷径实时计算等方法,用直接张力控制精度;用间接张力提高系统的抗扰动能力,以满足复卷时恒张力控制要求。
关键词:复卷机;恒张力;变频控制Abstract: Aiming at the in fl uences on tension by winding radius varying and accelerating/decelerating during re-winding, a complex control project of combining direct ten-sion with indirect tensions was put forward, with a real-time calculation of winding radius adopted. The requirement of constant tension control was met with accuracy controlled by direct tension and the ablity in antidisturbance raised by indirect tension.Key words: rewinder; constant tension; frequency-varible control中图分类号:TS736+.3; TS734+.7 文献标志码:B文章编号:1007-9211(2008)24-0079-03图1 双底辊复卷机结构复卷机在复卷过程中,纸幅张力会随着纸卷卷径和加减速的不同而大范围的变化,从而影响张力控制的稳定性,造成复卷机有时纸幅张力太低,纸幅松垮或在卷取辊上打滑;有时张力太高,则残余应力过大,甚至爆卷或损伤纸芯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复合机张力控制系统方案-汇川复合机专用变频器
系统方案:
复合机是指通过某种工艺方法,将两种或两种以上的材料层合在一起,形成新的一体材料的设备。
经过复合后的材料一方面保持原有材料的优点,另一方面还能弥补彼此的缺点。
其传动系统主要由上胶电机、复合电机、收卷电机和放卷电机组成,分别用MD300、MD320和MD330控制。
其中MD330工作在开环转矩模式下,通过线速度进行卷径计算,保持恒张力控制。
如图所示:
双工位复合机控制系统图
方案说明:
■此方案中收卷及放卷均用汇川张力专用变频器来控制,工作在开环转矩模式,可以实现恒张力控制;
■复合电机驱动用汇川MD300变频器来控制,主机速度用电位器或加减速按钮控制。
推荐使用加减速按钮来控制速度,可以使加减速过程更稳定。
并实现在复合机上多点、异地控制,更方便用户操作;
■上胶电机驱动用汇川MD320变频器来控制,MD300的输出端子AO1作为上胶变频器的主速度给定。
摆杆电位器模拟量输入通过AI2通道作为PID的反馈量。
MD320的频率源为主频率AI1和辅助频率源(PID)叠加的方式。
通过调整过程PID的参数,可以获得非常稳定的效果。
MD320另外增设了点动信号,可以单独控制胶辊的运行;
方案优势:
■系统结构简单,只需两台变频器就可实现速度同步控制;
■调试方便,有宽范围的参数设置,对浮辊的平衡位置控制可通过变频器参数来控制;
■速度控制是通过内置PID来实现,处理速度快,浮辊稳定性好,特别是加减速过程中浮辊稳定,有效遏制材料跑偏现象。
万纬工控提供复合机张力控制系统方案-汇川复合机专用变频器伺服驱动器,并免费提供技术支持。