Ti-25Cu-25Zr钎料与纯钛的钎焊工艺
工业纯钛的焊接工艺编制
绪论钛及钛合金是一种优良的结构材料,它可以和不锈钢、镍基合金争夺应用范围。
近年来已在石油化工设备上广泛应用。
由于我国钛矿贮量丰富,因此钛及其合金作为石油化工设备新型的抗腐蚀材料有着广阔的前途。
在航空、航天、火箭、人造卫星、造船、化工、冶金、造纸、食品、化纤、电镀等工业部门中由于采用钛及钛合金后,提高了设备的使用寿命、生产率,并减轻了结构的重量,从而获得显著的经济效益。
钛合金在航空、火箭、宇航技术部门应用较多,如1979年美国有60%以上的钛合金用于喷气发动机、导弹、飞行器等的制造。
早在1957年美国火箭技术部门就开始采用钛合金制造高压容器、燃料箱和发动机壳体。
1964年采用钛合金制造宇宙飞行器上的框架、高压容器。
这些零、部件都是焊接结构。
在航空工业中钛及钛合金用于制造某些飞机的喷气发动机排气系统、机身的尾段、蒙皮、消防隔板等。
在亚音速飞机上采用钛合金制造大梁、滑轨、机壳等部件时可以减轻重量40%。
随着钛的加工和焊接技术问题的解决,钛及钛合金在民用工业部门中的用量及其使用范围也在逐步扩大。
作为一种耐腐蚀介质的结构材料——纯钛,在化学工业中得到了广泛的应用。
当它用于与强腐蚀介质接触的化工设备中时,可显著地延长设备的使用寿命、检修周期,并提高了产品的质量。
纯钛还常用于生产氯气、纯碱、有机染料、人造纤维的设备上,以及用来制造热交换器、蒸发器、气体洗涤器、干燥器、稀硫酸贮槽、大型通片管道、盒形烟道、泵等产品。
工业纯钛是一种银白色金属,密度小,熔点高,线膨胀系数小,导热行差。
工业纯钛不含合金元素,不能热处理强化。
工业纯钛的熔点高(1668℃)比强度大,并具有很高的化学活性。
当钛暴露于空气中时,既会在表面上形成一层致密的、非常稳定的氧化膜,用于该层薄膜的保护作用,使钛在硝酸、稀硫酸、稀盐酸、磷酸、氯盐溶液、各种浓度的碱液中具有优良的耐蚀性。
第一章工业纯钛的焊接性分析1.1工业纯钛的物理化学性能随着纯钛加热温度的增高,其化学活性迅速增大,并在固态下能强烈地吸收各种气体。
采用Ti-Zr-Cu-Ni-Co钎料钎焊SiC纤维增强钛基复合材料的接头组织与性能
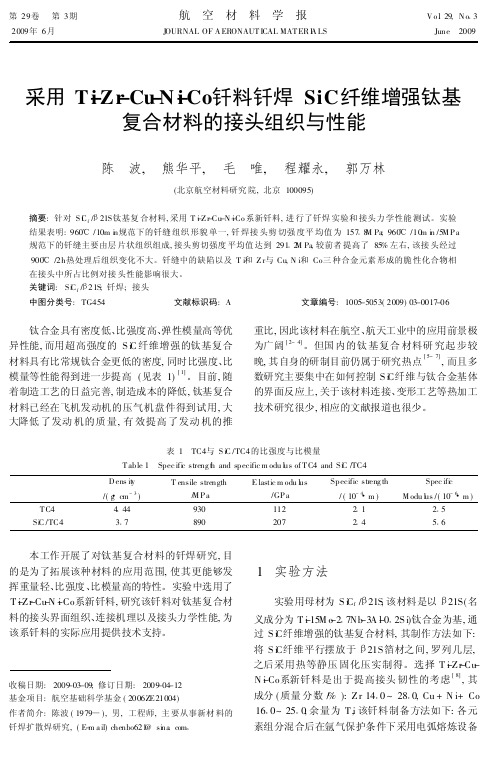
第29卷 第3期2009年6月航 空 材 料 学 报J OURNAL OF A ERONAUT ICAL MAT ER I A LSV o l 29,N o 3 June 2009采用T-i Zr -Cu -N -i Co 钎料钎焊SiC 纤维增强钛基复合材料的接头组织与性能陈 波, 熊华平, 毛 唯, 程耀永, 郭万林(北京航空材料研究院,北京100095)摘要:针对S i C f / 21S 钛基复合材料,采用T -i Z r -Cu -N -iCo 系新钎料,进行了钎焊实验和接头力学性能测试。
实验结果表明:960 /10m i n 规范下的钎缝组织形貌单一,钎焊接头剪切强度平均值为157 8M Pa ;960 /10m i n /5M P a 规范下的钎缝主要由层片状组织组成,接头剪切强度平均值达到291 2M Pa ,较前者提高了85%左右,该接头经过900 /2h 热处理后组织变化不大。
钎缝中的缺陷以及T i 和Z r 与Cu ,N i 和Co 三种合金元素形成的脆性化合物相在接头中所占比例对接头性能影响很大。
关键词:Si C f / 21S ;钎焊;接头中图分类号:TG454 文献标识码:A 文章编号:1005-5053(2009)03-0017-06收稿日期:2009-03-09;修订日期:2009-04-12基金项目:航空基础科学基金(2006ZE21004)作者简介:陈波(1979 ),男,工程师,主要从事新材料的钎焊扩散焊研究,(E -m a il)chenbo621@si na .com 。
钛合金具有密度低、比强度高、弹性模量高等优异性能,而用超高强度的S i C 纤维增强的钛基复合材料具有比常规钛合金更低的密度,同时比强度、比模量等性能得到进一步提高(见表1)[1]。
目前,随着制造工艺的日益完善,制造成本的降低,钛基复合材料已经在飞机发动机的压气机盘件得到试用,大大降低了发动机的质量,有效提高了发动机的推重比,因此该材料在航空、航天工业中的应用前景极为广阔[2~4]。
钛铝钎焊工艺流程
钛铝钎焊工艺流程1.钛铝钎焊是将钛合金和铝合金通过热烫焊接的一种工艺。
Titanium-aluminum brazing is a process of hot brazing titanium alloy and aluminum alloy.2.首先,清洁要焊接的钛合金和铝合金表面。
First, clean the surfaces of titanium alloy and aluminum alloy to be brazed.3.确保表面没有油渍和其他杂质,以确保焊接的质量。
Ensure that there is no oil stain or other impurities on the surfaces to ensure the quality of brazing.4.焊接工艺需要使用高温焊料和氧化还原剂。
The brazing process requires the use of high-temperature brazing materials and oxidizing agents.5.首先,将氧化还原剂涂抹在钛合金和铝合金的接合部位。
First, apply the oxidizing agent to the joint of the titanium alloy and aluminum alloy.6.然后,使用高温焊炉对接合部位进行加热。
Then, heat the joint with a high-temperature brazing furnace.7.等待高温焊料熔化并填充在接合部位。
Wait for the high-temperature brazing material to melt and fill the joint.8.将钛铝钎焊好的部件进行冷却。
Cool the titanium-aluminum brazed components.9.对焊接后的部件进行清洁和检验。
工业纯钛焊接施工工艺标准

钛及钛合金焊接工艺标准1 适用范围本工艺标准适用于钛及钛合金的手工钨极氩弧焊、熔化极氩弧焊和惰性气体保护等离子焊接。
2 施工准备2.1 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是不注日期的引用文件,其最新版本适用于本标准。
《钛制焊接容器》JB/T4745《钛及钛合金棒材》GB/T2965《钛管道施工及验收规范》SH3502钛及钛合金牌号和化学成分GB/T3620.1钛及钛合金板材GB/T3621钛及钛合金焊丝GB/T3623钛及钛合金管GB/T3624换热器及冷凝器用钛及钛合金GB/T3625纯氩GB/T4842《锅炉压力容器压力管道焊工考试与管理规则》2.2 材料2.2.1 母材2.2.1.1 容器及管道用钛及钛合金材料应当具有良好的耐蚀性能、力学性能、成形性能及其他工艺性能和物理性能,能满足容器和管道的使用、制造与检验要求,并考虑经济合理性。
2.2.1.2 容器及管道用钛及钛合金材料必须有制造厂的出厂合格证和质量证明书(包括原牌号、炉号、规格、化学成分、力学性能及供货状态等),施工单位应按质量证明书对钛材进行验收,必要时还应进行复验,当从非材料生产单位获得钛材时,应同时取得材料质量证明书或加盖供材单位检验公章和经办人章的有效证件。
2.2.1.3 钛及钛合金板材应符合GB/T3621的要求(TA1—A除外),TA1—A板应符合GB/T14845的要求。
2.2.1.4 供货状态应为退火状态(M)2.2.1.5 当钛板厚度超过20mm,且用于壳体等承压件时,应要求逐张超声检测,试验方法按GB/T5193,A级合格。
2.2.1.6 钛及钛合金管材应符合GB/T3624的要求。
2.2.1.7 技术要求应注明所购钛管类别(无缝管、焊接管或焊接—轧制管)2.2.1.8 室温规定残余伸长应力σ0.2下限值应为必保值。
2.2.1.9 应进行水压试验,水压试验的压力如不按GB/53624中的规定确定时应注明,当用户要求试验压力超过17.2Mpa(对外径不大于76mm)或19.3Mpa(对于外径大于76mm)时,试验压力应由双方协商。
采用Ti-Zr-Cu-Ni钎料钎焊SiC纤维增强钛基复合材料的接头组织与性能
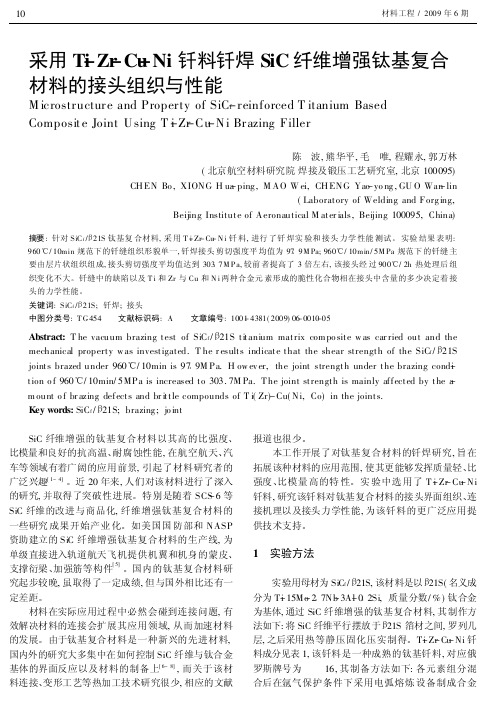
采用T-i Zr-Cu-Ni钎料钎焊SiC纤维增强钛基复合材料的接头组织与性能M icrostructure and Property of SiC f-reinforced T itanium BasedComposit e Joint U sing T-i Zr-Cu-N i Brazing Filler陈波,熊华平,毛唯,程耀永,郭万林(北京航空材料研究院焊接及锻压工艺研究室,北京100095) CH EN Bo,XIONG H ua-ping,M AO W ei,CH ENG Yao-yo ng,GU O Wan-lin(Laboratory of Welding and Forg ing,Beijing Institute of Aeronautical M ater ials,Beijing100095,China)摘要:针对SiC f/B21S钛基复合材料,采用T-i Zr-Cu-N i钎料,进行了钎焊实验和接头力学性能测试。
实验结果表明: 960e/10min规范下的钎缝组织形貌单一,钎焊接头剪切强度平均值为9719M Pa;960e/10min/5M Pa规范下的钎缝主要由层片状组织组成,接头剪切强度平均值达到30317M P a,较前者提高了3倍左右,该接头经过900e/2h热处理后组织变化不大。
钎缝中的缺陷以及T i和Zr与Cu和N i两种合金元素形成的脆性化合物相在接头中含量的多少决定着接头的力学性能。
关键词:SiC f/B21S;钎焊;接头中图分类号:T G454文献标识码:A文章编号:1001-4381(2009)06-0010-05Abstract:T he vacuum brazing test of SiC f/B21S titanium matrix com po site w as car ried out and the mechanical property w as investigated.T he r esults indicate that the shear strength of the SiC f/B21S joints brazed under960e/10min is9719M Pa.H ow ev er,the joint strength under the brazing cond-i tion o f960e/10min/5MPa is increased to303.7M Pa.The joint strength is mainly affected by the a-m ount o f br azing defects and br ittle compounds of T i(Zr)-Cu(Ni,Co)in the joints.Key words:SiC f/B21S;brazing;jo intSiC纤维增强的钛基复合材料以其高的比强度、比模量和良好的抗高温、耐腐蚀性能,在航空航天、汽车等领域有着广阔的应用前景,引起了材料研究者的广泛兴趣[1-4]。
钎焊工艺有关标准

约克广州钎焊工艺有关标准一.钎料和钎剂的使用要求:1.1 钎剂种类:粉末钎剂(粉末晶体,如CJ301)、气体钎剂(助焊剂罐)两种。
1.2 金属钎焊过程中,各种钎料和钎剂的使用要求:见表(1)注意: 金属钎焊在任何的情况下都需要使用气体钎剂.二.钎焊前的基本要求2.1 焊接位置:一般情况下优先选择钎料垂直向下漫流的方式,其次选择水平漫流方式;在没有得到制造工程部认可的情况下不能采用垂直向上漫流方式。
2.2配合间隙:指对特定的钎料在其钎焊温度下,在被焊接处的径向间隙。
要求外接管杯口内径至少应比将要插入管的外径大0.06mm,一般情况下管与管之间的配合间隙不能超过表(2)中的极限值。
2.3 配合面的表面处理:2.3.1 插入管被焊接处附近的20mm范围内必须清洁,不能有任何的残余油污和脏物、杂质、锈、各种氧化物,以免影响焊接质量。
2.3.2 所有需要焊接的铜管内部不应有任何影响清洁度的物质和痕迹。
2.3.3 对于已经产生致密氧化皮的铜管和没有金属光泽的钢管,插入连接前均需要用100#细砂布或铜丝刷擦亮或表面擦花,直至露出金属光泽。
2.3.4 对于焊缝及其附近20mm范围内如有油污则一定要用制造工程部认可的有机溶剂(丙酮)彻底擦洗干净,以保证焊接时没有油污染焊接表面。
2.4 焊接材料:2.4.1 禁止将不同牌号的焊丝混放,以免发生误用。
2.4.2 焊接材料要放置在规定的包装或盒子中,禁止将焊接材料直接放在地上等可能被污染的地方。
2.4.3 被污染的焊接材料不能使用(例如用带油污的手套抓过的焊丝),只有将污染物完全去除后才能使用。
2.4.4 插入深度:接管插入深度要求符合图纸要求,如图纸无标识则其最小插入深度>6mm。
2.4.5 清洁度的要求:如果被焊件的下道工序无法进行清洁处理,焊接前就要使被焊工件符合相关清洁度的规定,并注意焊接时不能产生影响系统清洁度的物质。
三.钎焊工艺要求3.1 流动冷媒工件的焊接部位内部要求充入连续适量的氮气以防止工件氧化变色(氮气的用量和充氮方法根据管路焊接充氮保护有关工艺标准中的要求执行),在充氮进口和焊接点之间的所有泄漏口都必须封堵,出口需比进口小一点,以保证氮气能从出口顺利溢出,来保证充氮效果。
钛及钛合金的焊接工艺
钛及钛合金的焊接工艺一、常用钛及钛合金及其分类钛是一种活性金属,常温下能与氧生成致密的氧化膜而保持高的稳定性和耐腐蚀性。
钛及钛合金的最大优点是比强度大,综合性能优越。
钛合金首先在航空工业中得到应用,钛及钛合金具有良好的耐腐蚀性能;在化工、海水淡化、电站冷凝器等方面成功应用。
钛及钛合金按其退火态的组织分为α钛合金、β钛合金、α+β钛合金三类,分别用TA、TB和TC表示。
在压力容器制作中,牌号为TA2的工业纯钛使用居多,使用状态一般为退火态。
二、钛及钛合金的焊接性1、间隙元素沾污引起脆化由于钛的活性强,高温下钛与氧、氮、氢反应速度很快。
氧和氮固溶于钛中,使钛晶格畸变,强度硬度增加,塑性韧性降低;而氢含量增加,焊缝金属的冲击韧性急剧降低,塑性下降较少;碳以间隙形式固溶于钛中,使强度提高,塑性下降,作用不如氮、氧显著,但碳量超过溶解度时,易于引起裂纹,因此钛及钛合金焊接时必须进行有效的保护。
2、焊接相变引起的性能变化对于常用的工业纯钛,其组织为α合金,这类合金的焊接性最好。
在用钨极氩弧焊填加同质焊丝或不加焊丝,在保护良好的条件下焊接接头强度可与母材等强度,接头塑性较差。
焊接接头塑性降低的主要原因有:①焊缝为铸造组织,它比轧制状态塑性低;②焊接时由于导热性差、比热小、高温停留时间长、冷却速度慢,易形成粗晶;③若采用加速冷却,又易产生针状α组织,也会使塑性下降。
3、裂纹由于钛及钛合金中杂质很少,因此很少出现热裂纹,只有当焊丝或母材质量有问题时才可能产生热裂纹。
由氢引起的冷裂纹是钛合金焊接时应注意防止的,例如选用氢含量低的焊接材料和母材,注意焊前清理,在可能的条件下,焊后进行真空去氢处理等。
4、气孔气孔是钛及钛合金焊接时最常见的焊接缺陷。
在焊接热输入较大时,气孔一般位于熔合线附近;而焊接热输入较小时,气孔则位于焊缝中部。
气孔主要降低焊接接头的疲劳强度,能使疲劳强度降低一半甚至四分之三。
影响气孔的主要因素是焊丝和坡口表面的清洁度,焊丝表面的润滑剂、打磨时残留在坡口表面的磨粒、薄板剪切时形成的粗糙的端面等等都可能使焊缝产生气孔。
采用Ti-Zr-Cu-Ni钎料钎焊SiC纤维增强钛基复合材料.
采用Ti—Zr-Cu—Ni钎料钎焊SiC纤维增强钛基复合材料的接头组织与性能11锭,之后将合金锭置于石英管中,再利用急冷态箔材制备设备将该钎料制成厚度约50pm的急冷态箔带。
表1Ti-Zr.-Cu-Ni钎料成分(质量分数/% Table1Composition of the Ti—-Zr-Cu‘‘Ni filler metal(mass fraction/%实验前将SiCt/p21S母材采用线切割方法加工成7mm×5mm×2mm的金相试样和60mm×12mm×2mm的性能试样,被焊表面经过细砂纸打磨后放置丙酮中进行超声清洗。
试样采用搭接方式连接,钎料装夹在上下两试样被焊面中间。
采用真空钎焊方法,共选用两种钎焊规范,分别是960℃/10min和960℃/ 10min/5MPa,热态真空度不低于1.0×10~Pa,加热速度为10℃/min。
另外,960℃/10min/5MPa的部分试样后续进行900℃/2h热处理。
通过扫描电镜(SEM观察钎焊接头的微观组织形貌,使用X 射线能谱仪(XEDS分析接头中某些微观区成分以及接头中各元素的面分布。
2实验结果与讨论2.1960℃/10min规范下的钎焊接头图l给出了960℃/10min条件下采用单层Ti—Zr—Cu—Ni获得的SiC,/p21S接头的背散射照片,从图中可以看出,钎缝个别区域存在少量的未焊合缺陷。
照片中所示的钎缝与母材组织差别不大,但通过颜色比较,可以观察到钎缝宽度大约在50/Jm 左右,较预置间隙(钎料厚度50pm变化不大。
图1960‘C/10min规范下SiCf/1321S接头组织背散射电子像Fig.1The BSE image of the SiCf/821Sjoint brazed under960"C/10rain接头中的母材与钎缝组织差别不大,所以表2给出了从母材到钎缝中心的连续区域中的元素含量(对应图l中“1”,“2”,“3”和“4”,从表中可以看出,“1”和“2”区为母材,其中有少量Cu和Ni扩散人,说明这两个区域中的Ti少量参与反应,与扩散过来的Cu和Ni生成相应的Ti-Cu,Ti—Ni等相;“3”和“4”区为钎缝基体区,“3”区靠近母材,Al,Mo和Ti含量相对于母材略有减少,Cu和Ni含量有所增多,在钎缝中心的“4”区出现了Zr的富集,Ni,Cu扩散较为充分,在钎缝中心含量相对较低。
钛合金用钛基焊料的现状及发展
-
825
-
81519 81712
-
89814 89717
-
829 85815
-
820
2Nb + 115Be 685 767
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
第 6 期 王 鑫等 :钛合金用钛基焊料的现状及发展
11
Zr /% 3715 35 25 3715 10~12 15~17 27 12 余量
Cu /% 15 15 50 25 19~22 24~26 15 24 14
Ni /% 10 15
11~13 11~13 7 12 12Ni
其它 固相线 液相线
/%
/℃ /℃
-
805 815
-
770 820
-
780 815
3 钛基钎焊料的发展
Ti215Cu215Ni 钎料也可以用于焊接钛铝高温合 金 ,该系列钎料可以在 TiAl 的相变点以下进行液相
扩散焊 ,并获得致密的焊接接头 。在 760 ℃下接头 拉伸强度大于 300M Pa〔25〕。另外 Ti2Ni2Nb 合金也 被用于钎焊 TiAlNb 合金 〔。20〕
摘 要 : 钛及钛合金具有优良的比强度和耐蚀性 ,在航天航空及石油化工行业中起着重要作用 。钎焊作为一种精 密成型的焊接方法 ,在形状复杂和薄壁零件连接中获得广泛应用 。本文介绍了钛合金用的钛基钎焊料的发展现 状 ,重点评价了钛基钎料钎焊后组织与力学性能的关系 ,以及钛基钎料的高温力学性能 、耐蚀性以及疲劳性能等 。 提出了钛基钎焊料仍存在的问题和发展方向 。 关键词 :钎焊 ;钛合金 ;钛基钎焊料 ;非晶 中图分类号 : T G425 文献标识码 :A 文章标号 :1005 - 8192 (2005) 06 - 0041 - 04
钛及钛合金的焊接
钛及钛合金手工TIG焊的工艺参数
板 坡 钨极 焊丝 焊接 焊接 氩气流量/(L/min)
厚 口 直径 直径 层数 电流
/m 形 /mm /mm
/A 主喷嘴 拖罩
背面
m式
喷嘴 孔径
/mm
0. I形 1. 1.0 1
5
5
30~5 8~10 14~16 6~8 10 0
③焊前工件及焊丝应仔细清理。
④根据不同的母材及性能要求,正确选择焊丝规范及焊后 热处理。
⑤施焊时应加强保护:T > 400℃时熔池采用Ar2保护,焊 正面时,背面也要Ar气保护。
1.氩气流量 2.气体保护 3.工艺参数
工业纯钛焊缝表面颜色与接头冷弯角的关系
焊缝表面颜 温度
色
/℃
保护效 果
银白色 金黄色
2.焊前准备 一.焊前清洗
• 1.机械清理
• 可用细砂布或不锈钢丝刷擦拭,或用硬质合金刮刀刮削待焊边缘,刮削 0.025mm即可去除氧化膜。然后用丙酮、四氯化碳或甲醇等溶剂去除坡 口两侧的手印、有机物质及焊丝表面的油污等
• 2.化学清理
• 如果钛板热轧后已经酸洗,存放中又生成新的氧化膜时,可在质量分数 为2%-4%的HF+质量分数为30%-40%的HN03 + H20 溶液中浸泡 15-20min,然后用清水冲洗干净并烘干。
钛及钛合金的焊接工艺
10材控1
李萧
5.3.3钛及钛合金焊接工艺
(1)焊接方法及焊接材料
钛及钛合金的性质活泼,溶解氮、氢、氧的能 力很强,常规的焊条电弧焊、气焊、CO2气体保 护焊不适用于钛及钛合金的焊接。用于钛及钛合 金的主要焊接方法及其特点见表5-37。应用最多 的是钨极氩弧焊和熔化极氩弧焊,等离子弧焊、 电子束焊、钎焊和扩散焊等也有应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据 万方数据・2022・稀有金属材料与工程第38卷图4钎缝区形貌及主要元素分布Fig.4SEMphotographanddistributionofelement,Cu,Ti,Zrofthebrazedjoint3结论1)采用爆炸复合及轧制工艺制取的Ti.25Cu.25Zr箔状钎料,成功地应用于钛材的钎焊,具有良好的钎焊性能,为脆性钎料的制取开辟了一种新途径。
2)Ti.25Cu一25Zr钎料在非真空条件下,通过钎料层之间及钎料层与钛基体之间的接触反应机制,实现瞬间液相扩散焊。
3)在进行高频感应钎焊时,使用Ti.25Cu.25Zr钎料能够在较短时间内实现TA2之间的快速钎焊。
t>1.0S时,钎缝的抗拉强度显著提高。
参考文献References【1】RareMetalHandbookCompilingGroup.RareMetalHandbookCompilingGroup(稀有金属手册)【M】.Beijing:MetallurgicalIndustryPress,1992:199【2】WuXin(吴欣),KangHui(康慧),ZhuYing(朱颖)eta1.AeronauticalManufacturingTechno,Dgy(航空制造技术)[J】,2004:6【3】ZhangXuejun(张学军).AeronauticalBrazingTechnology(航空钎焊技术)【M】.Beijing:AeronauticalIndustryPress,2008:20【4】QianYi”(钱乙余),WuMingfang(吴铭方),ZhouFangming(周方铭)eta1.RareMaterialsandEngineering(稀有金属材料与工程)【J】,2003,32(1):12【5】WangXin(=F鑫),QiY抽(祈炎),ZhangYanghuan(张羊焕)甜a1.MetallicFunctionalMaterials(金属功能材料)【J】,2005(6):41【6】OnzawaT’SuzumuraA,KoMw.耽触增Journal[J],1990,69(12):462【7】KotaroMatsu,YasuyukiMiyazawa,YoshitakeNishi.MaterialsTransactions[J],2007,48(5):1055【8】ChangCT,WuZY,ShiueRK.MaterialsLetters[J],2007,6l(3):842【9】HuangX,RichardsNL.WeldingJournal[J],2004,83(3):73【10】AlexanderShapiro,AnatolRabinkin.WeldingJournal[J],2003,82(10):36[1l】GeZhiming(葛志明).7h,oElementsSeriesPhaseDiagramofTitanium(钛的二元系相图)[M】.Beijing:DefenseIndustryPress,1977:22Ti.25CU.25ZrFillerMetaIandPureTitaniumBrazedProcessYangYongful,JuJianhui2,YeJianlinl,AiJianlin92,LeiZhongron91,FuWeijunl(1.WesternMetalMaterialsCo.,Ltd.,Xi’an710065,China)(2.NorthwestInstituteforNonferrousMetalResearch,Xi’an710016,China)Abstract:Three-layerTi—Cu-Zrfillermetalwasdevelopedbyexplosivecladdingandrolling,andthebrazingfoilof0.2mmthicknesscanbegot.ThepropertiesofTi一25Cu・25Zrbrazingtitaniumwerestudied.ThediffusionandcontactreactionbetweenthefillermetalandtitaniumbasemetalwasanalyzedaccordingtotheTLP(TransientLiquidPhaseDiffusionBonding)principle,andtherelationshipbetweentheholdingtimeandthestrengthofbrazedjointhasbeengot.Theresultsshowthatwhentheholdingtimeislessthan1.0S,theruptureloadwillbelow600Nduetotheun-completelydiffusionandreactionbetweenthefillermetalandthetitaniumbasemetal,andaruptureoccursonthebrazedjoint;comparatively,iftheholdingtime_ismorethan1.0S,theruptureloadreachesto700N,thejointstrengthcanbeimprovedbecauseoftheobviouslydiffusionandreactionhappenedbetweenthefillermetalandthetitaniumbasemetal,andtheruptureoccursontheheat-affectedzoneofthetitanium.ThejointstrengthwouldbegeRingtheunity,whentheholdingtimeiswithintherangeof1.O一4.0SKeywords:fillermetal;brazed;titanium;Ti..25Cu..25ZrBiography:YangYongfu,Professor,WesternMetalMaterialsCo.。
Ltd.,Xi’an710065,P.R.China,Tel:0086-29・86968351万方数据Ti-25Cu-25Zr钎料与纯钛的钎焊工艺作者:杨永福, 巨建辉, 叶建林, 艾建玲, 雷忠荣, 付维军作者单位:杨永福,叶建林,雷忠荣,付维军(西部金属材料股份有限公司,陕西,西安,710065), 巨建辉,艾建玲(西北有色金属研究院,陕西,西安,710016)刊名:稀有金属材料与工程英文刊名:RARE METAL MATERIALS AND ENGINEERING年,卷(期):2009,38(11)参考文献(11条)1.葛志明钛的二元系相图 19772.Alexander Shapiro;Anatol Rabinkin查看详情 2003(10)3.Huang X;Richards N L查看详情 2004(03)4.Chang C T;Wu Z Y;Shiue R K查看详情 2007(03)5.Kotaro Matsu;Yasuyuki Miyazawa;Yoshitake Nishi查看详情 2007(05)6.Onzawa T;Suzumura A;Ko M W查看详情 1990(12)7.王鑫;祈炎;张羊焕查看详情 2005(06)8.钱乙余;吴铭方;周方铭查看详情 2003(01)9.张学军航空钎焊技术 200810.吴欣;康慧;朱颖查看详情 2004(06)11.Rare Metal Handbook Compiling Group稀有金属手册 1992本文读者也读过(10条)1.赵杰.迟成宇.程从前.ZHAO Jie.CHI Chengyu.CHENG Congqian Bi对Sn-3Ag-0.5Cu/Cu无铅钎焊接头剪切强度的影响[期刊论文]-金属学报2008,44(4)2.王艳艳.李树杰.闫联生.WANG Yanyan.LI Shujie.Yan Liansheng采用钛基活性钎料高温钎焊高强石墨[期刊论文]-稀有金属材料与工程2005,34(6)3.袁庆龙.苏永安.唐宾.徐重Ti/Cu/Ti火焰加热扩散钎焊界面组织分析[期刊论文]-焊接学报2004,25(4)4.马力.贺定勇.李晓延.蒋建敏.王立志.Ma Li.He Dingyong.Li Xiaoyan.Jiang Jianmian.Wang Lizhi Zn基钎料钎焊镁合金AZ31B接头的钎缝物相及力学性能[期刊论文]-稀有金属材料与工程2009,38(z3)5.吴欣.程耀永.周媛.陈波.叶雷采用两种钛基钎料加压钎焊TC4钛合金接头的组织与性能[会议论文]-20086.师文庆.杨永强.黄延禄.Shi Wenqing.Yang Yongqiang.Huang Yanlu激光无铅钎焊速度的影响因素[期刊论文]-强激光与粒子束2010,22(7)7.祁焱.张羊换.全白云.孙桂琴.王新林钎焊及钛基钎焊料的发展及应用[期刊论文]-金属功能材料2003,10(5)8.陈树海.李俐群.陈彦宾.Chen Shuhai.Li Liqun.Chen Yanbin Ti/Al异种合金激光熔钎焊过程气孔形成机制[期刊论文]-稀有金属材料与工程2010,39(1)9.秦优琼.冯吉才.张丽霞.Qin Youqiong.Feng Jicai.Zhang Lixia C/C复合材料与TC4合金钎焊接头的组织与性能分析[期刊论文]-稀有金属材料与工程2007,36(7)10.刘桂武.王志刚.乔冠军.王红洁.王继平.Liu Guiwu.Wang Zhigang.Qiao Guanjun.Wang Hongjie.Wang Jiping Al2O3的W金属化及其与Nb的Pd钎焊研究[期刊论文]-稀有金属材料与工程2009,38(8)本文链接:/Periodical_xyjsclygc200911031.aspx。