单齿辊堆焊修复
烧结厂单齿辊堆焊修复

烧结厂单齿辊堆焊修复作者:崔利民来源:《中国科技博览》2013年第16期摘要:本文介绍了通钢烧结厂4#烧结机单齿辊的堆焊焊条的、选用及修复工艺,经使用证明,该焊条的各项性能及修复工艺达到使用要求。
关键词:单齿辊、堆焊中图分类号:Q959.836前言通钢烧结厂现有4台烧结机,年产量370万吨,360平4#烧结机为近几年投入使用的。
单齿辊是烧结机尾部的关键部件,其作用是将800℃大块热烧结矿破碎成小块。
其使用寿命的长短将直接影响烧结的效益高低。
由于烧结生产工艺的连续性的要求,单齿辊的使用寿命应在一年以上。
单齿辊长期工作在高温、冲刷、磨损的恶劣环境中,使用一个周期必须下线。
考虑到单齿辊重量大、价值高等因素,决定对下线的单齿辊进行堆焊修复。
着重从两方面入手,一是选择适合单齿辊工作要求的堆焊焊条;二是制定合理的修复工艺,满足单齿辊的使用寿命。
经过4年的生产检验表明,堆焊后的单齿辊能满足烧结生产一个周期。
1焊条的选用根据单齿辊工作环境及使用寿命要求,其堆焊合金应具有以下性能:(1)堆焊合金要有一定的强度和韧性;(2)要有一定的耐高温、耐冲击、耐磨性;(3)堆焊合金不允许存在剥离性裂纹。
DG----3Z低氢型药皮,耐热、耐磨堆焊焊条,药芯采用H08A,药皮由大理石、萤石、石英、硅铁等造渣成分以及铬铁、钼铁、钨铁及其它合金元素构成,主要用于强烈损磨耐热环境下部件表面堆焊。
堆焊层的金相组织为马氏体和大量的一次碳化物,堆焊层硬度HRC≥60。
W和Mo的加入提高了合金的淬透性、热硬性并改善碳化物的大小及分布状态,对基体起到弥散强化作用;V的加入可以细化合金组织和晶粒,降低合金过热敏感度,提高合金强度和韧性。
附堆焊金属主要成分(表1)堆焊金属主要成分(%)(表1)CCrMoWV其它合金3-----525-----35≥2≥1.5≥2≤102修复工艺2.1单齿辊的前期处理(1)将单齿辊的两端架设在两个滚轮上,以便切割和焊接辊齿;(2)利用碳弧气刨将磨损严重的破碎齿切割掉,同时制作新的破碎齿(ZG230-----450)堆焊面尺寸小于原尺寸10mm,留有堆焊量;见图1)(3)破碎齿的堆焊面用∮6.5盘圆进行打50*50网格处理,以解决堆焊层剥离现象;(见图2)(4)对磨损不严重的辊身、破碎齿进行形状修复并打底焊,以提高母体与堆焊材料的结合强度,防止堆焊层的脱落。
基于数据分析关于烧结单辊破碎机单辊的修复工艺及方法
基于数据分析关于烧结单辊破碎机单辊的修复工艺及方法摘要本文主要介绍了引进耐磨堆焊新工艺、新方法。
解决了一直外委修复单辊破碎机辊子的问题,使其达到理想效果,实现了节能降耗,取得了相当可观的经济效益。
关键词新工艺;新方法;外委修復;经济效益前言炼铁厂共有四台烧结机,是生产的主要设备,而单辊破碎机又是烧结生产过程中的关键设备之一,它担负着烧结物料的破碎任务。
日均破碎1万吨左右。
本文主要以介绍修复3#单辊破,其单辊是由18齿组成,材质为耐磨合金。
由于长期处于高温(工作温度为750-850℃)环境下,同时承受巨大周期性冲击载荷,过料量较大,导致单辊破上辊齿磨损特别快,正常使用时间为2-3个月左右。
所以当辊齿磨损到一定程度时,则必须更换。
但考虑到辊轴本身重量较大,价值较高;其二外委修复费用也比较高,修复一套辊子需10.7万元(不含税),使用周期为3-5个月。
所以引进一套采用耐磨堆焊技术对其进行局部修复的新工艺、新方法,经过反复实践与创新,恢复其工作性能,通过一年多的使用,并取得了很好效果,使其寿命从3个月提高到12个月。
1 其技术参数及工作原理其工作原理:物料由料仓上面进入破碎腔中,物料被旋转的辊子带入辊子与颚板之间的破碎腔进行破碎,破碎后的物料在从排料口顺着自重的作用下排出,并通过调节颚板与圆辊之间的间隙随意控制粉碎物料粒度的大小,来满足炼铁高炉所需的粒度。
2 修复前的准备2.1 准备辊齿和锤头(1)辊齿基体采用ZG35,两侧面使用埋弧堆焊,耐磨焊层厚5~6mm,耐磨焊层材料选用LG889A。
用此高温耐磨合金焊丝,其性能具有优良的抗裂性和高温组织抗冲击及较强抗热疲劳能力等。
(2)工作面和背面使用二氧化碳要芯焊丝堆焊;其中工作面焊层厚10~12㎜,背面焊层厚5-6㎜,焊丝采用LG814和固本KB897。
具体尺寸如下:2.2 修复辊子专用胎具:中空支架根据加工需要,用δ-20钢板、150#槽钢和滚轮制作胎具,具体图形如下,其主要用于拼对辊齿时检查有无偏斜现象和便于焊接轴头时进行翻转。
磨辊 磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案
磨辊、磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案磨辊、磨盘、轧辊、轴齿等设备由于工艺特点,在运行过程中,其表面磨损减薄极为严重,影响设备使用寿命,因此必须采取防磨和修复措施。
目前堆焊工艺是硬面修复最先进的工艺技术之一。
针对上述设备磨损特点,根据我公司长年从事该行业实际防护施工经验,我们设计选用明弧堆焊工艺,对被磨损表面进行修复,能满足要求,可提高焊件的使用寿命1.5-2.0倍(如磨辊、磨盘,使用寿命可由6000小时提高到8000小时以上)。
用堆焊修复焊件只需新件费用的20-30%,还可缩短修理和更换零件的时间,从而提高生产率,降低成本。
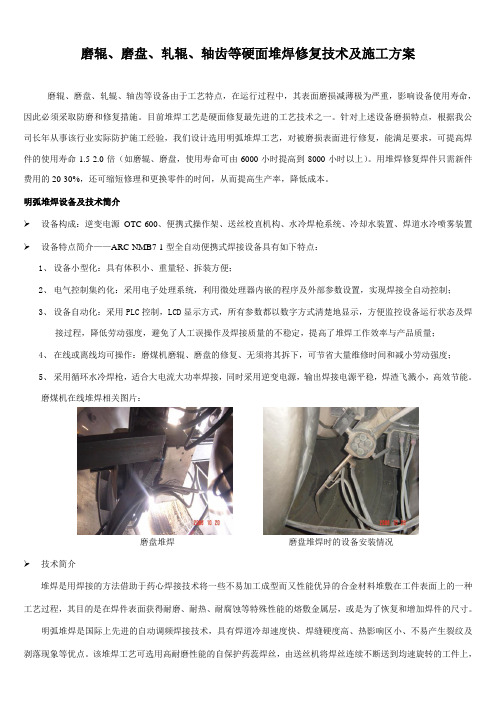
明弧堆焊设备及技术简介➢设备构成:逆变电源OTC-600、便携式操作架、送丝校直机构、水冷焊枪系统、冷却水装置、焊道水冷喷雾装置➢设备特点简介——ARC-NMB7-1型全自动便携式焊接设备具有如下特点:1、设备小型化:具有体积小、重量轻、拆装方便;2、电气控制集约化:采用电子处理系统,利用微处理器内嵌的程序及外部参数设置,实现焊接全自动控制;3、设备自动化:采用PLC控制,LCD显示方式,所有参数都以数字方式清楚地显示,方便监控设备运行状态及焊接过程,降低劳动强度,避免了人工误操作及焊接质量的不稳定,提高了堆焊工作效率与产品质量;4、在线或离线均可操作:磨煤机磨辊、磨盘的修复、无须将其拆下,可节省大量维修时间和减小劳动强度;5、采用循环水冷焊枪,适合大电流大功率焊接,同时采用逆变电源,输出焊接电源平稳,焊渣飞溅小,高效节能。
磨煤机在线堆焊相关图片:磨盘堆焊磨盘堆焊时的设备安装情况➢技术简介堆焊是用焊接的方法借助于药心焊接技术将一些不易加工成型而又性能优异的合金材料堆敷在工件表面上的一种工艺过程,其目的是在焊件表面获得耐磨、耐热、耐腐蚀等特殊性能的熔敷金属层,或是为了恢复和增加焊件的尺寸。
明弧堆焊是国际上先进的自动调频焊接技术,具有焊道冷却速度快、焊缝硬度高、热影响区小、不易产生裂纹及剥落现象等优点。
堆焊修复技术修复受损轧辊的工艺流程

英文回答:The welding restoration technique is one of the methodsmonly used in industrial production to repair damaged lumbers,which can effectively address such issues as wear, cracks and pits on their surfaces and enable them to return to normal working conditions。
The process of repairing the damaged luminium typically includes several steps, such as preparation,welding, and reprocessing。
The preparation phase requires cleaning, inspection and welding of damaged luminum to ensure clean surfaces, oil—free, impurities and cracks。
The weld restoration phase was to re—locate the damaged areas with alloy welds through welding techniques, fill the defects and repair the surface。
The post—repair treatment phase includes thermal treatment, grinding and balancing of post—repair plumes to ensure that they have good working performance and useful life。
单齿辊修复方案
单齿辊修复方案1 单齿辊破碎机高温磨损单齿辊破碎机是烧结生产中的关键设备之一,它担负着烧结饼的破碎任务。
但由于其工作环境恶劣,长时间使用仍将导致辊齿磨损严重,配件消耗高。
济钢一烧有两台90㎡烧结机,各配备一台1500×2520水冷式单齿辊破碎机,日均破碎烧结矿8500t左右。
这两台单齿辊破碎机均由三排交错的辊齿组成,每排9个,共27个辊齿;辊齿材质为Z G 3 1 0 —5 7 0 ,辊齿焊接在主轴上。
因辊齿系破碎机的主要工作部件,直接与高温烧结矿接触,其相关部位在长达四年的高温作业下磨损十分严重。
当辊齿磨损到一定程度时,则必须更换。
考虑到辊轴本身重量大、价值高,采用堆焊技术对其进行局部修复,恢复其工作性能很有必要。
矿山机械售后技术人员在这方面进行了有益的尝试,取得了很好效果。
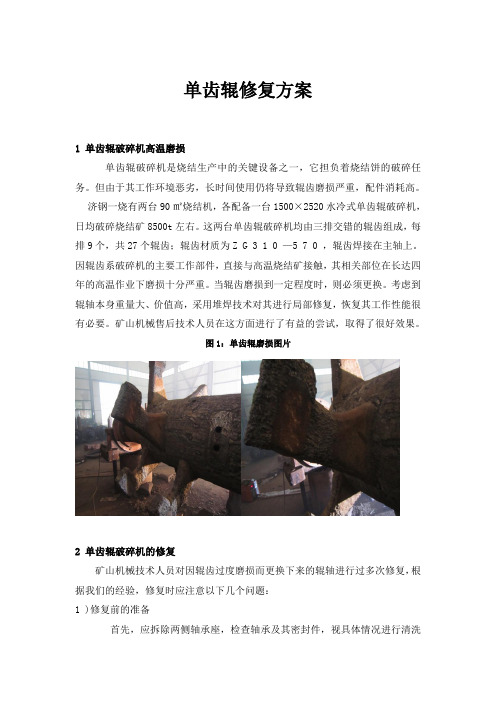
图1:单齿辊磨损图片2 单齿辊破碎机的修复矿山机械技术人员对因辊齿过度磨损而更换下来的辊轴进行过多次修复,根据我们的经验,修复时应注意以下几个问题:1 )修复前的准备首先,应拆除两侧轴承座,检查轴承及其密封件,视具体情况进行清洗或更换。
如传动侧需更换轴承或密封件,则拆卸轴端开式大齿轮,由于开式大齿轮采用热装,经多次拆装后可能出现拆卸困难,遇此情况可采用在轴端钻孔的方法,以减轻大齿轮与轴颈的压强,达到拆卸的目的。
其次,需清理油污、尘泥,进行除锈处理,检测各主要工作部位及装配部位的形位尺寸,并做好记录。
对辊轴装置通水打压 (0.7MPa ) ,保压15min ,检查主轴及辊齿各部位的漏水或渗水情况。
2 )实施堆焊修复方案( 1 )安装轴承及密封环的主轴部位如有磨损,对其补焊,焊条可采用 E 4 3 0 3 ,焊接时应保证加工余量,确保机加工要求。
( 2 )辊齿部位磨损较轻,且水压试验不漏水处可直接对辊齿进行堆焊。
如磨损严重或水压试验出现渗漏的,可将整个辊齿用碳弧刨割除,重新制作后再与主轴焊接。
( 3 )辊齿及主轴表面堆焊耐磨耐热合金。
辊压机辊面堆焊修复
图一
母材
过度层
耐磨层
辊压机辊子结构图
精选ppt
三、堆焊修复过程
3.1、去除辊面残留硬层及裂纹。 用碳弧气刨对辊面进行彻底清理,辊
面待焊部位的残留硬层、裂纹、粉尘、铁 锈等都要用毛刷或钢刷清理干净,使之露 出金属光泽。气刨时,要先用铁板盖住下 料口,以免气刨产生的铁渣损坏其他设备。
精选ppt
精选ppt
3.4、缓冲层焊接
3.4.1 用CS104∮4.0埋弧焊丝进行缓冲层焊 接,该焊丝与母材焊接有较高连接,可抗 较高冲击力和挤压力。
3.4.2 用传动链形式传动装置带动辊子慢转 (图二),同时用直流焊机对辊面进行缓冲 层焊接(图三、四)。
3.4.3 缓冲层焊接时要注意预留耐磨层厚度, 一般耐磨层厚度为8mm(图五).
3.5、耐磨层焊接
3.5.1 用TB8106焊条焊接耐磨层,焊接时用模具做 引导,以利于焊接的平整和外圆面的平缓性(图 六)。
3.5.2 在焊接时,焊条必须在250℃的温度下烘干2 个小时。
3.5.3 焊接时电焊机的地线必须直接搭在磨辊上, 否则可能烧坏主轴承,另外焊机电流不宜过大。
3.5.4 焊接时,需要用液化气将辊压机辊面预热至 150-200℃之间(图七),彻底消除因机械加工产 生的油份及残余应力,防止裂纹的产生。
3#辊压机辊面堆焊修复
报告人:张迎库
精选ppt
一、辊压机工作原理
• 两台电动机通过减速机带动两只磨辊相向 转动,管道及料仓里的物料在重力及辊子与 物料之间的摩擦力的作用下被拉入辊隙中 间,液压系统通过油缸、轴承座、轴承向辊 子间的物料施加压力,使物料得以粉碎,被粉 碎过的物料(料饼)经输送设备送入打散分级 设备,经打散分级后,小于一定粒径的物料被 送入后续粉磨系统继续粉磨(成品也可直接 拉走).粗颗粒返回辊压机重新挤压.
3#辊压机辊面堆焊修复

图二
在十字万向节联轴器位置安装链传动装置, 使辊子进行慢转。
图三
自动焊装置,该装置可以 自动控制横向和纵向的位 置,加链传动装置控制周 向位移,实施对辊面的自
动焊接。
缓冲层焊接
图四
焊剂
焊丝
图五
缓冲层直接焊接至耐 磨层位置,一般预留
耐磨层8mm.
3.5、耐磨层焊接
3.5.1 用TB8106焊条焊接耐磨层,焊接时用模具做 引导,以利于焊接的平整和外圆面的平缓性(图 六)。
3.4、缓冲层焊接
3.4.1 用CS104∮4.0埋弧焊丝进行缓冲层焊 接,该焊丝与母材焊接有较高连接,可抗 较高冲击力和挤压力。
3.4.2 用传动链形式传动装置带动辊子慢转 (图二),同时用直流焊机对辊面进行缓冲 层焊接(图三、四)。
3.4.3 缓冲层焊接时要注意预留耐磨层厚度, 一般耐磨层在250℃的温度下烘干2 个小时。
3.5.3 焊接时电焊机的地线必须直接搭在磨辊上, 否则可能烧坏主轴承,另外焊机电流不宜过大。
3.5.4 焊接时,需要用液化气将辊压机辊面预热至 150-200℃之间(图七),彻底消除因机械加工产 生的油份及残余应力,防止裂纹的产生。
3.5.5 堆焊时注意测量堆焊的高度,要保证辊子的圆 度,以免辊子不圆而导致辊压机振动.
图六
用模具进行引 导堆焊,可以 提高堆焊质量
图七
辊面预热
3.5.6 用TB2106焊条焊接菱形花纹及中间硬 质点,菱形花纹尺寸为50×50.
3.6、退火
• 辊压机辊子加温至150℃-200 ℃,再在表面 用石棉布包住,待辊子自然冷却到常温状态. 主要是为了减少焊接后的残余应力.
四、总结
• 辊压机最大的缺点是辊面磨损严重.所以在 日常的检修过程中,要时刻注意辊面耐磨层 的磨损状况,一旦轻微磨损,要进行及时补焊, 以免造成更严重的后果.同时,要注意辊压机 的使用工况,尽量减少铁器等物件进入辊压 机,只有这样,才能提高辊压机辊面的使用寿 命.
烧结单齿辊堆焊方案破碎机修复
现代大型烧结机生产所用的烧结矿全部采用单齿辊破碎机一次性破 碎,其中单齿辊和篦板是单齿辊破碎机的主要耐磨部件,其质量好坏直 接影响到破碎机的使用寿命。单齿辊破碎机除辊轴耐磨层基本上属于正 常磨粒磨损失效外,磨损较严重的齿冠刃部、篦板刃部容易发生疲劳剥 落,齿冠和辊轴相连接的部位还易出现断裂等失效现象。
主要表现为:齿辊角焊缝严重贯穿性裂纹、磨损已发展到角焊缝根 部,即将脱落或完全脱落;齿冠勾部或刃部严重磨损。篦板则主要表现 为:弯曲失效;刃部严重磨损和掉块。由于破碎机的对象是炽热的烧结 矿,因此要求齿辊和篦板的堆焊耐磨材料应具有优异的高温耐磨性和抗 冲击性。
北京固本科技
1
实际案例
单齿辊破碎机堆焊修复车间现场
北京固本科技
10
资料手册
免费索取《烧结单齿辊堆焊方案》。 详细介绍烧结单齿辊堆焊的技术原 理、工艺方案、施工流程、烧结单 齿辊堆焊产品参数等。
北京固本科技
11
Company Logo
北京固本科技有限公司
欢迎合作
简介
北京固本耐磨带焊丝
堆焊药芯焊丝
KB999, KB998, KB987等
碳化钨、镍、多元合金
QB09-2012
15kg/盘 北京固本牌耐磨焊丝针对烧结生产中高温磨损的独特 工况,引进德国技术,开发出碳化钨镍系列的多元合 金耐磨焊丝。该系列焊丝适用于单齿辊、篦板、布料 溜槽的耐磨堆焊,具有900°高温硬度仍可保持60HRC 的特点。在多家企业的实际使用结果表明,堆焊后的 使用寿命可长达1年,且不会发生掉块脱落等现象。
北京固本科技
8
公司介绍
北京固本科技有限公司致力于耐磨金属材料的研发、生产和销售。公 司产品线包括耐磨焊丝、堆焊焊丝、堆焊耐磨钢板、电弧喷涂丝材、3D打 印金属粉末等具有耐磨性和防腐性的金属材料。公司以耐磨金属材料产品 为核心,同时提供耐磨堆焊、耐磨喷涂、3D金属打印等技术服务,长期引 进吸收国外先进技术和跟踪学科前沿动态,致力于为生产制造型企业提供 专业的工业磨损解决方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
落,齿冠和辊轴相连接的部位还易出现断裂等失效现象。
主要表现为:齿辊角焊缝严重贯穿性裂纹、磨损已发展到角焊缝根 部,即将脱落或完全脱落;齿冠勾部或刃部严重磨损。篦板则主要表现
为:弯曲失效;刃部严重磨损和掉块。由于破碎机的对象是炽热的烧结
矿,因此要求齿辊和篦板的堆焊耐磨材料应具有优异的高温耐磨性和抗 冲击性。
Company Logo
单齿辊堆焊 单齿辊堆焊修复
烧结单齿轮失效现象
现代大型烧结机生产所用的烧结矿全部采用单齿辊破碎机一次性破 碎,其中单齿辊和篦板是单齿辊破碎机的主要耐磨部件,其质量好坏直 接影响到破碎机的使用寿命。单齿辊破碎机除辊轴耐磨层基本上属于正 常磨粒磨损失效外,磨损较严重的齿冠刃部、篦板刃部容易发生疲劳剥
简介
北京固本科技
16
资料手册
免费索取《烧结单齿辊堆焊方案》。 详细介绍烧结单齿辊堆焊的技术原 理、工艺方案、施工流程、烧结单 齿辊堆焊产品参数等。
北京固本科技
17
Company Logo
北京固本科技有限公司
欢迎合作
北京固本科技
15
烧结单齿轮耐磨焊丝
产品名称 产品类型 型号 合金类型 北京固本耐磨带焊丝 堆焊药芯焊丝 KB999, KB998, KB987等 碳化钨、镍、多元合金
技术标准
净重
QB09-2012
15kg/盘 北京固本牌耐磨焊丝针对烧结生产中高温磨损的独特 工况,引进德国技术,开发出碳化钨镍系列的多元合 金耐磨焊丝。该系列焊丝适用于单齿辊、篦板、布料 溜槽的耐磨堆焊,具有900°高温硬度仍可保持60HRC 的特点。在多家企业的实际使用结果表明,堆焊后的 使用寿命可长达1年,且不会发生掉块脱落等现象。
(3)辊齿焊完之后,可在辊轴表面薄薄地焊一层耐磨层(3~4mm),
以保护主轴,提高其耐磨性。 (4)堆焊时,为防止焊丝中的合金成分烧损,焊接弧长应尽可能
短些,焊丝摆动范围应限制在焊丝直径的3~4倍。
北京固本科技
8
单齿辊堆焊工艺
3、焊后保温 焊后要及时保温,随时用石棉被盖住整个焊层,使之保温并缓慢冷 却至室温。保温时间不得低于48h(冬季施焊须较长时间),要充分做 到堆焊部位的缓冷。
(3)裂纹
当堆焊层的硬度>55时,裂纹很难避免。正常的裂纹是焊后应力释 放的结果,属于正常现象,不会影响堆焊层的耐磨效果。但需要注意宽
度达到1mm的大裂纹,交叉裂纹以及贯穿堆焊层到达单齿辊基体的裂纹。
北京固本科技Biblioteka 4单齿辊堆焊材料选择
2、焊接材料型号推荐 北京固本kb998耐磨焊丝。该型号的耐磨焊丝在基体中加入镍合金, 填充了碳化钨粒子,非常适用高温工作环境,最高可承受900℃工作温 度,硬度60-63 HRC。
北京固本科技
7
单齿辊堆焊工艺
2、堆焊流程 (1)堆焊前将辊轴两端架设在两个滚轮上,以便于焊接每一排辊 齿,每焊完一排,转动辊轴再焊接下一排,直至焊完。 (2)对辊轴辊齿进行焊接,可用2-4台焊机同时进行。堆焊时沿辊 齿宽度方向由上而下依次进行,直至达到要求。正反面焊完后,再焊两 个侧面,侧面的堆焊厚度为4~6mm。
2
单齿辊堆焊材料选择
1、焊接材料注意事项 由于耐磨焊丝在焊接速度、焊后成型、熔敷损耗率等多方面相比传 统的耐磨焊条具有绝对优势,目前,绝大多数单齿辊生产和维修企业已 全面使用耐磨焊丝。在选择单齿辊堆焊耐磨焊丝时,应注意以下几点。
(1)硬度
耐磨焊丝的硬度大小,代表其耐磨性能的高低。一般来说,硬度值
越大,耐磨性能越强。对于单齿辊的堆焊修复,必须保证耐磨焊丝的硬 度>55 HRC。
北京固本科技
5
单齿辊堆焊参数
单齿辊焊接参数 焊接电流220~280A、焊接电压22~28V、保护气体为纯二氧化碳或纯 氩气、保护气体量20L/min、焊丝伸出长度15~20mm、焊接速度 35cm/min、焊枪倾角80度、电流类型为直接反流。
北京固本科技
6
单齿辊堆焊工艺
除了合理地选择焊机和焊接材料外,正确的堆焊工艺也是单齿辊破 碎机堆焊和修复的重要因素。 1、焊前预热 焊前焊件需进行整体预热,预热温度应≥150℃。预热过程中,可采 用数字式红外线测温仪测量温度。为减小焊接应力,防止冷裂纹的产生, 在堆焊过程中要保持层间温度不得低于预热温度。
北京固本科技
9
实际案例
单齿辊破碎机堆焊修复车间现场
北京固本科技
10
实际案例
堆焊后的成品齿辊
北京固本科技
11
实际案例
使用耐磨焊丝堆焊后的布料溜槽
北京固本科技
12
实际案例
现场对单齿辊破碎机进行测绘
北京固本科技
13
实际案例
新品齿辊破碎机在进行堆焊
北京固本科技
14
实际案例
运行多个月后的单齿辊破碎机检修
北京固本科技
3
单齿辊堆焊材料选择
(2)耐高温 单齿辊的特殊工况,决定了堆焊时使用的耐磨焊丝必须具有较强的 耐高温性能。普通高铬及高铬铸铁类焊接材料,在500℃以上高温时, 其热稳定性和硬度剧烈下降,不建议使用。钴、镍两种合金元素都能提 高合金材料的耐高温能力,建议选用含有钴或镍合金元素的焊接材料。